Результат интеллектуальной деятельности: Способ асимметричной прокатки полосы из алюминиевого сплава Д16 (варианты)
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности, к способам изготовления полос из алюминиевого сплава Д16, и может быть использовано в авиакосмической технике и транспортном машиностроении.
Известен также способ производства листов при рассогласовании окружных скоростей валков до 6,0-12,0%. Способ позволяет снизить силу прокатки и применяется при производстве толстых и тонких листов, но особенно эффективен при холодной прокатке тонких листов на низких очагах деформации (см. Рудской А.И., Лунев В.А. Теория и технология прокатного производства: Учеб. пособие. СПб.: Наука, 2005. - с. 87-91).
Недостатком данного способа является невозможность получения листов с пониженной твердостью из-за малой степени асимметрии при прокатке.
Наиболее близким аналогом к заявляемому способу является способ производства холоднокатаной полосы, включающий холодную прокатку полосы в валках при рассогласовании их окружных скоростей, причем холодную прокатку осуществляют в валках с шероховатостью 6,0-12,0 мкм Ra, окружную скорость которых задают из условия:
V1≥2V2,
где: V1 - окружная скорость первого валка, м/с;
V2 - окружная скорость второго валка, м/с, при этом прокатку полосы ведут до суммарной степени деформации 75-95% с единичной степенью деформации не менее 50% (см. патент РФ №2542212, В21В 1/28).
Недостатком данного способа является то, что при холодной прокатке с рассогласованием окружных скоростей валков из условия V1≥2V2 и при заданной шероховатости 6,0-12,0 мкм Ra создается по всему сечению полосы интенсивная сдвиговая деформация, способствующая повышению прочностных свойств и твердости. При этих условиях невозможно получить листы с пониженной твердостью.
Техническая проблема, решаемая изобретением, заключается в получении тонких полос из алюминиевого сплава Д16 с пониженной твердостью.
Технический результат, обеспечивающий решение поставленной проблемы, заключается в создании условий в очаге деформации, обеспечивающих получение фрагментированной структуры металла вследствие больших сдвиговых деформаций при асимметричной прокатке за один проход.
Поставленная задача решается тем, что в известном способе прокатки полосы из алюминиевого сплава Д16, включающем холодную прокатку полосы в двух валках при рассогласовании их окружных скоростей, согласно изменению, прокатку осуществляют за один проход при обжатии ε=12-35%, при этом окружные скорости валков задают из соотношения:  где V2 - нижний рабочий валок, V1 - верхний рабочий валок. Технический результат достигается и по второму способу асимметричной прокатки полосы из алюминиевого сплава Д16, включающему холодную прокатку полосы в двух валках при рассогласовании их окружных скоростей, согласно изменению, прокатку осуществляют за один проход прокатку осуществляют за один проход при обжатии ε=36-80%, при этом окружные скорости валков задают из соотношения:
где V2 - нижний рабочий валок, V1 - верхний рабочий валок. Технический результат достигается и по второму способу асимметричной прокатки полосы из алюминиевого сплава Д16, включающему холодную прокатку полосы в двух валках при рассогласовании их окружных скоростей, согласно изменению, прокатку осуществляют за один проход прокатку осуществляют за один проход при обжатии ε=36-80%, при этом окружные скорости валков задают из соотношения:  где V2 - нижний рабочий валок, V1 - верхний рабочий валок.
где V2 - нижний рабочий валок, V1 - верхний рабочий валок.
В заявляемом способе окружные скорости валков, задаваемые из соотношений, и степень деформации, приведенных в формуле изобретения, позволяют создать необходимые условия в очаге деформации, способствующие значительным сдвиговым деформациям в металле при асимметричной прокатке за один проход, а также приводящие к разогреву металла.
Осуществлять холодную прокатку полосы из алюминиевого сплава Д16 по первому варианту за один проход в валках с рассогласованием их окружных скоростей менее чем в 3,8 раза с единичной степенью деформации менее 12% нецелесообразно, так как при этом снижается интенсивность сдвиговой деформации, не происходит достаточного разогрева металла, а следовательно, это приведет к росту твердости металла.
При рассогласовании окружных скоростей более 4,2 раз и менее 4,8 с обжатием свыше 35% за один проход будет происходить повышение твердости из-за значительного упрочнения металла.
Во втором варианте осуществления способа по изобретению обжатия составляют ε=36-80%. В этом случае помимо больших сдвиговых деформаций происходит дополнительный разогрев металла, при котором начинаются процессы динамической рекристаллизации, обеспечивающие снижение твердости.
При рассогласовании окружных скоростей более 4,2 раз и менее 4,8 с обжатием меньше 36% за один проход будет происходить повышение твердости из-за значительного упрочнения металла и недостаточного разогрева металла.
При рассогласовании окружных скоростей более 5,2 раз и обжатием свыше 80% за один проход будет происходить чрезмерный разогрев металла, вплоть до его расплавления.
Совокупность признаков заявляемого способа позволяет обеспечить интенсификацию процесса фрагментирования зерен металла за счет действия больших сдвиговых деформаций в процессе асимметричной прокатки.
Способ асимметричной прокатки алюминиевого сплава Д16 осуществляют следующим образом. Предварительно исходя из конечной толщины изделия задают степень обжатия заготовки. В соответствии с формулой изобретения нижнему и верхнему валку задают разные окружные скорости. В рабочие валки подают заготовку из алюминиевого сплава Д16 и прокатывают ее за один проход.
Примеры реализации способа.
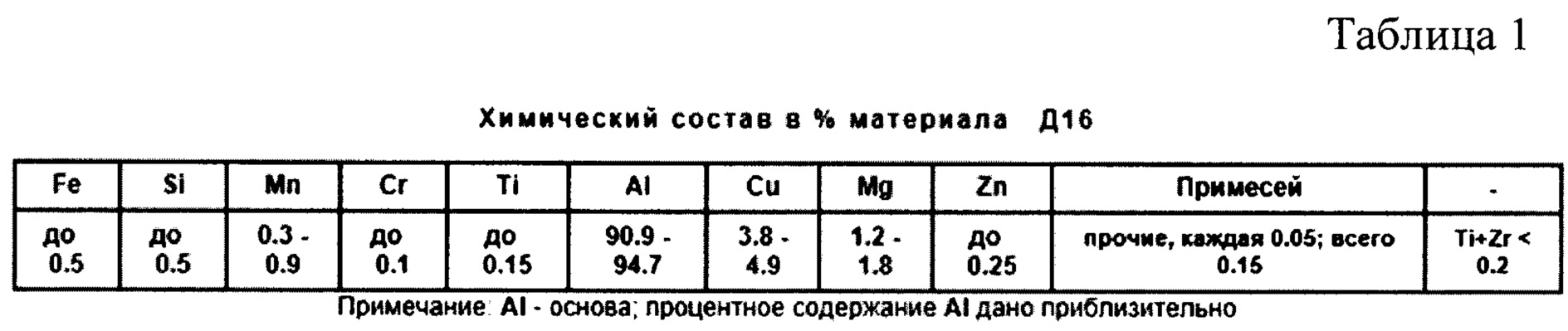
Химический состав дюралюминия Д16 регламентирован требованиями ГОСТ 4784-97 и приведен в табл. 1.
Прокатку осуществляли на опытно-экспериментальном стане ДУО без смазки. Листовые заготовки сплава Д16 имели исходные размеры: толщина 6 мм, ширина 25 мм, длина 100 мм. Основные параметры прокатки образцов представлены в таблице 2.
На первом этапе проводили симметричную прокатку листовой заготовки за один проход со скоростью 5/5 об/мин (опыт.1-6). Максимальное обжатие, при котором образец разрушился, составило 48%. Усилие прокатки при этом составило 46,38 т.
Далее были проведены 12 экспериментов, в которых осуществляли асимметричную прокатку, окружные скорости валков задали из соотношения: V2/V1=3,6 - 4,4, степень обжатия варьировалась от 10 до 55%.
Результаты испытаний показали, что при прокатке со степенью обжатия 12 - 35% у образца наблюдается пониженная твердость, интервал которой составляет 67 - 83 НВ. Это обусловлено повышением температуры металла из-за большого рассогласования в скоростях вращения валков.
Дальнейшее увеличение степени обжатия образца приводит к повышению твердости до 103НВ, что обусловлено значительным накоплением дефектов кристаллической решетки, приводящих к сопротивлению деформации металла. При достижении степени деформации 68% при конечной толщине 1,9 мм произошло разрушение образца.
Также были проведены 10 экспериментов, в которых осуществляли асимметричную прокатку, при которой окружные скорости нижнего валка к верхнему задавали из соотношения 4,8-5,2. Степень обжатия варьировалась от 12 до 87%. Образец подвергался обжатию с толщины 6 до 0,8 мм за один проход. На протяжении деформирования образца (12-80%) наблюдалось понижение твердости, интервал которой составляет 69-87 НВ. Усилия прокатки составили при 80% составили 24,3 т.
При увеличении степени обжатия до 87% металл расплавился.
Таким образом, совокупность заявляемых признаков способа по каждому из вариантов созданы условия, обеспечивающие возможность прокатки полосы за один проход и получение готового изделия (полосы) с пониженной твердостью.
Кроме того, изготавливаемая полоса обладает высокой технологической пластичностью при высоких степенях обжатия, вследствие интенсивного разогрева в процессе пластической деформации, при котором происходит динамическая рекристаллизация металла. Реализация указанного способа приведет к сокращению технологических операций, позволит существенно сократить усилия при прокатке металла, тем самым обеспечивая низкую энергоемкость процесса, высокую производительность и снижение износа прокатных валков.

Способ обогащения угля
Устройство для механического нанесения покрытий на наружную цилиндрическую поверхность деталей
Способ получения калиброванных шестигранных профилей из нержавеющих сталей
Способ поверхностной обработки тел вращения
Способ центробежного литья биметаллических прокатных валков
Волока
Составная волока
Роликовая волока
Роликовая волока
Способ обработки листа
Способ асимметричной прокатки холоднокатаной ленты из алюминиевого сплава амг6
Волока
Составная волока
Способ ионного азотирования тонколистовых изделий с ультрамелкозернистой структурой в магнитном поле
Роликовая волока
Роликовая волока
Способ производства ленты из высокоуглеродистых и легированных сталей
Способ производства ленты из высокоуглеродистых и легированных сталей

