Результат интеллектуальной деятельности: РЕКОНФИГУРИРУЕМОЕ ОБЕРТОЧНОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКОГО ОБЕРНУТОГО ЭЛЕМЕНТА, СПОСОБ РЕКОНФИГУРИРОВАНИЯ ЛОЖА ГАРНИТУРЫ В ОБЕРТОЧНОМ УСТРОЙСТВЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ОБЕРНУТОГО ЭЛЕМЕНТА С ПОМОЩЬЮ ОБЕРТОЧНОГО УСТРОЙСТВА
Вид РИД
Изобретение
Настоящее изобретение относится к реконфигурируемому оберточному устройству, способу реконфигурирования оберточного устройства и способу применения реконфигурируемого оберточного устройства, а, более конкретно, к изготовлению стержней для изделий, генерирующих аэрозоль.
Настоящее изобретение относится оборудованию для изготовления изделия, генерирующего аэрозоль, которое может содержать субстрат, образующий аэрозоль, для генерирования вдыхаемого аэрозоля при нагревании нагревательным элементом устройства, генерирующего аэрозоль. Настоящее изобретение относится также к способам применения и реконфигурирования оборудования для изготовления изделия, генерирующего аэрозоль.
Обернутые стержни формируют при изготовлении изделий, генерирующих аэрозоль, например, представляющих собой любое из субстрата, образующего аэрозоль, опорного элемента, элемента, охлаждающего аэрозоль, и мундштука.
Обернутый стержень может быть сформирован путем пропускания полотна оберточного материала и сердцевины через узел, известный как «гарнитура», в котором полотно обертывают и заклеивают вокруг сердцевины. Гарнитурный узел имеет удлиненный формовочный канал с открытой стороной, проходящей вдоль его длины, лапку, расположенную близко к по меньшей мере части открытой стороны, и ленту, которая пропускается через формовочный канал, вдоль вогнутой поверхности формовочного канала. Полотно перемещается лентой и протягивается через формовочный канал, при этом сердцевина расположена на ленте. Формовочный канал и лапка взаимодействуют для обертывания полотна вокруг сердцевины, при этом по меньшей мере часть гарнитуры образует в целом цилиндрический канал между лапкой, лентой и формовочным каналом. Нагревательный элемент может быть предусмотрен в части лапки для термоотверждения адгезива между перекрывающимися участками обернутого полотна.
При использовании и лента, и формовочный канал изнашиваются, что приводит к нежелательному увеличению размера изготавливаемых обернутых стержней. Для поддержания качества изготовления необходимо заменять изношенные ленты и изношенные узлы формовочных каналов, что привносит дополнительные затраты в процесс изготовления и снижает эффективность изготовления.
В документе предшествующего уровня техники EP 3320788 A1 описывается устройство 1 для производства табачного жгута, содержащая набор 2 шаблонов, которая имеет цельное форматное основание 3 и форматные элементы 6, 7 в верхней части форматного основания 3. В устройстве 1 предусмотрено углубление 18, выполненное совпадающим по форме с форматным основанием 3. В документе EP 3320788 A1 не описывается «множество составных элементов ложа гарнитуры, выполненных с возможностью перемещения поперечно длине удлиненного формовочного канала», «смежные кромки указанного одного или множества составных элементов ложа гарнитуры имеют встречно-гребенчатую конфигурацию», или «удлиненный формовочный канал имеет центральную ось, проходящую вдоль его длины, и составные элементы ложа гарнитуры выполнены с возможностью радиального перемещения относительно указанной центральной оси». В настоящем же изобретении множество составных элементов ложа гарнитуры выполнены с возможностью поперечного перемещения, позволяя формовочному каналу реконфигурироваться, другими словами изменяться в размере. В настоящем изобретении, когда пользователь или устройство автоматизированного контроля обнаруживает одно или оба из изношенного ложа гарнитуры 110 и изношенной конвейерной ленты 120’ (каждое из которых изношено только в соответствующих допустимых пределах износа), составные элементы ложа гарнитуры 110-1’, 110-2’ и 110-3’ могут быть перемещены внутрь (или наружу) М-1, М-2 и М-3 для реконфигурирования формовочного канала 112’ с целью компенсации износа. Таким образом, в настоящем изобретении радиальное перемещение составных элементов ложа гарнитуры сохраняет цилиндрическую форму формовочного канала. Встречно-гребенчатая конфигурация составных элементов ложа гарнитуры настоящего изобретения обеспечивает улучшенную поддержку конвейерной ленты, материала в форме полотна и сердцевины. В настоящем изобретении зубцы вдоль обращенных друг к другу кромок 314-1 и 314-2 остаются чередующимися с перекрыванием, что обеспечивает улучшенную поддержку конвейерной ленты 320, материала в форме полотна и сердцевины.
Согласно первому аспекту предложено реконфигурируемое оберточное устройство для формирования по существу цилиндрического обернутого элемента путем обертывания сердцевины в материал в форме полотна, содержащее реконфигурируемое ложе гарнитуры, имеющее удлиненный формовочный канал, для поддержки движущейся ленты, проходящей по длине указанного удлиненного формовочного канала, выполненной с возможностью перемещения на ней материала в форме полотна, и при этом удлиненный формовочный канал имеет открытую длинную сторону.
Согласно второму аспекту предложен способ реконфигурирования ложа гарнитуры в оберточном устройстве для формирования по существу цилиндрического обернутого элемента путем обертывания сердцевины в материал в форме полотна, причем оберточное устройство содержит реконфигурируемое ложе гарнитуры, имеющее удлиненный формовочный канал, для поддержки конвейерной ленты, проходящей по длине указанного удлиненного формовочного канала, выполненной с возможностью перемещения на ней материала в форме полотна, и при этом удлиненный формовочный канал имеет открытую длинную сторону,
при этом ложе гарнитуры содержит множество составных элементов ложа гарнитуры, причем в направлении вокруг поверхности удлиненного формовочного канала перпендикулярно длине удлиненного формовочного канала каждый составной элемент ложа гарнитуры образует часть поверхности удлиненного формовочного канала, и при этом по меньшей мере один из составных элементов ложа гарнитуры выполнен с возможностью движения поперечно длине удлиненного формовочного канала, и при этом способ включает относительное перемещение составных элементов ложа гарнитуры поперечно длине удлиненного формовочного канала для регулировки размера удлиненного формовочного канала.
Согласно третьему аспекту предложен способ изготовления по существу цилиндрического обернутого элемента с помощью оберточного устройства, включающего:
реконфигурируемое ложе гарнитуры, имеющее удлиненный формовочный канал для поддержки конвейерной ленты, проходящей вдоль длины удлиненного формовочного канала, выполненной с возможностью перемещения на ней материала в форме полотна, и при этом удлиненный формовочный канал имеет открытую длинную сторону;
конвейерную ленту, проходящую вдоль длины удлиненного формовочного канала; и
приводной механизм для приведения конвейерной ленты в движение вдоль длины удлиненного формовочного канала,
при этом способ включает:
приведение приводным механизмом в движение конвейерной ленты и перемещаемого на ней материала в форме полотна вдоль удлиненного формовочного канала;
прием сердцевины на перемещаемый материал в форме полотна; и
обертывание сердцевины в материал в форме полотна.
Ложе гарнитуры может содержать множество составных элементов гарнитуры,
при этом, в направлении вокруг поверхности удлиненного формовочного канала перпендикулярно длине удлиненного формовочного канала каждый составной элемент ложа гарнитуры образует участок поверхности удлиненного формовочного канала, и
при этом по меньшей мере один из составных элементов ложа гарнитуры выполнен с возможностью перемещения поперечно длине удлиненного формовочного канала.
Каждый составной элемент ложа гарнитуры может содержать:
основной составной элемент; и
заменяемый облицовочный составной элемент формовочного канала, соединенный с возможностью отсоединения с соответствующим основным составным элементом.
Смежные кромки указанного одного или множества составных элементов ложа гарнитуры могут иметь встречно-гребенчатую конфигурацию.
Указанный один или множество составных элементов ложа гарнитуры могут быть выполнены с возможностью по существу симметричных перемещений.
Удлиненный формовочный канал может иметь центральную ось, проходящую вдоль его длины, и составные элементы ложа гарнитуры могут быть выполнены с возможностью по существу радиального движения относительно указанной центральной оси.
Оберточное устройство может содержать удлиненную лапку, расположенную смежно с открытой стороной удлиненного формовочного канала и проходящую вдоль нее для контактирования с возможностью скольжения с по меньшей мере одним из: обернутой сердцевины, сердцевины и материала в форме полотна.
Оберточное устройство может содержать одно или оба из следующего:
удлиненная лапка выполнена с возможностью перемещения к ложу гарнитуры поперечно длине удлиненного формовочного канала; и
ложе гарнитуры выполнено с возможностью перемещения к удлиненной лапке
поперечно длине удлиненного формовочного канала.
Оберточное устройство может содержать конвейерную ленту, проходящую вдоль длины удлиненного формовочного канала, выполненную с возможностью перемещения на ней материала в форме полотна.
Оберточное устройство может содержать приводной механизм для приведения конвейерной ленты в движение вдоль длины удлиненного формовочного канала.
Каждый составной элемент ложа гарнитуры может содержать:
основной составной элемент; и
заменяемый облицовочный составной элемент формовочного канала, соединенный с возможностью отсоединения с соответствующим основным составным элементом, и
способ включает отсоединение и замену облицовочного составного элемента формовочного канала.
Смежные кромки указанного одного или множества составных элементов ложа гарнитуры могут быть выполнены встречно-гребенчатыми, и способ может включать относительное перемещение составных элементов ложа гарнитуры для увеличения или уменьшения степени взаимного перекрывания зубцов.
