Результат интеллектуальной деятельности: ЛИТЕЙНАЯ УСТАНОВКА С УСТРОЙСТВОМ ПОДАЧИ НА ЛИТЕЙНУЮ ЛЕНТУ
Вид РИД
Изобретение
Изобретение относится к литейным установкам с устройством подачи текучей среды, например жидкого металла, на литейную ленту, в частности, согласно ограничительной части пункта 1 формулы изобретения.
В уровне техники известны горизонтальные литейные установки, в которых жидкая сталь в качестве текучей среды направляется из резервуара в выдачную камеру, а из выдачной камеры - на устройство подачи жидкой стали на подвижную обращающуюся вокруг роликов бесконечную ленту.
При этом жидкая сталь из резервуара более или менее непрерывно направляется в выдачную камеру, а оттуда через устройство подачи по существу без большой разности высот - на охлажденную движущуюся бесконечную ленту, которая, как правило, представляет собой охлажденную металлическую ленту. Там жидкий металл транспортируется со скоростью разливки и охлаждается и таким образом преобразуется в металлическую полосу.
Существенным является, чтобы подаваемый металл с желаемой шириной и толщиной литья одновременно и тонко наносился на подвижную ленту, так как в противном случае возникает неравномерная литая металлическая полоса.
Предпочтительно это осуществляется посредством того, что ширина выдачной камеры соответствует желаемой ширине литой полосы, и в таком случае жидкий металл течет параллельно из выдачной камеры через устройство подачи на подвижную ленту. Однако это требует выдачных камер со значительной шириной, причем требуются различные выдачные камеры в зависимости от соответствующей ширины полосы.
Также подача может осуществляться посредством того, что выдачная камера имеет менее значительную ширину, чем ширина отливаемой полосы, причем жидкий металл расширяется и распределяется в устройстве подачи до желаемой литейной ширины.
Однако недостатком при этом является то, что не достигается оптимально равномерная толщина и распределение и возникают нежелательные отклонения толщины. Это также является следствием тепловых потерь жидкого металла по пути из выдачной камеры к подвижной ленте, вследствие чего возникают неравномерные литейные условия для жидкого частично охлажденного металла и на подвижную металлическую ленту поступает недостаточное количество жидкого металла и, следовательно, происходит неравномерное охлаждение. Возникающие таким образом волны поверхности представляют собой потерю качества, которая принципиально может негативно влиять на стоимость и пригодность конечного продукта.
Подобные описанные выше устройства известны, например, из ЕР 0962271 В1. Эта публикация раскрывает установку для литья металлических полос, содержащую резервуар для питания выдачной камеры жидким металлом, причем из выдачной камеры жидкий металл по открытому желобу течет на расширяющееся устройство подачи металла на движущуюся бесконечную ленту. При этом возникают вышеназванные проблемы неравномерной отливки полос.
Задача настоящего изобретения состоит в создании литейной установки с устройством для нанесения текучей среды, например металла, на литейную ленту, в которой уменьшены или даже совсем устранены недостатки упомянутого уровня техники.
В соответствии с изобретением эта задача решается посредством литейной установки с резервуаром для текучей среды, например для жидкого металла, с находящейся в соединении с резервуаром через соединение выдачной камерой и с устройством подачи, посредством которого текучая среда может распределяться на желаемую ширину и посредством которого она может распределяться на движущуюся ленту, причем соединение между выдачной камерой и устройством подачи выполнено в виде замкнутого трубчатого соединения.
В случае такой литейной установки является предпочтительным, если трубчатое соединение представляет собой замкнутую трубу. Также в случае одного другого примера осуществления может быть целесообразным, если трубчатое соединение включает в себя множество замкнутых труб. Посредством замкнутых труб уменьшается свободная поверхность текучей среды. Вследствие этого достигается увеличенная степень теплоизоляции, за счет чего жидкий металл не так сильно охлаждается.
Далее, является предпочтительным, если множество замкнутых труб расположено под и/или рядом друг с другом. При этом в случае одного другого примера осуществления может быть целесообразным, если множество замкнутых труб расположено параллельно друг другу. Далее, в случае еще одного другого примера осуществления является целесообразным, если множество замкнутых труб расположено относительно друг друга по типу веера. Это может быть выполнено таким образом, что трубы в области обращенного от выдачной камеры конца находятся друг возле друга ближе, чем у своего противоположного конца.
Далее, относительно вытекания текучей среды является предпочтительным, если концевой контур упомянутой, по меньшей мере, одной трубы является сплющенным и/или расширенным (раздавшимся), так что может осуществляться оптимальное вытекание.
