Результат интеллектуальной деятельности: Способ изготовления проволоки малого диаметра из титана и сплавов на его основе
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, в частности к способам изготовления холоднодеформированной проволоки из титана и сплавов на его основе, используемой при сварке, а также в других областях промышленности: изготовлении элементов различных конструкций, медицине.
На сегодняшний день существует несколько способов волочения проволоки из титана и сплавов на его основе. Наиболее распространённым способом волочения является волочение через стальные, твёрдосплавные или алмазные фильеры. Преимуществом данного способа является простота и низкая стоимость изготовления инструмента (фильеры). Недостатком данного способа при обработке титана и его сплавов являются высокие значения силы трения на поверхности контакта металла с инструментом. Силы трения могут достигать 30% от общего усилия волочения. Высокие силы трения повышают необходимое усилие для волочения, ухудшают качество поверхности проволоки, повышают износ инструмента, снижают производительность. Это вызывает необходимость подбора специальных смазок и подсмазочных покрытий. Для снижения сил трения при волочении титана и сплавов на его основе через фильеры используют различные смазочные материалы, содержащие такие компоненты как графит, серу, дисульфид молибдена, натуральный воск. Чаще всего при волочении титана и сплавов на его основе используют аквадаг - водную суспензию графита (Ерманок М.З. Волочение цветных металлов и сплавов: учебник для ПТУ/ Ватрушин Л.С. - Москва: Металлургия, 1988 - c. 288). Недостатком некоторых компонентов таких смазок, например графита, является трудность отмывки от него оборудования, одежды, кожи.
Для эффективного использования смазочных материалов при волочении через фильеры титана и его сплавов требуются подсмазочные покрытия, например, оксидная или фосфатная плёнки. Это вызывает необходимость в дополнительных операциях и оборудовании для нанесения на проволоку таких покрытий, и последующего их удаления. Кроме того, из-за высокой склонности титана к налипанию на инструмент, даже при использовании специальных смазочных материалов и подсмазочных покрытий периодически происходят налипания металла на рабочую поверхность фильер, приводящие к поверхностным дефектам: задирам проволоки и её обрывам.
Существует несколько способов близких по своей сути к заявляемому техническому решению.
Одним из аналогов является способ получения проволоки из β-титанового сплава с высоким сопротивлением на разрыв и усталостной прочностью, представленный в патенте JPH 0261042 (C22F1/00; C22F1/18, 01.03.1990), где предложен отжиг в окислительной атмосфере, например, на воздухе, при температурах не ниже 600°С, но не выше температуры полного полиморфного превращения (температура полиморфного превращения β-титановых сплавов, как правило, составляет 700-750°С) для создания на поверхности проволоки оксидной плёнки толщиной от 0,1 до 3,0 мкм. Недостатком указанного способа является неизбежное насыщение приповерхностного слоя проволоки кислородом и водородом, происходящее при отжиге в окислительной атмосфере, параллельно с возникновением оксидной плёнки. Газонасыщенный слой на титане и сплаве на его основе обладает низкой технологичностью и при последующей обработке давлением является причиной зарождения поверхностных дефектов: трещин напряжения, надрывов, обрывов и т.п.
Другой близкий способ получения проволоки из β-титанового сплава с хорошей размерной точностью и качеством поверхности - патент JPS 62149859 (C22F1/00; C22F1/18; C23C8/80, 03.07.1987), в котором для исключения налипания металла на инструмент в процессе волочения в качестве подсмазочного покрытия также применяют оксидную плёнку. При этом предложен двухстадийный отжиг перед финишным волочением. Первая стадия - в атмосфере воздуха при температурах от 400 до 650°С в течение от 1 минуты до 1 часа - для создания оксидной плёнки на поверхности проволоки. Вторая стадия - нагрев в вакууме или инертной среде до температуры полиморфного превращения или выше, выдержка в течение от 5 до 60 минут и охлаждением со скоростью не ниже 1,8 градусов в минуту - для фиксирования в материале высокотемпературной β-фазы, обладающей лучшей технологичностью по сравнению с низкотемпературной α-фазой при обработке давлением.
