Результат интеллектуальной деятельности: ГАЗОЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ПРИМЕНЕНИЯ С ЛАЗЕРНОЙ ОБРАБАТЫВАЮЩЕЙ ГОЛОВКОЙ
Вид РИД
Изобретение
Ссылки на родственные заявки
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США № 62/725,028, поданной 30 августа 2018 года и озаглавленной «Газозащитное устройство для применения с лазерной обрабатывающей головкой», которая полностью включена в настоящий документ посредством ссылки.
Область техники настоящего изобретения
[0002] Настоящее изобретение относится к лазерной обработке и, более конкретно, к газозащитному устройству для применения с лазерной обрабатывающей головкой.
Уровень техники настоящего изобретения
[0003] Лазеры, такие как волоконные лазеры, часто используются в приложениях, включающих обработку материалов, такую как сварка. Традиционная лазерная сварочная головка содержит коллиматор для коллимации лазерного излучения и фокусирующую линзу для фокусировки лазерного излучения в целевую зону, в которой осуществляется сварка. Пучок может передвигаться согласно разнообразным рисункам для упрощения сварки двух конструкций, например, с применением технологии сканирования ближнего поля или «качательного движения». Для движения пучка могут быть использованы разнообразные технологии, в том числе вращение пучка с применением оптики на основе вращающейся призмы в целях получения вращающегося или спирального рисунка и вращение или движение всей сварочной головки на координатном столе в целях получения зигзагообразного рисунка. В другой технологии, обеспечивающей более быстрое и точное движение пучка, предусмотрено применение подвижных зеркал в целях получения рисунка качательного движения пучка, например, как более подробно описано в публикации заявки на патент США № 2016/0368089 и в международной публикации № WO 2017/139769, которые принадлежат одному владельцу и во всей своей полноте включены в настоящий документ посредством ссылки.
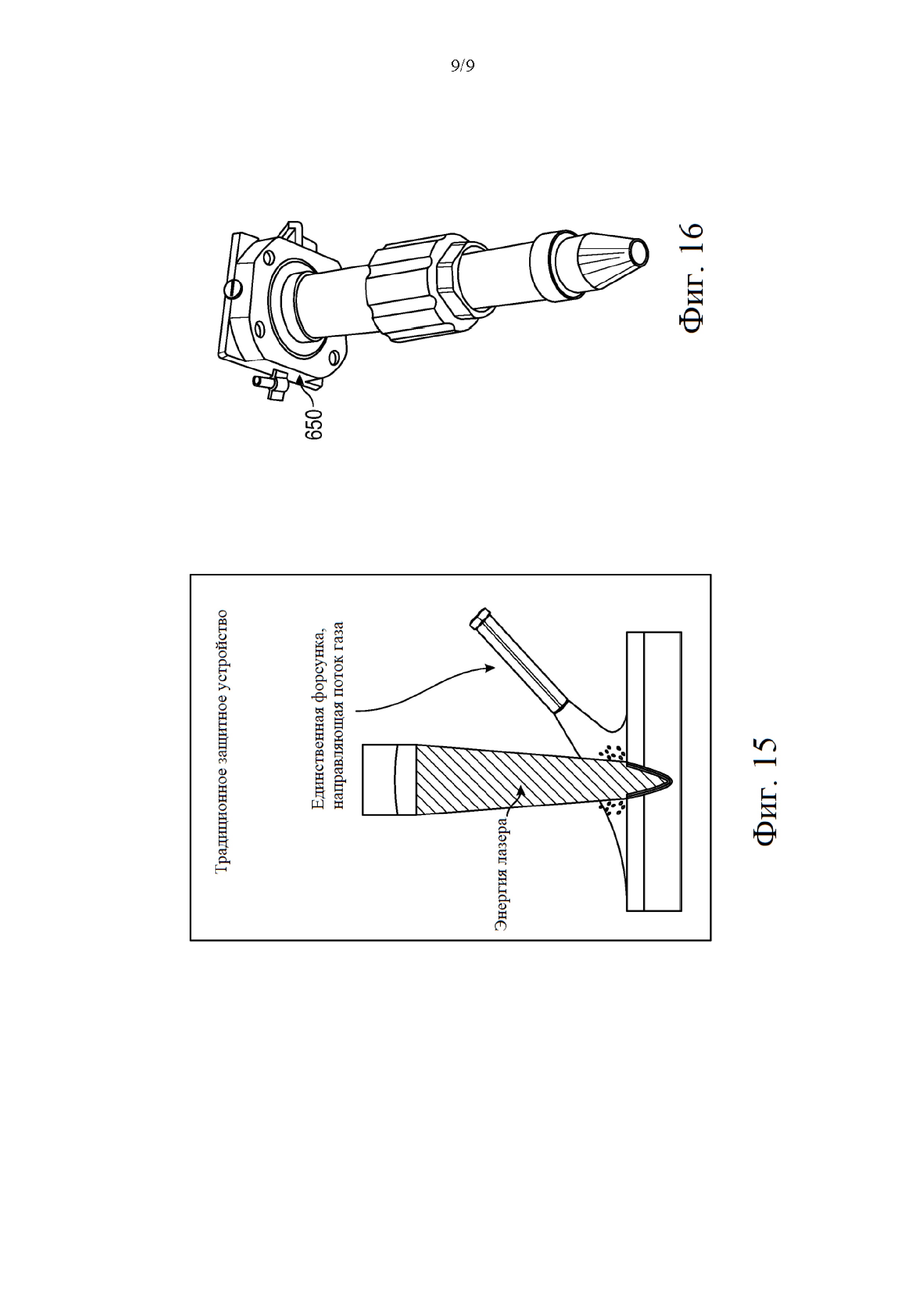
[0004] Защитные газы, такие как инертные или полуинертные газы, часто используются в течение лазерной сварки для защиты сварочной зоны от атмосферных газов, таких как кислород и водяной пар, и/или для подавления сварочного шлейфа. Для традиционной газовой защиты используется единственная форсунка, которая направляет поток газа в лазерную сварочную зону, например, как представлено на фиг. 15. Коаксиальная форсунка, которая представлена на фиг. 16, может быть прикреплена в качестве вспомогательного приспособления к сварочной головке для подачи защитного газа в сварочную зону. Такая защита может оказаться недостаточной, потому что форсунка на фиг. 15 отделена от лазерной сварочной головки, а также поскольку форсунки на фиг. 15 и 16 не могут обеспечивать достаточно значительный защитный эффект.
[0005] Более значительный защитный эффект может потребоваться, например, когда сканирующий лазерный пучок движется по рисунку качательного движения или предназначен для определенных сварочных приложений. Для сварки сплавов, таких как, например, сплавы, содержащие алюминий, медь и титан, требуется улучшенная защита, потому что указанные сплавы обладают очень высокой реакционной способностью по отношению к кислороду, азоту и диоксиду углерода. Если указанные горячие металлы в недостаточной степени защищены от воздуха, в результате сварки может образовываться хрупкая структура, которая ухудшает механические свойства сварочного соединения и может вызывать изменения цвета сварочного шва. В частности, титан обладает чрезвычайно высокой реакционной способностью по отношению к газам в составе воздуха и требует защиты, когда температура превышает 350°C.
Краткое раскрытие настоящего изобретения
[0006] Согласно одному аспекту настоящего изобретения предложено газозащитное устройство для применения с лазерной обрабатывающей головкой. Газозащитное устройство содержит горловину, определяющую центральное отверстие, проходящее от первого конца до второго конца горловины. Центральное отверстие выполнено с возможностью приема лазерного пучка, проходящего от первого конца через второй конец к обрабатываемому изделию. Защитная пластина присоединена к горловине вблизи второго конца таким образом, что горловина проходит от первой стороны защитной пластины, и защитная пластина проходит по окружности вокруг центрального отверстия. Защитная пластина содержит множество газовых выпусков на второй стороне защитной пластины, которые присоединены с возможностью переноса текучей среды по меньшей мере к одному газовому впуску и выполнены с возможностью направления потока газа к поверхности обрабатываемого изделия во множестве точек.
[0007] Согласно другому аспекту настоящего изобретения защищенная лазерная сварочная головка содержит сканирующее устройство лазерной сварочной головки, выполненное с возможностью присоединения к доставляющему волокну волоконного лазера и выполненное с возможностью движения лазерного пучка лишь в пределах ограниченного поля зрения, и газозащитное устройство присоединено к устройству лазерной сварочной головки. Газозащитное устройство содержит горловину, определяющую центральное отверстие, проходящее от первого конца до второго конца горловины. Центральное отверстие выполнено с возможностью приема подвижного лазерного пучка, проходящего от первого конца через второй конец к обрабатываемому изделию. Защитная пластина присоединена к горловине таким образом, что горловина проходит от первой стороны защитной пластины, и защитная пластина проходит по окружности вокруг центрального отверстия. Защитная пластина содержит множество газовых выпусков на второй стороне, противоположной по отношению к первой стороне, которые присоединены с возможностью переноса текучей среды по меньшей мере к одному газовому впуску и выполнены с возможностью направления потока газа к поверхности обрабатываемого изделия во множестве точек.
[0008] Согласно следующему аспекту настоящего изобретения лазерная сварочная система содержит волоконный лазер, содержащий доставляющее волокно, сканирующую лазерную сварочную головку, присоединенную к доставляющему волокну волоконного лазера и выполненную с возможностью движения лазерного пучка лишь в пределах ограниченного поля зрения, а также газозащитное устройство, присоединенное к лазерной сварочной головке. Газозащитное устройство содержит горловину, определяющую центральное отверстие, проходящее от первого конца до второго конца горловины. Центральное отверстие выполнено с возможностью приема подвижного лазерного пучка, проходящего от первого конца через второй конец к обрабатываемому изделию. Защитная пластина присоединена к горловине таким образом, что горловина проходит от первой стороны защитной пластины, и защитная пластина проходит по окружности вокруг центрального отверстия. Защитная пластина содержит множество газовых выпусков на второй стороне, противоположной по отношению к первой стороне, которые присоединены с возможностью переноса текучей среды по меньшей мере к одному газовому впуску и выполнены с возможностью направления потока газа к поверхности обрабатываемого изделия во множестве точек.
Краткое описание фигур
[0009] Указанные выше и другие признаки и преимущества становятся более понятными при ознакомлении со следующим подробным описанием, рассматриваемым вместе со следующими фигурами.
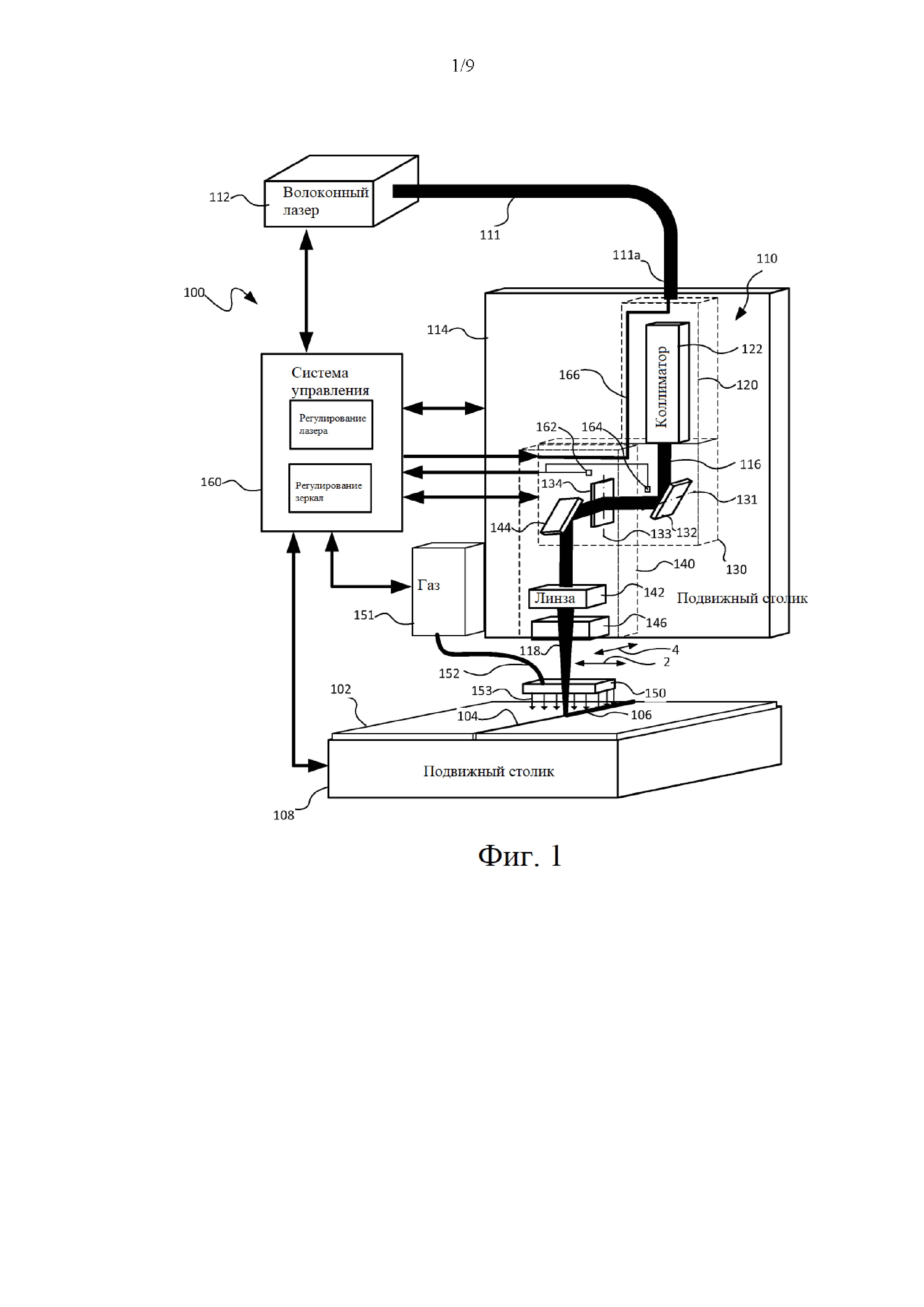
[0010] На фиг. 1 представлена схематическая блочная диаграмма системы, содержащей лазерную сварочную головку с газозащитным устройством в соответствии с вариантом осуществления настоящего изобретения.
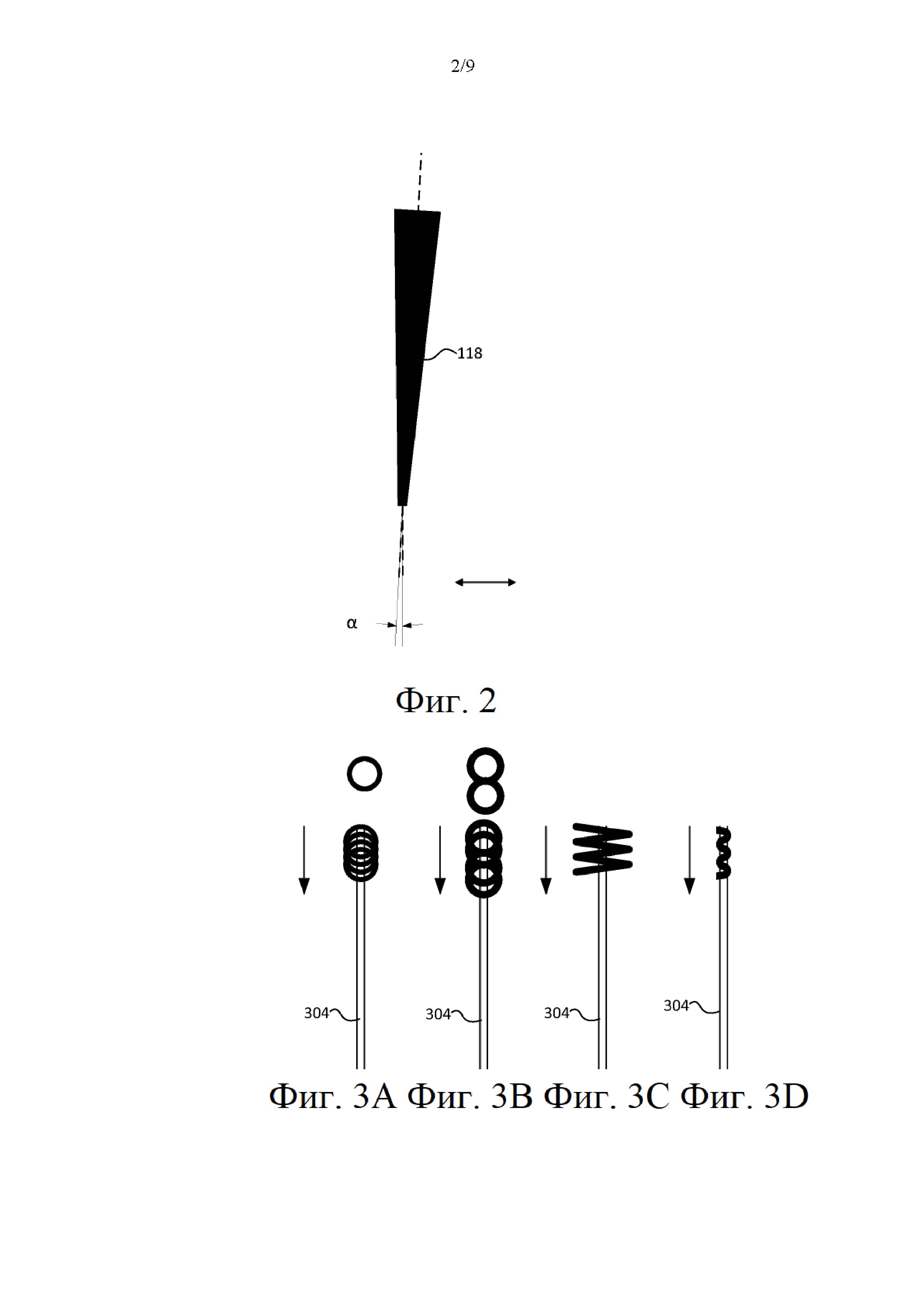
[0011] На фиг. 2 представлена схематическая диаграмма фокусированного лазерного пучка с относительно небольшим диапазоном движения, обеспеченного двойными зеркалами для целей качательного движения, в соответствии с вариантом осуществления настоящего изобретения.
[0012] На фиг. 3A-3D представлены схематические диаграммы, иллюстрирующие различные рисунки качательного движения, которые могут быть произведены сварочной головкой, содержащей двойные зеркала для движения пучка, в соответствии с вариантом осуществления настоящего изобретения.
