Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при производстве широких горячекатаных листов из марок стали трубного сортамента, в основном класса прочности К60, предназначенного для изготовления труб большого диаметра для магистральных газопроводов.
Известны способы производства горячекатаных листов, включающие производство слябовой заготовки, ее нагрев до температуры выше Ас3, горячую деформацию с регламентированными обжатиями, промежуточное подстуживание проката, чистовую прокатку с последующим охлаждением листа со скоростью не менее 30°С/мин до температуры 400°С и далее - на воздухе (патенты РФ №2394108, №2397255).
Недостатками известных способов является значительная дифференциация свойств по сечению и длине листа при одновременно пониженном уровне механических свойств (прочностных, пластических и вязких), не отвечающих в сталях трубного сортамента современным нормам для класса прочности К60.
Наиболее близким аналогом к заявляемому объекту является способ производства листов из низколегированной стали, включающий нагрев слябовой заготовки до температуры выше Ас3, черновую прокатку в раскат промежуточной толщины при температуре 950÷890°С, подстуживание до температуры 840±10°С, последующую чистовую прокатку до температуры 780±10°С. После чего производят ускоренное охлаждение поверхности листа со скоростью не менее 60°С/мин от температуры конца прокатки до температуры 300÷200°С с дальнейшим охлаждением листов на воздухе до температуры 100°С при однорядном их расположении на стеллаже (патент РФ №2311465).
Недостатками известного способа являются сложность формирования в марках стали трубного сортамента требуемого высокого уровня механических свойств, соответствующих классу прочности К60, равномерно распределенных по сечению листа толщиной более 24 мм, что не позволяет обеспечить успешную технологическую переработку горячекатаного штрипса в трубу большого диаметра (ТБД), предназначенную для эксплуатации в магистральных газопроводах. Кроме того, повышается вероятность появления в готовой трубе в процессе ее эксплуатации многочисленных дефектов (трещин, разрывов) ввиду незначительных показателей вязкости, хладостойкости.
Технической задачей, решаемой заявляемым изобретением, является обеспечение в горячекатаном прокате из микролегированой стали трубного сортамента толщиной 25÷27 мм одинаковых по сечению листа механических свойств, соответствующих классу прочности К60.
Поставленная задача решается тем, что в известном способе производства листов из низколегированной трубной стали класса прочности К60 толщиной 25÷27 мм, включающем нагрев слябовой заготовки до температуры выше Ас3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными обжатиями и температурами конца прокатки, а также последующее ускоренное охлаждение листа, согласно изобретению в заготовке из стали со следующим соотношением элементов, мас.%:
|
температуру черновой стадии горячей прокатки устанавливают в диапазоне 1110÷970°С, температуру начала чистовой прокатки принимают равной 830±20°С, а температуру конца чистовой прокатки устанавливают равной 820±15°С, при этом температуру конца ускоренного охлаждения листа принимают 615±15°С, причем скорость ускоренного охлаждения поверхности листа устанавливают в диапазоне 16÷20°С/с.
Сущность изобретения заключается в следующем.
Прокат из низколегированных марок стали трубного сортамента (класса прочности К60) в соответствии с требованиями отечественных и зарубежных стандартов должен обеспечивать сочетание высоких прочностных и пластических свойств, а также повышенные вязкие характеристики (KCU, KCV, долю вязкой составляющей в изломе при ИПГ), обеспечивающие достаточную хладостойкость, хорошую свариваемость трубной заготовки, а также достаточно высокое сопротивление хрупкому разрушению при температурах монтажа труб и их эксплуатации. В связи с этим в отечественных и зарубежных стандартах нормируется параметр Рсм - стойкость против растрескивания при сварке.
Для обеспечения нормируемого комплекса свойств в процессе горячей прокатки в металле должна быть сформирована мелкозернистая ферритно-бейнитная микроструктура, равномерно распределенная по всему сечению листа. Поэтому технология изготовления горячекатаных листов из стали трубного сортамента класса прочности К60 должна обеспечивать получение следующего уровня механических свойств: прочностных - предел текучести σт=510-610 МПа; временное сопротивление разрыву σв=590-700 МПа; пластических - относительное удлинение δ5 - не менее 22,5%; и вязких - ударная вязкость KCU-60 - не менее 80 Дж/см2, KCV-20 - не менее 140 Дж/см2, количество вязкой составляющей в изломе образца, ИПГ при температуре
-20°С - не менее 60% (например, в соответствии с нормами международного стандарта API 5L).
В заявляемом химическом составе стали за основу принят узкий диапазон количества углерода в стали при пониженном до 0,05÷0,07% его содержания. Для обеспечения в горячекатаном листе требуемого уровня прочностных свойств, соответствующих классу прочности К60, вводится кремний в количестве 0,30÷0,40%, обеспечивающий рост прочности и вязкости при легировании и марганец в количестве 1,45÷1,55%, принятый традиционно в качестве одного из основных легирующих компонентов в низколегированных сталях, включая и трубный марочный сортамент (см., например, Матросов Ю.И., Литвиненко Д.А., Голованенко С.А. Сталь для магистральных трубопроводов. М.: Металлургия, 1989. - 288 С.). Содержание алюминия 0,025÷0,045% обеспечивает необходимую чистоту стали по неметаллическим включениям. Заявленный диапазон содержаний серы (не более 0,002%) и фосфора (не более 0,012%) позволяет получить высокие значения ударной вязкости при отрицательных температурах, а также минимизирует образование сульфидов.
Кроме того, для получения мелкозернистой микроструктуры за счет подавления роста зерен при рекристаллизации и после ее окончания традиционно применяется микролегирование карбонитридообразующимися элементами (Nb, Ti, V) в сотых долях процента. В заявляемом техническом решении в сталь вводятся 0,015÷0,025% титана, 0,05÷0,06% ниобия, а также ванадия в количестве, не превышающем 0,012%, являющиеся упрочняющими микролегирующими элементами. Дополнительно вводится молибден в количестве 0,15÷0,25%. Такой принцип легирования и микролегирования обеспечивает при достаточно высоких значениях прочности приемлемый повышенный уровень пластичности и вязкости, соответствующие классу прочности К60. Для подавления упрочняющего эффекта дополнительно ограничивается содержание хрома - не более 0,08%. Введение 0,17÷0,27% никеля обеспечивает дополнительные противокоррозионные свойства горячекатаного проката.
Одним из главных условий получения в готовом горячекатаном прокате конечных размеров требуемой мелкозернистой ферритно-бейнитной структуры является наличие мелкозернистой структуры аустенита, которая в свою очередь может быть получена при определенных степенях и скоростях деформаций и температурах прокатываемого металла, так как она зависит от скорости рекристаллизации при прокатке. При этом размер зерна в процессе рекристаллизации, а также после фазовых превращений в значительной степени будет определяться степенью измельчения зерен аустенита при черновой стадии контролируемой прокатки, уровня проработки микроструктуры аустенита в области отсутствия рекристаллизации при чистовой стадии прокатки, а также условий охлаждения листа после чистовой прокатки. Учитывая достаточно существенную конечную толщину горячекатаного листа (более 25 мм), для минимизации разброса свойств по его сечению определяющими параметрами горячей прокатки листовой стали будут являться температуры черновой стадии прокатки и последующей чистовой прокатки. Кроме того, для подавления роста аустенита в процессе охлаждения листа после окончания стадии горячей прокатки существенную роль будут играть температурные и скоростные условия ускоренного охлаждения листа, включающие соответственно скорость и температуру активной фазы охлаждения.
Температурные условия черновой прокатки (1110÷970°С) объясняются следующим. В раскате с заявленным химическим составом стали, имеющем температуру выше заявленной, при прокатке в первых черновых проходах стана могут успеть пройти процессы рекристаллизации, т.е. сформируется крупное аустенитное зерно (6-8 баллов, вместо требуемых 9-11 баллов). В результате в прокате толщиной 25-27 мм не будет обеспечен требуемый уровень механических свойств, соответствующих классу прочности К60. При температуре ниже заявленного диапазона не будет обеспечена выкатываемость сляба в лист конечной толщины. Температурные условия начала чистовой прокатки объясняются необходимостью проведения определенного подстуживания раската после черновой прокатки для стабилизации температуры по сечению и обеспечения оладьеобразной формы зерна, которая обеспечивает лучшую выкатываемость в процессе последующей деформационной обработки. Для выбранного химического состава стали наиболее приемлемым будет являться температура начала чистовой стадии горячей прокатки 830÷20°С. Для обеспечения однородности фазового состава стали за счет окончания пластической деформации всех участков листа в нижней части аустенитной области необходимо чистовую стадию горячей прокатки листа заканчивать при температурах 820±15°С.
Температура охлаждения листа 615±15°С связана необходимостью протекания бейнитного превращения. Отклонения в верхнюю сторону от выбранного диапазона приводят к росту балла зерна, соответственно, снижая прочностные параметры проката. Снижения нижнего диапазона формируют повышенную разнобалльность зерна (более 3-х смежных баллов), а также возрастает вероятность критичного искажения геометрической формы листа, связного в этом случае со значительным градиентом температуры по сечению достаточно толстого проката. Выбранная скорость ускоренного охлаждения горячекатаного листа после окончания чистовой стадии горячей прокатки в диапазоне 16-20°С/с определяется необходимостью обеспечения равномерного дисперсионного упрочнения по сечению горячекатаного листа из стали, микролегированной карбонитридообразующими элементами с температур прокатки до температуры конца активной фазы охлаждения. Из практических соображений установлено, что для окончания формирования требуемой равномерной по сечению и длине листа микроструктуры, благодаря формированию субструктуры в игольчатом феррите и сдерживанию роста мелкодисперсных карбонитридов, оптимальная скорость охлаждения поверхности листа после окончания горячей прокатки для заявляемых толщин должна находиться в диапазоне 16÷20°С/с.
Пример осуществления способа
Выплавили кислородно-конвертерным методом сталь заявленного химического состава (см. табл.1). После проведения внепечной обработки металла и введения требуемых добавок осуществляли непрерывную разливку стали с последующей ее кристаллизацией и порезкой на слябы.
Слябовую заготовку из стали марки с соответствующим химическим составом нагревают в методической печи до требуемой температуры. После этого на толстолистовом стане 5000 ОАО «ММК» при температурах (1110÷970)°С производят черновую стадию прокатки в раскат промежуточной толщины. Далее осуществляют подстуживание раската на воздухе до соответствующей температуры 830±20°С, при которой начинают чистовую стадию горячей прокатки до конечной толщины 25÷27 мм. При этом температуру конца прокатки (Ткп) поддерживают в диапазоне 820±15°С. Далее горячекатаный лист подвергается ускоренному со скоростью 16÷20°С/с охлаждению водой в установке контролируемого спрейерного охлаждения до температуры 615±15°С. После окончания активной фазы охлаждения горячекатаный лист направляется на участок противофлокеновой обработки (ПФО), где укладывается в стеллажи и подвергается замедленному охлаждению до температуры менее 100°С. Далее охлажденный горячекатаный лист направляется на участок листоотделки.