Недостатком является необходимость нагрева в вакууме или защитной среде с возможностью ускоренного охлаждения, что достаточно труднореализуемо на промышленном термическом оборудовании.
Наиболее близким к заявляемому способу является способ получения высокопрочной проволоки из (α+β)-титанового сплава мартенситного класса, представленный в патенте RU 2460825 (С22F 1/18, B21B 3/00, 10.09.2012). В данном способе для изготовления проволоки предлагается использовать холодное волочение с промежуточными отжигами в атмосфере воздуха, при этом после первого хода волочения проводят механическую обработку, а окончательную термическую обработку ведут в атмосфере воздуха в течение 60-180 мин при температуре (0,5-0,7)Тпп (Тпп - температура полного полиморфного превращения) с дальнейшим охлаждением до комнатной температуры. Оксидная пленка, образующаяся в результате промежуточных отжигов в атмосфере воздуха выступает в роли подсмазочного покрытия при волочении.
Недостатком указанного способа является газонасыщение приповерхностного слоя проволоки кислородом и водородом, происходящее при окислительном отжиге, параллельно с возникновением оксидной плёнки. Это особенно критично при многократных циклах «отжиг-волочение», а также для проволоки малых диаметров, обладающей большой удельной поверхностью.
Повышенное содержание кислорода и водорода в проволоке вызывает недопустимое снижение технологичности - охрупчиванию, и, как правило, приводит к поверхностным дефектам: трещинам, надрывам и обрывам.
Задача, на решение которой направлено заявляемое изобретение, заключается в получении проволоки из титана и сплавов на его основе с качественной и бездефектной поверхностью, с отсутствием газонасыщения металла в процессе обработки, с высокой точностью формы и размеров.
Техническим результатом, обеспечивающим решение поставленной задачи, является способ изготовления проволоки малого диаметра из титана и сплавов на его основе, включающий получение предварительно деформированной заготовки для волочения, последовательно выполняемые циклы волочения с отжигами отличающийся тем, что волочение осуществляют через твердосплавные или алмазные фильеры со значением коэффициента вытяжки между отжигами не более 1,50 с использованием в качестве смазочных материалов для волочения масел на минеральной или растительной основе, при этом промежуточные отжиги выполняют с остатками смазочных материалов на поверхности металла в инертной атмосфере при температурах от 650-750°С и выдержках не более 20 минут, а образующиеся в ходе отжигов продукты термического разложения смазочных материалов на поверхности металла, выступают в роли подсмазочного покрытия на следующем цикле волочения. По окончании волочения и достижения финишного размера выполняют обезжиривание и травление до полного удаления остатков подсмазочного покрытия с поверхности проволоки. Отсутствие газонасыщения обрабатываемого металла достигается выполнением промежуточных отжигов в инертной атмосфере, без доступа воздуха. Высокая точность формы и размеров проволоки достигается использованием твердосплавных или алмазных фильер. В качестве смазок рекомендуем использовать масла на минеральной или растительной основе, как наиболее дешёвые и доступные.
Реализация способов изготовления проволоки из титана и сплавов на его основе по прототипу и заявляемым способом:
Пример 1. Изготовление проволоки диаметром 0,75 мм сплава ВТ16 из проволоки диаметром 1,00 мм по прототипу
Маршрут изготовления проволоки приведён в таблице 1. В качестве исходной заготовки использовали проволоку диаметром 1,00 мм, изготовленную волочением на кассетах с промежуточными отжигами в вакууме. Волочение проводили через твердосплавные фильеры с отжигами на размерах 1,00; 0,92; 0,87; 0,80 и 0,75 мм в атмосфере воздуха. Налипания металла на фильеры в процессе волочения не зафиксировано.
|
В результате металлографических исследований установили, что на поверхности полученной проволоки диаметром 0,75 мм сплава ВТ16 есть прерывистая, неравномерная по толщине оксидная плёнка толщиной до 32 мкм, присутствовали поверхностные дефекты - микротрещин (фиг. 1).
Для оценки величины газонасыщения металла проволоки в ходе отжигов выполнили анализ содержания кислорода и водорода на начальном, промежуточном и конечном размерах - таблица 2.
|
Таким образом, при изготовлении проволоки по прототипу, происходит образование оксидной плёнки, возникновение поверхностных дефектов - микротрещин, и недопустимое увеличение содержания кислорода и водорода в металле.
Пример 2. Изготовление проволоки диаметром 0,70 мм сплава ВТ16 из проволоки диаметром 1,0 мм заявляемым способом
Маршрут изготовления проволоки приведён в таблице 3. В качестве исходной заготовки использовали проволоку диаметром 1,00 мм, изготовленную волочением на кассетах с промежуточными отжигами в вакууме. Волочение проводили через твердосплавные и алмазные фильеры с использованием смазочного материала «Вапор» на основе минерального масла. Все промежуточные отжиги выполняли в инертной атмосфере. Для создания инертной атмосферы использовали азот. Налипания металла на фильеры в процессе волочения не зафиксировали. На готовом размере выполнили обезжиривание и травление проволоки в азотно-плавиковом растворе кислот со съёмом 20-40 мкм для удаления подсмазочного слоя.
|
В результате металлографических исследований установили, что на поверхности проволоки, изготовленной заявляемым способом, отсутствует оксидная плёнка и поверхностные дефекты, имеются отдельные риски глубиной примерно 10 мкм с пологими краями (фиг. 2).
Для оценки величины газонасыщения металла проволоки диаметром 0,70 мм сплава ВТ16 в ходе отжигов выполнили анализ содержания кислорода и водорода на начальном, промежуточном и конечном размерах - таблица 4.
|
Таким образом, при изготовлении проволоки диаметром 0,70 мм сплава ВТ16 по заявляемому способу значимого увеличения содержания кислорода и водорода в готовой проволоке по сравнению с исходной заготовкой диаметром 1,00 мм не происходит. Волочение возможно через твёрдосплавные или алмазные фильеры с использованием смазки на основе минерального масла.
Пример 3. Изготовление проволоки диаметром 0,60 мм из проволоки диаметром 1,6 мм сплава ВТ6
Маршрут изготовления проволоки приведён в таблице 5.
В качестве исходной заготовки использовали проволоку диаметром 1,60 мм, изготовленную волочением на кассетах с промежуточными отжигами в вакууме. Волочение проводили через твердосплавные и алмазные фильеры с использованием смазки на основе касторового (растительного) масла. Все промежуточные отжиги выполняли в защитной атмосфере. Для создания инертной атмосферы использовали азот. Налипания металла на фильеры в процессе волочения не зафиксировали. На готовом размере выполнили обезжиривание и травление проволоки в азотно-плавиковом растворе кислот со съёмом 40-50 мкм для удаления остатков смазки и подсмазочного слоя.
|
В результате металлографических исследований установили, что на поверхности проволоки отсутствует оксидная плёнка и поверхностные дефекты в виде трещин и надрывов. Имеются отдельные продольные риски глубиной не более 0,01 мм (фиг. 3).
Для оценки величины газонасыщения металла проволоки диаметром 0,60 мм сплава ВТ6 в ходе отжигов выполнили анализ содержания кислорода и водорода на начальном и конечном размерах - таблица 6.
|
Таким образом, при изготовлении проволоки диаметром 0,60 мм сплава ВТ6 по заявляемому способу значимого увеличения содержания кислорода и водорода в готовой проволоке по сравнению с исходной заготовкой диаметром 1,60 мм не происходит. Волочение возможно через твёрдосплавные или алмазные фильеры с использованием смазки на основе минерального масла.
Пример 4. Изготовление проволоки диаметром 0,40 мм из проволоки диаметром 0,80 мм сплава ВТ1-00св
Маршрут изготовления проволоки приведён в таблице 7.
В качестве исходной заготовки использовали проволоку диаметром 0,80 мм, изготовленную волочением на кассетах с промежуточными отжигами в инертной среде. Волочение проводили через твердосплавные и алмазные фильеры с использованием смазки «Вапор» на основе минерального масла. Все промежуточные отжиги выполняли в защитной атмосфере. Для создания инертной атмосферы использовали азот. Налипания металла на фильеры в процессе волочения не зафиксировали. На готовом размере выполнили обезжиривание и травление проволоки в азотно-плавиковом растворе кислот со съёмом 50-60 мкм для удаления остатков смазки и подсмазочного слоя.
|
В результате металлографических исследований установили, что на поверхности проволоки отсутствует оксидная плёнка и поверхностные дефекты.