Также в случае одного дополнительного предпочтительного примера осуществления является целесообразным, если вход трубы для текучей среды или жидкого металла в области выдачной камеры при эксплуатации установки находится ниже поверхности текучей среды или жидкого металла в выдачной камере.
Предпочтительные усовершенствования изобретения описаны в зависимых пунктах формулы изобретения.
В дальнейшем изобретение поясняется более подробно на основе примера осуществления посредством чертежей, на которых показано:
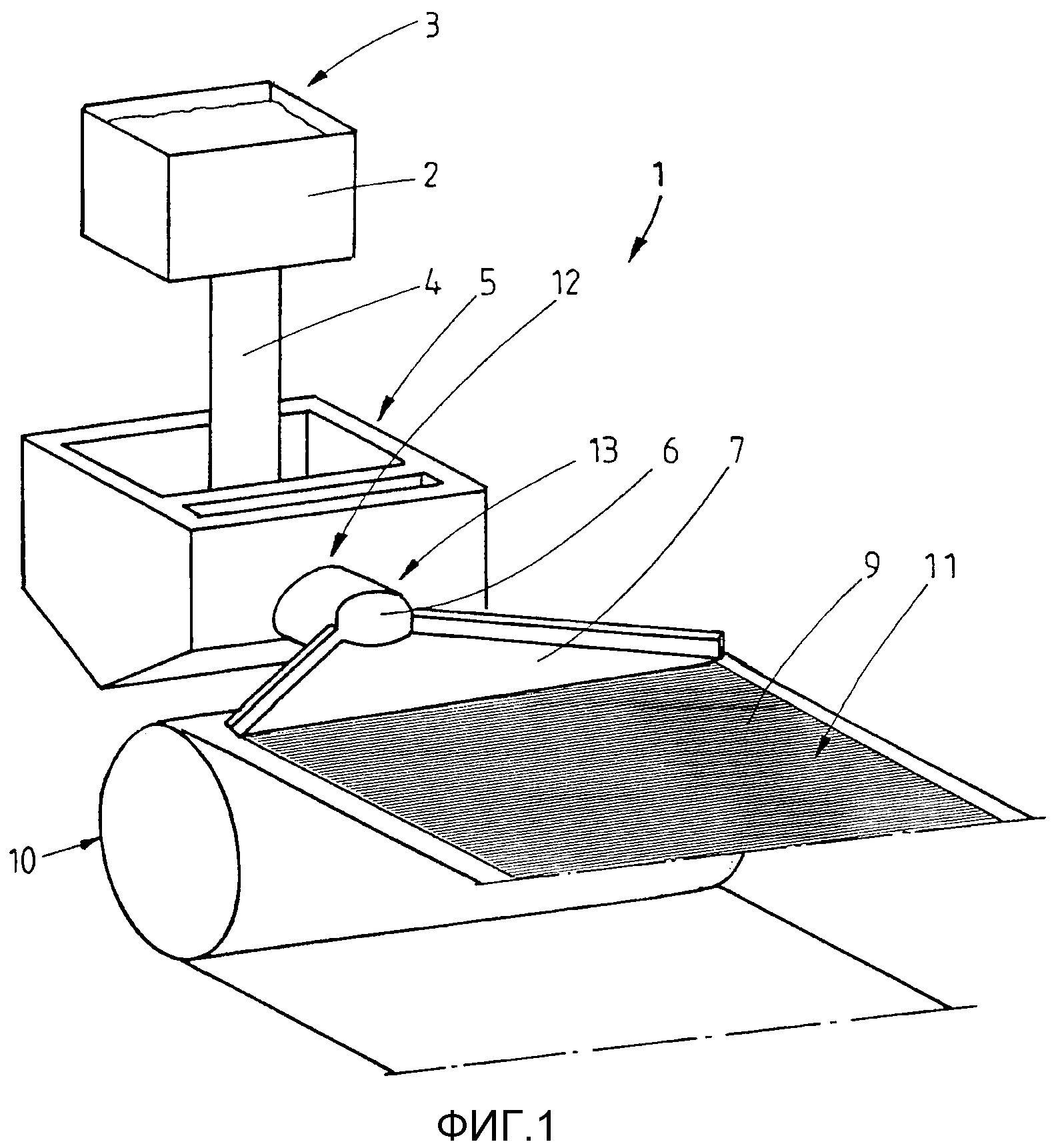
Фиг.1 - схематичное представление соответствующей изобретению литейной установки с устройством для нанесения текучей среды, например жидкого металла или жидкой стали, на разливочную ленту;
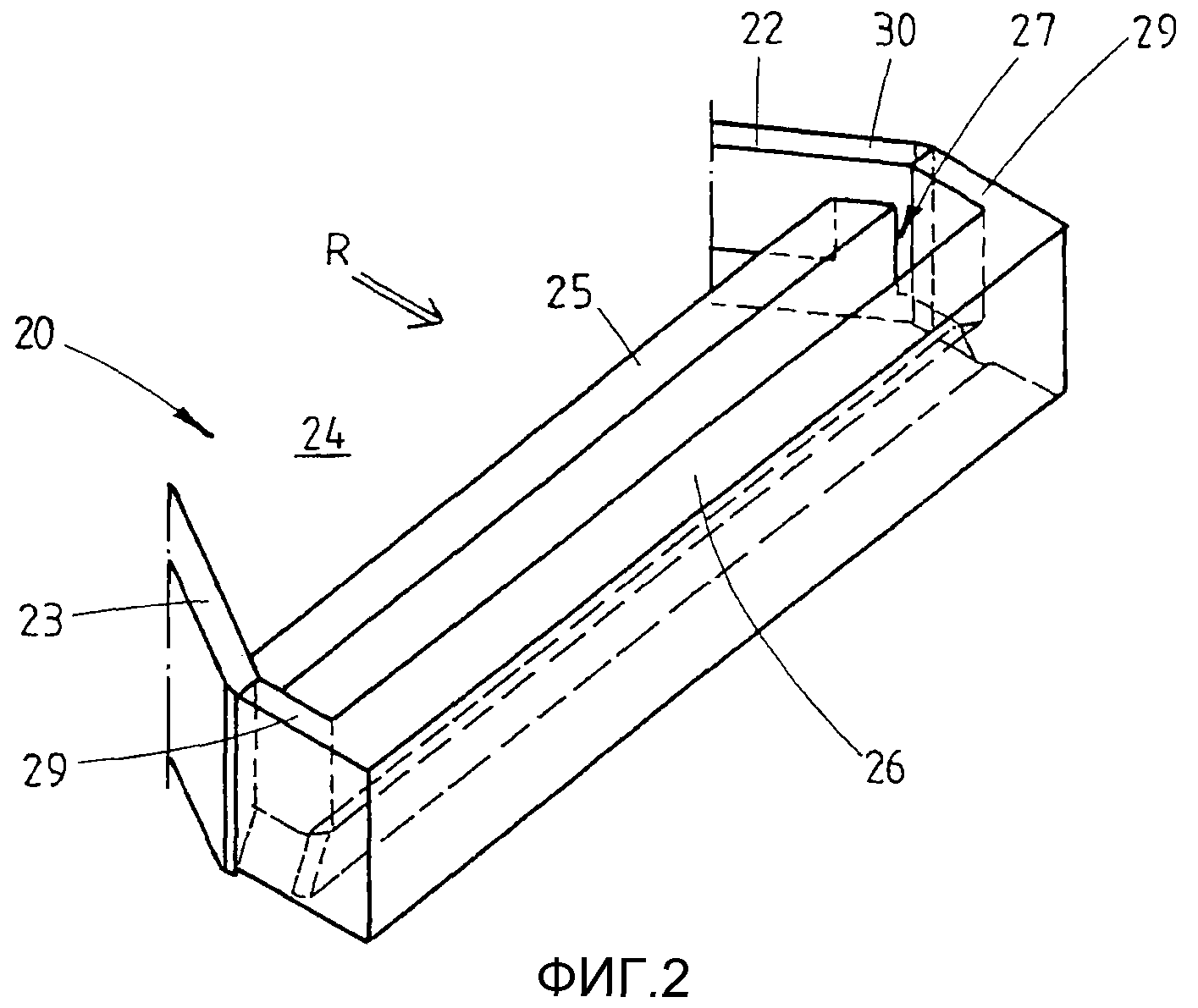
Фиг.2 - схематичное представление устройства для нанесения; и
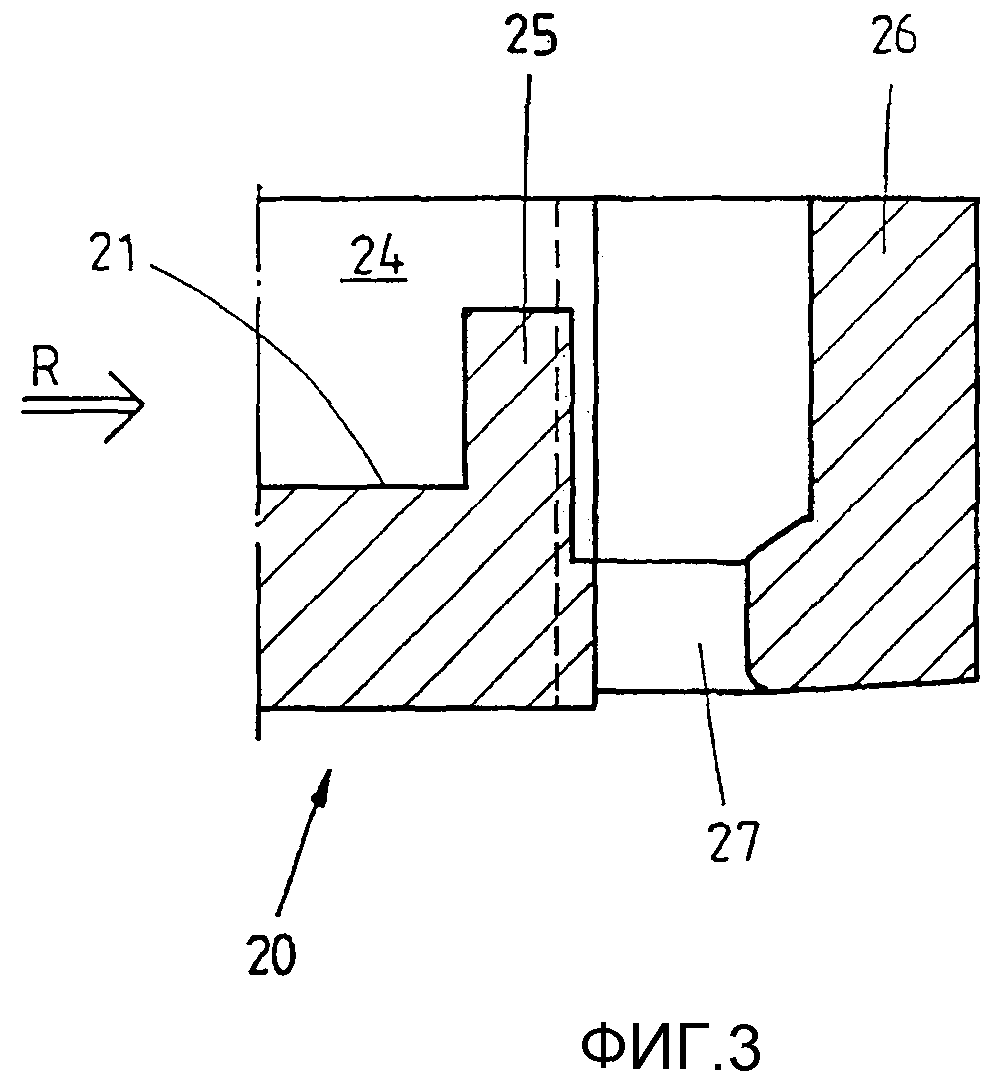
Фиг.3 - разрез устройства для нанесения согласно фиг.2.
