Результат интеллектуальной деятельности: ОСНОВНОЙ КОРПУС КАТУШКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДАТЧИКА ВИХРЕВОГО ТОКА, ДАТЧИК ВИХРЕВОГО ТОКА, А ТАКЖЕ УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ КАТУШЕЧНОЙ ПРОВОЛОКИ НА ОСНОВНОЙ КОРПУС КАТУШКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ДАТЧИКА ВИХРЕВОГО ТОКА
Вид РИД
Изобретение
Изобретение касается основного корпуса катушки для изготовления датчика вихревого тока, датчика вихревого тока, а также устройства для наматывания катушечной проволоки на основной корпус катушки для изготовления такого датчика вихревого тока.
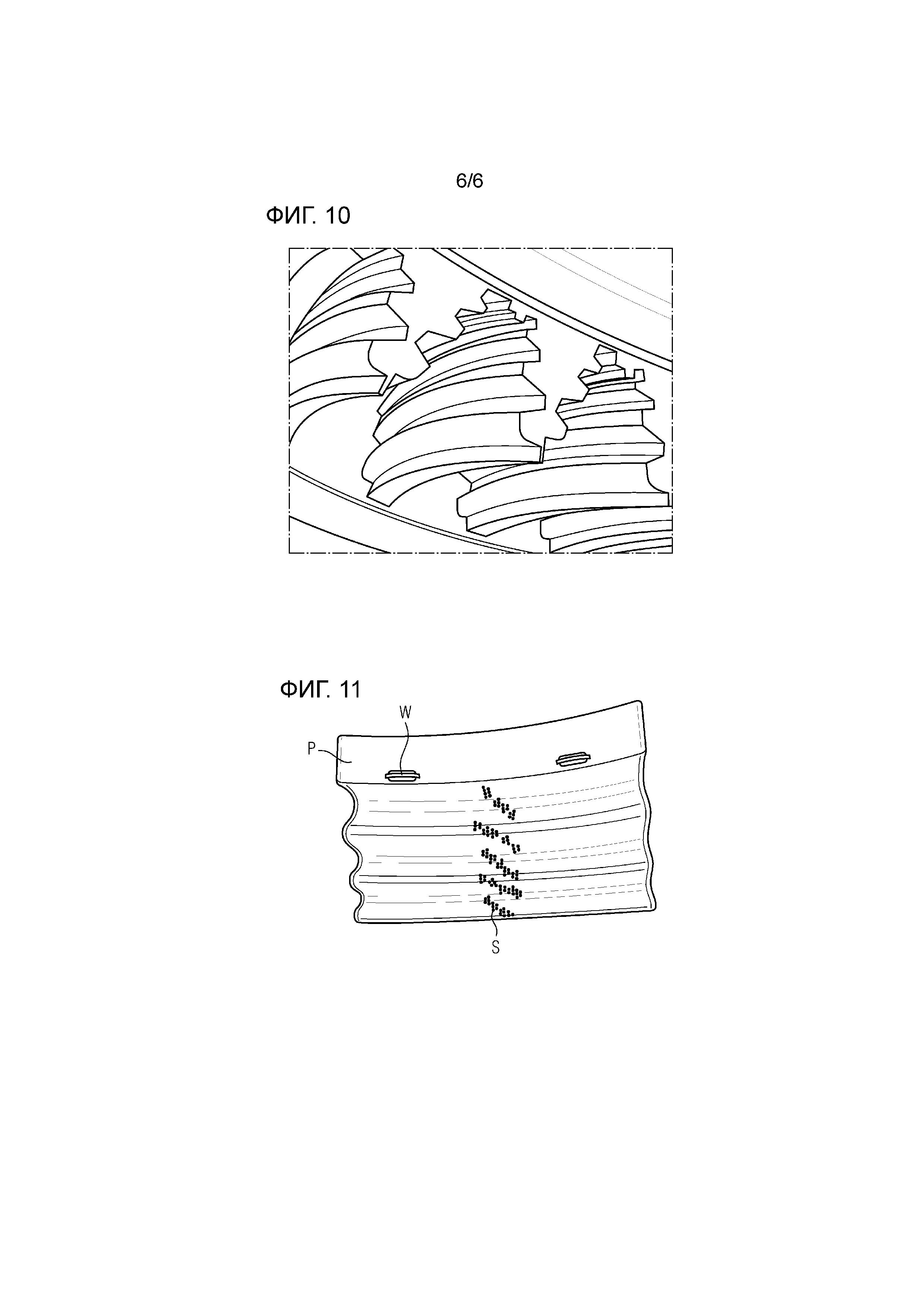
В осевых гидравлических машинах, таких как турбины или компрессоры, для крепления лопастей ротора по периметру вала или закрепленного на валу диска рабочего колеса предусмотрены расположенные на равных расстояниях приемные пазы, которые называются также «лапками вала», и распространяются в осевом направлении гидравлической машины через вал или, соответственно, диск рабочего колеса. При этом контур приемных пазов соответствует контуру помещаемых хвостовиков лопаток, так что хвостовики лопаток могут вдвигаться в приемные пазы в осевом направлении и в смонтированном состоянии с геометрическим замыканием сидят в каждом приемном пазу, так что при вращении ротора они надежно удерживаются на валу в радиальном направлении гидравлической машины. Одним из достаточно известных и часто находящих применение контуров приемных пазов и ответных хвостовиков лопаток показан является т.н. «елочный контур», который показан на фиг.10 и известен, например, из EP 2 282 010 A1.
При эксплуатации гидравлической машины лопатки, в частности в области приемных пазов, подвергаются высоким механическим нагрузкам, которые могут приводить к усталостным явлениям и повреждениям конструктивных элементов. В частности, на конструктивных элементах могут возникать обусловленные эксплуатацией растрескивания.
Поэтому требуется регулярно контролировать подвергающиеся эксплуатационным нагрузкам конструктивные элементы и, в частности, приемные пазы роторов на такие растрескивания. Контроль осуществляется без разрушения, при этом, в связи с его высокой чувствительностью, в первую очередь находит применение контроль с использованием флуоресцирующего магнитного порошка. Недостаток этого способа контроля видится в применении химических средств контроля. То есть проблематичным считается также, что область контроля для контроля с использованием магнитного порошка должна затемняться, и в рамках контроля находит применение вредный для людей УФ–свет. Далее, контроль с использованием магнитного порошка является визуальным контролем, поэтому графическое документирование всех изображений с записью всех данных в цифровом виде всей поверхности лапок вала затруднительно.
Для разрешения этих проблем для контроля лапок вала альтернативно разрабатывается технология контроля с использованием вихревого тока. При этом применяется матрицы из 32–256 отдельных датчиков S вихревого тока или, соответственно, зондов вихревого тока. Адаптированный для контроля по контуру к лапке вала элемент P для СЛС–(селективное лазерное спекание)–контроля, имеющий 128 отдельных датчиков S вихревого тока и два интегрированных датчика W перемещения, изображен на фиг.11.
В документах предшествующего уровня техники, в частности в US 2004066191 A1, G01N 27/90, 08.04.2004, раскрывается датчик вихревых токов с двумя магнитными катушками, намотанными вокруг единственного основного корпуса катушки, выполненного из материала с высокой магнитной проницаемость, причем основной корпус катушки является магнитным сердечником. Угловые стойки, также выполненные из материала с высокой магнитной проницаемостью, удерживаются спереди основного корпуса катушки по его углам. Магнитные катушки наматываются на двух противолежащих сторонах основного корпуса катушки, которые соответственно проходят между двумя парами угловых стоек, так что обе магнитные катушки пересекаются ортогонально на основном корпусе катушки.
Также, в документе WO 2004086559 A1, H01Q 7/00, 07.10.2004 раскрывается антенна, содержащая катушку сердечником из немагнитного металла, вокруг которого намотаны три катушечных элемента, ортогонально друг другу.
Из уровня техники также известно наматывающее устройство, раскрытое в документе SU 1046787 A2, H01F 41/04, 07.10.1983, в котором держатель катушки укомплектован средствами торможения, которые могут приводиться во фрикционный контакт с удерживаемой на держателе катушки питающей катушкой, чтобы затормаживать ее и тем самым настраивать натяжение проволоки в подводимой катушечной проволоке.
Проблема при применении технологии вихревого тока заключается в том, что чувствительность контроля маленьких отдельных датчиков в области сильно искривленных контуров ниже, чем при контроле с использованием флуоресцирующего магнитного порошка. Хотя исследования показали, что имеющие значительно больший размер перекрестно намотанные датчики вихревого тока обладают достаточной чувствительностью на простых, плоских поверхностях, однако из–за их конструктивного размера и формы они не могут помещаться достаточно близко ко всем местам, которые должны быть досягаемы в пределах контура лапки вала, чтобы создавать достаточно хороший сигнал.
В настоящем изобретении предусмотрено, что для деформирования магнитного поля, создаваемого датчиком вихревого тока, в направлении области контроля в сердечнике обмотки, в частности в области пересечения двух окружных пазов, предусмотрено гнездо для шарика из ферромагнитного материала.
Далее, для изготовления перекрестно намотанных катушек обычно две цилиндрически намотанные катушки со сдвигом на 90° друг относительно друга вставляются друг в друга и заливаются в полимерный материал. Однако это может приводить к различиям в результате контроля отдельных катушек, так как из этих двух вставленных друг в друга катушек одна неизбежно всегда находится ближе к предмету контроля, чем другая.
Вышеназванные проблемы имеющихся датчиков вихревого тока делают желательным изготовление специально адаптированных форм датчиков вихревого тока, которые сформированы так, что они могут помещаться достаточно близко к каждому подлежащему контролю контуру в пределах лапки вала, и обмотки которых имеют высокое количество витков, а также плотность витков.
Эта задача сначала решается с помощью основного корпуса катушки для изготовления датчика вихревого тока, имеющего определяющую продольную ось головку обмотки, в наружной поверхности которой выполнены два окружных паза, распространяются каждый по всему периметру головки обмотки вокруг сердечника обмотки, причем эти окружные пазы на верхней стороне и нижней стороне головки обмотки в положении продольной оси пересекаются и служат для помещения наматываемой вокруг сердечника обмотки в виде перекрестной обмотки катушечной проволоки, и при этом окружные пазы, если смотреть в окружном направлении, ограничиваются удерживающими ребрами, которые распространяются в направлении продольной оси и выступают за сердечник (5) обмотки в направлении двух осевых концевых областей основного корпуса катушки, а также в радиальном направлении. Датчик вихревого тока в соответствии с изобретением имеет такой основной корпус катушки, при этом в области окружных пазов вокруг сердечника катушки намотана катушечная проволока.
При этом изобретение создает совершенно новый метод при изобретении датчиков вихревого тока, когда сначала изготавливается основной корпус катушки, имеющий пересекающиеся окружные пазы, а после этого в окружные пазы в виде перекрестной обмотки вокруг сердечника обмотки наматывается соответствующая катушечная проволока.
Этот новый подход позволяет, во–первых, пересекающимся обмоткам «соткаться» друг с другом, чтобы обеспечить равное расстояние от обмоток до контролируемой поверхности. Для этого катушечная проволока может укладываться в пересекающиеся, в частности под углом 90°, окружные пазы вокруг сердечника обмотки. Целесообразным образом катушечная проволока наматывается при этом слоями, состоящими каждый из заданного количества витков с чередованием в одном окружном пазу и в другом окружном пазу, вокруг сердечника обмотки. Процесс наматывания осуществляется предпочтительно таким образом, что витки одного слоя размещены в окружном пазу тесно рядом друг с другом и заполняют его по всей его ширине. Таким образом образуются определенные пласты или слои обмотки, которые могут укладываться упорядоченно друг на друга, так что потребность в площади минимизируется.
Удерживающие ребра, которые ограничивают или, соответственно, определяют окружные пазы, являются относительно узкими и могут иметь контур, адаптированный в каждом случае к наименее доступному месту в пределах лапки вала. При этом основной корпус катушки целесообразным образом выполнен симметрично таким образом, что два диаметрально противоположных удерживающих ребра имеют соответствующие друг другу поперечные сечения, т.е. выполнены в соответствующей друг другу форме. Также удерживающие ребра могут иметь наружную поверхность, вогнуто искривленную в продольном направлении и/или окружном направлении.
Далее, может быть целесообразно, когда одно удерживающее ребро или несколько удерживающих ребер выполнены остро сходящимися к одной осевой концевой области или обеим осевым концевым областям корпуса обмотки.
По одному из вариантов осуществления изобретения предусмотрено, что в передних или задних в осевом направлении торцевых поверхностях двух удерживающих элементов, в частности двух диаметрально противоположных друг другу удерживающих элементов, выполнены гнезда, в которые вставлены или могут вставляться электрические присоединительные выводы.
Чтобы можно было удерживать основной корпус катушки во время наматывания катушечной проволоки, предпочтительно на наружной стороне удерживающего ребра предусмотрен крепежный шип для удерживания основного корпуса катушки, который после наматывания отделятся от удерживающего ребра. Этот крепежный шип может, в частности, радиально выдаваться из удерживающего ребра. Это целесообразно, когда процесс наматывания, как еще будет описано ниже, выполняется автоматически в наматывающем устройстве.
Корпус обмотки может изготавливаться генеративным технологическим способом, в частности способом селективного лазерного спекания (СЛС). При этом корпус обмотки может состоять из полимерного материала и/или керамического материала.