Для оценки величины газонасыщения металла проволоки диаметром 0,40 мм сплава ВТ1-00св в ходе отжигов выполнили анализ содержания кислорода и водорода на начальном и конечном размерах - таблица 8.
|
Таким образом, при изготовлении проволоки диаметром 0,40 мм сплава ВТ1-00св по заявляемому способу увеличения содержания кислорода и водорода в готовой проволоке по сравнению с исходной заготовкой диаметром 0,8 мм не происходит. Волочение возможно через твёрдосплавные или алмазные фильеры с использованием смазки на основе минерального масла.
Пример 5. Изготовление проволоки диаметром 0,40 мм из проволоки диаметром 0,80 мм сплава ВТ20-1св
Маршрут изготовления проволоки приведён в таблице 9.
В качестве исходной заготовки использовали проволоку диаметром 0,80 мм, изготовленную волочением на кассетах с промежуточными отжигами в инертной среде. Волочение проводили через твердосплавные и алмазные фильеры с использованием смазки «Вапор» на основе минерального масла. Все промежуточные отжиги выполняли в защитной атмосфере. Для создания инертной атмосферы использовали азот. Налипания металла на фильеры в процессе волочения не зафиксировали. На готовом размере выполнили обезжиривание и травление проволоки в азотно-плавиковом растворе кислот со съёмом 50-60 мкм для удаления остатков смазки и подсмазочного слоя.
|
В результате металлографических исследований установлено, что на поверхности проволоки отсутствует оксидная плёнка и поверхностные дефекты.
Для оценки величины газонасыщения металла проволоки диаметром 0,40 мм сплава ВТ20-1св в ходе отжигов выполнили анализ содержания кислорода и водорода на начальном и конечном размерах - таблица 10.
|
Таким образом, при изготовлении проволоки диаметром 0,40 мм сплава ВТ20-1св по заявляемому способу увеличения содержания кислорода и водорода в готовой проволоке по сравнению с исходной заготовкой диаметром 0,8 мм не происходит. Волочение возможно через твёрдосплавные или алмазные фильеры с использованием смазки на основе минерального масла.
Допускается изготовление проволоки из титана или других сплавов на его основе с другими диаметрами и по другому маршруту, но в рамках заявляемого способа.
