Результат интеллектуальной деятельности: ВАЛЬЦОВОЧНАЯ МАШИНА
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для развальцовки труб в трубных решетах при изготовлении теплообменных аппаратов для различных областей техники.
Существуют различные методы закрепления теплообменных труб с помощью вальцовок, силовая часть которых содержит конические ролики (3 или 5 штук) и веретено. Веретено через квадратный хвостовик приводится во вращение ручным способом, либо с помощью пневматического или электрического устройства.
В первом случае закрепление производится посредством ручной дрели или коловорота. Это малопроизводительный способ, требующий значительных физических затрат. Он не обеспечивает требуемого значения контактного давления между трубой и стенкой отверстия.
При использовании пневматического привода, например типа ВМ (Каталог «Инструмент для изготовления и ремонта теплообменного оборудования» С.-Петербургского государственного морского технического университета. Научно-исследовательская технологическая лаборатория. 2009 г.), вращение веретена производится посредством пневмомотора, ограничение крутящего момента которого осуществляется настройкой специальной муфты. Режимы работы такой машины выбираются по величине раздачи трубы. Этот параметр не обеспечивает качественного закрепления труб (см. Терехов В.М., Кондратенко Л.А. и др. "О выборе критерия механического вальцевания теплообменных труб." Технология машиностроения. №5, 2001, с.21-23).
Кроме того, при использовании пневматического привода во время предварительного перед сваркой закрепления теплообменных труб (подвальцовки) невозможно точно выдержать крутящий момент на хвостовике веретена, обеспечивающий лишь устранение радиального зазора на коротком участке. Это обусловлено наличием допусков на диаметр отверстия в доске трубной, значительных допусков на толщину стенки и наружный диаметр выпускаемых труб. Поэтому во время такой операции конец трубы оказывается либо перевальцован, либо недовальцован. При последующей приварке перевальцованный начальный участок трубы из-за высокого гидравлического сопротивления может вызвать образование газовых раковин; в недовальцованном участке в зазор между трубой и стенкой отверстия могут попасть продукты горения, также ухудшающие качество сварного соединения.
В процессе закрепления труб электрическая вальцовочная машина, например МЭР-11 (Каталог «Оборудование и инструмент для изготовления и ремонта теплообменных аппаратов». ОАО «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного машиностроения. ООО «ТЕХРЕМЭКС». 2008), позволяет заранее ограничивать требуемой величиной крутящий момент, устанавливая на цифровом индикаторе машины известное из тарированных кривых значение.
Эта машина может рассматриваться как наиболее близкий заявляемой машине аналог.
Однако при подвальцовке начального участка трубы из-за уже упомянутых значительных допусков на толщину стенки и наружный диаметр невозможно к стенке отверстия точно прижать короткий начальный участок трубы. Практически всегда будет либо перевальцовка, либо недовальцовка.
Для преодоления отмеченного недостатка с целью устранения радиального зазора между трубой и стенкой отверстия при обеспечении минимального контактного давления на начальном участке вальцовочного соединения предлагается настоящее изобретение.
Для уяснения сущности изобретения рассмотрим механизм деформации трубы.
