Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА РАЗЛИЧНЫХ КЛАССОВ ПРОЧНОСТИ ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам производства холоднокатаного высокопрочного проката различных классов прочности из двухфазной ферритно-мартенситной стали, который может быть использован в автомобильной промышленности. В настоящее время все более востребован такой прокат с минимальным пределом прочности 780, 980 и 1180 МПа (высокопрочный прокат классов прочности 780, 980 и 1180). Используемая в настоящее время сталь для производства проката трех указанных классов прочности, как правило, имеет различный химический состав. Отсутствуют кассетные технологии производства из сталей одного химического состава холоднокатаного проката разных классов прочности, что затрудняет выполнение малых заказов. Производимый в настоящее время прокат указанных классов прочности, как правило, имеет значения относительного удлинения на нижнем пределе предъявляемых требований. При этом наблюдается нестабильность значений прочностных характеристик в пределах одного класса прочности, что затрудняет переработку проката у потребителей. Поэтому актуально проведение исследований, направленных на преодоление указанных недостатков.
Известен способ производства холоднокатаных листов из двухфазной стали, обладающей очень высокой прочностью, и полученные таким способом листы. Из стали, содержащей в % мас.: 0,055≤С≤0,095, 2≤Mn≤2,6. 0,005≤Si≤0,35, S≤0,005, Р≤0,050, 0,1≤Al≤0.3, 0,05≤Мо≤0,2, 0,2≤Cr≤0,5, при условии, что Cr+2Mo≤0,6, Ni≤0,l, 0,010≤Nb≤0,040, 0,010≤Ti≤0,050, 0,0005≤B≤0,0025, 0,002≤N≤0,007, остальное железо и неизбежные примеси, возникающие при плавке, отливают полуфабрикат. Нагревают его до 1150°C≤Tr≤1250°C и подвергают горячей прокатке при температуре конца прокатки TFL≤Ar3, а затем сматывают в рулон при температуре в пределах 500oC≤Tbob≤570°C. Очищают от окалины и проводят холодную прокатку при обжатии от 30 до 80%. Полученный холоднокатаный полуфабрикат нагревают со скоростью 1°С/сек≤VC≤5°С/сек до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С, при которой выдерживают в течение времени 30 ceк≤tм≤300 сек для образования структуры, содержащей аустенит, после чего охлаждают до температуры ниже Ms со скоростью V, достаточно высокой для превращения всего количества аустенита в мартенсит.Получаемые листы обладают хорошей способностью к формованию и к изгибам при обеспечении прочности стали от 980 до 1180 МПа, предела текучести до 700 МПа и удлинении при разрыве выше 9%. Отношение предела текучести к пределу прочности составляет 0,6-0,8. Недостатком данного способа является низкая пластичность, а также сравнительно высокий предел текучести. Кроме того, данный способ не позволяет дифференцированно получать уровень свойств, соответствующий двум соседним классам прочности 980 и 1180.
(Заявка на изобретение WO 2009150319(А1) C21D 8/02, С22С 38/04, С23С 2/02, С23С 2/06 опубликована 17.12.2009).
Известен способ производства экономичной холоднокатаной стали DP590 с различным пределом текучести. Согласно способу, холоднокатаную сталь DP590 с пределом текучести 280-330 МПа, 340-400 МПа и 420-490 МПа получают путем нагрева, горячей прокатки, травления и непрерывного отжига стальной заготовки. Сталь содержит компоненты, % мас.: С 0,08-0,10; Si≤0,4, Mn 1,20-1,40; Al 0,60-0,80; Мо 0,20-0,30; N≤0,005; Р≤0,008; S≤0,005, остальное Fe и другие неизбежные примеси.
Для стали DP590 с пределом текучести 280-330 МПа температура нагрева заготовок под прокатку составляет 1220-1250°С, температура окончания прокатки в черновой группе клетей - 1060-1090°С, температура конца прокатки - 880-910°С, температура смотки - 680-710°С, суммарное обжатие при холодной прокатке - 55,0-60,0%, температура отжига 810-830°С, температура замедленного охлаждения - 650-670°С, температура ускоренного охлаждения - 280-300°С, температура перестаривания - 270-290°С.
Для стали DP590 с пределом текучести 340-400 МПа температура нагрева заготовок под прокатку составляет 1220-1250°С, температура окончания прокатки в черновой группе клетей - 1020-1050°С, температура конца прокатки - 860-890°С, температура смотки - 630-660°С, суммарное обжатие при холодной прокатке - 63,0-68,0%, температура отжига 800-820°С, температура замедленного охлаждения - 670-690°С, температура ускоренного охлаждения - 260-280°С, температура перестаривания - 250-270°С.
Для стали DP590 с пределом тек) чести 420-490 МПа температура нагрева заготовок под прокатку составляет 1220-1250°С, температура окончания прокатки в черновой группе клетей - 1020-1050°С, температура конца прокатки - 810-840°С, температура смотки - 550-580°С, суммарное обжатие при холодной прокатке - 55,0-70,0%, температура отжига 780-800°С, температура замедленного охлаждения - 670-690°С, температура ускоренного охлаждения - 260-280°С, температура перестаривания - 250-270°С.
Способ получения экономичной холоднокатаной стали DP590 с разным пределом текучести с указанным химическим составом отличается тем, что относительное удлинение контролируется на уровне 0,5±0,1%.
Способ позволяет получать из стали одного химического состава прокат класса прочности 590 с различными значениями предела текучести в зависимости от требований конкретного потребителя. Недостатком данного способа является невозможность получения свойств проката, соответствующих более высоким классам прочности, в частности, классу 780. Кроме того, при изменении предела текучести предел прочности остается неизменным, в то время как в соответствии с большей частью нормативных документов при переходе от одного класса прочности к другому большему значению предела текучести должен соответствовать и больший предел прочности.
(Заявка на изобретение CN 109182672 (A) В21В 1/26, C21D 1/26, C21D 6/00, C21D 8/02, C21D 9/52, С22С 38/02, С22С 38/04, С22С 38/06, С22С 38/12, опубликована 11.01.2019).
Известен способ производства экономичной холоднокатаной стали DP780 с различным пределом текучести. Согласно способу, холоднокатаную сталь DP780 с пределом текучести 400-440 МПа, 450-490 МПа и 510-580 МПа получают путем нагрева, горячей прокатки, травления и непрерывного отжига стальной заготовки. Сталь содержит компоненты, % маc.: С 0,10-0,16; Si≤0,05; Mn 1,80-2,10; Al 0,40-0,60; Cr 0,20-0,40; N≤0,005; Р≤0,008; S≤0,005, остальное Fe и другие неизбежные примеси.
Для стали DP780 с пределом текучести 400-440 МПа температура нагрева заготовок под прокатку составляет 1230-1270°С, температура окончания прокатки в черновой группе клетей - 1050-1090°С, температура конца прокатки - 890-920°С, температура смотки - 680-710°С, суммарное обжатие при холодной прокатке - 68,0-72,0%, температура отжига 810-830°С, температура замедленного охлаждения - 670-690°С, температура ускоренною охлаждения - 300-340°С, температура перестаривания - 280-320°С.
Для стали DP780 с пределом текучести 450-490 МПа температура нагрева заготовок под прокатку составляет 1200-1240°С, температура окончания прокатки в черновой группе клетей - 1000-1040°С, температура конца прокатки - 850-880°С, температура смотки - 650-680°С, суммарное обжатие при холодной прокатке - 63,0-66,0%, температура отжига 780-800°С, температура замедленного охлаждения - 660-680°С, температура ускоренного охлаждения - 280-330°С, температура перестаривания - 260-310°С.
Для стали DP780 с пределом текучести 510-580 МПа температура нагрева заготовок под прокатку составляет 1160-1200°С, температура окончания прокатки в черновой группе клетей - 1040-1080°С, температура конца прокатки - 860-890°С при обжатии ≥12%, температура смотки - 540-570°С, суммарное обжатие при холодной прокатке - 60,0-65,0%, температура отжига 770-790°С, температура замедленного охлаждения -630-650°С, температура ускоренного охлаждения - 230-280°С, температура перестаривания - 210-260°С.