Способ изготовления проволоки из титана и сплавов на его основе, включающий получение предварительно деформированной заготовки для волочения, последовательно выполняемые циклы волочения с отжигами, отличающийся тем, что волочение осуществляют через твердосплавные или алмазные фильеры со значением коэффициента вытяжки между отжигами не более 1,50 с использованием в качестве смазочных материалов для волочения масел на минеральной или растительной основе, при этом промежуточные отжиги выполняют с остатками смазочных материалов на поверхности проволоки в атмосфере инертного газа или азота при температурах 650 – 750°С и выдержках не более 20 минут, образующиеся в ходе отжигов продукты термического разложения смазочных материалов на поверхности проволоки выступают в роли подсмазочного покрытия на следующем цикле волочения, после окончания волочения и достижения финишного размера выполняют обезжиривание и травление до полного удаления подсмазочного покрытия с поверхности проволоки.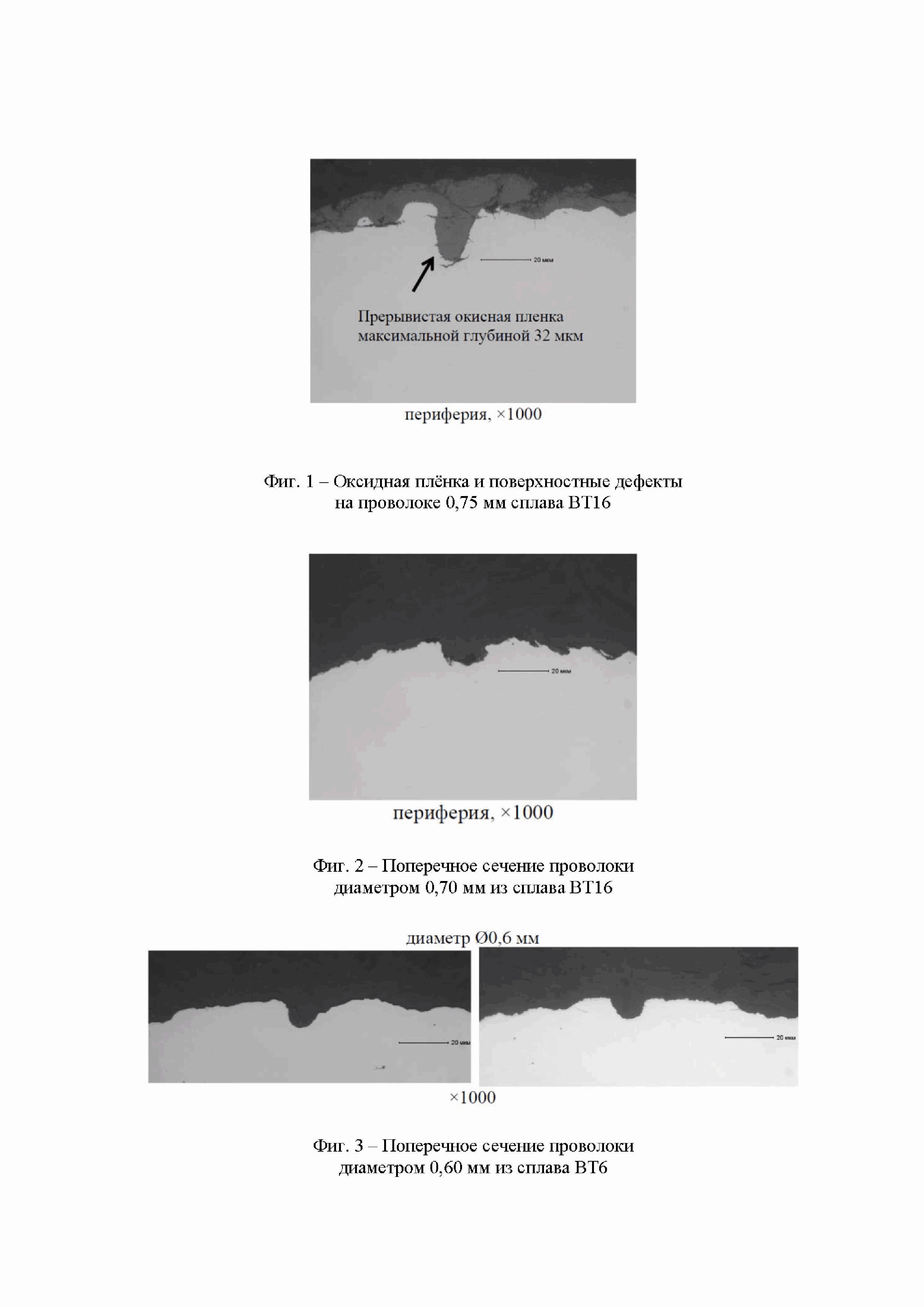
Способ получения слитков гафния вакуумно-дуговым переплавом
Способ определения порога напряжений коррозионного растрескивания стали или сплава при постоянной деформации
Способ получения циркония электролизом расплавленного электролита (варианты)
Способ изготовления проволоки для обработки металлургических расплавов и проволока для обработки металлургических расплавов
Коррозионностойкий сплав
Способ очистки смеси тетрахлоридов циркония и гафния от примесей
Проволока для ковшевой обработки стали
Способ многопроходной реверсивной винтовой прокатки прутков большого диаметра
Способ изготовления проволоки из высокопрочных сплавов на основе титана
Способ получения слитков из сплавов циркония на основе магниетермической губки
Система связи с высокой скоростью передачи информации сверхширокополосными сигналами
Прибор для дневного и ночного наблюдения и прицеливания
Способ биотехнологического восстановления кожного покрова аллогенными стволовыми клетками человека
Способ изготовления тонких листов из гафния с изотропными механическими свойствами