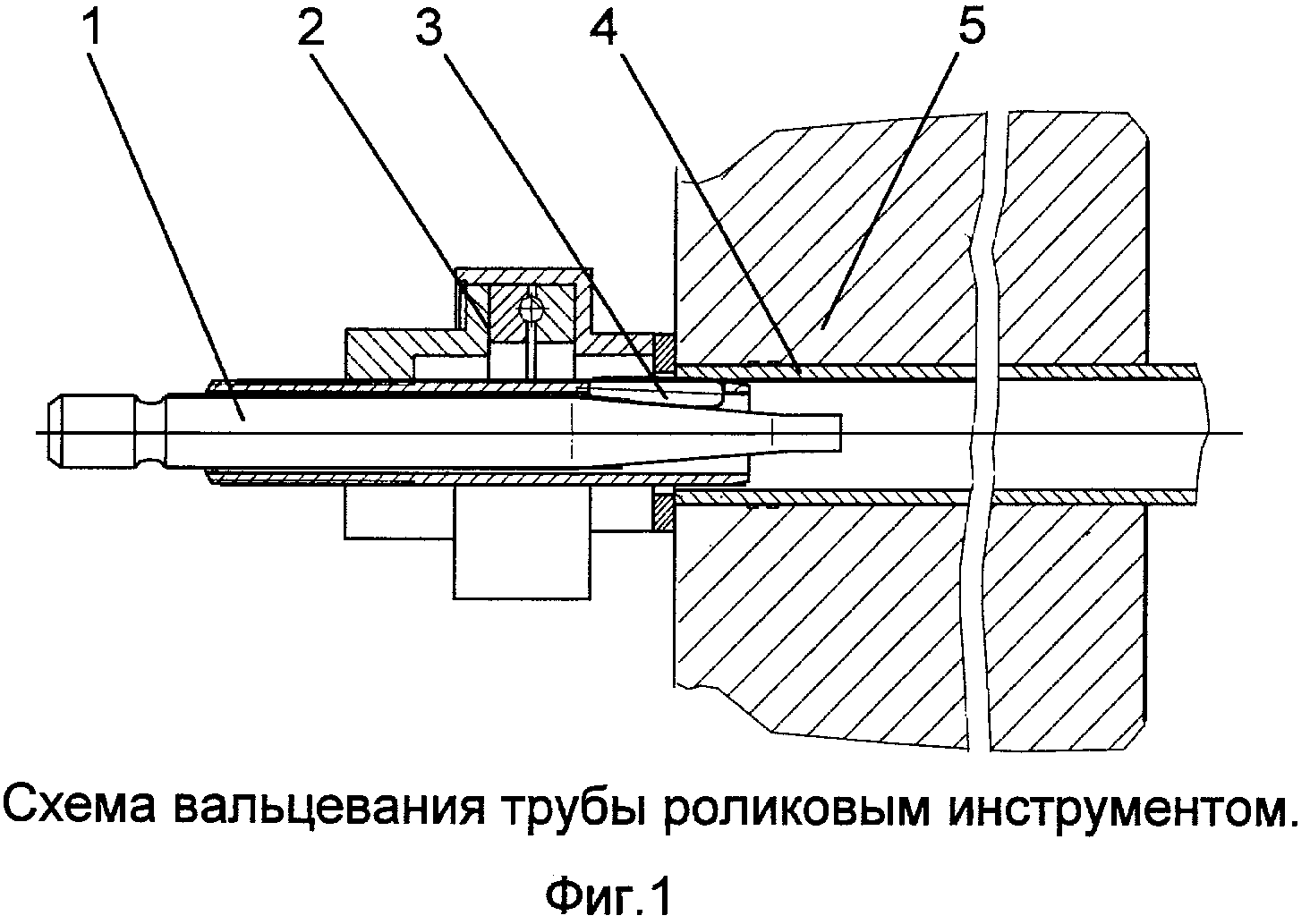
Вначале труба с некоторым радиальным зазором размещается в отверстии доски трубной. После ввода вальцовки (см. фиг.1), содержащей веретено 1 с конической рабочей частью, обойму 2 с опорным шарикоподшипником, ролики 3, в трубу 4, размещенную в отверстии доски трубной 5, квадратный хвостовик веретена соединяется с соответствующей муфтой какого-либо привода. Вращение по направлению движения часовой стрелки вала привода вызывает вращение веретена 1, которое из-за трения приводит во вращение ролики 3. Поскольку оси роликов и веретена перекрещиваются под углом γ=1…3°, то опять же вследствие трения происходит затягивание вглубь доски веретена, своей конусной поверхностью давящего на ролики, которые воздействуют на трубу, вызывая ее пластическую деформацию.
Процесс закрепления трубы состоит из двух стадий: 1 - деформация свободной трубы, 2 - создание необходимого контактного давления.