Указанный один или множество составных элементов ложа гарнитуры могут быть выполнены с возможностью по существу симметричных перемещений.
Удлиненный формовочный канал может иметь центральную ось, проходящую вдоль его длины, и составные элементы ложа гарнитуры, и способ может включать перемещение составных элементов ложа гарнитуры по существу радиально относительно центральной оси.
Оберточное устройство может содержать:
удлиненную лапку, расположенную смежно с открытой длинной стороной удлиненного формовочного канала и проходящую вдоль нее для контактирования с возможностью скольжения с по меньшей мере одним из: обернутой сердцевины, сердцевины и материала в форме полотна,
при этом способ включает одно или оба из следующего:
удлиненная лапка выполнена с возможностью перемещения к ложу гарнитуры поперечно длине удлиненного формовочного канала; и
ложе гарнитуры выполнено с возможностью перемещения к удлиненной лапке
поперечно длине удлиненного формовочного канала.
Способ может включать реконфигурирование ложа гарнитуры для обеспечения более узкого формовочного канала.
Оберточное устройство может содержать конвейерную ленту, проходящую вдоль длины удлиненного формовочного канала, которая выполнена с возможностью перемещения на ней материала в форме полотна, и способ может включать реконфигурирование ложа гарнитуры для обеспечения более широкого формовочного канала, и способ может дополнительно включать замену конвейерной ленты.
В данном документе термин «устройство, генерирующее аэрозоль» используется для описания устройства, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля. Предпочтительно устройство, генерирующее аэрозоль, представляет собой курительное устройство, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля, который пользователь может непосредственно вдохнуть в свои легкие через рот. Устройство, генерирующее аэрозоль, может представлять собой держатель для курительного изделия.
Предпочтительно изделие, генерирующее аэрозоль, представляет собой курительное изделие, которое генерирует аэрозоль, который пользователь может непосредственно вдохнуть в свои легкие через рот. Более предпочтительно изделие, генерирующее аэрозоль, представляет собой курительное изделие, которое генерирует никотиносодержащий аэрозоль, который пользователь непосредственно вдыхает в свои легкие через рот.
В настоящем документе термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного при нагревании высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоль, генерируемый субстратами, образующими аэрозоль, изделий, генерирующих аэрозоль, описанных в настоящем документе, может быть видимым или невидимым и может содержать пары (например, тонкодисперсные частицы веществ, находящихся в газообразном состоянии, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
Субстрат, образующий аэрозоль, может быть выполнен в форме сложенного полотна (также именуемого гофрированным полотном). Сложенное полотно может представлять собой, без ограничения указанным, гомогенизированный табачный материал, например TCL (формованный табачный лист), и обернуто в оберточную бумагу.
В данном документе термин «элемент, охлаждающий аэрозоль» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление затяжке. При использовании аэрозоль, образованный летучими соединениями, высвобожденными из субстрата, образующего аэрозоль, перед вдыханием пользователем проходит по элементу, охлаждающему аэрозоль, и охлаждается им. В отличие от фильтров и других мундштуков с высоким сопротивлением затяжке элементы, охлаждающие аэрозоль, имеют низкое сопротивление затяжке. Камеры и полости в изделии, генерирующем аэрозоль, также не считаются охлаждающими аэрозоль элементами.
В данном документе термин «устройство, генерирующее аэрозоль» используется для описания устройства, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля. Предпочтительно устройство, генерирующее аэрозоль, представляет собой курительное устройство, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля, который пользователь может непосредственно вдохнуть в свои легкие через рот. Устройство, генерирующее аэрозоль, может представлять собой держатель для курительного изделия.
Обертка может представлять собой обертку из фильтровальной бумаги. Предпочтительно, внешняя обертка представляет собой сигаретную бумагу. Однако это не является обязательным, и элементы изделий, генерирующих аэрозоль, могут быть окружены другими внешними обертками.
В данном документе термин «формовочный канал» используется для описания канала для обертывания материала в форме полотна вокруг сердцевины по мере прохождения материала в форме полотна и сердцевины вдоль указанного канала. По меньшей мере впускной участок формовочного канала, в котором материал в форме полотна постепенно оборачивается вокруг сердцевины, при использовании, имеет радиус кривизны, который уменьшается по направлению к расположенному дальше по ходу потока концу. При использовании на расположенном раньше по ходу потока конце канал может быть по существу плоским или иметь большой радиус кривизны там, где в формовочный канал вводят необернутые материалы. По меньшей мере выпускной участок формовочного канала открывается наружу по направлению к расположенному дальше по ходу потока концу, например, имеющему радиус кривизны, который увеличивается по направлению к расположенному дальше по ходу потока концу, и может становиться плоским на расположенном дальше по ходу потока конце.
В данном документе термин «реконфигурируемое ложе гарнитуры» используется для описания композитной структуры, образующей формовочный канал или часть длины формовочного канала, которая выполнена с возможностью модификации для компенсации износа, замены других частей или и того, и другого. Одна из частей этой композитной структуры может образовывать всю поверхность формовочного канала, перпендикулярную длине формовочного канала. В альтернативном варианте осуществления каждая из множества частей может образовывать часть всей поверхности формовочного канала, перпендикулярной длине формовочного канала.
В данном документе «реконфигурирование» используется для описания модификации, которая может быть выполнена быстро.
Реконфигурирование ложа может включать изменение размера формовочного канала, например, изменение ложа гарнитуры для обеспечения формовочного канала, который является более узким или более широким.
Удаление множества заменяемых облицовочных составных элементов формовочного канала или каждого из облицовочных составных элементов формовочного канала для реконфигурирования ложа гарнитуры может требовать отвинчивания не более двух крепежных винтов или крепежных болтов.
Множество заменяемых облицовочных составных элементов формовочного канала значительно меньше всего ложа гарнитуры. Перпендикулярно длине формовочного канала и в положении вдоль длины формовочного канала, в котором площадь поперечного сечения формовочного канала является наименьшей (или, в котором радиус кривизны формовочного канала является наименьшим), площадь поперечного сечения множества заменяемых составных элементов формовочного канала может быть меньше, чем площадь поперечного сечения ложа гарнитуры, в отношении по меньшей мере 10:1, по меньшей мере 5:1 или по меньшей мере 2:1.
В данном документе термин «составной элемент ложа гарнитуры» используется для описания элемента, который образует часть всей поверхности формовочного канала или часть участка длины формовочного канала, перпендикулярно длине формовочного канала. При использовании каждый из составных элементов ложа гарнитуры может контактировать с конвейерной лентой (например, в процессе использования конвейерная лента может скользить по каждому из составных элементов ложа гарнитуры). Составные элементы ложа гарнитуры могут быть расположены близко друг к другу при использовании (например, их может разделять расстояние, составляющее менее 20% наименьшей ширины формовочного канала, расстояние, составляющее менее 10% наименьшей ширины формовочного канала, или расстояние, составляющее менее 5% наименьшей ширины формовочного канала. Близкое расположение обеспечивает плавное движение перемещаемой конвейерной ленты вдоль формовочного канала и по составным элементам ложа гарнитуры, а также любым промежуткам между соседними составными элементами ложа гарнитуры. Составные элементы ложа гарнитуры могут быть механически соединены друг с другом механизмом, обеспечивающим возможность относительного перемещения (например, боковые составные элементы ложа гарнитуры могут быть напрямую соединены с центральным составным элементом ложа гарнитуры).
В данном документе термин «облицовочный составной элемент формовочного канала» используется для описания заменяемого элемента, который образует часть всей поверхности формовочного канала или часть участка длины формовочного канала, перпендикулярную длине формовочного канала и соединенного с возможностью отсоединения с основным составным элементом, который остается на месте при замене облицовочного составного элемента формовочного канала.
В контексте данного документа термин «конвейерная лента» обозначает полосу материала, которая уложена вдоль длины формовочного канала и приводится в движение вдоль формовочного канала при использовании с возможностью перемещения на ней полотна оберточного материала и сердцевины. Конвейерная лента также называется гарнитурной лентой или гарнитурой. В данном документе термин «приводной механизм» представляет собой механизированное устройство для приведения конвейерной ленты в движение вдоль формовочного канала. Конвейерная лента может представлять собой бесконечный контур.
В данном документе термин «лапка» используется для описания элемента, который образует поверхность, которая является комплементарной формовочному каналу ложа гарнитуры, выполненную с возможностью взаимодействия с формовочным каналом для обертывания оберточного материала вокруг материала сердцевины при использовании.
В поперечном сечении, перпендикулярном длине формовочного канала, множество заменяемых облицовочных составных элементов формовочного канала меньше, чем множество основных составных элементов, что может давать возможность замены множества заменяемых облицовочных составных элементов формовочного канала без отсоединения конвейерной ленты от остальной части ложа гарнитуры (которое содержит по меньшей мере множество основных составных элементов).
При использовании конвейерная лента может удерживаться под натяжением посредством механизма натяжения ленты, например, натяжного шкива, который может быть установлен с возможностью вращения на смещаемом рычаге. Для замены ложа гарнитуры натяжной механизм можно отпускать для снятия натяжения конвейерной ленты, что позволяет поднимать конвейерную ленту с формовочного канала во время реконфигурирования ложа гарнитуры, после чего конвейерную ленту возвращают в формовочный канал и снова натягивают, опять приводя в действие механизм натяжения ленты.
Имеет место полезная возможность реконфигурирования без необходимости полного удаления одного или более из: ложа гарнитуры, конвейерной ленты и лапки (при ее наличии). Реконфигурирование ложи гарнитуры без полного удаления одного или более из: ложа гарнитуры, конвейерной ленты и лапки может обеспечить возможность более быстрого периодического технического обслуживания оберточного устройства, чем в других случаях, уменьшение времени простоя оберточного механизма и повышение эффективности изготовления. Полезно, что реконфигурирование оберточного механизма без полного удаления ложа гарнитуры или лапки обеспечивает возможность избежать или снизить потребность в сложной повторной сборке или повторной настройке.
Обычно конвейерная лента заменяется чаще, чем известное ложе гарнитуры. Известно, что для уменьшения износа известного формовочного канала ложе гарнитуры выполняют из материала, устойчивого к износу, например, нержавеющей стали, который может быть дополнительно снабжен усиленным покрытием, например, алмазоподобным углеродным покрытием. Обеспечение возможности удобной реконфигурации ложа гарнитуры путем замены облицовочных составных элементов формовочного канала может дать возможность выполнять формовочный канал из материала с меньшей устойчивостью к износу (например, пластмассы), при этом повышенный износ ложа гарнитуры компенсируется реконфигурированием ложа гарнитуры. Полезно, что выполнение формовочного канала из материала с меньшей устойчивостью к износу может снижать износ конвейерной ленты, что позволяет снижать частоту периодического технического обслуживания и уменьшать общее время простоя оберточного устройства.
Полезно, что реконфигурирование ложа гарнитуры может обеспечивать непрерывное использование одного или обоих из конвейерной ленты и ложа гарнитуры, даже в случае изнашивания одного или обоих, что может увеличить время, в течение которого оберточное устройство может эксплуатироваться до того, как возникнет необходимость замены конвейерной ленты. Увеличение времени эксплуатации деталей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Полезно, что реконфигурирование ложа гарнитуры позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой цилиндрической части в пределах более узких допусков.
Далее дополнительно описаны примеры со ссылкой на сопроводительные чертежи, на которых:
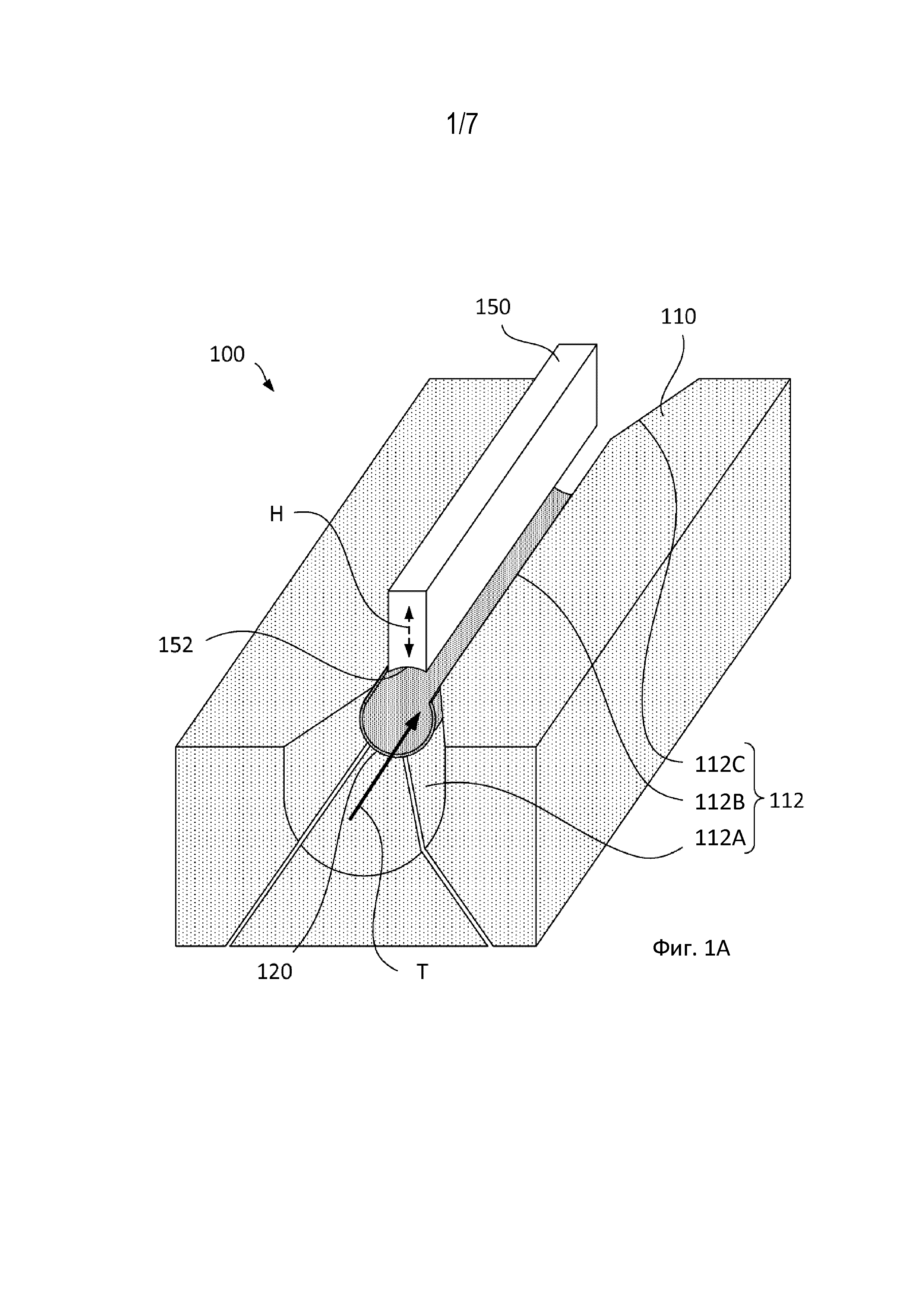
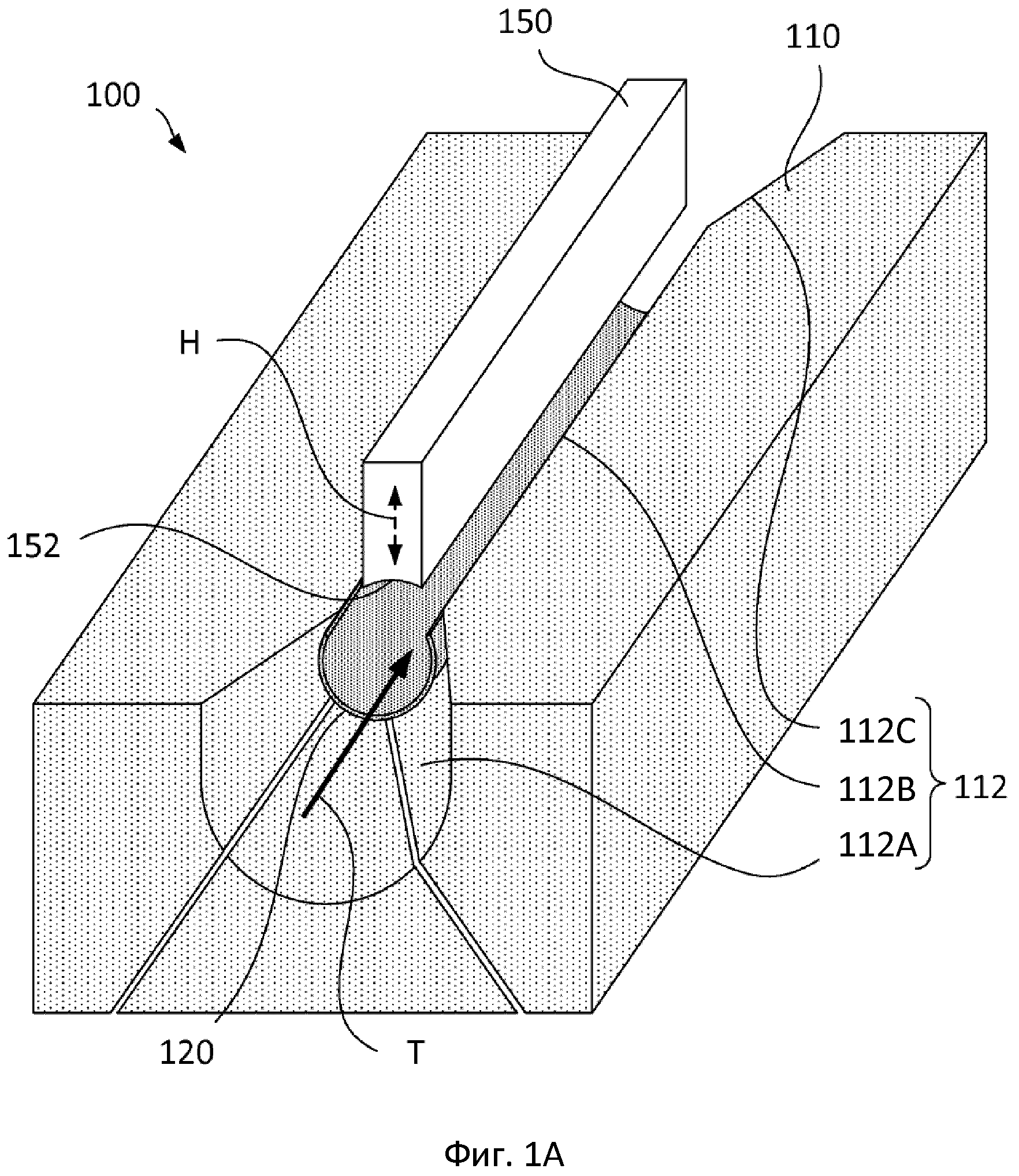
на Фиг. 1А показан вид в перспективе первого реконфигурируемого оберточного устройства;
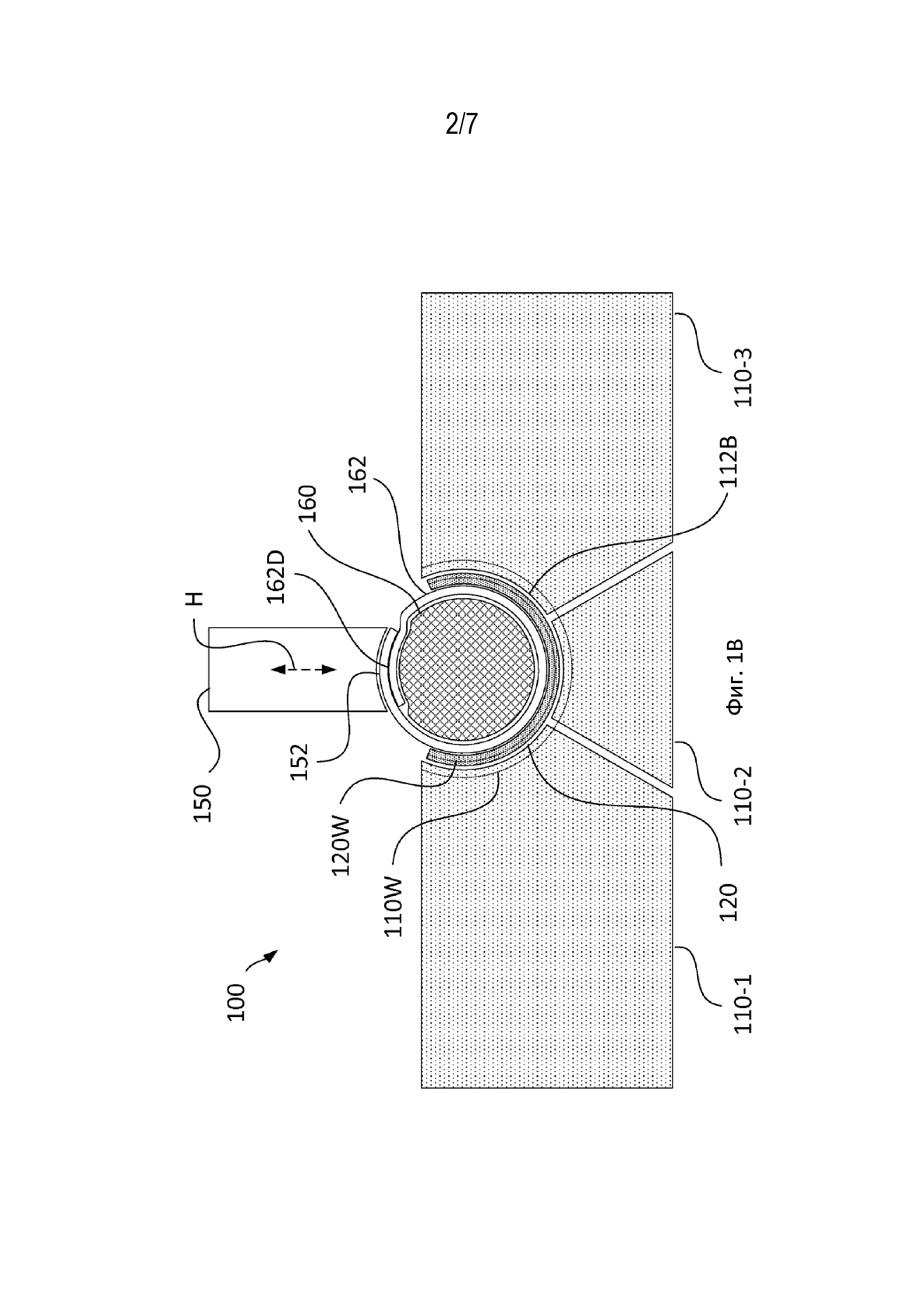
на Фиг. 1B показан вид в поперечном сечении первого реконфигурируемого оберточного устройства в неизношенном состоянии;
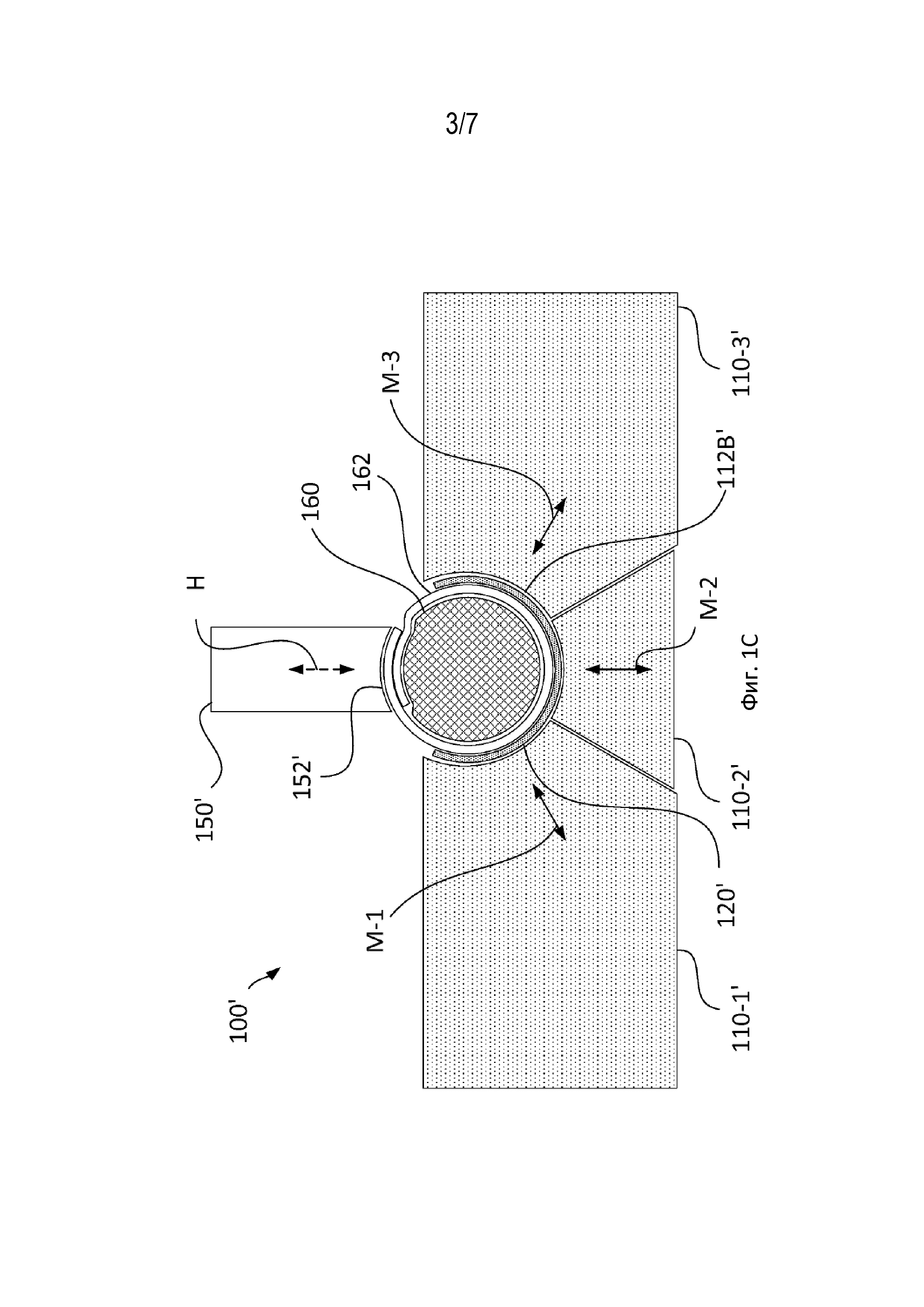
на Фиг. 1C показан вид в поперечном сечении первого реконфигурируемого оберточного после реконфигурирования для компенсации износа;
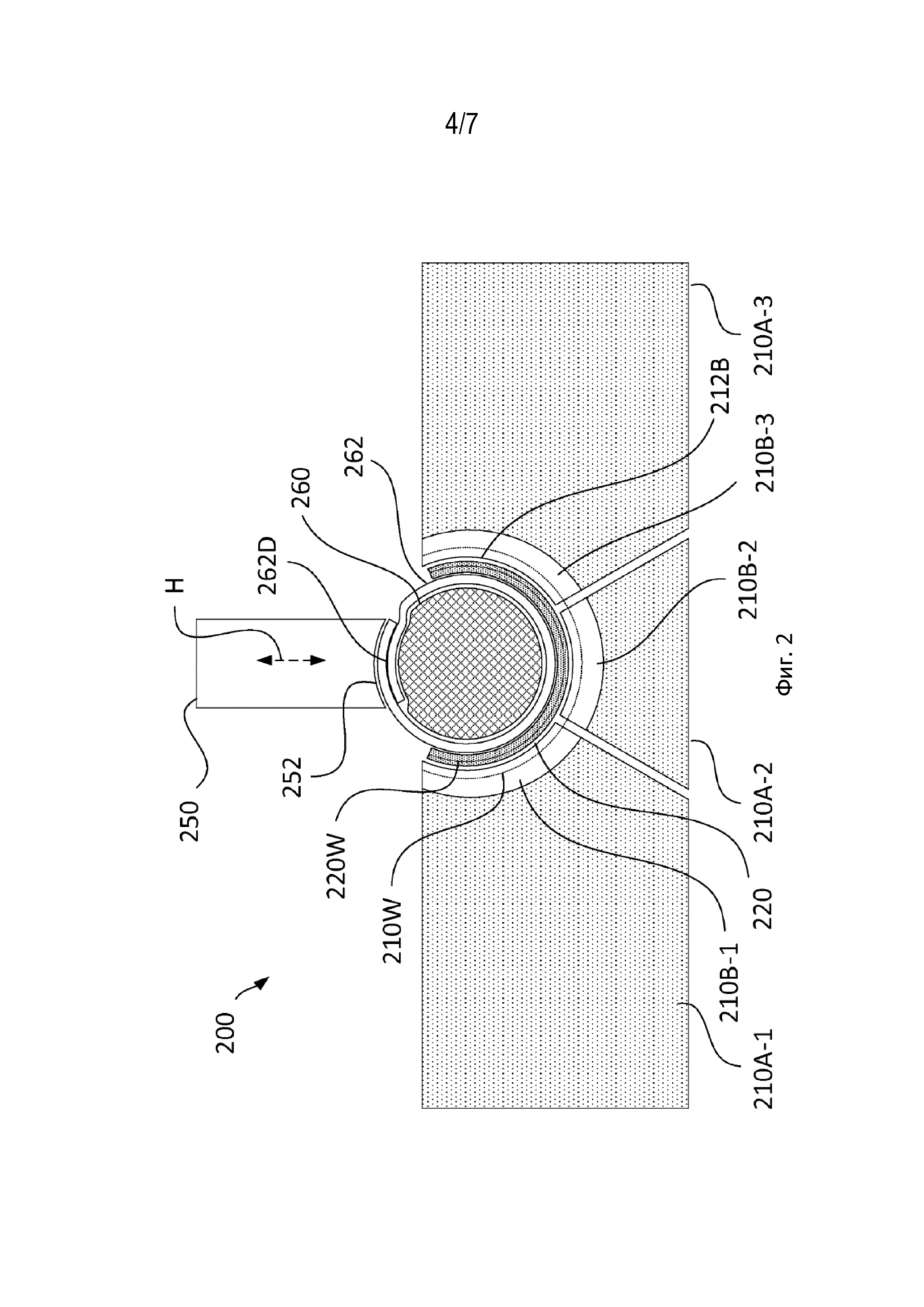
на Фиг. 2 показан вид в поперечном сечении второго реконфигурируемого оберточного устройства в неизношенном состоянии;
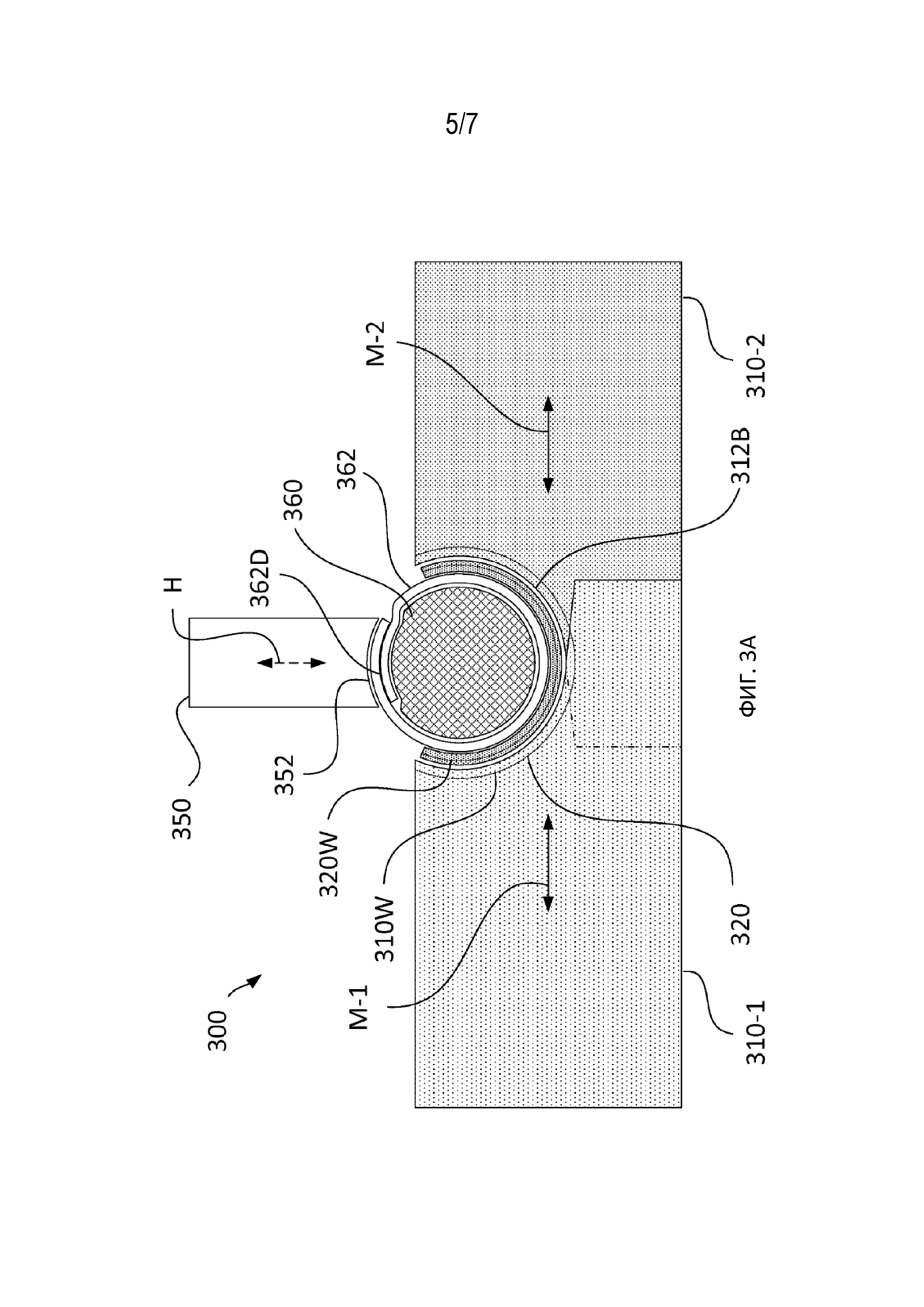
на Фиг. 3А показан вид в поперечном сечении третьего реконфигурируемого оберточного устройства в неизношенном состоянии;
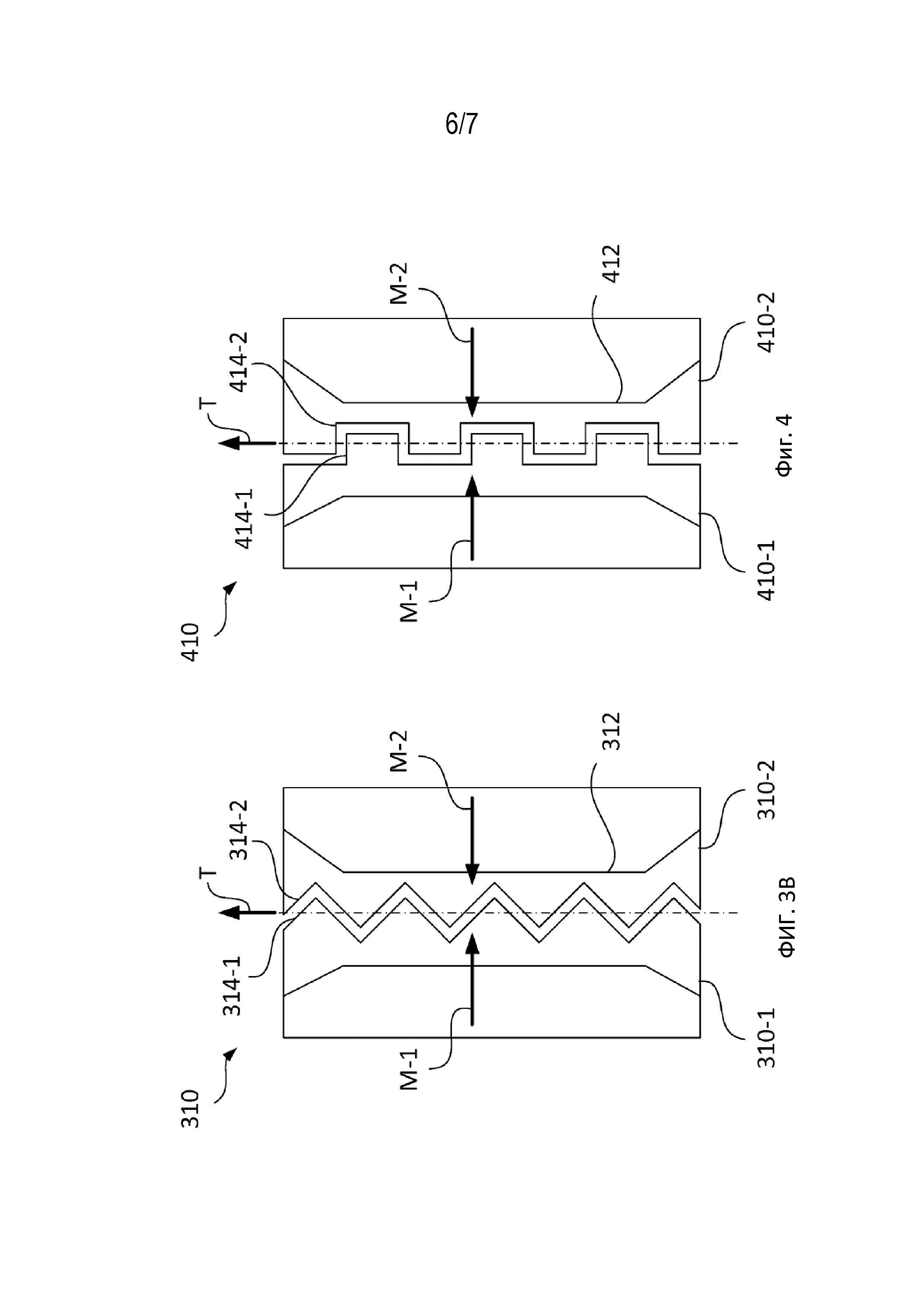
на Фиг. 3B показан вид сверху ложа гарнитуры третьего реконфигурируемого оберточного устройства, показанного на Фиг. 3A;
на Фиг. 4 показан вид сверху ложа гарнитуры четвертого реконфигурируемого оберточного устройства; и
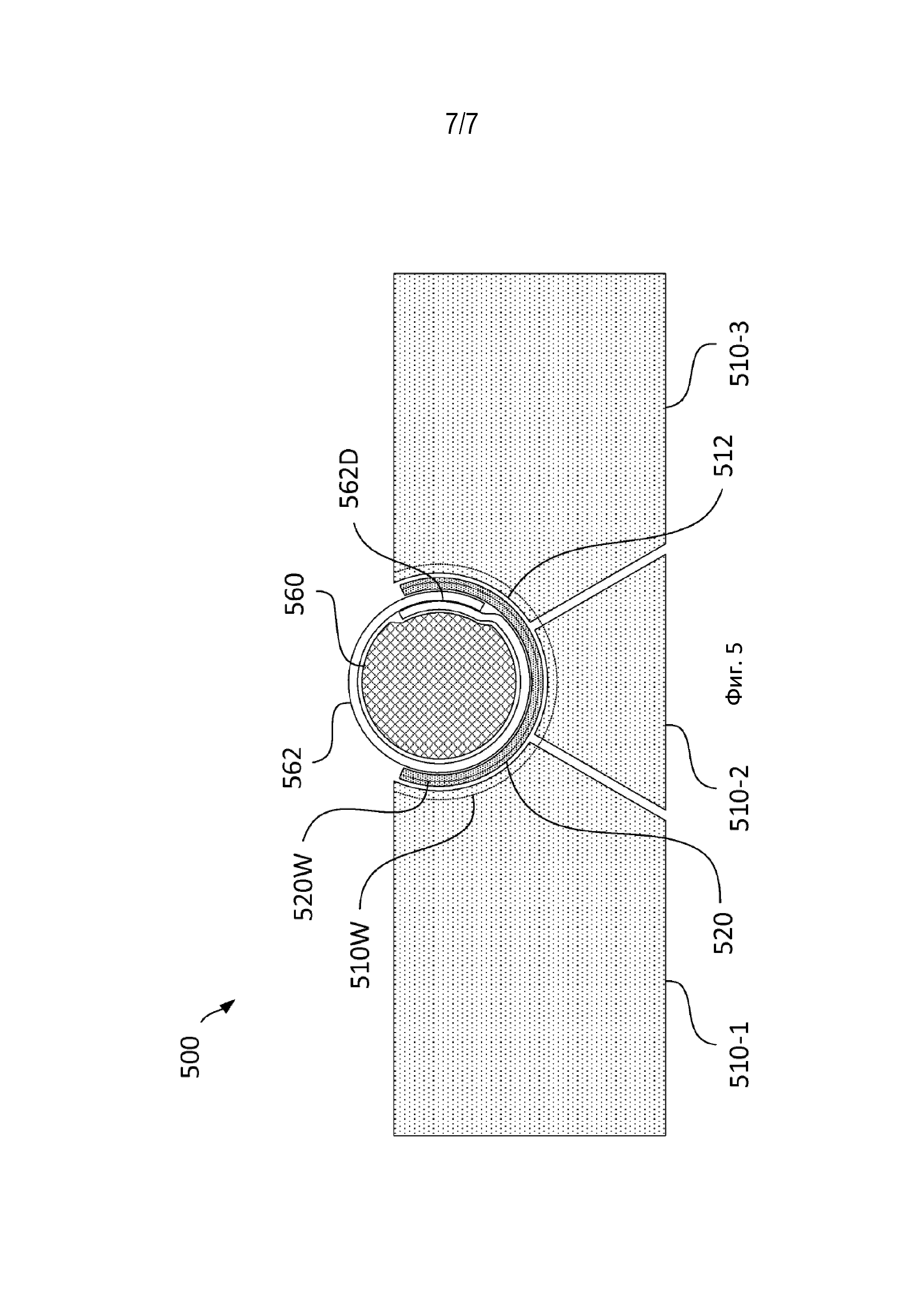
на Фиг. 5 показан вид в поперечном сечении пятого реконфигурируемого оберточного устройства в неизношенном состоянии.
Сходные номера позиций повсеместно относятся к сходным элементам. В описанных примерах сходные элементы обозначены аналогичными номерами, хотя в некоторых случаях они имеют один или более номеров, отличающихся друг от друга на величину, кратную 100. Например, на разных фигурах для обозначения реконфигурируемого оберточного устройства используются номера 100, 200, 300 и 500.
На Фиг. 1А показан вид в перспективе первого реконфигурируемого оберточного устройства 100. На Фиг. 1B показан вид в поперечном сечении первого реконфигурируемого оберточного устройства 100 с конвейерной лентой 120 и ложем гарнитуры 110 в неизношенном состоянии. На Фиг. 1C показано первое реконфигурируемое оберточное устройство 100’ после реконфигурирования для компенсации износа конвейерной ленты 120’ и ложа гарнитуры 110’.
Реконфигурируемое оберточное устройство 100 содержит ложе гарнитуры 110 с формовочным каналом 112, проходящим вдоль его длины. Конвейерная лента 120 проходит вдоль поверхности формовочного канала 112, и оба открыты вдоль длины формовочного канала, при этом открытая сторона обращена к удлиненной лапке 150.
В показанном ложе гарнитуры 110 формовочный канал 112 имеет впускную секцию 112А, среднюю секцию 112В и выпускную секцию 112С. Средняя секция 112B имеет постоянный радиус кривизны вдоль своей длины. Впускная секция 112A сужается книзу в сторону от впуска формовочного канала 112 и в направлении средней секции 112B. Выпускная секция 112C расширяется наружу в направлении выпуска и в направлении от средней секции 112C.
Конвейерная лента 120 может представлять собой бесконечную ленту, и на Фиг. 1A изображена только часть конвейерной ленты, представляющая собой часть внутри средней секции 112B формовочного канала 112. Предусмотрен приводной механизм (не показан) для приведения конвейерной ленты 120 в движение вдоль формовочного канала 112 в направлении T транспортировки. Лапка 150 имеет вогнутую поверхность 152 в поперечном сечении, перпендикулярном длине формовочного канала 112, которая обращена к открытой стороне формовочного канала 112. Расположение и форма формовочного канала 112, конвейерной ленты 120 и вогнутой поверхности 152 лапки 150 выполнены таким образом, чтобы обеспечивать возможность приема по существу цилиндрического элемента, например, в целом цилиндрической сердцевины 160, обернутой в оберточную бумагу 162. Несмотря на ее присутствие в оберточном устройстве 100 на Фиг. 1А, удлиненная лапка 150 является необязательной и может отсутствовать (например, как показано на Фиг. 5).
Ложе гарнитуры 110 выполнено с возможностью реконфигурирования путем изменения размера формовочного канала 112.
Ложе гарнитуры 110 представляет собой композитную конструкцию, имеющую составные элементы 110-1, 110-2 и 110-3 ложа гарнитуры, каждый из которых образует часть формовочного канала 212. Составные элементы ложа гарнитуры 110-1, 110-2 и 110-3 могут быть соединены с общей опорой (не показана). Конвейерная лента 120 находится в контакте с составными элементами ложа гарнитуры 110-1, 110-2 и 110-3 и скользит вдоль них при использовании.
Как показано на Фиг. 2, каждый из составных элементов 110-1, 110-2 и 110-3 ложа гарнитуры может иметь заменяемый облицовочный составной элемент формовочного канала (не показан на Фиг. 1A-1C), который соединен с возможностью отсоединения с соответствующим основным составным элементом, при этом формовочный канал образован облицовочными составными элементами формовочного канала.
Расположение и форма формовочного канала 112, конвейерной ленты 120 и вогнутой поверхности 152 лапки 150 (если она присутствует) выполнены таким образом, чтобы обеспечивать возможность формирования и транспортировки по существу цилиндрического элемента, перемещаемого на конвейерной ленте, например, в целом цилиндрической сердцевины 160, обернутой в оберточную бумагу 162. При использовании приводной механизм конвейера приводит конвейерную ленту 120 в движение вдоль канала 112 в направлении T транспортировки (указано на Фиг. 1A), оберточная бумага 162 принимается на конвейерную ленту 120 и проходит вдоль нее, сердцевина 160 принимается на оберточную бумагу, и оберточная бумага обертывается вокруг сердцевины. Когда конвейерная лента 120 протягивает оберточную бумагу 162 и сердцевину 160 вдоль впускной секции 112А и средней секции 112В формовочного канала 112, оберточная бумага постепенно обертывается вокруг сердцевины, после чего обернутая сердцевина выходит из формовочного канала вдоль выпускной секции 112С. При прохождении вдоль формовочного канала 112 (например, в средней секции 112B) оберточная бумага 162 заклеивается вокруг сердцевины 160.
В показанном реконфигурируемом оберточном узле 100 проиллюстрированная лапка 150 имеет постоянную форму поперечного сечения вдоль своей длины и проходит вдоль средней секции 112B формовочного канала 112. Однако для улучшения характеристик обертывания лапка 150 может иметь форму, которая изменяется вдоль длины формовочного канала 112. Тем не менее, лапка 150 может проходить вдоль части длины или по всей длине впускной секции 112А, части или по всей длине средней секции 112В, части или по всей длине выпускной секции 112С, или она может проходить вдоль части или всех из комбинации смежных секций 112А, 112В, 112С формовочного канала 112.
Во время изготовления, когда оберточная бумага 162 обернута вокруг сердцевины 160, двухслойный участок 162D может проходить вдоль вогнутой поверхности 152 лапки 150 (или, аналогично, двухслойный участок 562B может проходить вдоль вогнутой поверхности формовочного канала 512, как показано на Фиг. 5).
Между слоями в двухслойном участке 162D может быть предусмотрен адгезив, и адгезия может обеспечиваться за счет контакта между двухслойным участком и одним или обоими из конвейерной ленты 120 и формовочного канала 112. В альтернативном варианте осуществления или дополнительно между слоями в двухслойном участке 162D может быть предусмотрен термоотверждающийся адгезив. По меньшей мере часть вогнутой поверхности 152 лапки 150 (или поверхности формовочного канала 512 в компоновке, представленной на Фиг. 5) может быть снабжена нагревательной областью (не показана), которая нагревает двухслойный участок 162D для высушивания или плавления адгезива между слоями, и при необходимости вогнутая поверхность 152 лапки 150 (или поверхность канала 512 в компоновке, представленной на Фиг. 5) может также быть снабжена охлаждающей областью (не показана) для охлаждения адгезива.
По мере использования конвейерная лента 120 может истончаться в результате износа, например, изнашиваться до пунктирной линии, обозначенной позицией 120W. В альтернативном варианте осуществления или дополнительно поверхность формовочного канала 112 может изнашиваться в результате контакта с конвейерной лентой 120, например, изнашиваться до пунктирной линии, обозначенной позицией 110W.
Когда пользователь или устройство автоматизированного контроля (не показано) обнаруживает одно или оба из изношенного ложа гарнитуры 110 и изношенной конвейерной ленты 120’ (каждое из которых изношено только в соответствующих допустимых пределах износа), составные элементы ложа гарнитуры 110-1’, 110-2’ и 110-3’ могут быть перемещены внутрь (или наружу) М-1, М-2 и М-3 для реконфигурирования формовочного канала 112’ с целью компенсации износа. Лапка 150 также может быть перемещена внутрь Н для дополнительной компенсации износа. Составные элементы ложа гарнитуры 110-1’, 110-2’ и 110-3’ и лапка 150 могут перемещаться радиально относительно центральной оси, проходящей вдоль сердцевины 160.
В случае обнаружения износа конвейерной ленты 120, составных элементов ложа гарнитуры 110-1, 110-2 и 110-3 или как конвейерной ленты, так и секций ложа гарнитуры и при возможности дальнейшего использования конвейерной ленты составные элементы ложа гарнитуры 110-1, 110-2 и 110-3 могут быть перемещены внутрь M-1, M-2 и M-3 для компенсации износа конвейерной ленты, например, перемещены внутрь для обеспечения меньшего диаметра в средней секции 112B.
В случае обнаружения износа конвейерной ленты 120 и замены конвейерной ленты составные элементы 110-1, 110-2 и 110-3 ложа гарнитуры могут быть перемещены M-1, M-2 и M-3 наружу для компенсации замены изношенной конвейерной ленты, например, перемещены наружу для обеспечения большего диаметра в средней секции 112B. Кроме того, высоту лапки 150 (если присутствует) над основанием формовочного канала 112 (например, в средней секции 112B) можно регулировать, H, в соответствии с реконфигурированием ложа гарнитуры 110 и в соответствии с износом конвейерной ленты 120.
Реконфигурирование ложа гарнитуры может обеспечивать возможность непрерывного использования одного или обоих из конвейерной ленты и ложа гарнитуры, даже в случае изнашивания одного или обоих, что может увеличить время, в течение которого оберточное устройство может эксплуатироваться до того, как возникнет необходимость замены конвейерной ленты или формовочного канала. Увеличение времени эксплуатации деталей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Перемещение одной или более основных секций ложа гарнитуры позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой сердцевины в пределах более узких допусков.
На Фиг. 2 показан вид в поперечном сечении второго реконфигурируемого оберточного устройства 200 в неизношенном состоянии, которое в целом подобно первому реконфигурируемому оберточному устройству 100, представленному на Фиг. 1A.
Второе реконфигурируемое оберточное устройство 200 отличается от первого реконфигурируемого оберточного устройства 100 подвижными составными элементами ложа гарнитуры 210, каждый из которых представляет собой композитную конструкцию, содержащую основные составные элементы 210A-1, 210A-2 и 210A-2 и заменяемые облицовочные составные элементы формовочного канала 210B-1, 210B-2 и 210B-3, каждый из которых соединен с возможностью отсоединения с соответствующим основным составным элементом, при этом удлиненный формовочный канал 212 формируется совокупностью облицовочных составных элементов формовочного канала.
Расположение и форма формовочного канала 212, конвейерной ленты 220 и вогнутой поверхности 252 лапки 250 выполнены таким образом, чтобы обеспечивать возможность формирования и транспортировки по существу цилиндрического элемента, например, цилиндрической сердцевины 260, обернутой в оберточную бумагу 262, аналогично первому реконфигурируемому оберточному механизму 100, показанному на Фигурах 1A-1C.
По мере использования конвейерная лента 220 может истончаться в результате износа, например, изнашиваться до пунктирной линии, обозначенной позицией 220W. В альтернативном варианте осуществления или дополнительно поверхность формовочного канала 212 может изнашиваться в результате контакта с конвейерной лентой 220, при этом, например, облицовочные составные элементы формовочного канала 210B-1, 210B-2 и 210B-2 изнашиваются до пунктирной линии, обозначенной позицией 210W.
Когда пользователь или устройство автоматизированного контроля (не показано) обнаруживает одно или оба из изношенного ложа гарнитуры 210 и изношенной конвейерной ленты 220, составные элементы ложа гарнитуры 210A-1, 210A-2 и 210A-3 могут быть перемещены внутрь для реконфигурирования формовочного канала 212 для компенсации износа. Лапка 250 также может быть перемещена внутрь Н для дополнительной компенсации износа.
Реконфигурирование ложа гарнитуры может обеспечивать возможность непрерывного использования одного или обоих из конвейерной ленты и ложа гарнитуры, даже в случае изнашивания одного или обоих, что может увеличить время, в течение которого оберточное устройство может эксплуатироваться до того, как возникнет необходимость замены конвейерной ленты или формовочного канала. Увеличение времени эксплуатации деталей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Перемещение одного или более составных элементов ложа гарнитуры позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой сердцевины в пределах более узких допусков.
Замена одного или более составных элементов формовочного канала позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой сердцевины в пределах более узких допусков.
На Фиг. 3A показан вид в поперечном сечении третьего реконфигурируемого оберточного устройства 300 в неизношенном состоянии, а на Фиг. 3B показан вид сверху ложа гарнитуры 310 по Фиг. 3A.
Оберточное устройство 300 содержит ложе гарнитуры 310 с формовочным каналом 312, проходящим вдоль его длины. Конвейерная лента 320 проходит вдоль поверхности формовочного канала 312, и оба открыты вдоль длины формовочного канала, при этом открытая сторона обращена к удлиненной лапке 350. Конвейерная лента 320 может представлять собой бесконечную ленту. Для приведения конвейерной ленты 320 в движение вдоль формовочного канала 312 в направлении T транспортировки предусмотрен приводной механизм (не показан).
Лапка 350 имеет вогнутую поверхность 352 в поперечном сечении перпендикулярно длине формовочного канала 312, которая обращена к открытой стороне формовочного канала 312. Расположение и форма формовочного канала 312, конвейерной ленты 320 и вогнутой поверхности 352 лапки 350 выполнены таким образом, чтобы обеспечивать возможность формирования и транспортировки по существу цилиндрического обернутого стержня, например, в целом сердцевины 360, обернутой в оберточную бумагу 362.
Третье ложе гарнитуры 310 представляет собой композитную конструкцию, имеющую составные элементы 310-1 и 310-2, каждый из которых образует часть формовочного канала 312. Составные элементы ложа гарнитуры 310-1 и 310-2 могут быть соединены с общей опорой (не показана). Каждый из составных элементов 310-1 и 310-2 может иметь заменяемый облицовочный составной элемент формовочного канала (не показан), который соединен с возможностью отсоединения с соответствующим основным составным элементом, при этом формовочный канал образован облицовочными составными элементами формовочного канала.
Расположение и форма формовочного канала 312, конвейерной ленты 320 и вогнутой поверхности 352 лапки 350 выполнены таким образом, чтобы обеспечивать возможность формирования и транспортировки по существу цилиндрического элемента, например, цилиндрической сердцевины 360, обернутой в оберточную бумагу 362, аналогично первому реконфигурируемому оберточному механизму 100, показанному на Фигурах 1A-1C.
При непрерывном использовании конвейерная лента 320 может истончаться в результате износа, например, изнашиваться до пунктирной линии, обозначенной позицией 320W. В альтернативном варианте осуществления или дополнительно поверхность формовочного канала 312 может изнашиваться в результате контакта с конвейерной лентой 320, например, изнашиваться до пунктирной линии, обозначенной позицией 310W.
Когда пользователь или устройство автоматизированного контроля (не показано) обнаруживает одно или оба из изношенного ложа гарнитуры 310 и конвейерной ленты 420, составные элементы ложа гарнитуры 310-1 и 310-2 могут быть перемещены внутрь M-1 и M-2 для реконфигурирования формовочного канала 312 для компенсации износа. Лапка 450 также может быть перемещена внутрь Н для дополнительной компенсации износа.
В третьем показанном реконфигурируемом оберточном устройстве 300 подвижные составные элементы 310-1 и 310-2 выполнены с возможностью перемещения внутрь (или наружу) и параллельно друг другу, и перпендикулярно к перемещению H лапки 350 (например, каждая из секций ложа гарнитуры 310-1 и 310-2 и лапка 350 может перемещаться радиально по отношению к центральной оси, проходящей вдоль сердцевины 360). Однако подвижные части оберточного устройства могут, в альтернативном варианте осуществления, быть выполнены с возможностью перемещения внутрь под разными углами (например, в симметричной компоновке).
Реконфигурирование ложа гарнитуры может обеспечивать возможность непрерывного использования одного или обоих из конвейерной ленты и ложа гарнитуры, даже в случае изнашивания одного или обоих, что может увеличить время, в течение которого оберточное устройство может эксплуатироваться до того, как возникнет необходимость замены конвейерной ленты или формовочного канала. Увеличение времени эксплуатации деталей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Перемещение одного или более составных элементов ложа гарнитуры позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой сердцевины в пределах более узких допусков.
Замена одного или более облицовочных составных элементов формовочного канала позволяет поддерживать как по существу цилиндрическую форму, так и площадь поперечного сечения обернутой сердцевины в пределах более узких допусков.
Как показано на Фиг. 3B, на поверхности 312 формовочного канала обращенные друг к другу кромки 314-1 и 314-2 составных элементов 310-1 и 310-2 ложа гарнитуры (или композитных элементов ложа гарнитуры, каждый из которых содержит основной составной элемент и облицовочный составной элемент формовочного канала) могут иметь встречно-гребенчатую конфигурацию зубцов, позволяющую перемещать составные элементы ложа гарнитуры внутрь (или наружу). Зубцы вдоль обращенных друг к другу кромок 314-1 и 314-2 остаются чередующимися с перекрыванием, что обеспечивает улучшенную поддержку конвейерной ленты 320, материала в форме полотна и сердцевины. Обращенные друг к другу кромки могут иметь комплементарные кромки зубчатой формы.
Подвижные секции 110-1, 110-2, 110-3, 210-1 и 210-2 других реконфигурируемых оберточных устройств 100 и 200 могут быть дополнительно выполнены со встречно-гребенчатой компоновкой зубцов вдоль их обращенных друг к другу кромок на поверхности 112, 212 формовочного канала.
На Фиг. 4 показано четвертое композитное ложе 410 гарнитуры, имеющее секции 410-1 и 410-2 ложа гарнитуры, которые в целом подобны композитному ложу гарнитуры 310, проиллюстрированному на Фиг. 3A и 3B.
Ложе гарнитуры 410, проиллюстрированное на Фиг. 4, отличается от ложа гарнитуры 310, изображенного на Фиг. 3A и 3B, тем, что обращенные друг к другу встречно-гребенчатые кромки 414-1 и 414-2 имеют комплементарные зубчатые формы.
Узлы 100, 200, 300 и 400 формовочного канала, изображенные на Фиг. 1A-4, имеют одну, две или три секции, каждая из которых образует часть поверхности формовочного канала. В альтернативном варианте осуществления ложе гарнитуры может иметь большее количество секций, каждая из которых образует часть поверхности формовочного канала.
Каждое из реконфигурируемых оберточных устройств 100, 200 и 300, проиллюстрированных на Фиг. 1A-3A, содержит удлиненную лапку 150, 250 и 350. Тем не менее, в альтернативном варианте осуществления, удлиненная лапка может отсутствовать в реконфигурируемых оберточных механизмах.
На Фиг. 5 показан вид в поперечном сечении пятого реконфигурируемого оберточного устройства 600 в неизношенном состоянии, которое в целом подобно первому реконфигурируемому оберточному устройству 100, представленному на Фиг. 1A-1C.
Пятое реконфигурируемое оберточное устройство 500 отличается от первого реконфигурируемого оберточного устройства 100 отсутствием удлиненной лапки 150.
Формовочный канал 512 и конвейерная лента 520 выполнены в форме, обеспечивающей возможность формирования и транспортировки по существу цилиндрического элемента, перемещаемого на конвейерной ленте, например, в целом цилиндрической сердцевины 560, оборачиваемой в оберточную бумагу 562. При использовании, приводной механизм приводит конвейерную ленту 520 в движение вдоль формовочного канала 512 (например, в направлении T транспортировки, как указано на Фиг. 1A), оберточная бумага 562 принимается на конвейерную ленту 520 и проходит вдоль нее, сердцевина 560 принимается на оберточную бумагу, и оберточная бумага оборачивается вокруг сердцевины.
Во время изготовления, когда оберточная бумага 562 обернута вокруг сердцевины 560, двухслойный участок 562D может проходить вдоль вогнутой поверхности формовочного канала 512. Между слоями в двухслойном участке 562D может быть предусмотрен адгезив, и адгезия может обеспечиваться за счет контакта между двухслойным участком и одним или обоими из конвейерной ленты 520 и формовочного канала 512. В альтернативном варианте осуществления или дополнительно между слоями в двухслойном участке 562D может быть предусмотрен термоотверждающийся адгезив. По меньшей мере часть вогнутой поверхности формовочного канала 512 может быть оснащена областью нагрева (не показана), которая нагревает двухслойный участок 562D с обеспечением высыхания или плавления адгезива, и формовочный канал 512 необязательно может быть снабжен охлаждающей областью (не показана) для охлаждения двухслойного участка.
По мере использования конвейерная лента 520 может истончаться в результате износа, например, изнашиваться до пунктирной линии, обозначенной позицией 520W. Альтернативно или дополнительно заменяемая облицовка формовочного канала 510B может изнашиваться в результате контакта с конвейерными лентами 520, например, изнашиваться до пунктирной линии, обозначенной позицией 510W.
Когда пользователь или устройство автоматизированного контроля (не показано) обнаруживает одно или оба из изношенного ложа гарнитуры 510 и изношенной конвейерной ленты 520 (каждое из которых изношено только в соответствующих допустимых пределах износа), составные элементы ложа гарнитуры 510-1, 510-2 и 510-3 могут быть перемещены внутрь (или наружу) М-1, М-2 и М-3 для реконфигурирования формовочного канала 512 для компенсации износа. Составные элементы ложа гарнитуры 510-1, 510-2 и 510-3 могут перемещаться радиально относительно центральной оси, проходящей вдоль сердцевины 560.
В случае обнаружения износа конвейерной ленты 520, составных элементов ложа гарнитуры 510-1, 510-2 и 510-3 или как конвейерной ленты, так и секций ложа гарнитуры и при возможности дальнейшего использования конвейерной ленты составные элементы ложа гарнитуры 510-1, 510-2 и 510-3 могут быть перемещены внутрь M-1, M-2 и M-3 для компенсации износа конвейерной ленты, например, перемещены внутрь для обеспечения меньшего диаметра в средней секции 512B.
В случае обнаружения износа конвейерной ленты 520 и замены конвейерной ленты составные элементы ложа гарнитуры 510-1, 510-2 и 510-3 могут быть перемещены наружу на M-1, M-2 и M-3 для компенсации замены изношенной конвейерной ленты, например, перемещены наружу для обеспечения большего диаметра в средней секции 512B.
Реконфигурирование ложа гарнитуры может обеспечивать возможность непрерывного использования одного или обоих из ленты и ложа гарнитуры даже в случае изнашивания обоих, что может увеличить время, в течение которого оберточное устройство может эксплуатироваться до того, как возникнет необходимость замены ленты или формовочного канала. Увеличение времени эксплуатации деталей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Благодаря реконфигурированию обеспечивается возможность поддержания по существу цилиндрической формы и площади поперечного сечения обернутой сердцевины в пределах более узких допусков.
Графические материалы, представленные в данном документе, являются схематическими и выполнены не в масштабе.
По всему описанию и в формуле изобретения в настоящей заявке слова «содержать» и «содержащий» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения (и не исключают) других частей, добавок, компонентов, целых чисел или этапов. По всему описанию и в формуле изобретения в настоящей заявке единственное число включает в себя множественное число, если контекст не требует иного. В частности, если используется единственное число, то настоящее описание следует рассматривать как подразумевающее множественное число наряду с единственным числом, если контекст не требует иного.
Признаки, целые числа, характеристики, соединения, химические вещества или группы, описанные в отношении конкретного аспекта, варианта осуществления или примера настоящего изобретения, следует рассматривать как применимые к любому другому аспекту, варианту осуществления или примеру, описанному в настоящем документе, за исключением несовместимых с ним. Все признаки, раскрытые в настоящей заявке (включая любые прилагаемые: формулу изобретения, реферат и графические материалы), и/или все этапы любого способа или процесса, таким образом раскрытые, могут быть объединены в любой комбинации, за исключением комбинаций, в которых по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Настоящее изобретение не ограничивается подробностями каких-либо описанных выше вариантов осуществления. Настоящее изобретение распространяется на любой новый признак или любую новую комбинацию признаков, раскрытых в настоящем описании (включая любые пункты прилагаемой формулы изобретения, реферат и графические материалы), или на любой новый этап или любую новую комбинацию этапов любого способа или процесса, раскрытых в нем.
Обращаем внимание читателя на все публикации и документы, которые были опубликованы в связи с данной областью применения одновременно с настоящим описанием или раньше него и являются общедоступными для ознакомления вместе с настоящим описанием, причем содержание всех таких публикаций и документов включено в настоящее описание посредством ссылки.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения