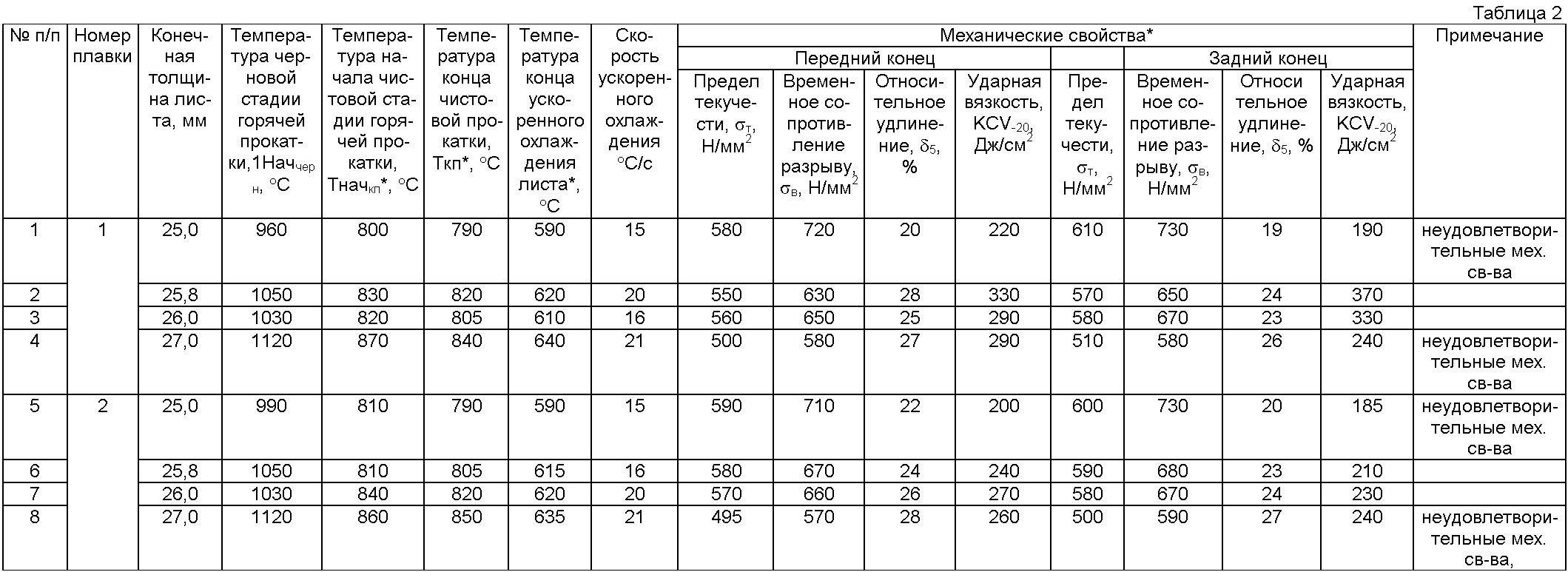
Варианты технологических параметров, по которым по заявляемому способу осуществлялось изготовление горячекатаных листов класса прочности К60 трубного сортамента на стане 5000 ОАО «ММК», а также результаты исследований представлены в таблице 2.
Заявляемая технология производства металлопроката на примере изготовления горячекатаных листов класса прочности К60 обеспечивает получение следующих механических свойств: предел текучести σт=520÷590 Н/мм2, временное сопротивление разрыву σв=600÷680 Н/мм2, относительное удлинение δ5 в пределах 23÷28%, ударная вязкость KCV-20=210÷370 Дж/см2, КСU-60=160÷250 Дж/см2, доля вязкой составляющей в изломе при ИПГ>80%.
Выбранная совокупность признаков позволяет сделать вывод, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипе.
Заявляемый способ может найти широкое применение при производстве горячекатаных листов толщиной 25÷27 мм, используемых в качестве горячекатаной заготовки для производства труб (в том числе применяемых в магистральных газо-, нефтепроводах), обладающие повышенными прочностными, пластическими и вязкими свойствами класса прочности К60, равномерно распределенными как по сечению, так и по длине листа.
|
Способ внепечной обработки стали кальцием
Способ холодной прокатки на непрерывном стане
Способ выплавки стали в дуговой сталеплавильной печи с повышенным расходом жидкого чугуна
Способ производства рулонов горячекатаной трубной стали
Способ образования клеевинтового соединения деревянных конструкций и клеевинтовое соединение деревянных конструкций
Стыковое соединение деревянных конструкций с применением вклеенных и клеевинтовых стержней с метрической резьбой
Способ производства рулонов горячекатаной трубной стали
Способ образования клеевинтового соединения деревянных конструкций и клеевинтовое соединение деревянных конструкций
Способ производства листового проката из низколегированной трубной стали
Устройство постоянного натяжения проволок при свивке стальных канатов
Способ производства толстолистового проката из низколегированной стали для труб
Способ производства листов из криогенной конструкционной стали
Способ изготовления арматурного каната
Способ производства холоднокатаного высокопрочного проката различных классов прочности из двухфазной ферритно-мартенситной стали
Способ производства рулонов горячекатаной полосы из криогенной конструкционной стали
Способ производства холоднокатаного высокопрочного листового проката из низколегированной стали

