Результат интеллектуальной деятельности: Роликовая секция машины непрерывного литья заготовок
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности к точной и эффективной сборке машины непрерывного литья заготовок.
Известна роликовая секция [1] (авторское свидетельство СССР №526440, Роликовая секция, МПК: B22D 11/128; заявлено: 1985207, 11.01.1974; опубликовано: 30.08.1976), включающая станину с приводными и неприводными роликами, плоскость которой с целью упрощения монтажа и демонтажа роликовой секции со стороны входа металла в процессе разливки выполнена совпадающей с направлением радиуса кривизны установки, а на противоположной стороне станины размещены выдвигаемые опоры, которые выполнены в виде роликов, установленных на эксцентриковых осях.
Недостатком данного изобретения является, то, что выставление криволинейного радиуса роликов производится за счет эксцентриковых осей, контактная поверхность которых будет истираться в процессе регулировки, что устанавливает для осей определенный срок эксплуатации.
Наиболее близкой по технической сущности и достигаемому результату является конструкция роликовой секции машины непрерывного литья металла [2] (патент РФ RU 2254204 C1, Роликовая секция машины непрерывного литья металла, МПК: B22D 11/128; заявлено 11.02.2004, №2004103820/02; опубликовано: 20.06.2005, Бюл. №17), содержащей опорную станину, выполненную в виде четырех рам коробчатого поперечного сечения, попарно неразъемно соединенных между собой проставками с помощью болтов, а на полках рам, обращенных внутрь к участку прохождения слитка, закреплены на подшипниках в подушках со смазочными входными отверстиями направляющие ролики, также роликовая секция снабжена четырьмя трубными стояками, каждый из которых независимо соединен с подводящим смазочным коллектором, расположенным в плоскости, перпендикулярной стоякам, и выполненный в этой плоскости П-образным, охватывающим опорную станину и участок прохождения слитка, причем каждый из стояков по длине роликовой секции в пределах внутренних полостей рам коробчатого поперечного сечения последовательно соединяет несколько смазочных питателей, каждый из которых в свою очередь трубной разводкой соединен с отверстиями, выполненными в полке рамы под подушками, совпадающими с входными смазочными отверстиями подушек. Размещение всех элементов системы смазки роликовой секции внутри полостей рам коробчатого поперечного сечения достигается выполнением их наружных стенок отъемными, закрепляемыми болтами.
Недостатком данного изобретения является высокая жесткость конструкции, с невозможностью регулировки размещения роликов.
Техническим результатом настоящего изобретения является, сокращение времени выставки криволинейного участка ручья машины непрерывного литья заготовок (типа блюм), так как раньше секции регулировались мостовым краном (каждая секция поочередно), в заявленном изобретении предлагается регулировку всех секций производить одновременно; повышение надежности и точности выставки радиуса машины непрерывного литья заготовок; снижение вероятности разрыва поверхностного слоя разливаемого металла и разлива жидкого металла на МНЛЗ; сокращение простоев в работе МНЛЗ.
