Результат интеллектуальной деятельности: ГОРЕЛКА ДЛЯ ТОЧЕЧНОЙ ПЛАЗМЕННОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области сварки и может быть использовано при точечной плазменной сварке нахлесточных соединений из черных и цветных металлов в среде защитного газа.
Известна плазменная горелка, содержащая корпус с установленным в нем электрододержателем, соединение канала электрододержателя и полости электрода выполнено со смещением относительно оси электрододержателя в сторону, противоположную продольному наружному пазу электрододержателя, в корпусе выполнены кольцевая полость и винтовые каналы, образующие с наружной поверхностью втулки соединенные между собой соответственно коллектор-распределитель и завихритель [Патент RU №2009815, дата публикации 30.03.1994 г.].
Известная плазменная горелка имеет усиленную систему охлаждения, предназначенную для охлаждения электрода и элетрододержателя, однако от мощного потока сжатой дуги в изделии образуется кратер, что снижает прочностные свойства.
Наиболее близкой к изобретению по технической сущности является плазменная горелка, выбранная за прототип. По оси горелки установлен горообразный постоянный магнит или соленоид с кольцевой намоткой. Перпендикулярно оси установлена горообразная катушка с радиальной намоткой, соединенная последовательно с источником питания. При направлении намотки катушки по часовой стрелке со стороны сопла начало ее соединено с корпусом горелки. Конструкция горелки обеспечивает концентрацию плазмы на оси горелки и увеличение ресурса горелки [Патент RU №2057625, дата публикации 10.04.1996 г.].
Однако наличие дополнительных катушек усложняет конструкцию и увеличивает габариты. Концентрированный горелкой поток плазмы обеспечивает глубокое проплавление изделия, что приводит к образованию кратера, снижению прочности сварной точки.
Техническим результатом предлагаемой горелки для точечной плазменной сварки является повышение прочностных свойств сварной точки за счет уменьшения усадки сварочного кратера.
Сущность горелки для точечной плазменной сварки состоит в том, что горелка состоит из корпуса и крышки, разделенных изолятором и стянутых гайкой. На нижней наружной части корпуса установлена неэлектропроводная опорная насадка. Внутри корпуса расположена камера охлаждения, к которой посредством стягивающей гайки прижата вставка, выполненная с каналом сжатия. В центре крышки расположен электрододержатель с размещенным в нем неплавящимся электродом таким образом, что его рабочий конец располагается перед каналом сжатия вставки. На неэлектропроводной опорной насадке на уровне расположения канала сжатия и нижнего конца электрода закреплено металлическое замкнутое кольцо.
На фигуре 1 изображена пламенная горелка в разрезе при сварке, общий вид.
Горелка для точечной плазменной сварки состоит из корпуса 1 и крышки 2, разделенных изолятором 3 и стянутых гайкой 4. Внутри корпуса 1 расположена камера охлаждения 5, к которой посредством стягивающей гайки 4 прижата вставка 6, выполненная с каналом сжатия 7. В центре крышки 2 расположен электрододержатель 8 с размещенным в нем неплавящимся вольфрамовым электродом 9 таким образом, что его рабочий конец располагается перед каналом сжатия 7. На нижней наружной части корпуса 1 установлена неэлектропроводная опорная насадка 10 с закрепленным на ней на уровне канала сжатия 7 и нижнего рабочего конца электрода 9 замкнутым металлическим кольцом 11. Свариваемые детали 12 прижаты насадкой 10, а после расплавления деталей образуется точечное сварное соединение 13.
При сварке сжатая дуга горит между электродом 9 и свариваемыми деталями 12. Сжатие и формирование потока плазмы происходит в канале сжатия 7 сопла 6. Высокая температура, образуемая сжатой дугой, нагревает все детали, находящиеся внутри корпуса, а для теплоотвода служит камера охлаждения 5. Поток плазмы, проходящий от электрода 9 через канал сжатия 7, воздействует на свариваемые детали, расплавляет их и формирует сварную точку 13 определенного размера (диаметра и глубины). Размеры точки зависят от диаметра, длины канала сопла 6 и параметров режима сварки. Сварочный ток, проходящий от электрода к изделию, создает магнитное поле. Установленное на насадке 10 дополнительное замкнутое металлическое кольцо 11 оказывается помещенным в магнитное поле от тока в дуге, за счет которого в замкнутом металлическом кольце создается магнитное поле, которое воздействует по периферии расплавленного металла сварной точки 13 и изменяет ее диаметр. Давление дуги, созданное магнитным полем, дополнительным кольцом компенсирует давление сжатой дуги на центр точки с расплавленным металлом и снижает величину усадки сварочного кратера. Присутствие металлического кольца расширяет поток плазмы, увеличивая диаметр точки и уменьшая величину кратера.
Таким образом, предлагаемая конструкция горелки для точечной плазменной сварки позволяет повысить прочностные свойства сварной точки и улучшить ее внешний вид.
Горелка для точечной плазменной сварки может быть выполнена с помощью известных материалов и технических средств. Опорная вставка изготовлена из фторопласта, а кольцо из стали или меди. Следовательно, горелка обладает промышленной применимостью.
Горелка для точечной плазменной сварки, состоящая из корпуса и крышки, разделенных изолятором и стянутых гайкой, причем на нижней наружной части корпуса установлена неэлектропроводная опорная насадка, а внутри корпуса расположена камера охлаждения, к которой посредством стягивающей гайки прижата вставка, выполненная с каналом сжатия, при этом в центре крышки расположен электрододержатель с размещенным в нем неплавящимся электродом таким образом, что его рабочий конец располагается перед каналом сжатия вставки, а на неэлектропроводной опорной насадке на уровне канала сжатия и нижнего конца электрода закреплено металлическое замкнутое кольцо.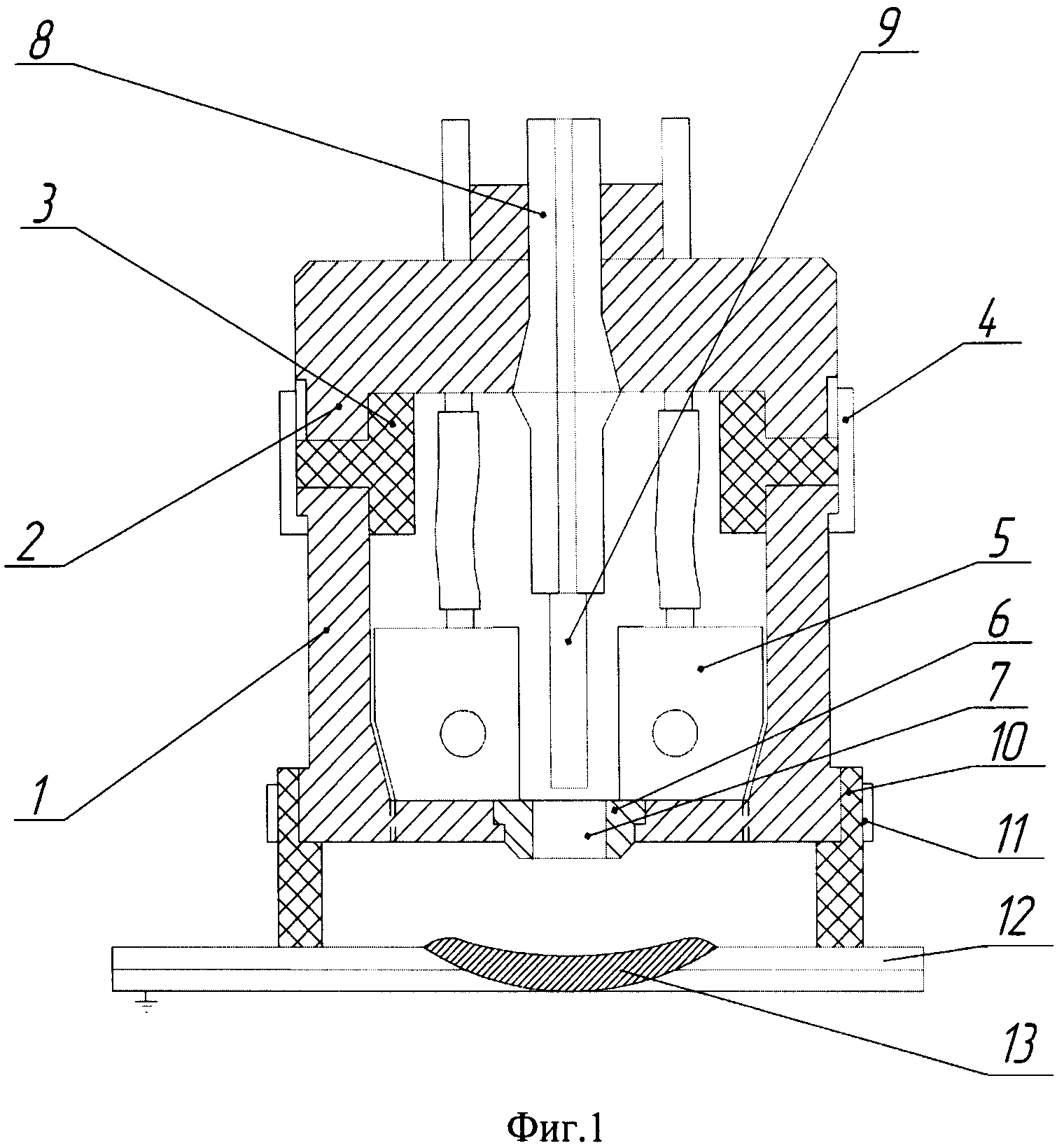
Способ сварки комбинацией дуг
Способ автоматической сварки комбинацией дуг
Способ определения площади проплавления при сварке плавящимся электродом
Способ механизированной наплавки комбинацией дуг
Способ дуговой сварки двумя электродами
Способ ручной дуговой сварки штучными покрытыми электродами
Способ двухдуговой автоматической сварки
Способ определения площади проплавления основного металла при дуговой сварке
Способ получения проб наплавляемого металла
Элемент фотопреобразователя
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Способ нанесения жаростойкого металлокерамического покрытия на изделия из жаропрочных сплавов
Устройство для ультразвукового упрочнения деталей типа тел вращения на станках с чпу
Способ получения слоистых композиционных материалов
Способ определения обрабатываемости материалов
Способ формирования жаростойких покрытий
Способ получения медьсодержащего материала в виде металлической подложки с нанесенными на нее микрочастицами меди
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления