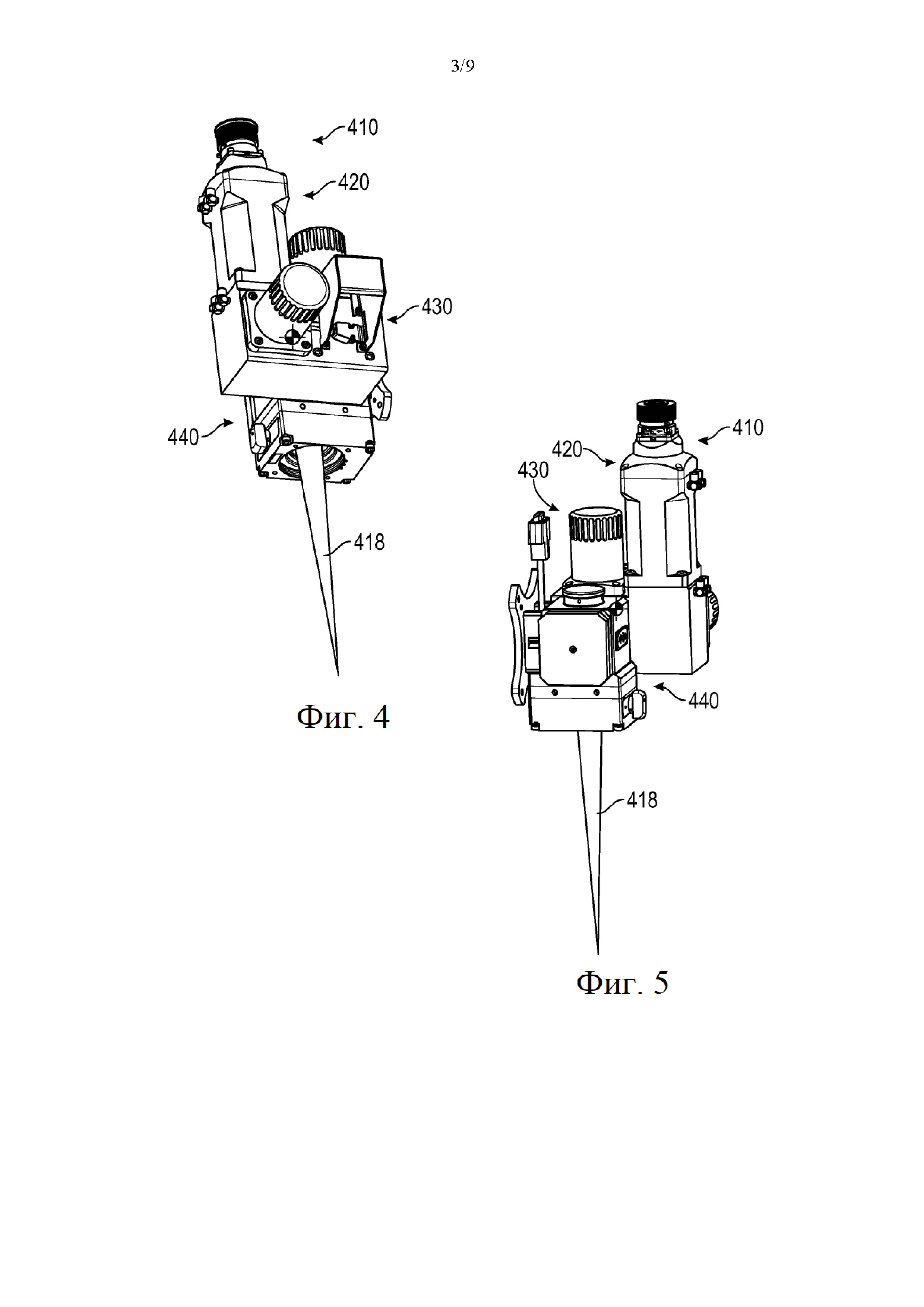
[0013] На фиг. 4 и 5 представлены перспективные изображения примерного варианта осуществления лазерной сварочной головки, содержащей собранные друг с другом модуль коллиматора, модуль качательного движения и модуль сердечникового блока и излучающей фокусированный пучок.
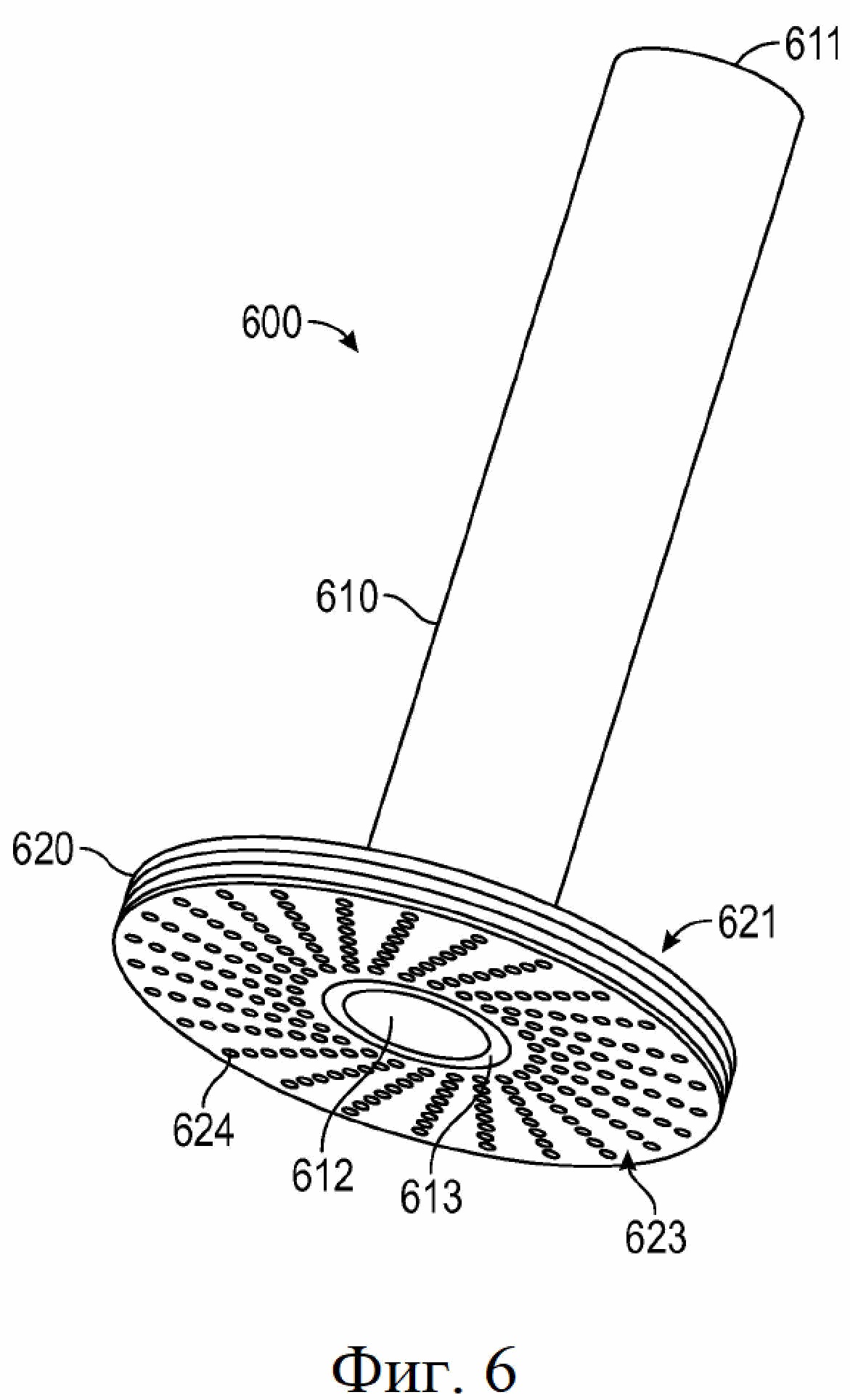
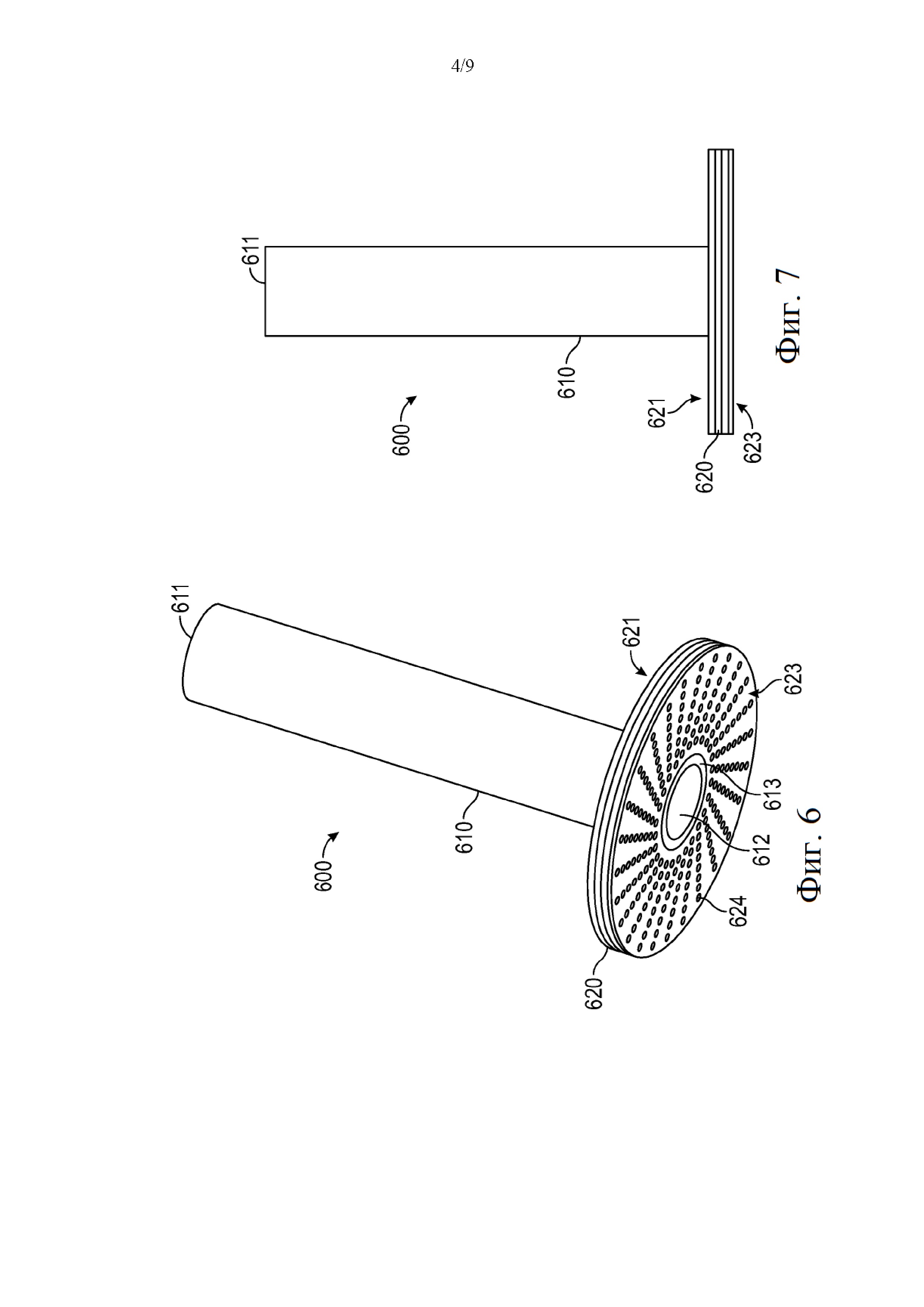
[0014] На фиг. 6 представлено перспективное изображение снизу газозащитного устройства в соответствии с вариантом осуществления настоящего изобретения.
[0015] На фиг. 7 представлено изображение сбоку газозащитного устройства, проиллюстрированного на фиг. 6.
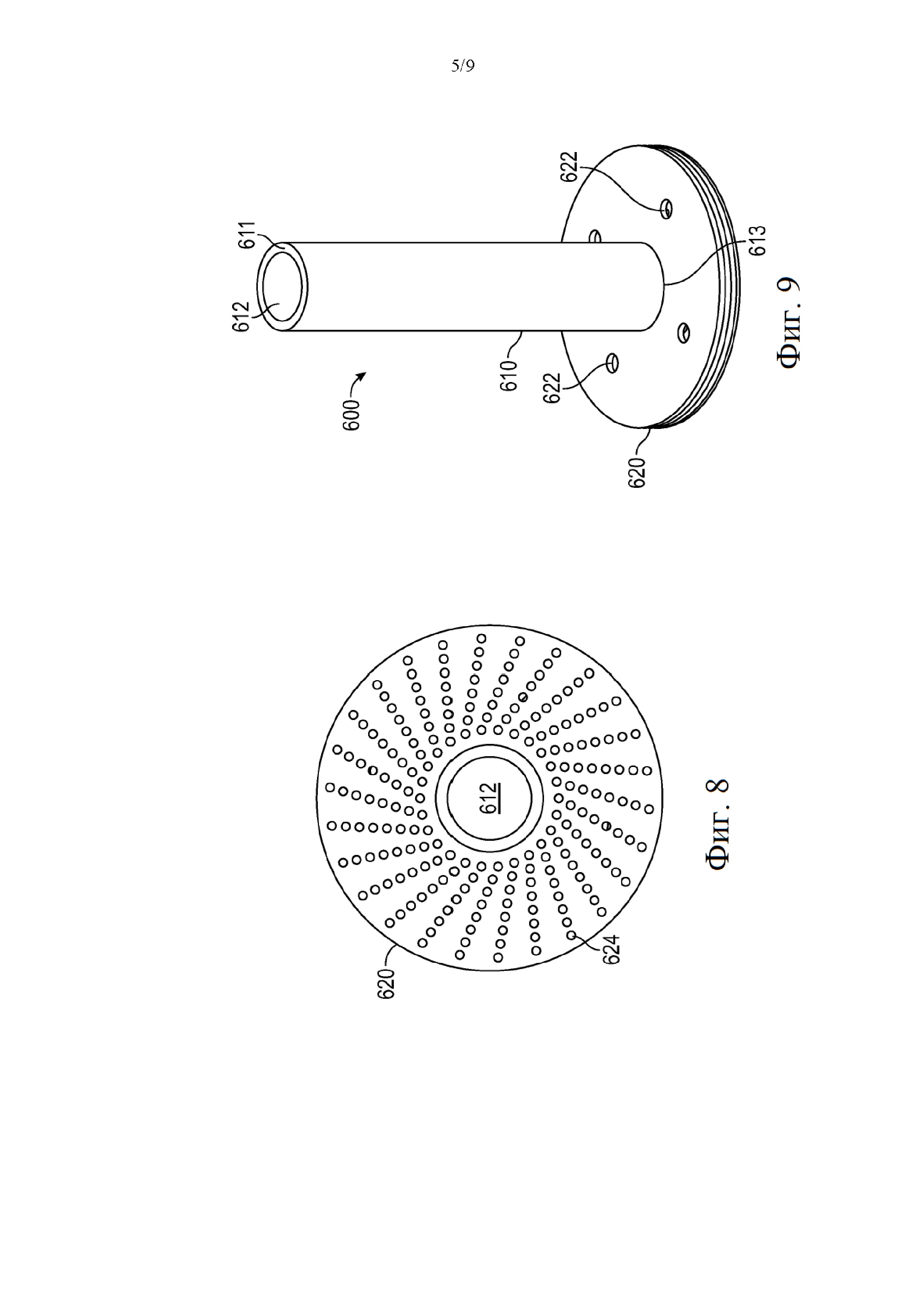
[0016] На фиг. 8 представлено изображение снизу газозащитного устройства, проиллюстрированного на фиг. 6.
[0017] На фиг. 9 представлено перспективное изображение сверху газозащитного устройства, проиллюстрированного на фиг. 6.
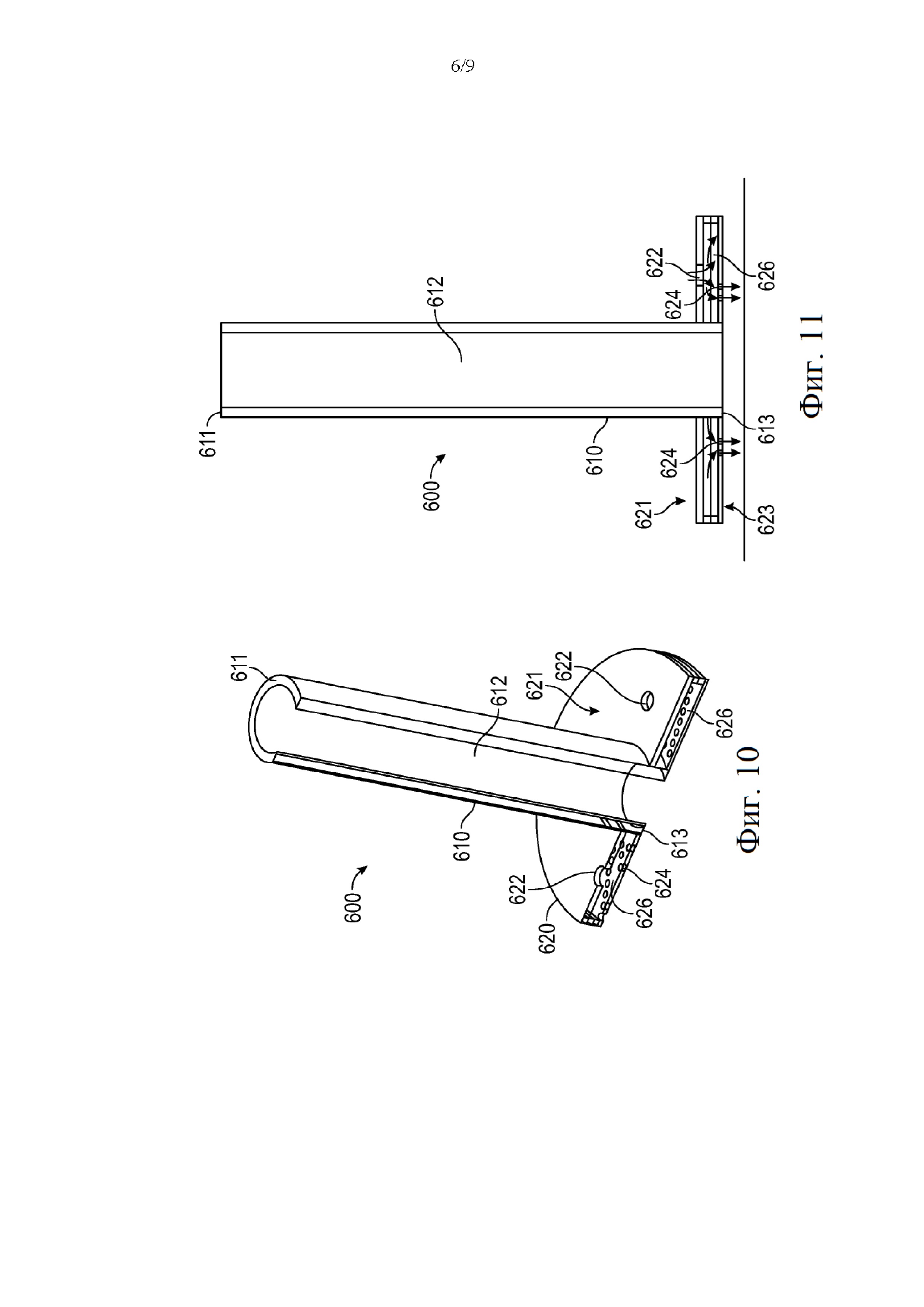
[0018] На фиг. 10 представлено перспективное изображение поперечного сечения газозащитного устройства, проиллюстрированного на фиг. 6.
[0019] На фиг. 11 представлено изображение поперечного сечения сбоку газозащитного устройства, проиллюстрированного на фиг. 6.
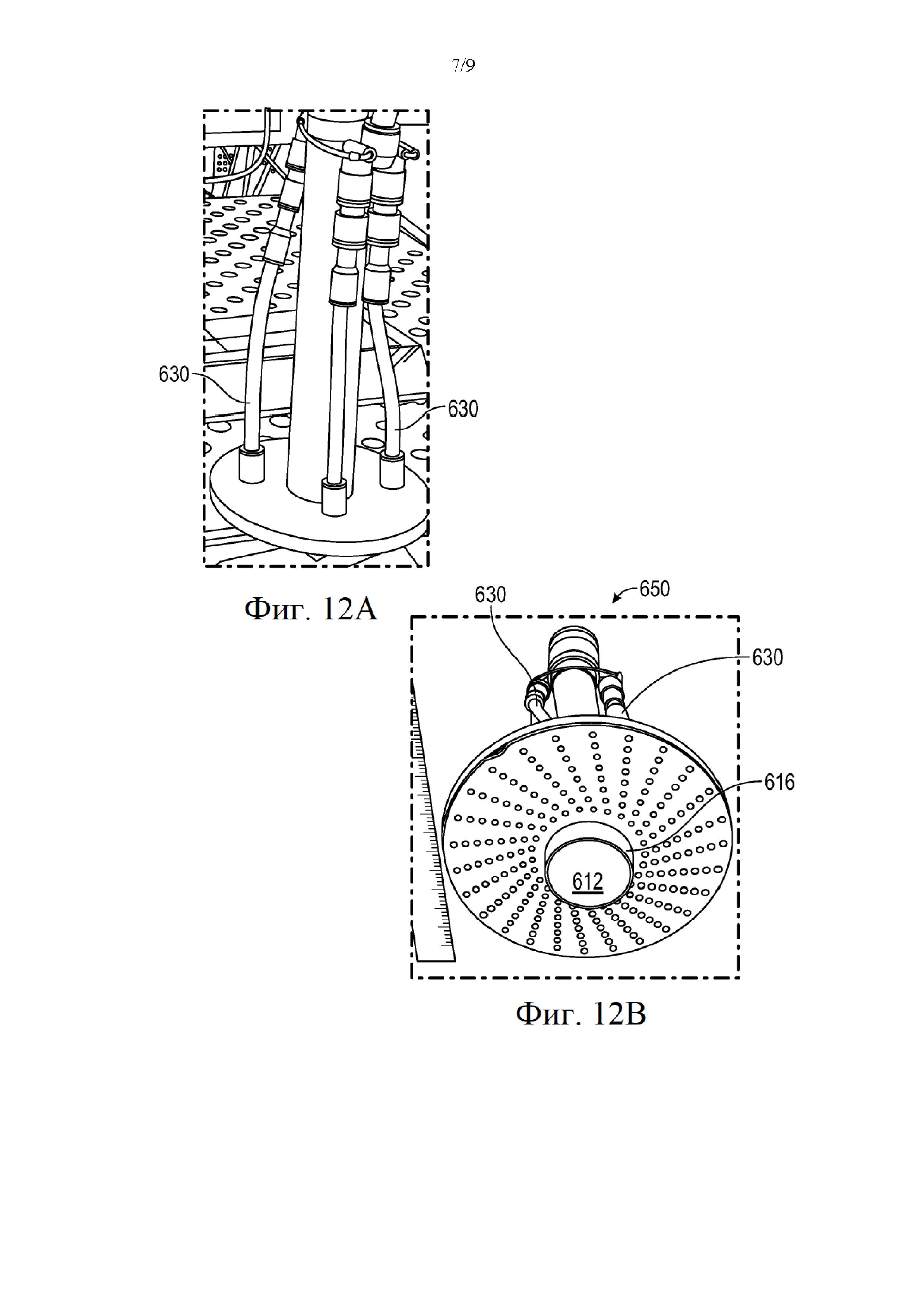
[0020] На фиг. 12A и 12B представлены фотографии, иллюстрирующие перспективные изображения сверху и снизу газозащитного устройства, присоединенного к газораспределительным трубкам, в соответствии с вариантом осуществления настоящего изобретения.
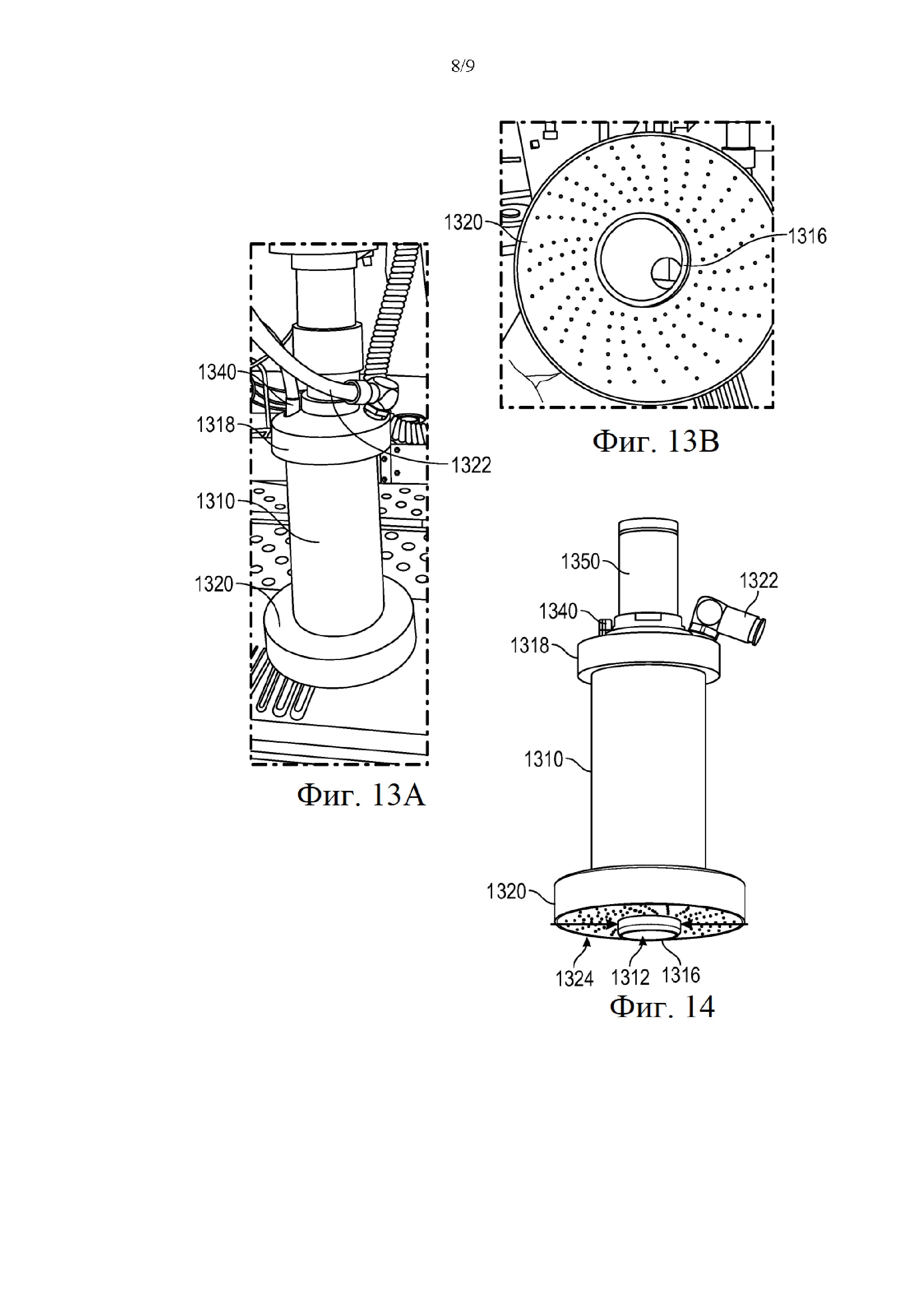
[0021] На фиг. 13A и 13B представлены фотографии, иллюстрирующие перспективные изображения сверху и снизу газозащитного устройства, присоединенного к газораспределительным трубкам, в соответствии с другим вариантом осуществления настоящего изобретения.
[0022] На фиг. 14 представлено перспективное изображение сбоку газозащитного устройства, проиллюстрированного на фиг. 13A и 13B.
[0023] На фиг. 15 представлена схематическая иллюстрация традиционного газозащитного устройства с применением единственной форсунки.
[0024] На фиг. 16 представлено перспективное изображение традиционной коаксиальной форсунке для коаксиальной доставки защитного газа в сварочную зону.
Подробное раскрытие настоящего изобретения
[0025] В соответствии с вариантами осуществления настоящего изобретения, газозащитное устройство может быть использовано с лазерной обрабатывающей головкой, такой как сварочная головка, в целях диффузии и распределения защитного газа по большей газозащитной зоне для защиты большей площади металла. Газозащитное устройство может быть присоединено к лазерной обрабатывающей головке для движения с лазерным пучком и может быть расположено коаксиально для обеспечения более значительного защитного эффекта во всех направлениях сварки. Это газозащитное устройство является особенно пригодным для применения в целях сварки титана или других металлов, которые обладают высокой реакционной способностью по отношению к газам в составе воздуха, и/или в целях увеличения сварочной зоны (например, когда лазерный пучок совершает качательное движение).
[0026] Согласно некоторым вариантам осуществления газозащитное устройство может быть использовано с лазерной сварочной головкой с подвижными зеркалами, которая осуществляет сварочные операции, например, по рисункам качательного движения. Подвижные зеркала обеспечивают качательное движение одного или нескольких пучков в пределах относительно небольшого поля зрения, которое, например, определяет угол сканирования, составляющий от 1 до 2°. Подвижные зеркала могут представлять собой гальванометрические зеркала, которые регулируются системой управления, содержащей гальванометрический регулятор. Система управления также может быть использована для регулирования волоконного лазера, например, в ответ на положение пучков по отношению к обрабатываемому изделию и/или на измеряемые условия в сварочной головке, такие как тепловые условия вблизи одного из зеркал.
[0027] Как представлено на фиг. 1, лазерная сварочная система 100 содержит лазерную сварочную головку 110, присоединенную к доставляющему волокну 111 волоконного лазера 112 (например, с применением соединительного устройства 111a) для направления лазерного пучка 118 на обрабатываемое изделие 102, и газозащитное устройство 150, присоединенное к источнику газа 151 через по меньшей мере одну газораспределительную трубку 152. Как правило, газозащитное устройство 150 может быть коаксиальным с лазерным пучком 118, чтобы обеспечивать пропускание лазерного пучка 118 к обрабатываемому изделию 102, а также диффузию и распределение защитного газа 153 вокруг лазерного пучка 118 и по всей сварочной зоны, как ниже будет описано более подробно. Защитный газ 153 может представлять собой любой защитный газ, используемый в сварке или лазерной обработке, такой как инертные и полуинертные газы.
[0028] Лазерная сварочная головка 110 может быть использована для осуществления сварки на обрабатываемом изделии 102, например, посредством сварочного шва 104 с образованием сварочного валика 106. Лазерная сварочная головка 110 и/или обрабатываемое изделие 102 могут передвигаться по отношению друг к другу вдоль направления сварочного шва 104. Лазерная сварочная головка 110 может быть расположена на подвижном столике 114 для движения сварочная головка 110 по отношению к обрабатываемому изделию 102 вдоль по меньшей мере одной оси, например, в продольном направлении сварочного шва 104. В качестве дополнения или в качестве альтернативы, обрабатываемое изделие 102 может быть расположено на подвижном столике 108 для движения обрабатываемого изделия 102 по отношению к лазерная сварочная головка 110.
[0029] Волоконный лазер 112 может представлять собой иттербиевый волоконный лазер, способный производить лазерное излучение в ближнем инфракрасном спектральном диапазоне (например, от 1060 до 1080 нм). Иттербиевый волоконный лазер может представлять собой одномодовый или многомодовый непрерывный иттербиевый волоконный лазер, способный производить лазерный пучок с мощностью вплоть до 1 кВт согласно некоторым вариантам осуществления и повышенной мощностью вплоть до 50 кВт согласно другим варианты осуществления. Примеры волоконного лазера 112 представляют собой лазеры серии YLR SM или серии YLR HP, которые поставляет компания IPG Photonics Corporation. Волоконный лазер 112 также может представлять собой многопучковый волоконный лазер, такой как лазер типа, описанного в международной заявке № PCT/US2015/45037, поданной 13 августа 2015 года и озаглавленной «Многопучковая волоконная лазерная система», который способен селективно доставлять один или несколько лазерных пучков через множество волокон.
[0030] Как правило, лазерная сварочная головка 110 содержит коллиматор 122 для коллимации лазерного пучка из доставляющего волокна 111, по меньшей мере первое и второе подвижные зеркала 132, 134 для отражения и движения коллимированного пучка 116 и фокусирующую линзу 142 для фокусировки и направления фокусированного пучка 118 на обрабатываемое изделие 102. Согласно проиллюстрированному варианту осуществления неподвижное зеркало 144 также используется, чтобы направлять коллимированный лазерный пучок 116 от второго подвижного зеркала 134 на фокусирующую линзу 142. Коллиматор 122, подвижные зеркала 132, 134, а также фокусирующая линза 142 и неподвижное зеркало 144 могут присутствовать в отдельных модулях 120, 130, 140, которые могут быть соединены друг с другом, как ниже будет описано более подробно. Лазерная сварочная головка 110 также может быть сконструирована без неподвижного зеркала 144, например, если зеркала 132, 134 расположены таким образом, что свет отражается от второго зеркала 134 по направлению к фокусирующей линзе 142.
[0031] Подвижные зеркала 132, 134 выполнен с возможностью вращения вокруг различных осей 131, 133, что заставляет коллимированный пучок 116 двигаться, и, таким образом, фокусированный пучок 118 приводится в движение по отношению к обрабатываемому изделию 102 по меньшей мере по двум различным перпендикулярным осям 2, 4. Подвижные зеркала 132, 134 могут представлять собой гальванометрические зеркала, которые могут быть приведены в движение посредством гальванометрических моторов, которые способны быстро изменять направление на противоположное. Согласно другим вариантам осуществления для движения зеркал могут быть использованы другие механизмы, такие как шаговые двигатели. Применение подвижных зеркал 132, 134 в лазерной сварочной головке 110 позволяет лазерному пучку 118 двигаться точно и быстро, регулируемым образом для целей качательного движения пучка без необходимости движения всей сварочной головки 110 и без применения вращающихся призм.
[0032] Согласно варианту осуществления сварочной головки 110 подвижные зеркала 132, 134 перемещают пучок 118 лишь в пределах относительно небольшого поля зрения (составляющего, например, менее чем 30 × 30 мм) посредством поворота пучка 118 в пределах угла сканирования α, составляющего менее чем 10° и, более конкретно, приблизительно от 1 до 2°, как представлено на фиг. 2, и в результате этого становится возможным качательное движение пучка. С другой стороны, традиционные лазерные сканирующие головки, как правило, обеспечивают движение лазерного пучка в пределах значительно большего поля зрения (составляющего, например, более чем 50 × 50 мм и вплоть до 250 × 250 мм), и при этом они сконструированы для обеспечения большего поля зрения и угла сканирования. Таким образом, применение подвижных зеркал 132, 134 для обеспечения лишь относительно небольшого поля зрения в лазерной сварочной головке 110 противоречит интуиции, а также противоречит общепринятому мнению об обеспечении более широкого поля зрения в случае применения гальванометрических сканеров. Ограничение поля зрения и угла сканирования обеспечивает преимущества в случае применение гальванометрических зеркал в сварочной головке 110, например, посредством обеспечения большей скорости, возможности применения менее дорогостоящих компонентов, таких как линзы, а также возможности применения вспомогательных устройства, таких как воздушный шабер и/или газовые вспомогательные устройства.
[0033] Вследствие уменьшенного поля зрения и угла сканирования согласно примерному варианту осуществления сварочной головки 110 второе зеркало 134 может иметь практически такой же размер, как первое зеркало 132. С другой стороны, в традиционных гальванометрических сканерах, как правило, используют второе зеркало большего размера, чтобы обеспечить увеличение поля зрения и угла сканирования, и при этом второе зеркало большего размера может ограничивать скорость движение по меньшей мере по одной оси. Таким образом, уменьшение размера второго зеркала 134 (например, приблизительно до такого же размера, как первое зеркало 132) в сварочной головке 110 позволяет зеркалу 134 двигаться с большей скоростью по сравнению с более крупными зеркалами в традиционных гальванометрических сканерах, обеспечивающих большие углы сканирования
[0034] В качестве фокусирующей линзы 142 могут присутствовать известные фокусирующие линзы, предназначенные для применения в лазерных сварочных головках и имеющие разнообразные фокусные расстояния, составляющие, например, от 100 мм до 1000 мм. Традиционные лазерные сканирующие головки с применением многоэлементных сканирующих линз, таких как линза F-theta, выравнивающая поле линза или телецентрическая линза, которые имеют значительно большие диаметры (такие как, например, линза диаметром 300 мм для пучка диаметром 33 мм), чтобы фокусировать пучок в пределах большего поля зрения. Поскольку подвижные зеркала 132, 134 перемещают пучок в пределах относительно небольшого поля зрения, более крупная многоэлементная сканирующая линза (например, линза F-theta) не требуется и не используется. Согласно одному примерному варианту осуществления сварочной головки 110, который соответствует настоящему изобретению, плосковыпуклая фокусирующая линза F300 диаметром 50 мм может быть использована для фокусировки пучка, имеющего диаметр, составляющий приблизительно 40 мм, для движения в пределах поля зрения, составляющего приблизительно 15 × 5 мм. Применение фокусирующей линзы 142 меньшего размера также допускает, что дополнительные вспомогательные устройства, такие как воздушный шабер и/или газовые вспомогательные устройства, могут быть использованы на конце сварочной головки 110. Более крупные сканирующие линзы, требуемые для традиционных лазерных сканирующих головок, ограничивают применение таких вспомогательных устройства.
[0035] В лазерной сварочной головке 110 также могут быть использованы другие оптические компоненты, такие как расщепляющие пучок устройства для расщепления лазерного пучка, которые обеспечивают по меньшей мере два пятна пучков для сварки (например, на каждой стороне от сварочного шва). Дополнительные оптические компоненты также могут представлять собой дифракционные оптические устройства и могут быть расположены между коллиматором 122 и зеркалами 132, 134.
[0036] Защитное окно 146 может присутствовать перед линзой 142, чтобы защищать линзу и другие оптические устройства от отходов, производимых в сварочном процессе. Защитное окно 146 также может быть встроено в газозащитное устройство 150 или заменено им. Лазерная сварочная головка 110 с подвижными зеркалами является пригодной для применения с вспомогательными устройствами сварочной головки, такими как газозащитное устройство 150 и другие существующие вспомогательные устройства для лазерной сварки.
[0037] Согласно проиллюстрированному варианту осуществления в лазерной сварочной системе 100 также присутствует детектор (не представленный), такой как камера, для обнаружения и определения сварочного шва 104, например, в зоне перед пучком 118. Камера/детектор может располагаться на одной стороне сварочной головки 110 или может направляться через сварочную головку 110, чтобы обнаруживать и определять сварочный шов 104. Дополнительный источник света (не проиллюстрирован) может быть использован с камерой, если это может потребоваться вследствие затенения газозащитным устройством 150.
[0038] Согласно проиллюстрированному варианту осуществления в лазерной сварочной системе 100 дополнительно присутствует система управления 160 для регулирования волоконного лазера 112, положения подвижных зеркал 132, 134 и/или подвижных столиков 108, 114, например, в ответ на определяемые датчиками условия в сварочной головке 110, обнаруженное положение сварочного шва 104, и/или движение и/или положение лазерного пучка 118. Лазерная сварочная головка 110 может содержать датчики, такие как первый и второй тепловые датчики 162, 164 вблизи соответствующих первого и второго подвижных зеркал 132, 134, чтобы измерять тепловые условия. Система управления 160 находится в электрическом соединении с датчиками 162, 164 для приема данных в целях наблюдения тепловых условий вблизи подвижных зеркал 132, 134. Система управления 160 также может наблюдать сварочную операцию посредством приема данных от камеры/детектора (не проиллюстрировано), например, представляя обнаруженное положение сварочного шва 104.
[0039] Система управления 160 может регулировать волоконный лазер 112, например, посредством отключения лазера, изменения параметров лазера (например, мощности лазера) или изменения любого другого регулируемого параметра лазера. Система управления 160 может вызывать отключение волоконного лазера 112 в ответ на определяемые датчиками условия в лазерной сварочной головке 110. Измеряемые условия могут представлять собой тепловые условия, измеряемые одним или обоими из датчиков 162, 164 и показывающие неисправность зеркала, в результате чего возникают высокие температуры или другие условия, которые создает лазер высокой мощности.
[0040] Система управления 160 может вызывать отключение волоконного лазера 112 посредством активации предохранительной блокировки. Предохранительная блокировка сконфигурирована между доставляющим волокном 111 и коллиматором 122 таким образом, что состояние предохранительной блокировки активируется, и лазер отключается, когда доставляющее волокно 111 отсоединяется от коллиматора 122. Согласно проиллюстрированному варианту осуществления лазерная сварочная головка 110 содержит блокировочный путь 166, который передает функцию предохранительной блокировки подвижным зеркалам 132, 134. Блокировочный путь 166 проходит между доставляющим волокном 111 и системой управления 160, что позволяет системе управления 160 активировать состояние предохранительной блокировки в ответ на потенциально опасные условия, обнаруженные в лазерной сварочной головке 110. Согласно этому варианту осуществления система управления 160 может вызывать активацию состояния предохранительной блокировки через блокировочный путь 166 в ответ на заданные тепловые условия, обнаруживаемые одним или обоими из датчиков 162, 164.
[0041] Система управления 160 также может регулировать параметры лазера (например, мощность лазера) в ответ на движение или положение пучка 118 без отключения лазера 112. Если одно из подвижных зеркал 132, 134 перемещает пучок 118 за пределы диапазона или с чрезмерно низкой скоростью, система управления 160 может уменьшать мощность лазера, чтобы динамически регулировать энергию пятно пучка во избежание повреждения лазером. Система управления 160 может дополнительно регулировать выбор лазерных пучков в многопучковом волоконном лазере.
[0042] Система управления 160 также может регулировать положение подвижных зеркал 132, 134 в ответ на обнаруженное положение сварочного шва 104 от камеры/детектора, например, чтобы корректировать положение фокусированного пучка 118 в целях нахождения, определения и/или отслеживания сварочного шва 104. Система управления 160 может обнаруживать сварочный шов 104 посредством определения местонахождения сварочного шва 104 с применением данных от камеры/детектора, а затем перемещать одно или оба из зеркал 132, 134 до тех пор, пока пучок 118 не совпадет со сварочным швом 104. Система управления 160 может следовать за сварочным швом 104 посредством движения одного или обоих из зеркал 132, 134, чтобы непрерывно регулировать или корректировать положение пучка 118 таким образом, что пучок совпадает со сварочным швом 104, когда пучок 118 движется вдоль сварочного шва для осуществления сварки. Система управления 160 также может регулировать одно или оба из подвижных зеркал 132, 134, чтобы обеспечивать качательное движение в течение сварки, как ниже описано более подробно.
[0043] Таким образом, в системе управление 160 одновременно предусмотрено регулирование лазера и регулирование зеркал в целях регулирования совместной работы лазера и зеркал. Система управления 160 может содержать, например, аппаратное обеспечение (например, компьютер общего назначения) и известное программное обеспечение для применения в регулировании волоконных лазерах и гальванометрических зеркал. Например, существующее гальванометрическое регулирующее программное обеспечение может быть использовано и модифицировано, чтобы допустить регулирование гальванометрических зеркал, как описано в настоящем документе. Кроме того, система управления 160 может регулировать источник газа 151, например, чтобы регулировать давление защитного газа, доставляемого через одну или несколько газораспределительных трубок 152 в газозащитное устройство 150.
[0044] На фиг. 3A-3D проиллюстрированы примеры рисунков качательного движения, которые могут быть использованы для осуществления ротационной сварки трением сварочного шва 304. При использовании в настоящем документе термин «качательное движение» означает возвратно-поступательное движение лазерного пучка (например, по двум осям) в пределах относительно небольшого поля зрения, определяемого углом сканирования, который составляет менее чем 10°. На фиг. 3A и 3B представлены круглый рисунок, и рисунок в форме восьмерки, соответственно, которые образуются последовательно вдоль сварочного шва 304. На фиг. 3C и 3D представлены зигзагообразный рисунок и волнообразный рисунок, соответственно, которые образуются вдоль сварочного шва 304. Хотя здесь проиллюстрированы определенные рисунки качательного движения, другие рисунки качательного движения также находятся в пределах объема настоящего изобретения. Одно преимущество применения подвижных зеркал в лазерной сварочной головке 110 представляет собой способность передвижения пучка согласно разнообразным и различным рисункам качательного движения.
[0045] На фиг. 4 и 5 проиллюстрирован более подробно примерный вариант осуществления сканирующей лазерной сварочной головки 410. Хотя здесь представлен один конкретный вариант осуществления, в пределах объема настоящего изобретения находятся и другие варианты осуществления лазерной сварочной головки, а также систем и способов, описанных в настоящем документе. Как представлено на фиг. 4, лазерная сварочная головка 410 содержит модуль коллиматора 420, модуль качательного движения 430 и модуль сердечникового блока 440. Модуль качательного движения 430 содержит первое и второе подвижные зеркала, которые обсуждаются выше, и присоединяется между модулем коллиматора 420 и модулем сердечникового блока 440.
[0046] Модуль коллиматора 420 может содержать коллиматор (не проиллюстрировано) с неподвижной парой линз коллиматора, например, относящихся к известному типу линз для применения в лазерных сварочных головках. Согласно другим вариантам осуществления коллиматор может содержать линзы других конфигураций, такие как подвижные линзы, пригодные для регулирования размера пятна пучка и/или фокусной точки. Модуль качательного движения 430 может содержать первый и второй гальванометры (не проиллюстрировано) для движения гальванометрических зеркал (не проиллюстрировано) вокруг различных перпендикулярных осей. Здесь могут быть использованы известные гальванометры, предназначенные для применения в лазерных сканирующих головках. Гальванометры могут быть присоединены к гальванометрическому регулятору (не проиллюстрировано). Гальванометрический регулятор может содержать аппаратное обеспечение и/или программное обеспечение для регулирования гальванометров в целях изменения движения зеркал и, таким образом, движения и/или положения лазерного пучка. При этом может быть использовано известное программное обеспечение для гальванометрических регуляторов, которое может быть модифицировано для обеспечения функциональности, описанной в настоящем документе, например, для нахождения сварочного шва, определения рисунков качательного движения и сообщения с лазером. Модуль сердечникового блока 440 может содержать неподвижное зеркало (не проиллюстрировано), которое перенаправляет пучок, принимаемый от модуля качательного движения 430, на фокусирующую линза и затем на обрабатываемое изделие.
[0047] На фиг. 4 и 5 представлена собранная лазерная сварочная головка 410 со всеми модулями 420, 430, 440, присоединенными друг к другу, которая производит фокусированный пучок 418. Лазерный пучок, направляемый в модуль коллиматора 420, подвергается коллимации, и коллимированный пучок направляется в модуль качательного движения 430. Модуль качательного движения 430 перемещает коллимированный пучок с применением зеркал и направляет движение коллимированного пучка в модуль сердечникового блока 440. Модуль сердечникового блока 440 затем фокусирует движение пучка, и фокусированный пучок 418 направляется на обрабатываемое изделие (не проиллюстрировано).
[0048] Рассмотрим фиг. 6-12, где представлен и описан более подробно примерный вариант осуществления газозащитного устройства 600. Согласно этому варианту осуществления газозащитное устройство 600 содержит горловину 610 для направления сканирующего лазерного пучка (например, как описано выше) на обрабатываемое изделие и газозащитную пластину 620, присоединенную к горловине 610 и предназначенную для диффузии и распределения защитного газа на обрабатываемом изделии в сварочной области. Горловина 610 определяет центральное отверстие 612, проходящее от первого конца 611 до второго конца 613 и сконфигурированное таким образом, что оно позволяет направлять сканирующий лазерный пучок через защитную пластину 620 на обрабатываемое изделие на противоположной стороне защитной пластины 620. Защитная пластина 620 присоединяется к горловине 610 вблизи второго конца 613 и проходит по окружности вокруг центрального отверстия 612 таким образом, что защитная пластина 620 является коаксиальной с центральным отверстием 612, которое принимает сканирующий лазерный пучок. Центральное отверстие 612 в горловине 610 может иметь диаметр, составляющий приблизительно от 10 до 60 мм.
[0049] Согласно этому варианту осуществления защитная пластина 620 содержит один или несколько газовых впусков 622 на первой поверхности 621 и множество газовых выпусков 624 на второй поверхности 623, которая является противоположной по отношению к первой поверхности 621 и будет обращена к обрабатываемому изделию в течение применения. Защитная пластина 620 определяет газодиффузионную область 626, которая присоединяет с возможностью переноса текучей среды один или несколько газовых впусков 622 к множеству газовых выпусков 624. Согласно варианту осуществления газодиффузионная область 626 может содержать пористый материал, такой как нетканые прокладки, которые представляют собой прокладки общего назначения под наименованием Scotch-Brite™, поставляемые компанией 3M, или любой другой рассеивающий материал, способный обеспечивать распределение ламинарного потока от газовых выпусков 624.
[0050] Как представлено стрелками на фиг. 11, защитный газ проходит через один или несколько газовых впусков 622 в газодиффузионную область 626, а затем выходит из газовых выпусков 624 по направлению к обрабатываемому изделию 602, например, в направлении, практически перпендикулярном по отношению к поверхности обрабатываемого изделия 602. По существу, защитная пластина 620 и газовые выпуски 624 сконструированы и выполнены с возможностью диффузии защитного газа и обеспечения ламинарного потока защитного газа в технологической или сварочной зоне.
[0051] Как представлено, согласно проиллюстрированному варианту осуществления газовые выпуски 624 могут быть расположены с промежутками на существенной части второй стороны 623 защитной пластины 620 в целях распределения защитного газа по относительно широкой области, в которой присутствуют по меньшей мере область сканирования лазерного пучка и технологическая или сварочная зона. Примерная защитная пластина 620 может иметь диаметр, составляющий приблизительно от 100 мм до 150 мм и, более конкретно, приблизительно 100 мм, приблизительно 125 мм, или приблизительно 150 мм. Хотя защитная пластина 620 представлена в форме круглого диска, предусмотрены также и другие формы, в том числе представляющие собой, без ограничения, многоугольные и продолговатые формы. Обеспечение коаксиальной конфигурации создает хорошую защиту в сварочной зоне в любом направлении по отношению к лазерному пучку.
[0052] Каждый из газовых выпусков 624 может представлять собой относительно небольшое отверстие или щель, например, с диаметром, составляющим приблизительно от 0,2 до 5,0 мм. Газовые выпуски 624 распределены согласно рисунку на второй стороне 623 защитной пластины 620, чтобы обеспечивать достаточную диффузию в целях создания ламинарного потока защитного газа. Согласно проиллюстрированному варианту осуществления в рисунке предусмотрено расположение газовых выпусков 624 по линиям, проходящим из центральной части защитной пластины 620 (например, вблизи центрального отверстия 612) к наружной части защитной пластины 620. Предусмотрены также и другие рисунки газовых выпусков 624, содержащие, без ограничения, концентрические окружности и радиальные линии. Газовые выпуски 624 также могут быть практически равномерно распределены по второй поверхность 623 газозащитной пластины 620.
[0053] Хотя согласно проиллюстрированному варианту осуществления присутствуют четыре (4) газовых впуска 622, которые практически равномерно распределены по первой поверхности 621 защитной пластины 620, предусмотрены также другие числа и положения газовых впусков 622. Согласно другим вариантам осуществления газовые впуски 622 также могут занимать другие положения, например, на горловине 610. Один или несколько газовых впусков 622 могут быть присоединены к газовым трубкам 630, например, как представлено на фиг. 12A и 12B. Размер, число и положение газовых впусков и газовых выпусков, а также давление газа можно варьировать, чтобы обеспечивать желательный ламинарный поток. Как представлено на фиг. 12B, нижняя часть 616 горловины, определяющая центральное отверстие 612, может проходить под защитной пластиной 620.
[0054] Газозащитное устройство 600 может быть присоединено к сканирующей лазерной сварочной головке 400, которая описана в настоящем документе, или к любой другой лазерной сварочной головке или лазерной обрабатывающей головке. Согласно этому варианту осуществления газозащитное устройство 600 может быть соединено коаксиально с лазерной обрабатывающей головкой. Газозащитное устройство 600 может быть присоединено к лазерной обрабатывающей головке коаксиально с применением соединительного механизма 650, аналогичного механизму, который используется с существующей коаксиальной форсункой, например, как представлено на фиг. 16. Посредством присоединения газозащитного устройства 600 к лазерной обрабатывающей головке газозащитное устройство 600 создает больший защитный эффект, поскольку оно движется вместе со сканирующим лазерным пучком, а также устраняется необходимость регулирования двух отдельных устройств.
[0055] На фиг. 13A, 13B и 14 представлен другой вариант осуществления газозащитного устройства 1300. Согласно этому варианту осуществления газозащитное устройство 1300 содержит газозащитную пластину 1320 и горловину 1310, содержащую один или несколько охлаждающих каналов для обеспечения воды (или другой жидкости), которая выполняет функцию охлаждения и обеспечивает непрерывную эксплуатацию без перегрева. Один или несколько охлаждающих впусков/выпусков 1340 присоединены к верхней части 1318 горловины 1310, что позволяет воде или другой охлаждающей жидкости входить в охлаждающие каналы и выходить из них. Согласно этому варианту осуществления горловина 1310 определяет центральное отверстие 1312, и газозащитная пластина 1320 определяет множество газовых выпусков 1324, аналогично варианту осуществления, который описан выше.
[0056] Согласно этому варианту осуществления газозащитного устройства 1300 газовые впуски 1322 также расположены на верхней части 1318 горловины 1310, и газовые каналы проходят через горловину к газовым выпускам 1324 на нижней стороне защитной пластины 1320. Как описанный выше, соединительный механизм 1350 может быть использован для присоединения верхней части 1318 горловины 1310 к сварочной головке. Нижняя часть 1316 горловины также определяет центральное отверстие 1312 и проходит от нижней поверхности защитной пластины 1320.
[0057] Чтобы вместить охлаждающий канал и газовый канал, горловина 1310 газозащитного устройства 1300 имеет больший диаметр, чем согласно варианту осуществления, который описан выше. В качестве одного примера, горловина 1310 имеет диаметр, составляющий приблизительно 76,2 мм, защитная пластина 1320 имеет диаметр, составляющий приблизительно 128 мм, верхняя часть 1318 горловины 1310 имеет диаметр, составляющий приблизительно 95 мм, соединительный механизм 1350 имеет диаметр, составляющий приблизительно 39,5 мм, и нижняя часть 1316 горловины имеет диаметр, составляющий приблизительно 42 мм. Согласно этому варианту осуществления горловина 1310 может содержать наружную трубку и внутреннюю трубку (не проиллюстрировано), между которыми расположены охлаждающие и газовые каналы. Внутренняя трубка может быть изготовлена из нержавеющей стали, которая является альтернативой алюминию.
[0058] Соответственно, газозащитное устройство согласно вариантам осуществления, которые описаны в настоящем документе, обеспечивает эффективную газовую защиту в более широкой области вокруг зоны лазерной обработки, что оказывается особенно преимущественным в приложениях в сварке с качательным движением для материалов, которые являются чувствительными или реакционноспособными по отношению к кислороду или азоту.
[0059] Хотя в настоящем документе описаны принципы настоящего изобретения, специалистам в данной области техники следует понимать, что данное описание представлено исключительно в качестве примера, а не ограничения в отношении объема настоящего изобретения. Другие варианты осуществления предусмотрены в пределах объема настоящего изобретения в качестве дополнения примерных вариантов осуществления, которые представлены и описаны в настоящем документе. Модификации и замены рассматриваются обычными специалистами в данной области техники в пределах объема настоящего изобретения, который ограничивается исключительно следующей формулой изобретения.
Система обеспечения эксплуатационной безопасности высокомощного волоконного лазера
Высокоэнергетический волоконный лазер, генерирующий сверхкороткие импульсы
Rgb лазерный источник для осветительно-проекционной системы
Генератор широкополосного красного света для rgb-дисплея
Волоконный кольцевой генератор с пассивной синхронизацией мод
Волоконная лазерная система со множеством пучков
Прозрачная синхронизация в системе кросс-коммутации
Ручной анализатор и способ измерения концентрации элементов, основанный на спектроскопии возбуждения лазерным пробоем высокоионизированной плазмы при высокой температуре
Способ и устройство для лазерной литотрипсии
Системы и способы контроля и/или управления обработкой с вобуляцией с использованием встроенной когерентной визуализации (ici)
Лазерная сварочная головка с двумя подвижными зеркалами, направляющими лазерный пучок, и система и способы лазерной сварки, в которых она используется