Изготовление обмоток на основном корпусе катушки может осуществляться вручную. Однако в соответствии с изобретением было разработано наматывающее устройство для наматывания катушечной проволоки на предлагаемый изобретением основной корпус катушки, которое включает в себя:
– базовый корпус,
– держатель, который предусмотрен на базовом корпусе и выполнен, чтобы фиксировать основной корпус катушки с определенным положением и ориентацией его продольной оси и поворачивать основной корпус катушки вокруг его продольной оси между двумя определенными, поставленными в соответствие окружным пазам основного корпуса катушки положениями наматывания проволоки на заданный угол, который соответствует угловому сдвигу окружных пазов основного корпуса катушки и составляет предпочтительно 90°, так чтобы в каждом положении наматывания проволоки поставленный в соответствие окружной паз принимал определенную ориентацию наматывания в плоскости наматывания, содержащей продольную ось, которые совпадают в двух положениях наматывания проволоки, и
– направитель катушечной проволоки, который выполнен и расположен на базовом корпусе, чтобы в параллельной плоскости наматывания плоскости совершать движение наматывания по круговой траектории вокруг зафиксированного в держателе основного корпуса катушки и дополнительно поступательное движение подачи поперек, в частности перпендикулярно плоскости наматывания.
При этом держатель выполнен, в частности, чтобы удерживать основной корпус катушки таким образом, чтобы его продольная ось была ориентирована вертикально. Соответственно тогда направитель проволоки выполнен, чтобы двигаться по круговой траектории в вертикальной плоскости вокруг зафиксированного в держателе основного корпуса катушки.
Таким образом, в соответствии с изобретением предлагаемый изобретением основной корпус катушки зафиксирован в держателе с определенным положением и ориентацией. Для этого держатель может иметь гнездо, в которое крепежный шип основного корпуса катушки может горизонтально вдвигаться и фиксироваться, в частности зажиматься. При этом гнездо и крепежный шип ориентированы комплементарно друг другу таким образом, что крепежный шип и вместе с тем основной корпус катушки принимает свое желательное положение.
После этого основной корпус катушки приводится в одно из своих двух положений наматывания проволоки, в котором один из двух окружных пазов лежит в плоскости наматывания или, соответственно, в параллельной ей плоскости, так что катушечная проволока может наматываться в этом окружном пазу вокруг сердечника обмотки основного корпуса катушки. Для этого катушечная проволока продевается через направитель проволоки, и ее свободный конец фиксируется на основном корпусе катушки. Затем направитель проволоки движется вокруг основного корпуса катушки по определенной круговой траектории и таким образом укладывает катушечную проволоку вокруг сердечника обмотки. Во время того кругового движения наматывания направитель проволоки дополнительно совершает поступательное движение подачи, так что витки катушки чисто укладываются рядом друг с другом в слой или пласт обмотки в направлении подачи.
Когда желаемое количество витков в окружном пазу изготовлено, держатель поворачивается, так что основной корпус катушки вращается вокруг своей продольной оси в свое второе положение наматывания проволоки. В этом положении второй окружной паз принимает желаемое положение и ориентацию наматывания, так что катушечная проволока может укладываться во втором окружном пазу вокруг сердечника обмотки, когда направитель проволоки вращается вокруг основного корпуса катушки и одновременно совершает поступательное движение подачи. Когда изготовлено достаточное количество витков в этом втором слое обмотки, которое предпочтительно соответствует количеству витков в первом слое обмотки, основной корпус катушки путем поворота держателя снова вращается обратно в свое первое положение наматывания для изготовления следующего слоя витков катушки в первом окружном пазу. Этот процесс повторяется до тех пор, пока не будет изготовлено достаточное количество слоев или пластов обмотки.
Для совершения кругового движения по одному из вариантов осуществления изобретения направитель проволоки установлен на кронштейне, который размещен противоположно держателю для основного корпуса катушки и может вращаться вокруг оси описываемой направителем проволоки круговой траектории, а также для совершения движения подачи с возможностью поступательного движения удерживается на базовом кронштейне. При этом кронштейн укомплектован по меньшей мере одним приводом, с помощью которого кронштейн приводится во вращение и может поступательно переставляться для совершения движения подачи.
Дополнительно может быть предусмотрен кодировщик вращения для регистрации текущего углового положения кронштейна, причем этот кодировщик вращения связан с центральным управлением для управления вращательным движением и/или поступательным движением кронштейна и/или совершаемым держателем движением поворота в зависимости от сигналов кодировщика вращения. Для этого кронштейн имеет целесообразным образом орбитальное колесо, имеющее на своем наружном периметре зубчатый венец, с которым находится в зацеплении соответствующий ответный зубчатый венец кодировщика вращения.
В другом варианте осуществления изобретения на базовом корпусе или на кронштейне предусмотрен держатель катушки, на который может устанавливаться или установлена питающая катушка для катушечной проволоки так, что она может вращаться вокруг оси держателя катушки, которая проходит коаксиально оси описываемой направителем проволоки круговой траектории или параллельно ей. В этом случае направитель проволоки предпочтительно выполнен таким образом, что область входа проволоки направителя проволоки лежит в области осевой протяженности питающей катушки, а область выхода направителя проволоки лежит в области осевой протяженности, в которой катушечная проволока должна наматываться на основной корпус катушки.
То есть в этом примере осуществления предусмотрена питающая катушка, которая служит резервным устройством для катушечной проволоки, намотанной на питающую катушку. При эксплуатации катушечная проволока разматывается с питающей катушки, вследствие чего она вращается вокруг оси катушки. Держатель катушки целесообразным образом укомплектован средствами торможения, которые могут приводиться во фрикционный контакт с удерживаемой на держателе катушки питающей катушкой, чтобы затормаживать ее и тем самым настраивать натяжение проволоки в разматываемой с питающей катушки катушечной проволоке.
По одному из вариантов осуществления изобретения держатель для основного корпуса катушки имеет раму C–образной основной формы, которая с возможностью поворота вокруг продольной оси удерживается на базовом корпусе и которая, в частности, своими верхним и нижним концами оперта тоже на C–образную опорную раму, зафиксированную на базовом корпусе. При этом расположение выполнено так, чтобы C–образная удерживающая рама имела такой размер, чтобы C–образная рама держателя основного корпуса катушки могла свободно двигаться внутри опорной рамы. C–образное исполнение рамы позволяет свободно двигать направитель проволоки вокруг зажатого корпуса катушки.
При этом рама держателя может иметь зубчатый венец, который находится в зацеплении с ответным зубчатым венцом двигателя, чтобы поворачивать раму и вместе с тем держатель между положениями наматывания, причем этот двигатель предпочтительно соединен с центральным управлением и с его помощью приводится в действие.
Ниже со ссылкой на прилагаемый чертеж поясняются один из вариантов осуществления датчика вихревого тока, а также наматывающего устройства для изготовления такого датчика. На чертеже показано:
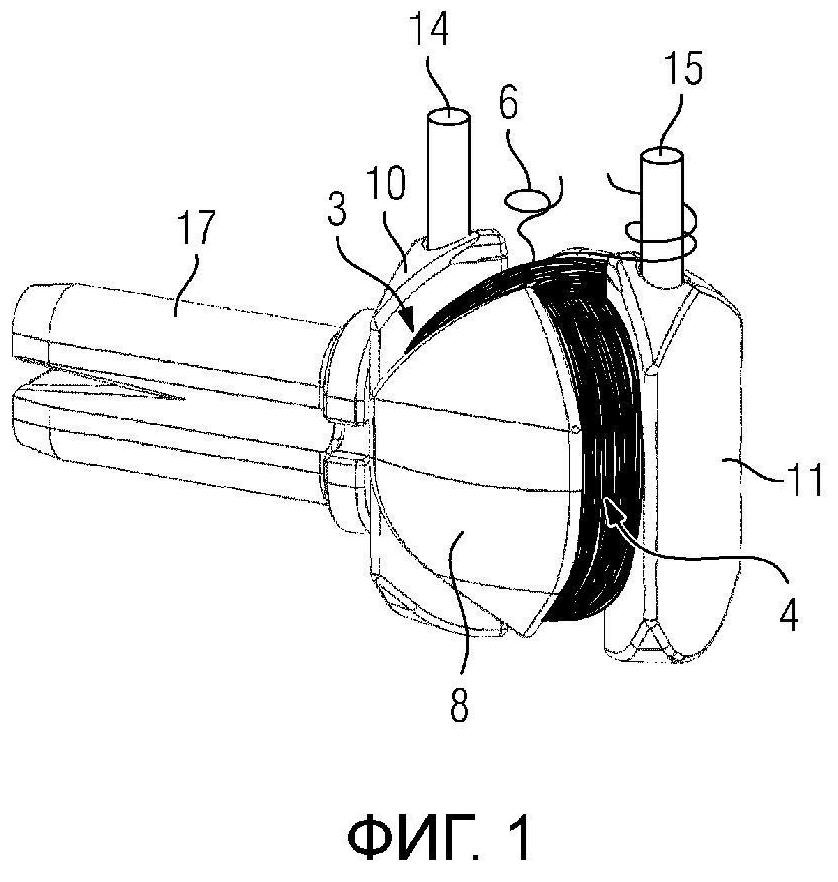
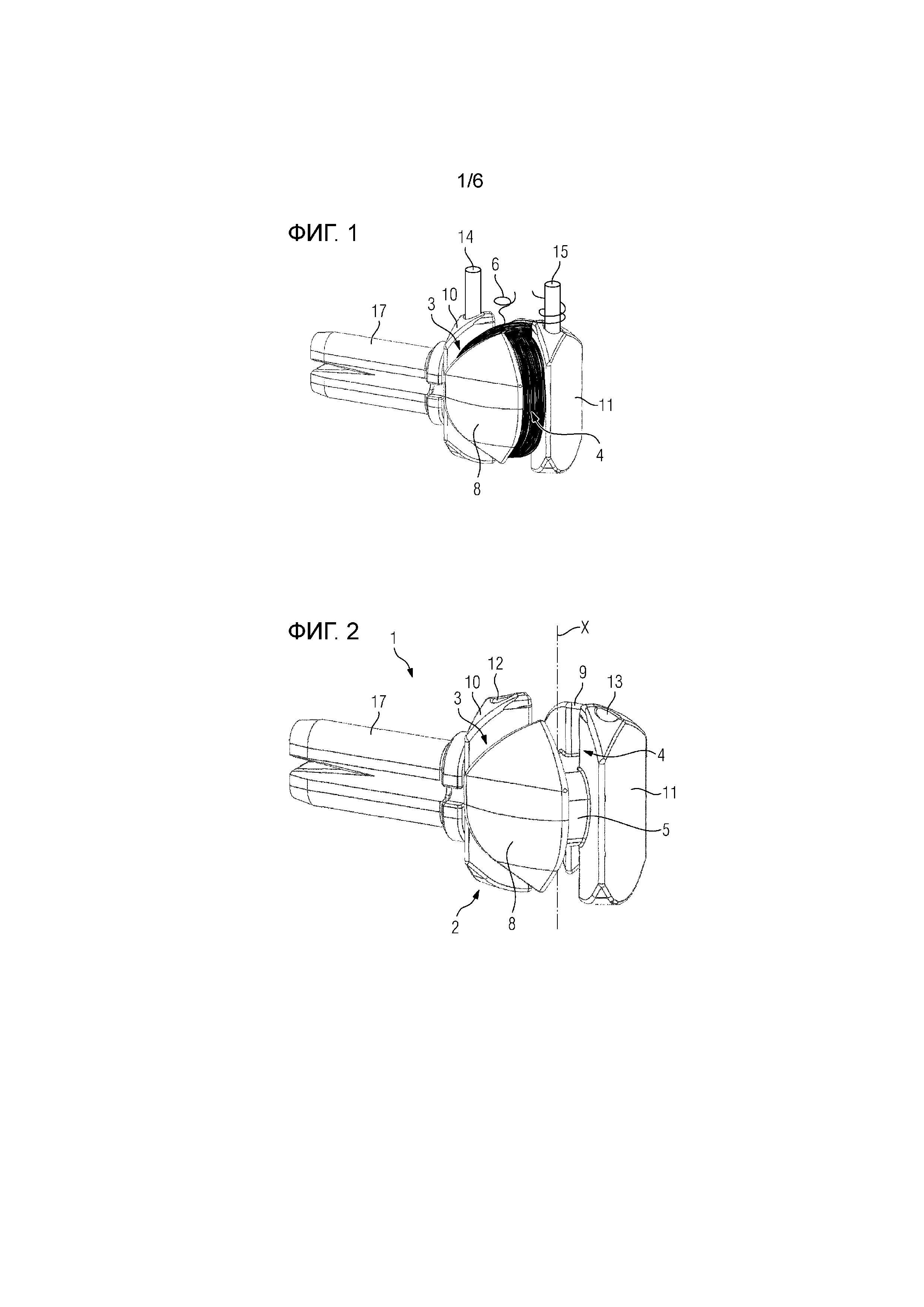
фиг.1: датчик вихревого тока в соответствии с настоящим изобретением на виде спереди в перспективе;
фиг.2: основной корпус катушки датчика вихревого тока с фиг.1 на виде спереди в перспективе;
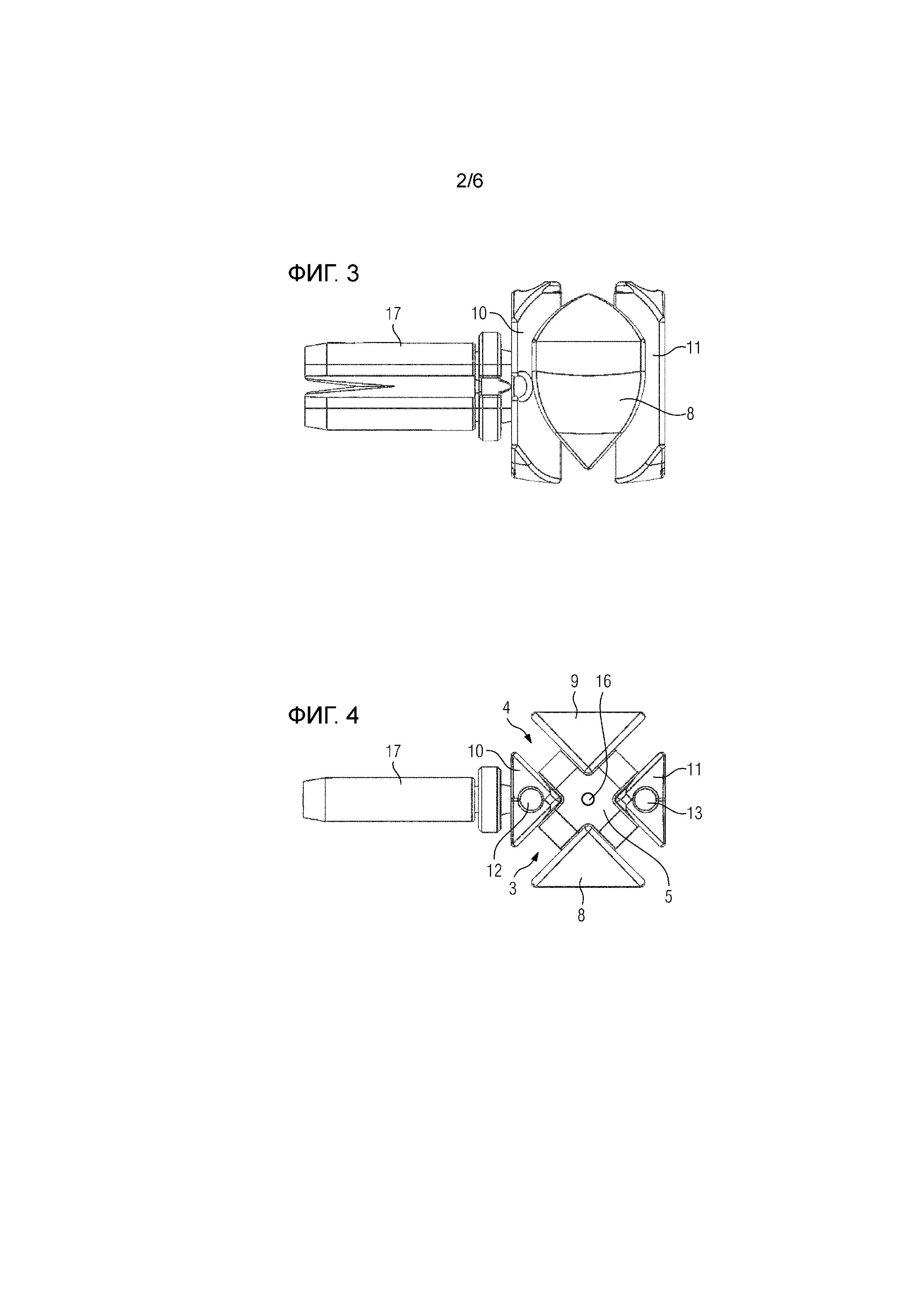
фиг.3: основной корпус катушки с фиг.2 на виде спереди;
фиг.4: основной корпус катушки с фиг.3 на виде в плане;
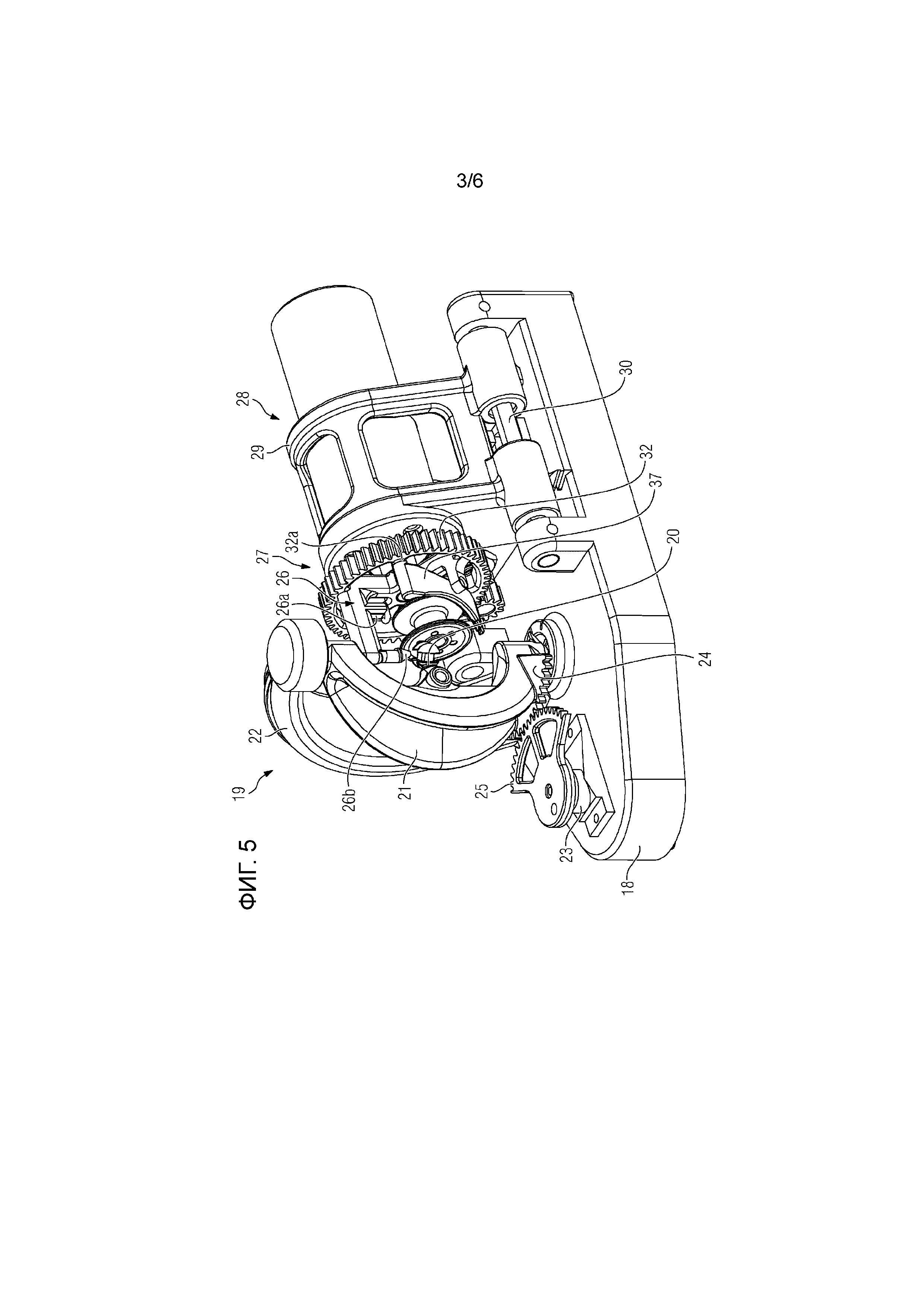
фиг.5: наматывающее устройство для наматывания катушечной проволоки на основной корпус катушки на виде спереди в перспективе;