Фиг.1 схематично показывает соответствующую изобретению литейную установку 1. Литейная установка 1 имеет резервуар 2, в котором предпочтительно создается текучая среда, например жидкий металл 3, которая нагревается и/или разжижается или подготавливается. Жидкий металл через трубу 4 попадает в выдачную камеру 5, из которой через замкнутую трубу 6 распределяется устройством 7 подачи до желаемой ширины 8 и подается на движущуюся металлическую ленту 9. При этом металлическая лента 9 движется в виде бесконечной ленты вокруг пары валков 10, причем на фиг.1 представлен лишь один из валков 10. Другой валок не может быть виден. При этом выполненная бесконечно металлическая лента 9 обвита вокруг обоих валков 10 и соединена в замкнутую ленту.
Согласно соответствующему изобретению выполнению литейной установки по фиг.1 труба 6 выполнена замкнутой, так что уменьшена свободная поверхность текучей среды. В этом отношении труба служит в качестве тепловой изоляции и за счет этого протекающий сквозь нее горячий жидкий металл 3 почти не охлаждается до тех пор, пока он не расширится устройством 7 подачи и не будет нанесен на движущуюся металлическую ленту 9 для последующего охлаждения. За счет этого возникает по существу равномерно образованная отлитая металлическая полоса 11. Посредством выполнения замкнутой трубы 6 в качестве соединения между выдачной камерой 5 и устройством 7 подачи уменьшаются тепловые потери жидкого протекающего через нее металла, так как уменьшены свободные поверхности. Кроме того, является предпочтительным выполнение этого соединения в качестве замкнутой трубы 6, так как посредством этого также можно сэкономить на создании атмосферы инертного газа вокруг жидкого металла 3 в области замкнутой трубы 6, поскольку - если смотреть от устройства 7 подачи - почти или вообще не имеется свободных поверхностей, которые могли бы приводить к охлаждению или окислению жидкого металла.
Кроме того, в случае соответствующего изобретению устройства является предпочтительным, что труба 6 своим входом 12 в области выдачной камеры 5 находится ниже поверхности жидкого металла, так что труба при эксплуатации лежит ниже уровня жидкого металла. Вследствие этого волны поверхности, которые возникают при поступлении жидкого металла в выдачную камеру, могут не так сильно распространяться на жидкий металл в трубе, так что за счет этого по существу не оказывается сильного воздействия на процесс литья, и литейный продукт также за счет этого подвергается предпочтительному воздействию относительно гладкости поверхности. Также является предпочтительным, что ввиду расположения входа 12 трубы в области выдачной камеры ниже поверхности жидкости при протекании возникают потери давления, которые также способствуют разъединению колебаний текучей среды и потоков в камере 5 от таковых в трубе 6, так что колебания текучей среды и потоки в трубе еще больше уменьшаются. Следовательно, это является дополнительно предпочтительным, поскольку за счет этого объем выдачной камеры 5 может удерживаться малым.
Вместо показанной трубы 6 может использоваться несколько труб 6, которые расположены между выдачной камерой 5 и устройством 7 подачи. Например, две или более труб 6 могут быть расположены параллельно рядом друг с другом и/или друг над другом. Также могут быть предусмотрены трубы 6, которые расположены расширяясь, почти веерообразно.
Далее, в случае трубы 6 или в случае труб 6 предпочтительно предложена выпускная геометрия концевого контура 13, которая гарантирует равномерное вытекание жидкого металла. Это может достигаться, например, за счет того, что труба 6 на конце у концевого контура 13 сплющена и/или расширена в плоскости устройства 7 подачи.
Предпочтительно труба 6 может быть выполнена в виде теплоизолирующей трубы 6, например в виде имеющей двойную стенку трубы, так что жидкий металл, который течет через трубу 6, сохраняет свою температуру почти без снижения, а неминуемое понижение температуры предпочтительно является минимальным.
Фиг.2 показывает схематичное представление устройства 20 подачи, причем фиг.3 показывает соответствующий разрез. Устройство 20 имеет дно 21 и две противолежащие боковые стенки 22, 23. Жидкий металл течет, выходя из трубы 6, над дном 21 в направлении стрелки R к расположенной впереди стенке 25, которая по своей высоте рассчитана таким образом, что она является менее значительной, чем высота боковых стенок 22, 23. Затем жидкий металл переливается через стенку 25 и вытекает между стенкой 25 и замыкающей стенкой 26 через отверстие 27, так что поток жидкого металла отклоняется вниз по существу на 90°. При этом замыкающая стенка 26 выполнена таким образом, что она ориентирована по существу перпендикулярно направлению потока жидкого металла относительно дна 21. По высоте - если смотреть перпендикулярно дну - замыкающая стенка 26 предпочтительно выполнена таким образом, что она имеет по существу ту же самую высоту, что и обе боковые стенки 22, 23. Боковые стенки 22, 23 предпочтительно выполнены таким образом, что они расходятся от области 24, в которой жидкий металл наносится на устройство 20, в направлении обеих стенок 25, 26 поперек направления распространения или, соответственно, направления R течения металла. При этом боковое ограничение указанного расхождения может осуществляться ступенчато или непрерывно.
Список ссылочных позиций
1 Литейная установка
2 Резервуар
3 Текучая среда, жидкий металл
4 Труба
5 Выдачная камера
6 Замкнутая труба
7 Устройство подачи
8 Ширина
9 Движущаяся металлическая лента
10 Валок
11 Литая металлическая полоса
12 Вход
13 Концевой контур
20 Устройство подачи
21 Дно
22 Боковая стенка
23 Боковая стенка
24 Область
25 Стенка
26 Замыкающая стенка
27 Отверстие
28 Направление потока
29 Участок
30 Область
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков
Транспортная система и способ транспортировки подлежащего прокатке материала по меньшей мере между двумя обрабатывающими линиями
Восстановительная печь
Прокатный стан для изготовления трубной стали и тонкой полосы
Рабочая площадка и ее применение
Измерительное устройство, прокатная клеть и способ регистрации высоты межвалкового зазора
Устройство и способ манипулирования металлической полосой
Способ и вертикальная установка непрерывной разливки для изготовления толстых слябов из расплавленного металла