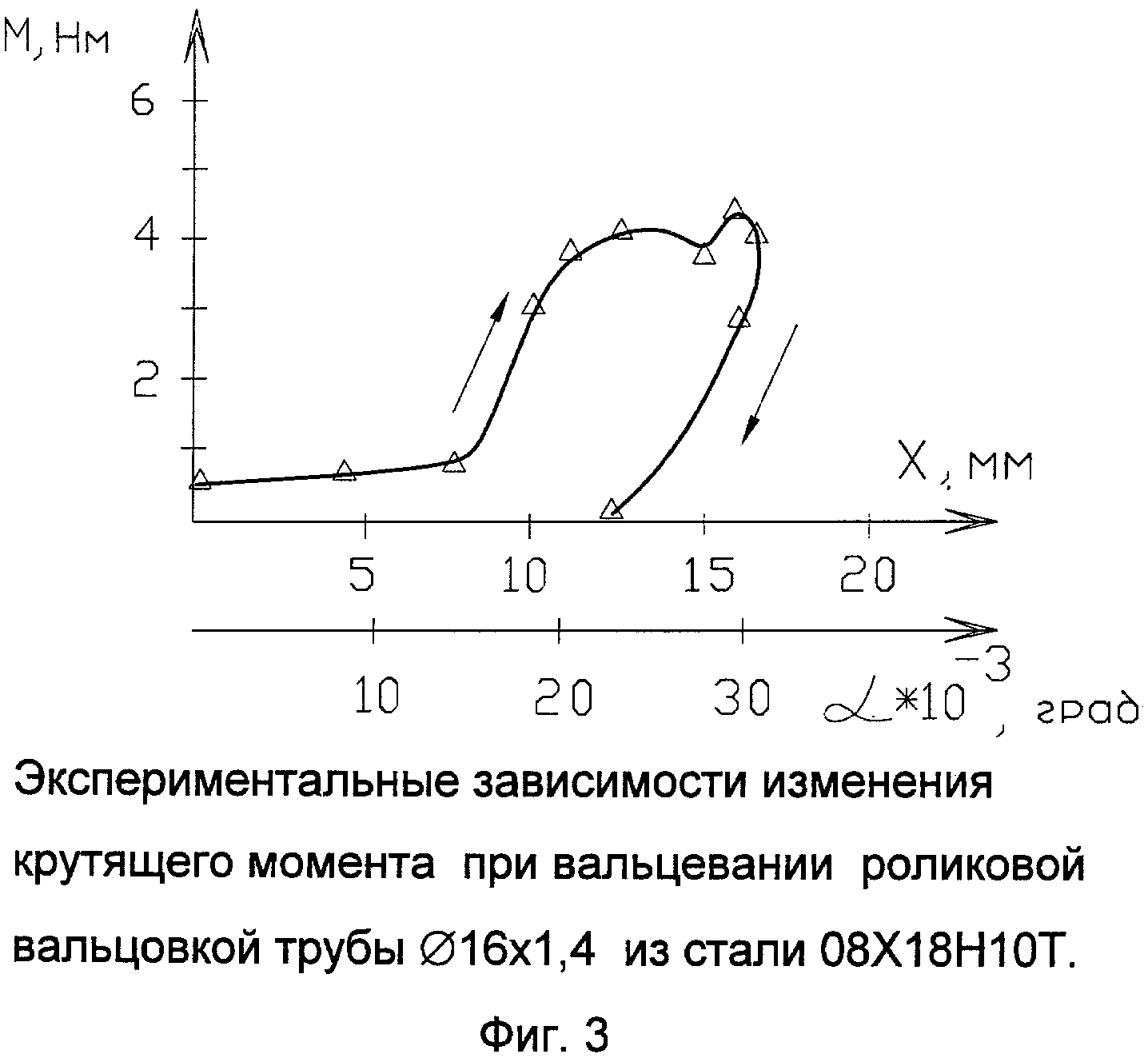
Экспериментальные исследования показали (Кондратенко Л.А. «Колебания и методы управления скоростью движения технологических объектов» М. МГОУ. 2005, с.454), что на 1-й стадии потребный крутящий момент относительно невелик. Однако после первого контакта трубы и стенки отверстия (см. фиг.2) потребный крутящий момент (М) резко возрастает (см. фиг.3). При этом на первой стадии имеет место значительное осевое перемещение (х) веретена, соответствующее раздаче. Момент контакта трубы со стенкой отверстия характеризуется высокой скоростью увеличения потребного крутящего момента.
Изложенное лежит в основе предлагаемого изобретения.
Изобретение направлено на решение задачи по достаточно равномерному прижатию начального участка трубы к стенке отверстия с минимально необходимым контактным давлением.
Технический результат, который обеспечивается в результате решения поставленной задачи, заключается в повышении качества сварного соединения теплообменной трубы с доской (решеткой) трубной и повышении надежности теплообменных аппаратов.
Указанный технический результат достигается тем, что в вальцовочной машине, содержащей вальцовку, связанную с валом привода, имеющего электродвигатель, редуктор, кнопку пуск-останов, соединенное электрическими кабелями с электродвигателем электронное устройство, электронное устройство содержит блок питания, сравнивающее устройство, показывающий прибор, блок ограничения крутящего момента, электрическое дифференцирующее устройство и два пусковых устройства, при этом блок ограничения крутящего включает датчик активной мощности, а сравнивающее устройство - переменный резистор, усилитель, резистор и одно из пусковых устройств, причем датчик активной мощности последовательно соединен со сравнивающим устройством, а показывающий прибор соединен параллельно между сравнивающим устройством и датчиком активной мощности, при этом электрическое дифференцирующее устройство присоединено параллельно показывающему прибору и содержит блок дифференцирования, усиления и сравнения и другое пусковое устройство, разрывающее цепь электродвигателя при превышении значения скорости изменения крутящего момента по сравнению с заданной величиной.
Проведенный заявителем анализ уровня техники по доступным источникам не выявил сведений об аналогах, характеризующихся признаками, тождественными (идентичными) всем существенным признакам заявленного изобретения. Выявление наиболее близкого по совокупности существенных признаков аналога позволило выявить совокупность существенных признаков по отношению к указанному ранее техническому результату об использовании отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию охраноспособности «новизна».
Проведенный заявителем дополнительный поиск по доступным источникам информации не выявил известных решений, существенные признаки которых совпадали бы с отличительными от прототипа признаками заявленного устройства. Это подтверждает, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует условию охраноспособности «изобретательский уровень».
Отсутствие препятствий технического, технологического или иного характера для промышленного осуществления изобретения обеспечивает его соответствие критерию охраноспособности «промышленная применимость».
Сущность изобретения поясняет приводимый ниже пример его конкретного осуществления, который однако не исключают и другие возможные варианты в пределах заявленной формулы изобретения, и чертежи, на которых представлены:
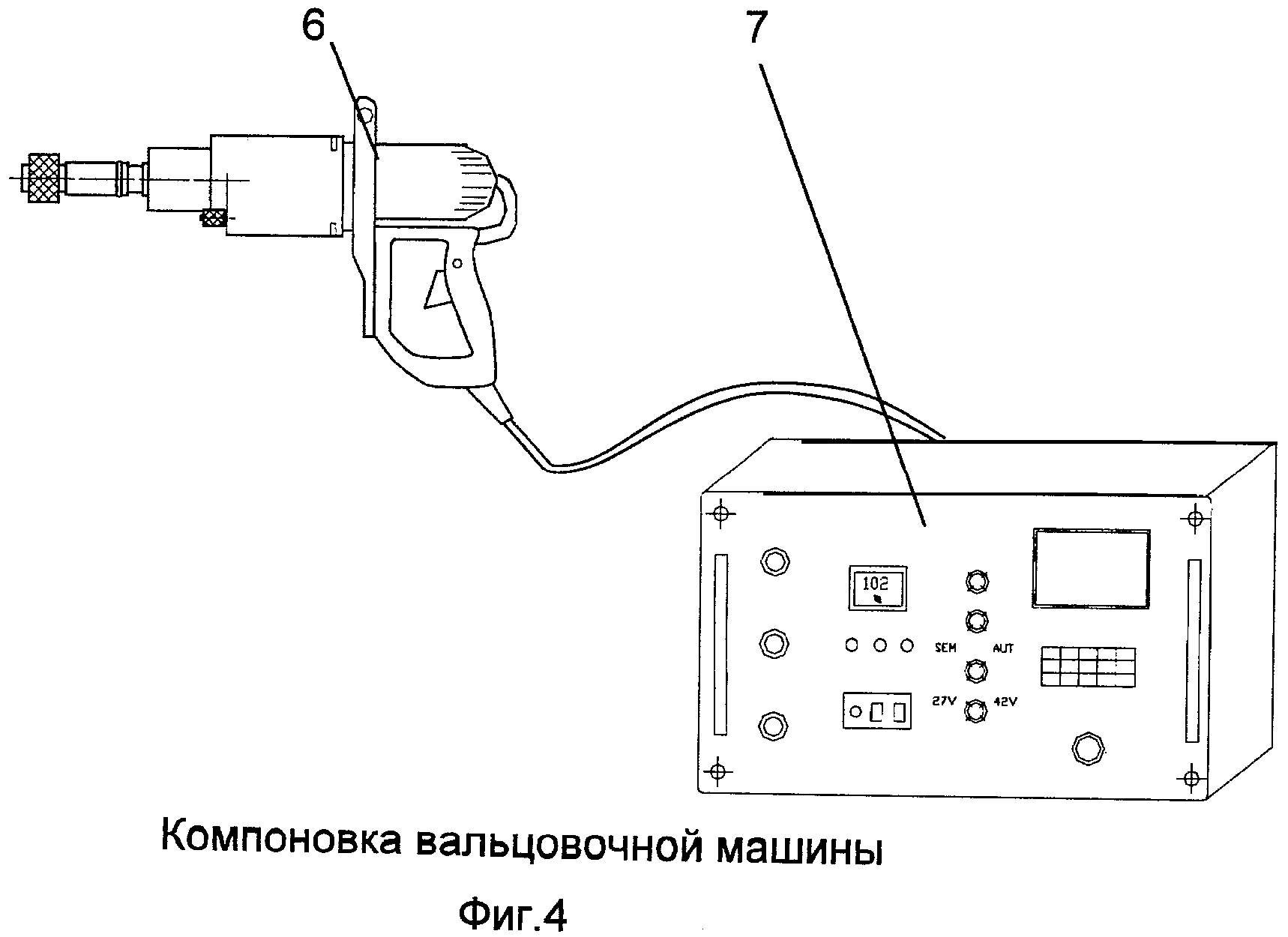
- на фиг.4 - компоновка вальцовочной машины;
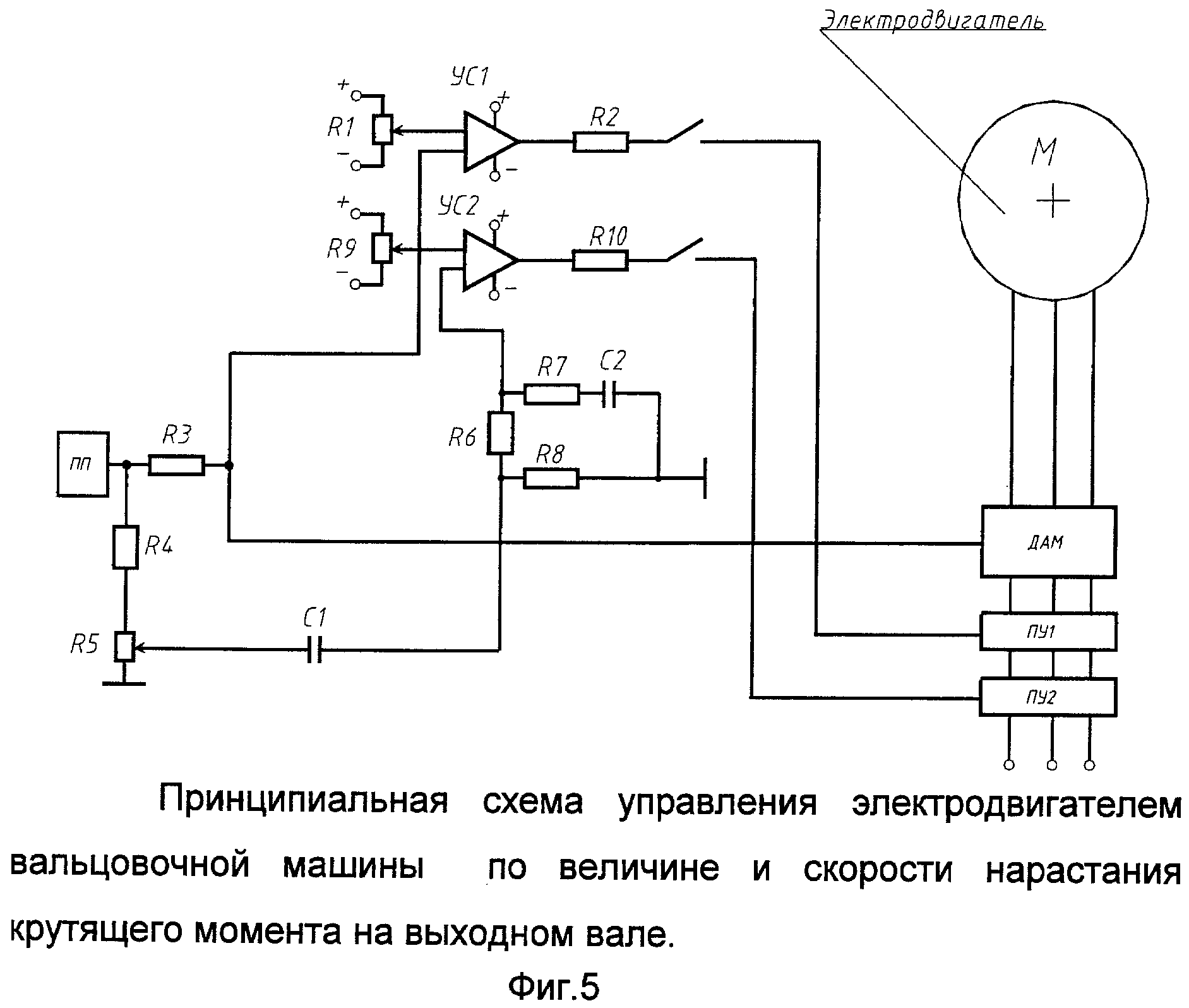
- на фиг.5 - принципиальная схема управления электродвигателем вальцовочной машины по величине и скорости нарастания крутящего момента на выходном валу.
Пример исполнения заявляемой вальцовочной машины приведен на фиг.4 и фиг.5. Она состоит (см. фиг.4) из привода 6, содержащего электродвигатель, редуктор зубчатый, кнопку пуск-останов, размещенных в одном корпусе, и электронного устройства, в корпусе которого размещены (см. фиг.5) известные блок питания, блок ограничения крутящего момента, включающий последовательно соединенные известные датчик активной мощности (ДАМ)- электронное устройство, осуществляющее измерение, перемножение тока и напряжения с учетом сдвига по фазе φ между током и напряжением, сравнивающее устройство с переменным резистором R1 и усилителем УС1, резистор R2, пусковое устройство ПУ1, включающее релейно-контактные механизмы, и параллельно включенный к этой цепи в точке между сравнивающим устройством и датчиком активной мощности через резистор R3 прибор ПП, например цифровой вольтметр, посредством пересчета показывающий относительное значение крутящего момента, обеспечивающий ограничение его величины, развиваемой на выходном валу, и остановку вращения этого вала по достижении заданного крутящего момента. Параллельно к показывающему прибору ПП присоединено дифференцирующее устройство, содержащее, например, резисторы R4…R8, конденсаторы С1, С2, блок, содержащий усилитель УС2, переменный резистор R9, резистор R10 и пусковое устройство ПУ2, содержащее релейно-контактные механизмы.
Работает вальцовочная машина следующим образом.
После размещения вальцовки в трубе нажатием кнопки пуск от электронного устройства 7 подается напряжение на привод 6, вал которого начинает вращаться, приводя через хвостовик в движение веретено 1 и ролики 3 вальцовки (фиг.1). По мере затягивания веретена крутящий момент на валу электродвигателя растет. Сигнал об этом изменении проходит от датчика активной мощности ДАМ (фиг.5) к сравнивающему устройству УС1. Если его величина превышает заданное значение, то от УС1 идет сигнал на пусковое устройство, разрывающее цепь подвода электроэнергии к мотору. Одновременно через R4 подается напряжение и на вход дифференцирующего устройства. В книге (Блейз Е.С., Семенов Ю.П. и др. «Динамика электромашинных следящих систем» М., Энергия. 1967. 408 с.) показано, что изображенная на фиг.5, цепочка, состоящая из R4…R8, С1, С2, имеет передаточную функцию
Wk(s)=k-1(1+kτs)/(1+τs),
где k>1 - постоянный коэффициент; τ - постоянная времени; s - оператор Лапласа. Существуют и другие дифференцирующие устройства.
Поэтому из подводимого меняющегося сигнала будет выделяться сигнал, пропорциональный его производной. На устройстве УС2 его значение сравнивается с заданным и в случае превышения на пусковое устройство ПУ2 после усиления подается команда на отключение.
Вальцовочная машина, содержащая вальцовку, связанную с валом привода, имеющего электродвигатель, редуктор, кнопку пуск-останов и соединенное электрическими кабелями с электродвигателем электронное устройство с блоком ограничения крутящего момента, отличающаяся тем, что электронное устройство снабжено блоком питания, сравнивающим устройством, показывающим прибором, электрическим дифференцирующим устройством и двумя пусковыми устройствами, при этом блок ограничения крутящего момента включает датчик активной мощности, а сравнивающее устройство - переменный резистор, усилитель, резистор и одно из пусковых устройств, причем датчик активной мощности последовательно соединен со сравнивающим устройством, а показывающий прибор соединен параллельно между сравнивающим устройством и датчиком активной мощности, при этом электрическое дифференцирующее устройство присоединено параллельно показывающему прибору и содержит блок дифференцирования, усиления и сравнения и другое пусковое устройство, разрывающее цепь электродвигателя при превышении значения скорости изменения крутящего момента по сравнению с заданной величиной.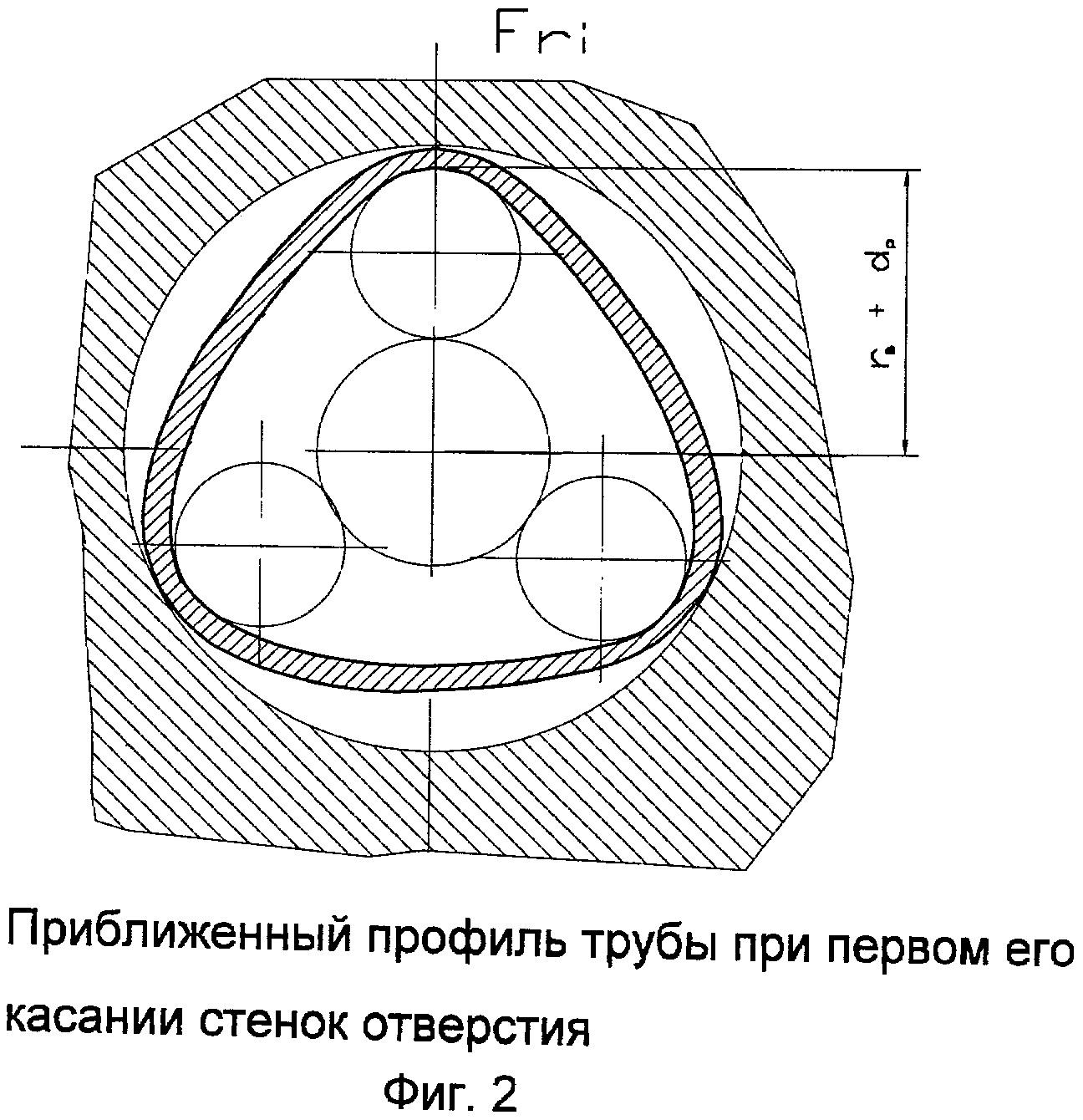
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ чистовой обработки глубоких отверстий
Способ соединения труб с коллектором парогенератора
Способ защиты от схватывания крупных высоконагруженных резьбовых соединений крышки и корпуса камеры парогенератора реакторной установки и резьбовое соединение парогенератора реакторной установки
Способ изготовления металлических и композиционных заготовок из листовых материалов
Способ изготовления металлических и композиционных заготовок из листовых материалов
Способ изготовления металлических или композиционных заготовок из листовых материалов
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ чистовой обработки глубоких отверстий
Способ соединения труб с коллектором парогенератора
Способ защиты от схватывания крупных высоконагруженных резьбовых соединений крышки и корпуса камеры парогенератора реакторной установки и резьбовое соединение парогенератора реакторной установки
Способ изготовления металлических и композиционных заготовок из листовых материалов
Способ изготовления металлических и композиционных заготовок из листовых материалов
Способ изготовления глубоких узкопрофильных кольцевых пазов
Концентрат смазочно-охлаждающей жидкости
Способ изготовления металлических или композиционных заготовок из листовых материалов
Печатная антенна