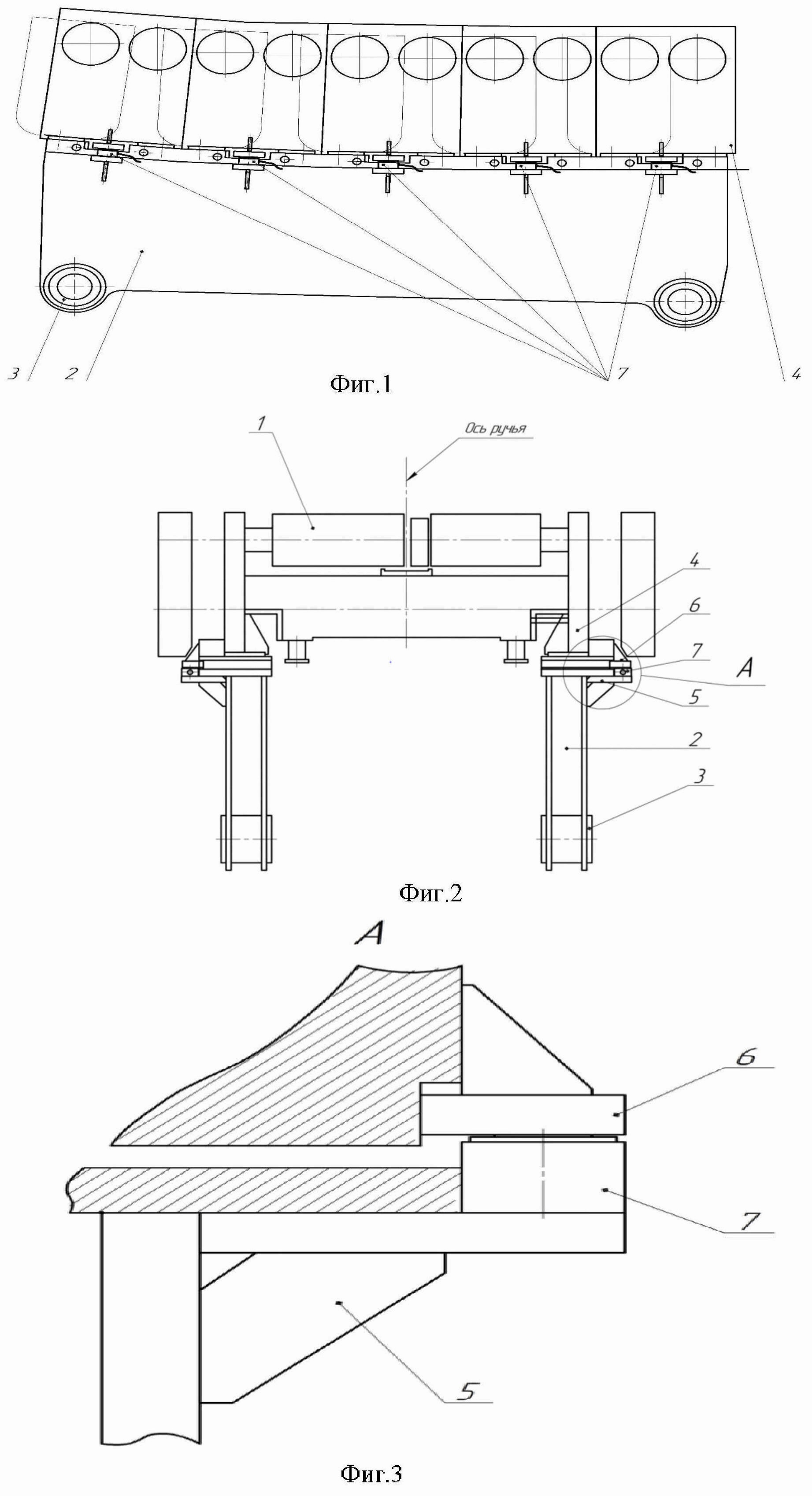
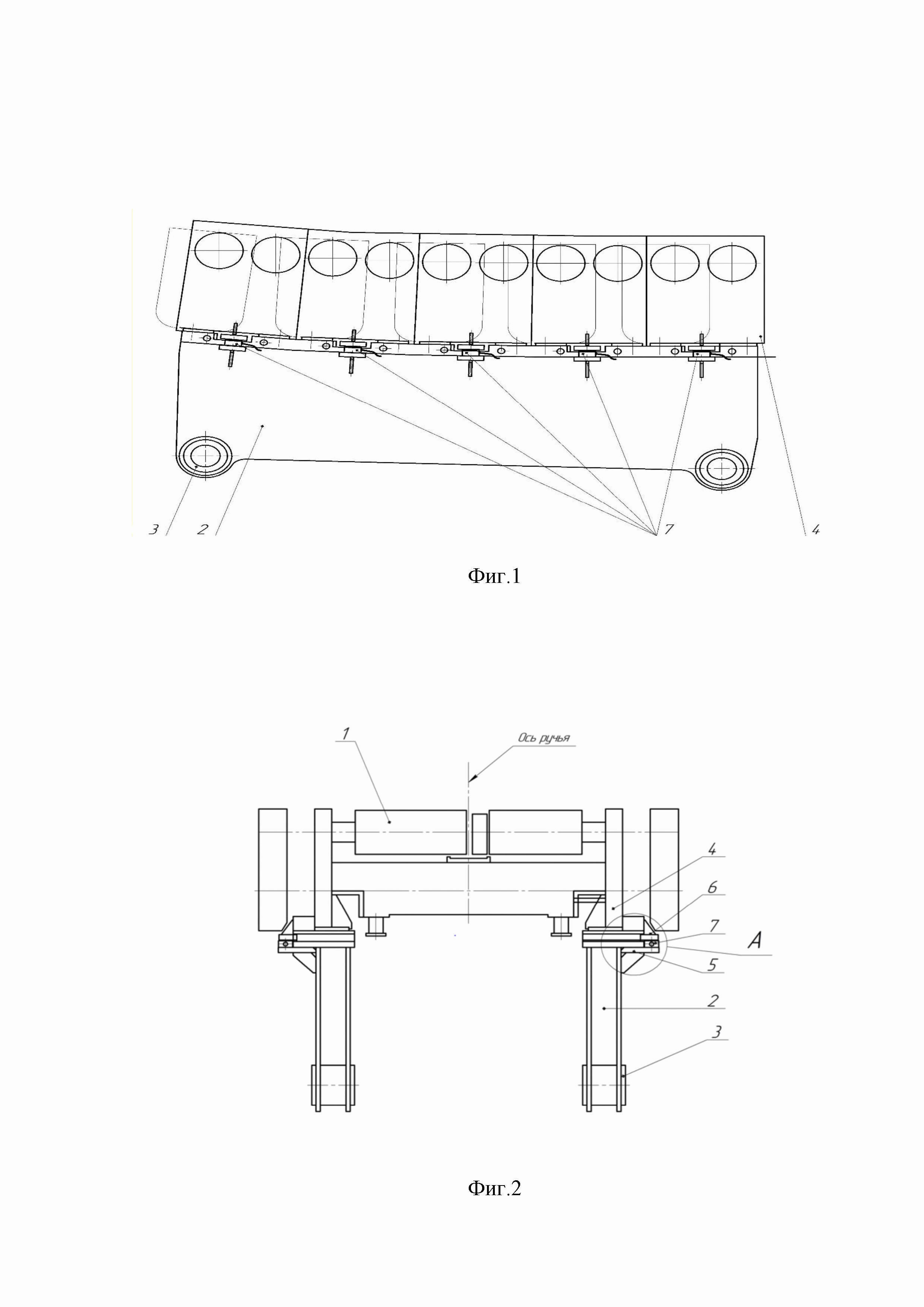
Заявленный технический результат достигается тем, что роликовая секция машины непрерывного литья заготовок, состоящая из направляющих роликов 1, базовой рамы 2 с проушинами 3, по крайней мере пяти рам 4, выполненных П-образной формы сечения, согласно изобретению, каждая из пяти рам 4 дополнительно содержит по два гидравлических домкрата 7, установленных с каждой стороны, причем нижняя часть домкрата 7 жестко закреплена на опорном кронштейне 5, а ее верхняя часть воздействует через шток домкрата 7 на ответную пластину 6 для точного регулирования радиуса машины непрерывного литья заготовок.
Кроме того, в качестве домкрата используют домкрат гидравлический низкий, а в качестве его опоры используют металлический кронштейн.
Настоящее изобретение позволяет предохранять машину непрерывного литья заготовок от нестабильности установки секций по траектории, установленной для данной машины, путем более точного регулирования геометрии линии проката, благодаря наличию у каждой рамы 4 с каждой ее стороны двух гидравлических домкратов 7, с помощью которых возможно выставлять нужный радиус машины непрерывного литья заготовок.
Сущность изобретения поясняется чертежами, на которых изображено:
Фиг.1 - секция роликовая машины непрерывного литья (вид спереди)
Фиг.2 - секция роликовая машины непрерывного литья (вид слева)
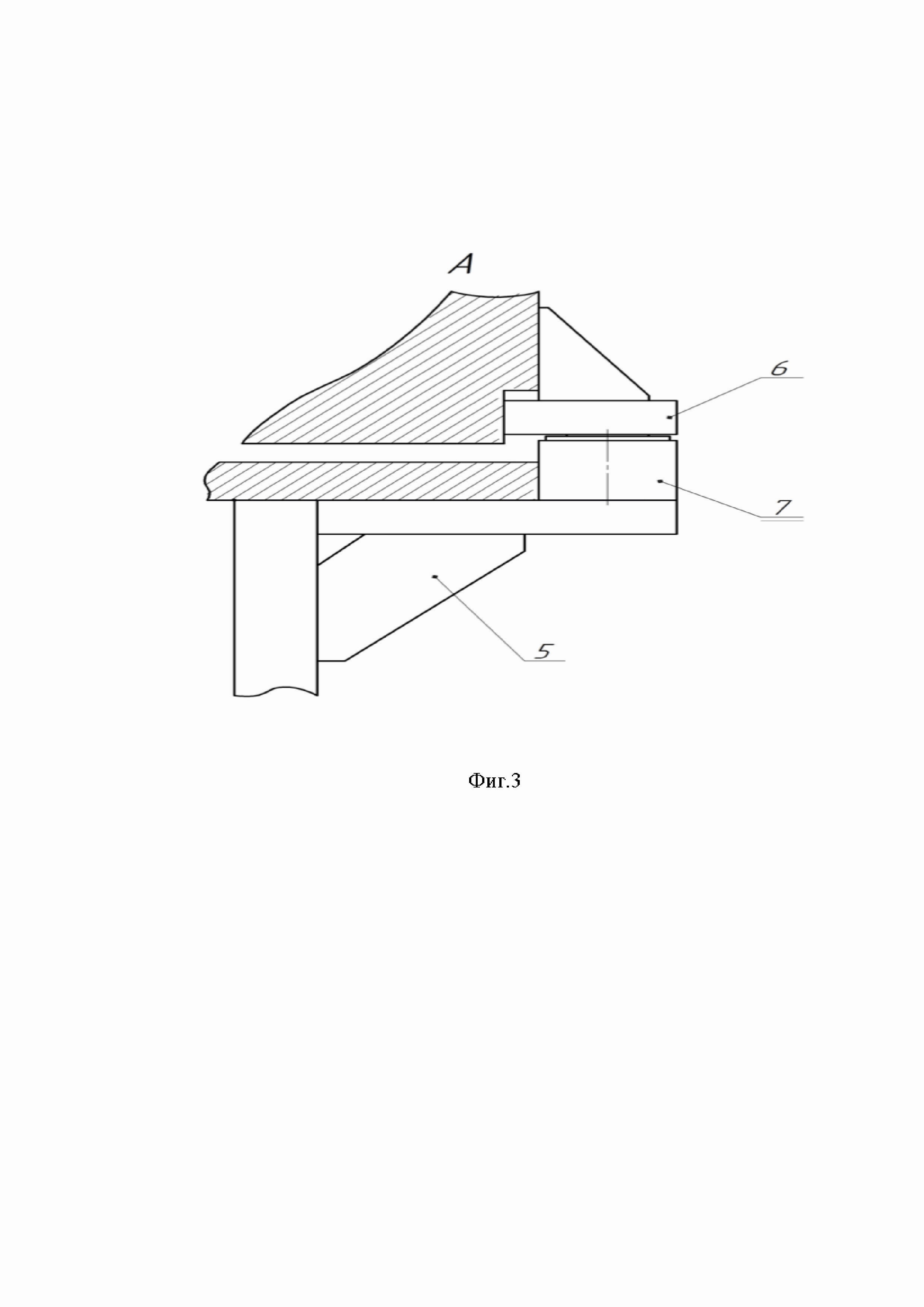
Фиг.3 - секция роликовая машины непрерывного литья (местный вид)
Описание ссылочных позиционных номеров:
1 - направляющие ролики;
2 - базовая рама;
3 - проушины;
4 - рама;
5 - опорный кронштейн;
6 - ответная пластина;
7 - домкрат.
Роликовая секция машины непрерывного литья заготовок состоит из рам 4, направляющих роликов 1, ответных пластин 6, устанавливаемых в заранее изготовленные пазы базовой рамы 2, крепящейся на машину непрерывного литья заготовок через проушины 3, домкратов 7, устанавливаемых на опорные кронштейны 5, позволяющих воздействовать на опорную пластину.
Направляющие ролики 1 представляют собой литые диски, расположенные в верхней части базовой рамы 2 вдоль оси ручья МНЛЗ и обеспечивают движение заготовок по технологической линии.
Базовая рама 2 представляет собой стальную конструкцию, выполняющую функции опоры.
Проушина 3 расположена в нижней части базовой рамы 2 и предназначена для крепления ее к МНЛЗ.
Ответные пластины 6 выполнены из листового проката Лист 40  , использование проката с данными характеристиками обусловлено: весом регулируемых секций и необходимым запасом прочности. Ответные пластины 6 расположены в верхней части базовой рамы 2 и предназначены для выставления радиуса МНЛЗ, имеют степень подвижности, которая ограничена болтами.
, использование проката с данными характеристиками обусловлено: весом регулируемых секций и необходимым запасом прочности. Ответные пластины 6 расположены в верхней части базовой рамы 2 и предназначены для выставления радиуса МНЛЗ, имеют степень подвижности, которая ограничена болтами.
Домкраты 7 расположены в нижней части базовой рамы 2 и жестко закреплены на кронштейн 5, присоединенный к базовой раме 2.
Сборку устройства осуществляют следующим образом.
Мостовым краном роликовую секцию МНЛЗ через проушины 3 устанавливают на машину непрерывного литья заготовок и фиксируют. На металлические опорные кронштейны 5 устанавливают гидравлические домкраты 7 по пять с каждой стороны.
После сборки в действие приводятся гидравлические домкраты 7, они, воздействуя на ответную пластину 6, регулируют раму 4, чтобы все направляющие ролики 1 выставить по радиусу заданного для этой машины непрерывного литья заготовок.
В качестве домкрата 7 может быть использован гидравлический домкрат низкий типа ДН10М15 Q=11,3 т, Ход штока 15 мм, т.к. гидравлический домкрат обеспечивает высокую грузоподъемность и плавность регулировки, что необходимо для точной регулировки машины непрерывного литья заготовок.
В качестве опоры домкрата используют кронштейн 5, опорная поверхность которого выполнена из Листа  т.к. использование проката с данными характеристиками обусловлено: весом регулируемых секций и необходимым запасом прочности.
т.к. использование проката с данными характеристиками обусловлено: весом регулируемых секций и необходимым запасом прочности.
Устройство работает следующим образом.
Во время перевалки стана на другой формат производства, базовая рама 2 устанавливается на машину непрерывного литья заготовок и жестко закрепляется через проушины 3. Затем на опорные кронштейны 5 устанавливаются гидравлические домкраты 7 по 5 с каждой стороны. На базовую раму 2 в заранее изготовленные пазы устанавливаются рамы 4, с направляющими роликами 1 и ответными пластинами 6, которые имеют степень подвижности. После сборки в действие приводятся гидравлические домкраты 7, они воздействуя на ответную пластину 6 регулируют раму 4, чтобы все направляющие ролики 1 выставить по радиусу заданного для этой машины непрерывного литья заготовок.
Пример: В конвертерном цехе АО «ЕВРАЗ НТМК» на машине непрерывного литья заготовок №2 при производстве проката типа блюм были испытаны роликовые секции непрерывного литья заготовок.
Во время перевалки стана на другой формат производства, происходит замена всех секций на линии (4 ручья). Раньше секции стана выставлялись и регулировались с помощью мостового крана. Мостовой кран над линией один, и каждую секцию стана выставляют и регулируют поочередно, что довольно длительно и трудоемко. После испытания заявленного устройства регулировка всех секций происходит одновременно с помощью гидравлических домкратов 7, что обеспечивает точное выставление и регулирование радиуса машины непрерывного литья заготовок, что обеспечивает бесперебойному прокату и снижению вероятности разрыва поверхностного слоя разливаемого металла и разлива жидкого металла на машину непрерывного литья заготовок, как следствие предотвращение долгих простоев и финансовых потерь.
Базовую раму 2 с габаритными размерами 4000×2460×1400 устанавливали на машину непрерывного литья заготовок и жестко закрепляли через проушины 3. Затем на опорные кронштейны 5, выполненные из листа  устанавливали гидравлические домкраты 7 типа ДН10М15 Q=11,3 т, Ход штока 15 мм по 5 с каждой стороны. На базовую раму 2 в заранее изготовленные пазы Ø80мм устанавливали рамы 4 с габаритными размерами 2460×600×1000, с направляющими роликами 1 и ответными пластинами 6, выполненных из Листа
устанавливали гидравлические домкраты 7 типа ДН10М15 Q=11,3 т, Ход штока 15 мм по 5 с каждой стороны. На базовую раму 2 в заранее изготовленные пазы Ø80мм устанавливали рамы 4 с габаритными размерами 2460×600×1000, с направляющими роликами 1 и ответными пластинами 6, выполненных из Листа  которые имеют возможность подвижности. После сборки всех секций, приводили в действие гидравлические домкраты 7, которые воздействовали на ответную пластину 6 и регулируют раму 4, чтобы все направляющие ролики 1 выставить по радиусу 12 метров заданного для этой машины непрерывного литья заготовок.
которые имеют возможность подвижности. После сборки всех секций, приводили в действие гидравлические домкраты 7, которые воздействовали на ответную пластину 6 и регулируют раму 4, чтобы все направляющие ролики 1 выставить по радиусу 12 метров заданного для этой машины непрерывного литья заготовок.
Испытания опытного образца заявляемого устройства роликовой секции машины непрерывного литья заготовок подтвердили:
- сокращение временных затрат на выставку криволинейного участка из трех секций:
• при двух ручьевом производстве в 6 раз
• при четырех ручьевом производстве в 12 раз
- высокую эксплуатационную надежность работы;
- повышение точности выставления радиуса машины непрерывного литья заготовок;
- бесперебойный прокат;
- снижение вероятности разрыва поверхностного слоя разливаемого металла и разлива жидкого металла на МНЛЗ;
- снижение простоев МНЛЗ.
Таким образом, заявляемое техническое решение полностью выполняет технический результат.
Проведенный анализ уровня техники, включающий поиск по патентам и научно- технической информации и выявление источников, содержащих сведения об аналогах заявляемого технического решения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявляемого изобретения.
Следовательно, заявляемое изобретение соответствует критерию "новизна" и «изобретательский уровень».
Использованная литература:
1. Авторское свидетельство СССР №526440, Роликовая секция, МПК: B22D 11/128; заявлено: 1985207, 11.01.1974; опубликовано: 30.08.1976.
2. Патент РФ RU 2254204 C1, Роликовая секция машины непрерывного литья металла, МПК: B22D 11/128; заявлено 11.02.2004, №2004103820/02; опубликовано: 20.06.2005, Бюл. №17.
Электролизер для промышленного получения фтора
Чехол транспортного упаковочного контейнера для отработавших тепловыделяющих сборок
Контейнер для транспортировки и/или хранения отработавших тепловыделяющих сборок
Чехол контейнера для транспортирования и хранения отработавших тепловыделяющих сборок
Устройство весового дозирования шаров
Транспортирующий желоб для выдачи шаров с шаропрокатного стана