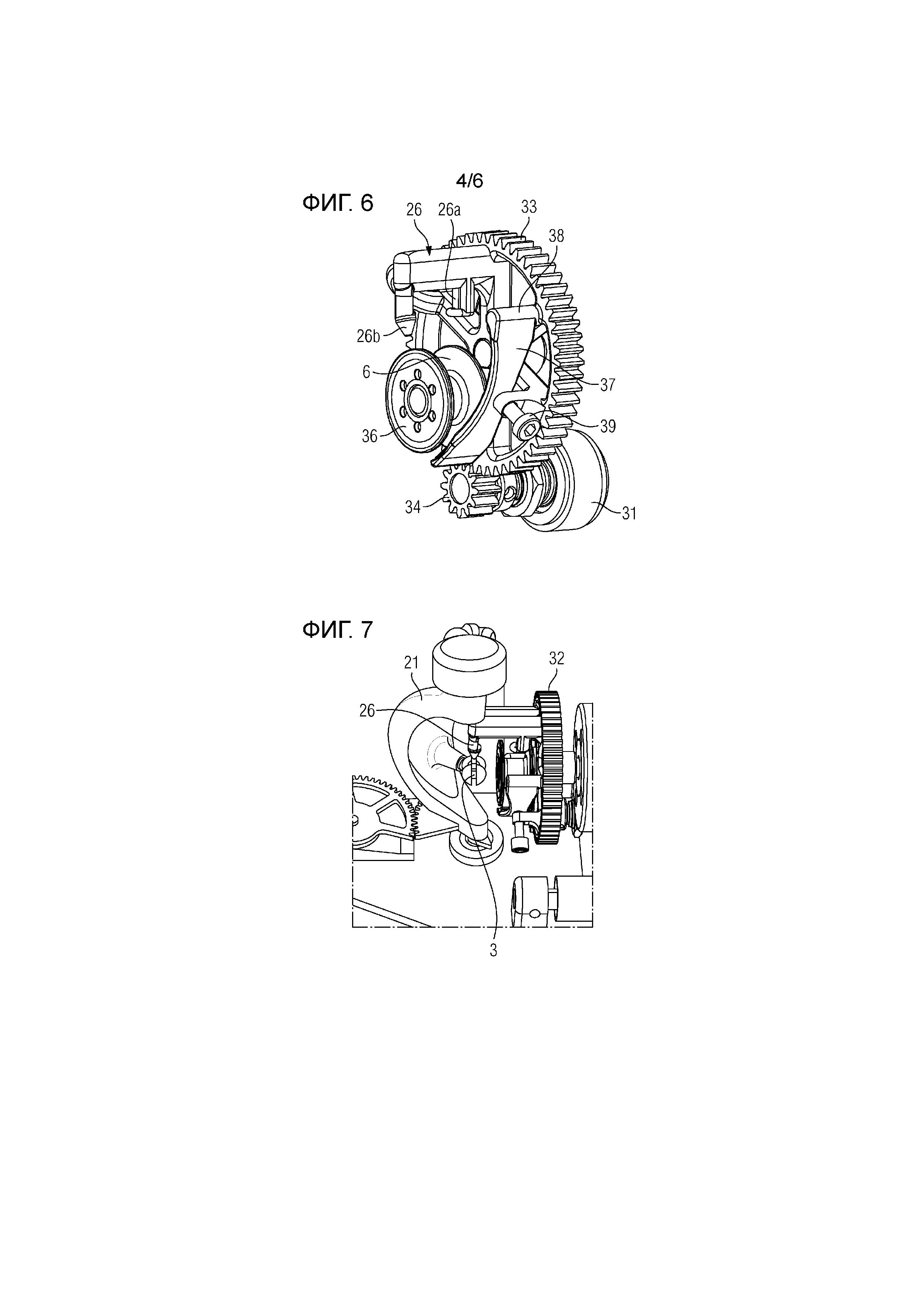
фиг.6: фрагмент фиг.5 в увеличенном изображении;
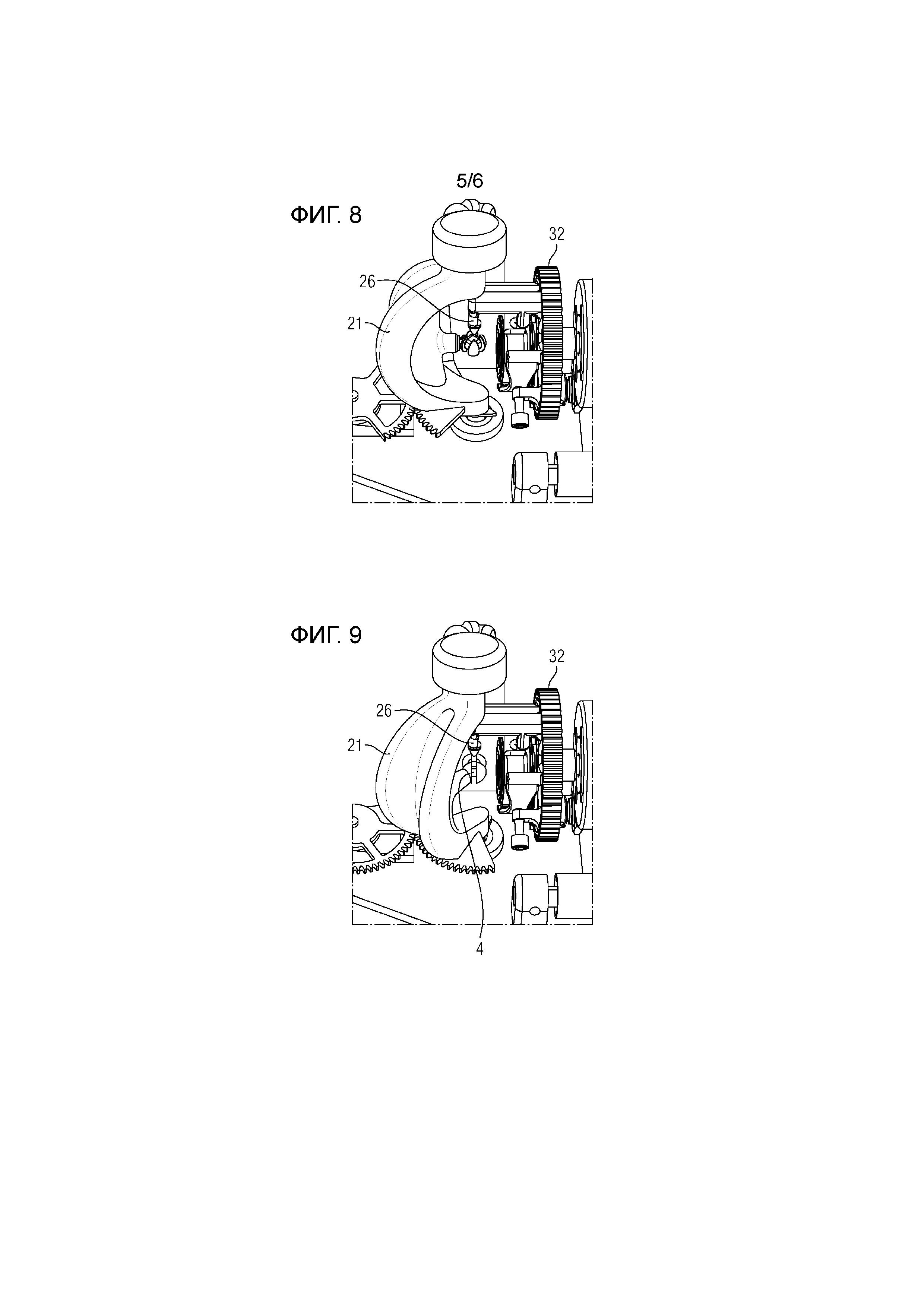
фиг.7–9: рабочие шаги процесса наматывания, выполняемого с помощью наматывающего устройства;
фиг.10: выполненный в виде елки традиционный приемный контур и
фиг.11: элемент для контроля, имеющий предусмотренные на нем датчики вихревого тока из уровня техники.
На фиг.1 изображен датчик S вихревого тока в соответствии с настоящим изобретением. Он включает в себя основной корпус 1 катушки, который изготовлен генеративным способом СЛС и состоит из полимерного материала. Основной корпус 1 катушки имеет головку для 2 обмотки, которая определяет продольную ось X основного корпуса 1 катушки, и в наружной поверхности которой выполнены два окружных паза 3, 4, распространяющиеся каждый по всему периметру головки для 2 обмотки вокруг сердечника 5 обмотки, причем эти окружные пазы 3, 4 пересекаются соответственно на верхней стороне и нижней стороне головки для 2 обмотки в положении продольной оси под углом 90°. В окружных пазах 3, 4 в виде перекрестной обмотки намотана катушечная проволока 6.
Благодаря окружным пазам 3, 4 основной корпус 1 катушки приобретает структуру, имеющую центральный сердечник 5 обмотки, вокруг которого в виде перекрестной обмотки укладывается/уложена катушечная проволока 6, и четыре удерживающих ребра 8, 9, 10, 11, которые распространяются в направлении продольной оси и выступают за сердечник 5 обмотки как в направлении двух осевых концевых областей головки для (2) обмотки, так и в радиальном направлении. При этом соответственно диаметрально противоположные друг другу удерживающие ребра 8, 8, 10, 11 выполнены соответствующим друг другу образом, т.е. они имеют одинаковое поперечное сечение и одинаковую наружную форму.
Форма удерживающих ребер 8, 9, 10, 11 выполнена адаптированной к контуру считываемой или, соответственно, контролируемой поверхности. Как хорошо видно на фиг.1–4, в изображенном примере осуществления лежащие впереди и сзади удерживающие ребра 8, 9 выполнены несколько шире, чем лежащие справа и слева удерживающие ребра 10, 11. При этом передние и задние удерживающие ребра 8, 9 имеют вогнуто искривленную наружную поверхность и остро сходятся, в то время как два других, лежащих справа и слева удерживающих ребра 10, 11 с наружной стороны выполнены плоскими или по существу плоскими и по своей длине имеют треугольную поверхность поперечного сечения, при этом их нижние концы закруглены. На верхней стороне эти правое и левое удерживающие ребра 10, 11 имеют по гнезду 12, 13, в которое вставлены или могут вставляться электрические присоединительные выводы 14, 15.
На фиг.4 видно, что в верхней стороне сердечника 5 обмотки предусмотрено гнездо 16, в которое перед наматыванием катушечной проволоки 6 вклеивается ферромагнитный шарик.
На наружной стороне удерживающего ребра – здесь левого удерживающего ребра 10 – предусмотрен крепежный шип 17, который служит для того, чтобы удерживать основной корпус 1 катушки во время наматывания, в частности в наматывающем устройстве. Крепежный шип 17 имеет в изображенном примере осуществления два лежащих друг на друге цилиндрических шипа 17a, 17b, так что крепежный шип в направлении продольной оси основного корпуса 2 (1?) катушки приобретает продолговатый контур поперечного сечения и выдается радиально из удерживающего ребра 10. После окончательного изготовления датчика S вихревого тока крепежный шип 17 удаляется с удерживающего ребра 10, например, отрезается.
Как показано также на фиг.1, катушечная проволока 6 наматывается/намотана вокруг сердечника 5 обмотки соответственно слоями, состоящими из заданного количества витков с чередованием в одном окружном пазу 3 и в другом окружном пазу 4.
На фиг.5 на виде в перспективе изображено наматывающее устройство, которое служит для того, чтобы автоматически выполнять процесс наматывания. Наматывающее устройство включает в себя базовый корпус 18, на котором удерживаются компоненты наматывающего устройства. В частности, наматывающее устройство включает в себя держатель 19, который предусмотрен и выполнен на базовом корпусе 18, чтобы удерживать основной корпус 1 катушки таким образом, чтобы ее продольная ось X была ориентирована вертикально и принимала определенное положение. Для этого держатель 19 имеет горизонтальное гнездо 20, в которое крепежный шип 17 основного корпуса 1 катушки горизонтально вдвигается и в котором он может фиксироваться, зажимаясь. Контур гнезда 20 выполнен комплементарно продолговатому контуру поперечного сечения крепежного шипа 17 основного корпуса 1 катушки, так что продольная ось X корпуса 1 катушки во вдвинутом состоянии принимает свое желательное положение и вертикальную ориентацию.
Держатель 19 выполнен таким образом, чтобы поворачивать удерживаемый в гнезде 20 основной корпус 1 катушки вокруг его продольной оси X между двумя определенными, поставленными в соответствие окружным пазам 3, 4 основного корпуса 1 катушки положениями наматывания проволоки на заданный угол, который соответствует угловому сдвигу окружных пазов 3, 4 корпуса 1 катушки и составляет при этом 90°. При этом расположение выбрано так, что в каждом положении наматывания проволоки поставленный в соответствие окружной паз 3, 4 принимает определенную ориентацию наматывания, в которой он лежит в вертикальной плоскости, содержащей, в частности продольную ось X, при этом ориентация наматывания в двух положениях наматывания проволоки совпадает.
В изображенном варианте осуществления держатель 19 включает в себя раму 21 C–образной основной формы, которая зафиксирована на базовом корпусе 18 и удерживается на базовом корпусе 18 с возможностью поворота вокруг оси поворота, лежащей коаксиально желаемому положению продольной оси X зажатого в гнезде 20 основного корпуса 1 катушки, т.е. вокруг вертикальной оси. Опора C–образной рамы 21 осуществляется в изображенном примере осуществления с помощью тоже C–образной удерживающей рамы 22, нижний конец которой зафиксирован на базовом корпусе 18. Эта C–образная рама 21 держателя 19 вставляется в удерживающую раму 22, при этом ее свободные концевые области оперты на свободные концы удерживающей рамы 22. Для этого C–образная рама 21 держателя 19 может иметь соответствующие шарнирные шипы, которые выдаются в вертикальном направлении из концевых областей C–образной рамы 21 наружу и вставляются в ответные опорные выемки удерживающей рамы 22.
Привод C–образной рамы 21 для совершения ее движений поворота между положениями наматывания осуществляется двигателем. Для этого предусмотрен соответствующий электродвигатель, который расположен в базовом корпусе 18, при этом приводной вал 23 электродвигателя выдается вверх из базового корпуса 18 и связан с C–образной рамой 21. Конкретно, на раме 21 предусмотрен зубчатый венец 24, который находится в зацеплении с соответствующим, предусмотренным на приводном валу 23 электродвигателя ответным зубчатым венцом 25, чтобы поворачивать раму 21 и вместе с тем держатель 19 между положениями наматывания проволоки.
Наматывающее устройство включает в себя также направитель 26 проволоки, который выполнен и расположен на базовом кронштейне 18, чтобы в параллельной плоскости наматывания плоскости совершать движение наматывания по круговой траектории вокруг зафиксированного в держателе 19 основного корпуса 1 катушки и дополнительно поступательное движение подачи поперек, здесь перпендикулярно плоскости наматывания. Для этого направитель 26 проволоки установлен на кронштейне 27, который размещен на базовом корпусе 18 противоположно держателю 19 для основного корпуса 1 катушки и ориентирован вокруг оси описываемой направителем 26 проволоки круговой траектории, т.е. коаксиально определенной гнездом держателя, стоящей перпендикулярно продольной оси X и пересекающей ее оси Y. Дополнительно направитель 26 проволоки для совершения движения подачи удерживается на базовом корпусе 18 с возможностью поступательного движения.
Кронштейн 27 укомплектован приводом 28, с помощью которого кронштейн 27 может приводиться во вращение и поступательно переставляться для совершения движения подачи. На фиг.5 видно, что кронштейн 27 для совершения движения подачи с помощью опорной системы 29 направляется по двум направляющим 30 и перпендикулярно плоскости наматывания с возможностью прямолинейного движения и может переставляться с помощью не показанного двигателя привода. В опорной системе 29 удерживается корпус 30 двигателя для вращающегося привода кронштейна 27, на приводном валу которого не показанным образом смонтирован кронштейн 27.
Наматывающее устройство включает в себя также центральное управление для управления двигателями для привода кронштейна 27 и C–образной рамы 21 держателя 19. Это управление укомплектовано кодировщиком 31 вращения, который предусмотрен для регистрации текущего углового положения кронштейна 27 и на основе текущего углового положения и/или совершенных оборотов кронштейна 27 управления вращательным движением, а также поступательным движением кронштейна 27, а также совершаемым держателем 19 движением поворота в зависимости от сигналов кодировщика 31 вращения. Кронштейн 27 имеет для этого орбитальное колесо 32, имеющее на своем наружном периметре зубчатый венец 33, с которым находится в зацеплении соответствующий ответный зубчатый венец 34 кодировщика 31 вращения (см. также фиг.6).
Наконец, на кронштейне 27 предусмотрен держатель 35 катушки, на котором с возможностью вращения установлена питающая катушка 36 для катушечной проволоки 6. Расположение выбрано конкретно так, чтобы держатель 35 катушки удерживался на спице 32a орбитального колеса 32 с возможностью вращения вокруг некоторой параллельной определенной гнездом 20 держателя 19 оси Y. Направитель 26 проволоки выполнен примерно U–образно и определяет канал для направления проволоки, область 26a входа проволоки и область 26b выхода проволоки которого предусмотрены на свободных концах полок U и указывают внутрь к оси вращения кронштейна 27. При этом область 26a входа проволоки направителя 26 проволоки лежит в области осевой протяженности питающей катушки 36, а область 26b выхода проволоки направителя 26 проволоки в области осевой протяженности, в которой катушечная проволока 1 должна наматываться на основной корпус катушки. Длина соединяющей полки U перемычки U выполнена соответственно.
Когда кронштейн 26 вращается, чтобы наматывать катушечную проволоку на основной корпус 1 катушки, катушечная проволока разматывается с держателя 35 катушки, вследствие чего он приводится во вращение вокруг оси Y. Для настройки достаточного натяжения проволоки в катушечной проволоке держатель 35 катушки укомплектован средствами торможения, которые могут приводиться во фрикционный контакт с питающей катушкой 36 для ее затормаживания. В изображенном варианте осуществления средства торможения включают в себя тормозную скобу 37, которая удерживается на орбитальном колесе 32 с возможностью поворота вокруг параллельной оси вращения кронштейна 27 оси 38 поворота и может приводиться в контакт с питающей катушкой 36. Далее, предусмотрен установочный винт 39, который может приставляться снаружи к тормозной скобе 37, чтобы прижимать тормозную скобу 37 к питающей катушке 36.
Для изготовления датчика вихревого тока основной корпус 1 катушки, имеющий вклеенный ферромагнитный шарик в гнезде 20 держателя 19 наматывающего устройства, вдвигается, зажимаясь, и при этом размещается таким образом, чтобы продольная ось X корпуса 1 катушки была ориентирована коаксиально оси вращения C–образной рамы 21 держателя 19.
На кронштейне 27 наматывающего устройства установлена питающая катушка 36, на которую, как на резервное устройство, намотана катушечная проволока 6. Свободный конец катушечной проволоки 6 продевается через направитель 26 проволоки и закрепляется на основном корпусе 1 катушки, при этом он вместе с крепежным шипом 17 зажимается в гнезде 20 держателя. При этом кронштейн 27 размещается в осевом направлении так, чтобы область 26b выхода проволоки направителя 26 проволоки лежала в области осевой протяженности окружного паза 3, в который сначала должна наматываться катушечная проволока 6. Далее, держатель 19 приводится в его первое положение наматывания проволоки (см. фиг.7). Теперь осуществляется вращающийся привод кронштейна 27, так что он движется по круговой траектории вокруг основного корпуса 1 катушки, и при этом в окружном пазу 3 катушечная проволока 6 наматывается вокруг сердечника 5 обмотки основного корпуса 1 катушки. Одновременно кронштейн 27 переставляется в осевом направлении путем перестановки по направляющим 30, так что изготовленные витки катушки ложатся рядом друг с другом в окружной паз 3. Когда желаемое количество лежащих рядом друг с другом витков катушки, т.е. слой или пласт обмотки, изготовлен, держатель 19 приводится в его второе положение наматывания проволоки, при этом C–образная рама 21 путем задействования электродвигателя поворачивается на 90° (см. фиг.8 и 9). Это процесс поворота происходит, когда область 26b выхода проволоки направителя 26 проволоки размещена точно над или под областями пересечения двух окружных пазов 3, 4 основного корпуса 1 катушки, так что катушечная проволока 6 перекладывается из одного окружного паза 3 в другой окружной паз 4 и наматывается в нем вокруг сердечника 5 обмотки, когда направитель 26 проволоки путем задействования кронштейна 27 снова вращается вокруг основного корпуса 1 катушки и одновременно движется поступательно. Для изготовления следующих слоев обмотки держатель поворачивается обратно в его первое положение наматывания проволоки, и вышеописанный процесс повторяется столько раз, сколько желательно.
Управление этим процессом наматывания осуществляется автоматически с помощью управления наматывающего устройства. Для этого с помощью кодировщика 31 вращения подаются сигналы, по которым управление узнает, в каком угловом положении находится кронштейн 27, т.е. сколько оборотов направитель 26 проволоки совершил вокруг основного корпуса 1 катушки, чтобы соответственно задействовать двигатель для совершения поступательного движения подачи кронштейна 27 и электродвигатель для поворота держателя 19 в зависимости от зарегистрированных угловых положений.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности
Способ функционирования компрессорного устройства и соответствующее компрессорное устройство