Способ позволяет получать из стали одного химического состава прокат класса прочности 780 с различными значениями предела текучести в зависимости от требований конкретного потребителя. Недостатком данного способа является то, что при изменении предела текучести предел прочности остается неизменным, в то время как в соответствии с большей частью нормативных документов при переходе от одного класса прочности к другому большему значению предела текучести должен соответствовать и больший предел прочности. Данный способ не позволяет получить предел прочности 980 МПа и более. Кроме того, максимальное значение предела текучести, которое можно получить при использовании данного способа, составляет 580 МПа, что также ниже требований к пределу текучести для класса прочности 980 (не менее 590-600 МПа по разным нормативным документам).
(Заявка на изобретение CN108754307(A) C21D 1/26; C21D 8/02; С22С 38/02; С22С 38/06; С22С 38/38, опубликована 06.11.2018 - прототип).
Техническим результатом настоящего изобретения является обеспечение повышения пластичности, а также расширение технологических возможностей способа производства холоднокатаного высокопрочного проката из двухфазной ферритно-мартенситной стали путем получения из стали одинакового химического состава проката различных классов прочности 780, 980 и 1180.
Указанный технический результат достигается тем, что в способе производства холоднокатаного высокопрочного проката различных классов прочности из двухфазной ферритно-мартенситной стали, включающем нагрев заготовки, горячую прокатку, холодную прокатку и обработку в агрегате непрерывного отжига, согласно изобретению, нагревают заготовку из стали, содержащей следующие компоненты, % маc.:
Углерод 0,1-0,13
Кремний 0,02-0,40
Марганец 2,0-2,2
Хром 0,25-0,40
Молибден 0,10-0,30
Ниобий 0,015-0,025
Железо и неизбежные примеси остальное, обработка в агрегате непрерывного отжига включает нагрев до температуры отжига, выдержку, замедленное охлаждение, ускоренное охлаждение до температуры начала перестаривания и перестаривание, при этом температуру отжига для получения проката класса прочности 780 назначают 700-720°С, проката класса прочности 980 - 770-790°С, проката класса прочности 1180 - 730-750°С, а скорость движения полосы в агрегате непрерывного отжига для проката классов прочности 780 и 1180 назначают в зависимости от толщины полос в соответствии с зависимостью:

где V - скорость движения полосы, м/мин, h - толщина проката, мм, 80 и -20 - эмпирические коэффициенты, м/мин, для проката класса прочности 980 - в соответствии с зависимостью:

где V - скорость движения полосы, м/мин, h - толщина проката, мм, 140 и - 40 - эмпирические коэффициенты, м/мин.
Сущность изобретения заключается в том, что обеспечение необходимого комплекса механических свойств, включающего предел прочности, предел текучести и относительное удлинение, достигается использованием определенного химического состава двухфазной ферритно-мартенситной стали, единого для трех классов прочности, и способов получения холоднокатаного высокопрочного проката из нее, различающихся для разных классов прочности. Требуемый уровень прочностных характеристик достигается путем обеспечения содержания в стали таких элементов, как углерод, кремний, марганец, хром, молибден и ниобий в указанных выше пределах. Ограничение нижних пределов содержания указанных элементов определяется необходимостью обеспечения высокой прочности. Превышение верхних пределов содержания указанных элементов приводит к снижению пластичности.
При нагреве и выдержке холоднокатаного проката в агрегатах непрерывного отжига происходят следующие процессы - рекристаллизация холоднокатаного проката, полиморфное α→γ превращение, а также диффузионное перераспределение элементов между ферритом и аустенитом, Ключевым параметром обработки, определяющим условия и степень протекания указанных процессов, является температура отжига.
При отжиге в нижней части двухфазной ферритно-аустенитной области в интервале температур 700-720°С формируется двухфазная структура со сравнительно большой долей феррита - около 40-50%. Формирующийся при этом аустенит имеет высокое содержание углерода и при последующем охлаждении превращается в устойчивый мартенсит. Содержания мартенсита на уровне 50-60% достаточно для обеспечения прочностных характеристик, соответствующих классу прочности 780. Уменьшение температуры отжига ниже 700°С приводит к тому, что доля мартенсита в структуре оказывается недостаточной для обеспечения требуемой прочности. Увеличение температуры отжига более 720°С приводит к формированию избыточной для класса 780 доле мартенсита, что способствует получению завышенных значений прочностных характеристик и недостаточной пластичности.
При отжиге в интервале температур 730-750°С доля устойчивого прочного мартенсита с достаточно высоким содержанием углерода достигает 80% и более. Это позволяет обеспечить уровень свойств, соответствующий классу прочности 1180. Уменьшение температуры отжига ниже 730°С приводит к тому, что доля мартенсита в структуре оказывается недостаточной для обеспечения требуемой прочности. Увеличение температуры отжига более 750°С приводит к формированию избыточной для класса 1180 доле мартенсита, что способствует получению завышенных значений прочностных характеристик и недостаточной пластичности.
При отжиге в интервале температур 770-790°С снижается содержание углерода в аустените и, соответственно, в мартенсите, что уменьшает прочность мартенсита, а также его устойчивость против распада в процессе перестаривания. Получаемый при этом уровень свойств соответствует требованиям к классу прочности 980. Уменьшение температуры отжига ниже 770°С приводит к формированию близкой доли, но более высокоуглеродистого прочного мартенсита, присутствие которого в структуре снижает пластичность. Увеличение температуры отжига более 790°С приводит к существенному снижению устойчивости аустенита и, соответственно, формирующегося из него мартенсита. При этом прочностные характеристики становятся ниже уровня, требуемого для класса прочности 980.
Дополнительно повысить пластичность холоднокатаного проката за счет более полного протекания рекристаллизационных процессов можно путем использования сравнительно низких скоростей движения полосы в агрегатах непрерывного отжига, что особенно актуально для отжига при сравнительно низких температурах - не выше 750°С. Поэтому для проката классов прочности 780 и 1180 должны быть использованы более низкие скорости движения полосы, рассчитываемые по зависимости (1), чем для проката класса прочности 980, для которого скорости движения полосы должны быть рассчитаны по зависимости (2). Использование скоростей движения полосы выше, чем рассчитанные по зависимостям (1) и (2), не обеспечит требуемый уровень пластичности. Использование скоростей движения полосы ниже, чем рассчитанные по зависимостям (1) и (2), не приведет к дальнейшему повышению пластичности, но может привести к уменьшению прочностных характеристик ниже требуемого уровня. Кроме того, при этом снижается производительность.
Примеры конкретного выполнении способа
Два состава стали получены при лабораторной выплавке в вакуумной индукционной печи. В таблице 1 приведен химический состав стали.

Горячую прокатку полученных слитков на толщину 3 мм производили по режиму: температура нагрева 1150°С, температура окончания прокатки Ткп от 790 до 910°С. После окончания прокатки полосу охлаждали до температуры Тcм 650°С и далее выдерживали в печи, нагретой до такой же температуры, в течение 1 ч с последующим охлаждением с печью (имитация охлаждения смотанного рулона).
Полученные горячекатаные полосы подвергали травлению для удаления окалины и холодной прокатке на толщину 1,2 и 2 мм (суммарное обжатие 60 и 66%).
Из полученных холоднокатаных полос изготавливали образцы для проведения моделирующей термической обработки на исследовательском комплексе Gleebl 3800. Термическая обработка заключалась в нагреве до температуры отжига 670-813°С, выдержке при этой температуре в течение 200 с, замедленном охлаждении, ускоренном охлаждении (скорость охлаждения около 30°С/с) до температуры окончания ускоренного охлаждения и начала перестаривания в течение 550 с, и последующем охлаждении до комнатной температуры (скорость охлаждения около 10°С/с). Кроме температуры отжига варьировали скорость движения полосы - 45, 60, 100 и 120 м/мин. Натяжение соответствовало номинальным значениям.
При испытаниях на растяжение определяли основные механические характеристики предел текучести, предел прочности и относительное удлинение. В соответствии с требованиями EN 10338:2013 указанные характеристики к разработанной стали включают в себя:
- для проката класса прочности 780: предел прочности не ниже 780 МПа, относительное удлинение не менее 14%, предел текучести в диапазоне 440-550 МПа,
- для проката класса прочности 980: предел прочности не ниже 980 МПа, относительное удлинение не менее 10%, предел текучести в диапазоне 590-740 МПа,
- для проката класса прочности 1180: предел прочности не ниже 1180 МПа, относительное удлинение не менее 5%, предел текучести в диапазоне 900-1100 МПа.
В то же время потребители заинтересованы в получении более высоких значений относительного удлинения. Поэтому условно принимали, что высокая пластичность получена, когда относительное удлинение для проката класса прочности 780 составляет не менее 17%, для проката класса прочности 980 - 12%, для проката класса прочности 1180 - 7%.
Результаты механических испытаний сталей вариантов А и Б после моделирования отжига по различным режимам, соответствующим и не соответствующим формуле изобретения, с целью проверки возможности обеспечения уровня свойств проката классов прочности 780, 980 и 1180 приведены в таблице 2. Также в таблице приведены значения температуры отжига Тотж и скорости движения полосы V, рассчитанной по зависимостям (1) и (2). Выделены значения технологических параметров, не соответствующие формуле изобретения, а также значения механических свойств, не соответствующие указанным выше оптимальным значениям.
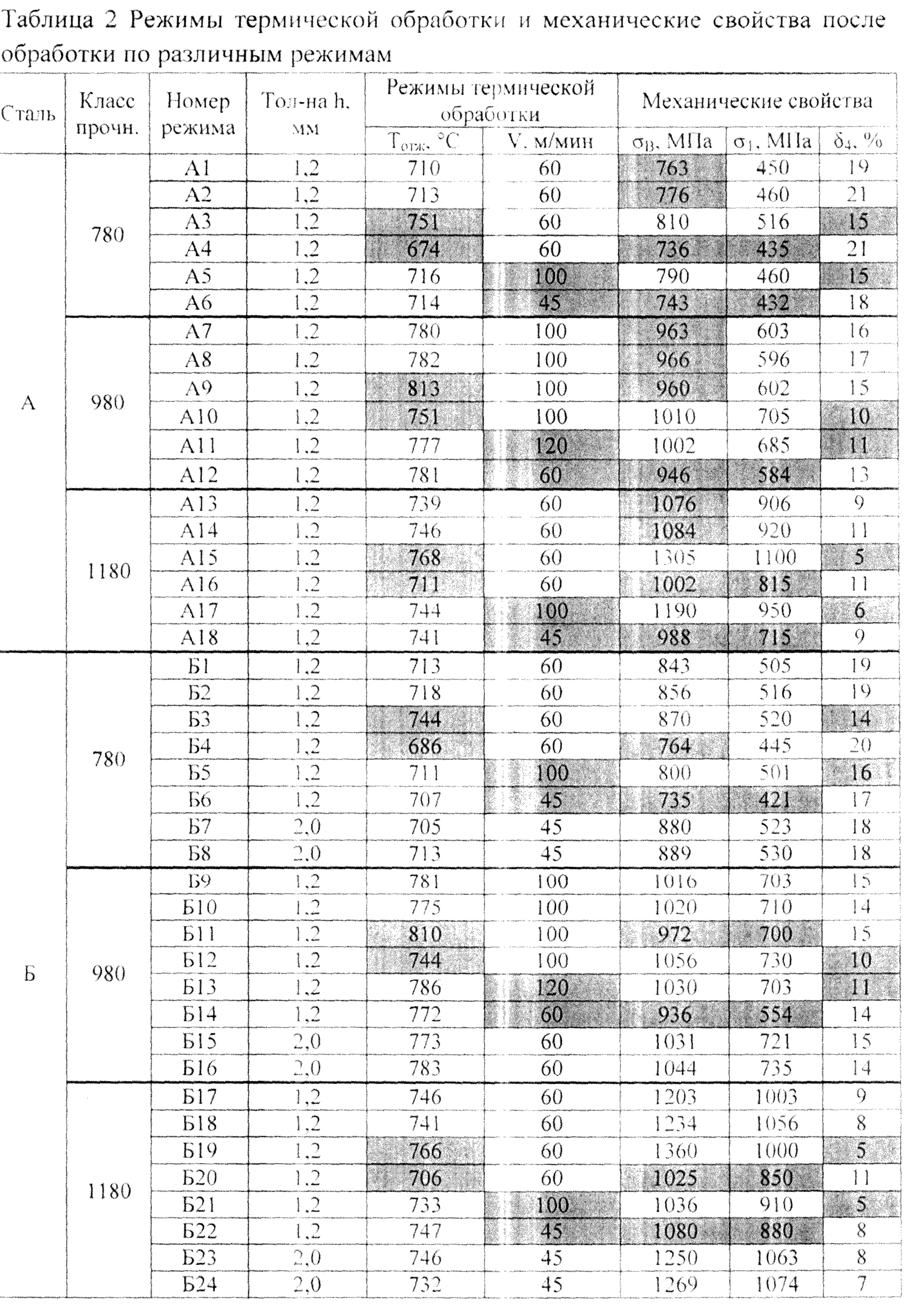
Для стали состава А, имеющей пониженное содержание углерода и марганца, при всех опробованных режимах не достигается требуемый уровень свойств - для большинства вариантов прочностные характеристики предел прочности получены ниже указанных в таблице 2 (варианты А1, А2, А4, А6, А7-А9, А12, А13, А14, А16, А18), а для части вариантов (A3, A3, А10, A11, А15, А17) и относительное удлинение оказалось ниже предъявляемых требований. Очевидно, что для гарантированного получения уровня свойств, соответствующего трем классам прочности 780, 980 и 1180, должны использоваться стали с химическим составом, соответствующим формуле изобретения.
Для стали состава Б требуемый уровень прочности и пластичности достигается при обработке образцов по режимам, соответствующим формуле изобретения (варианты Б1, Б2, Б7, Б8, Б9, Б10, Б15, Б16, Б17, Б18, Б23, Б24).
При температуре конца прокатки выше указанного диапазона для проката классов прочности 780 и 1180 снижается пластичность при повышении прочности (варианты Б3, Б19), а для проката класса прочности 980 прочностные характеристики становятся ниже требуемого уровня (вариант Б11). Если температура конца прокатки ниже описанной в формуле, для проката классов прочности 780 и 1180 снижается прочность (варианты Б4, Б20), а для проката класса прочности 980 снижается пластичность (вариант Б12).
При скорости движения полосы в агрегатах непрерывного отжига выше рассчитанной по зависимостям (1) и (2) не достигается требуемого уровня пластичности (варианты Б5, Б13, Б21). При скорости движения полосы ниже рассчитанной, наоборот, происходит уменьшение прочностных характеристик ниже требуемого уровня (варианты Б6, Б14, Б22).
Таким образом, на образцах холоднокатаного проката из стали заявленного состава требуемый для трех классов прочности 780, 980 и 1180 комплекс свойств обеспечивается при выполнении требований по режиму производства проката, изложенному в формуле изобретения.


Способ производства высокопрочного хладостойкого листового проката из низколегированной стали
Способ производства листового проката из конструкционной хладостойкой стали (варианты)
Способ производства листового проката из низколегированной трубной стали
Способ производства толстолистового проката из низколегированной стали для труб
Способ производства листов из криогенной конструкционной стали
Способ производства рулонов горячекатаной полосы из криогенной конструкционной стали
Способ производства холоднокатаного высокопрочного листового проката из низколегированной стали
Способ производства листового проката из хладостойкой стали
Высокопрочная свариваемая хладостойкая сталь и изделие, выполненное из нее
Способ получения массивного катализатора гидропереработки тяжелых нефтяных фракций
Способ производства листов из низколегированной трубной стали класса прочности к60
Промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла
Способ производства толстолистового низколегированного проката
Промежуточный ковш мнлз для плазменного подогрева металла
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки

