Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ДВЕРНЫХ И ОКОННЫХ РАМ, ВЫПОЛНЕННЫХ ИЗ ПЛАСТИКОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу сборки профилированных элементов, выполненных из пластикового материала, для дверных и оконных рам.
Уровень техники
Известно, что была выявлена конкретная необходимость в обеспечении рам, таких как двери и окна, которые обеспечивают степень тепловой изоляции между внутренним и наружным пространствами, например, с целью уменьшения потребления энергии.
Данная необходимость особенно ощутима даже в той области, где дверные и оконные рамы выполнены из пластикового материала, в частности, ПВХ, несмотря на то, что они уже обладают высокой степенью тепловой изоляции по сравнению с металлическими рамами, доступными на рынке, благодаря пониженной тепловой проводимости пластика.
Эти профилированные элементы выполнены из пластмассовых смол и имеют особенную многокамерную конструкцию внутри самих профилированных элементов, что обеспечивает возможность получения высокой степени тепловой изоляции.
Пластиковые профилированные элементы, собранные таким образом, имеют основной недостаток, связанный со слабым сопротивлением ударам и движениям, применяемым со стороны действующих извне сил.
Говоря о данном недостатке, продолжительное воздействие со стороны солнечных лучей, например, включает нагревание пластиковых профилированных элементов вследствие передачи тепла путем излучения с последующим увеличением риска деформации самих профилированных элементов.
Для устранения данного недостатка известно использование усиливающих элементов, вставляемых во вмещающие гнезда, выполненные в профилированных элементах и которые проходят полностью вдоль самих профилированных элементов, для обеспечения повышенной устойчивости и усиления конструкции самих профилированных элементов.
В целом, такие усиливающие элементы являются элементами по типу металлических пластин, которые сложно деформируются под действием ударов и которые вставлены во вмещающие гнезда и прикручены к конструкции профилированных элементов с помощью установок, снабженных системами для прикручивания со сжатым воздухом.
Использование крепежных винтов предполагает передачу тепла через сами крепежные винты между наружной частью и внутренней частью конструкции профилированного элемента.
Пластиковые дверные и оконные рамы, собранные таким образом, имеют основной недостаток, связанный с недостаточной тепловой изоляцией между внутренним и наружным пространствами, которые разделяют сами рамы, при соответствующих расходах на энергоснабжение для поддержания желаемой температуры во внутреннем пространстве.
Другой недостаток связан со способом сборки таких рам, поскольку сверление профилированного элемента для вставки крепежных винтов предполагает образование стружки пластикового профилированного элемента и остатков какого-либо избыточного материала, подлежащих утилизации, в результате такого процесса машинной обработки.
Более того, способы сборки известного типа могут создать неоднородности на видимых поверхностях профилированных элементов, тем самым ухудшая эстетический внешний вид и общий внешний вид самих профилированных элементов.
Еще один другой недостаток связан со временем обработки, требуемым для прикрепления усиливающих элементов к профилированным элементам посредством крепежных винтов, что сопровождается высокими затратами на оборудование для производства самих профилированных элементов и соответствующими затратами на обслуживание.
Другой недостаток связан с высоким потреблением энергии, которого требует оборудование известного типа для сборки профилированных элементов и, в частности, для прикручивания усиливающих элементов к самим профилированным элементам, поскольку системам для прикручивания со сжатым воздухом не характерно пренебрежительно малое потребление энергии.
Не последнее неудобство связано с шумовыми помехами от операций сверления профилированных элементов, проводимых с помощью известного типа систем для прикручивания.
Описание изобретения
Основной задачей настоящего изобретения является представление способа сборки дверных и оконных рам, выполненных из пластикового материала, который обеспечивает возможность улучшения тепловой изоляции, обеспечиваемой самими рамами, для ограничения потребления энергии, требуемой для поддержания желаемой температуры.
Одна задача настоящего изобретения заключается в представлении способа сборки дверных и оконных рам, выполненных из пластикового материала, который обеспечивает возможность предотвращения формирования стружки и соответствующего избыточного материала вследствие операций сверления профилированных элементов с помощью крепежных винтов.
Еще одна задача настоящего изобретения заключается в представлении способа сборки дверных и оконных рам, выполненных из пластикового материала, который обеспечивает возможность снижения времени обработки, требуемого для прикрепления усиливающих элементов к конструкции профилированных элементов, а также производственных затрат и затрат на обслуживание оборудования, используемого для сборки самих профилированных элементов.
Другая задача настоящего изобретения заключается в представлении способа сборки дверных и оконных рам, выполненных из пластикового материала, который обеспечивает возможность снижения потребления энергии, требуемой для прикрепления усиливающих элементов к конструкции профилированных элементов.
Другая задача настоящего изобретения заключается в представлении способа сборки дверных и оконных рам, выполненных из пластикового материала, который обеспечивает возможность уменьшения шумовых помех от процессов машинной обработки профилированных элементов.
Другая задача настоящего изобретения заключается в представлении способа сборки дверных и оконных рам, выполненных из пластикового материала, который позволил бы преодолеть указанные недостатки уровня техники в рамках простого, рационального, легкого, эффективного в использовании, а также недорогого решения.
Указанные выше задачи достигаются представленным способом сборки дверных и оконных рам, выполненных из пластикового материала, обладающим признаками, указанными в пункте 1 формулы изобретения.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут лучше понятны из описания предпочтительного, но не исключающего, варианта реализации способа сборки дверных и оконных рам, выполненных из пластикового материала, изображенного в качестве иллюстративного, но не ограничивающего, примера на сопроводительных чертежах, на которых:
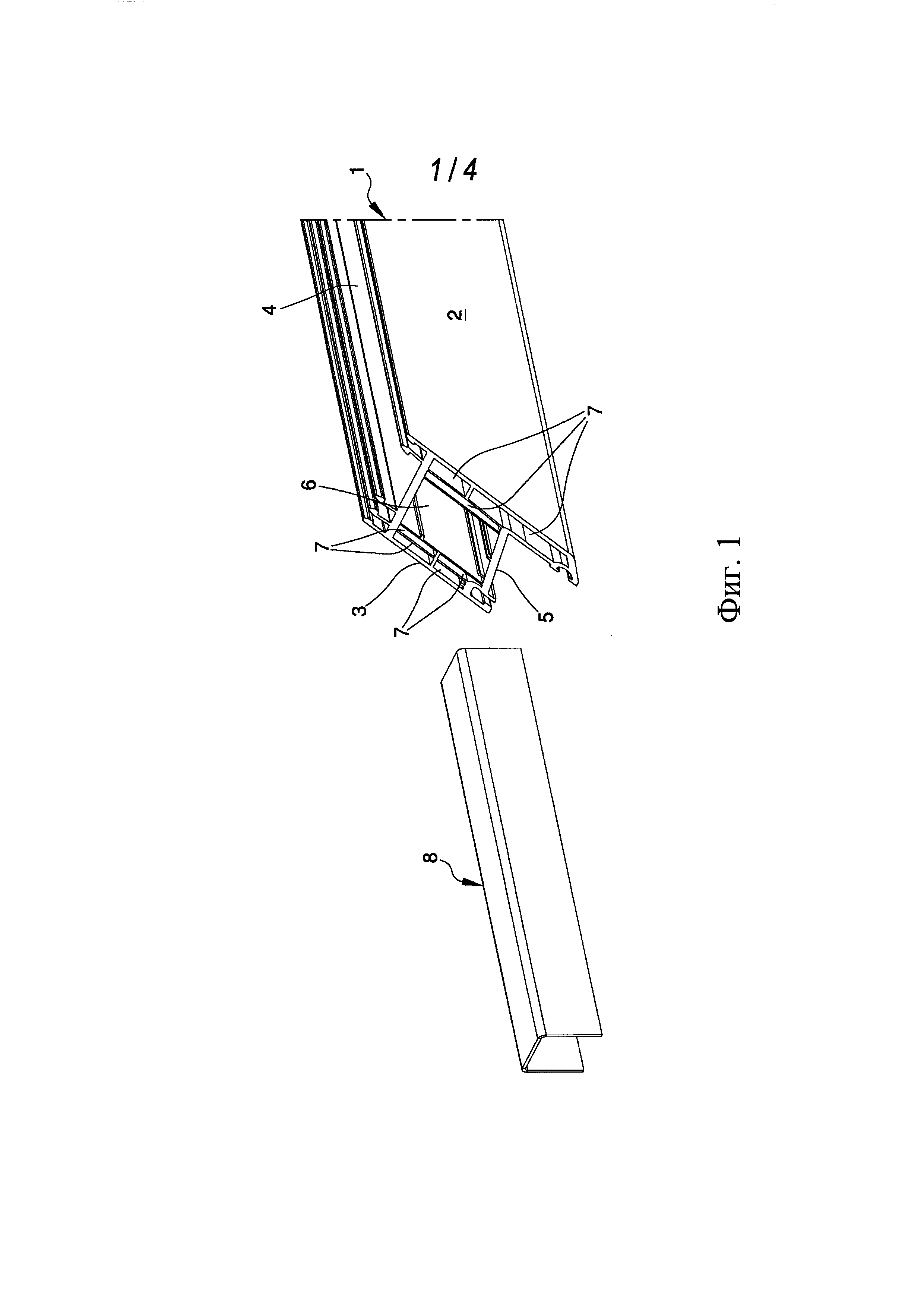
Фигура 1 представляет собой аксонометрический подробный вид профилированных элементов, используемых для сборки дверных и оконных рам с помощью способа, в соответствии с изобретением;
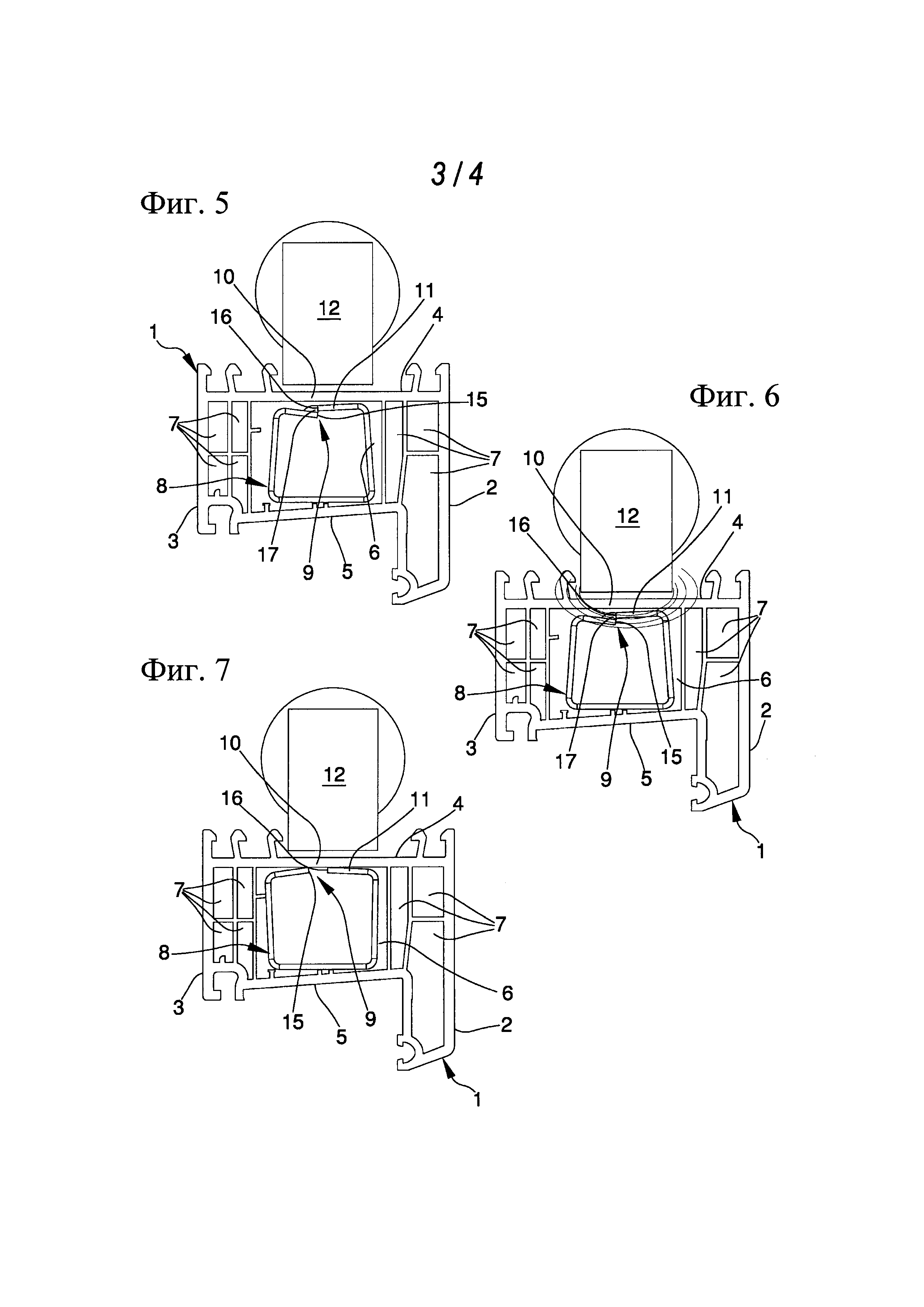
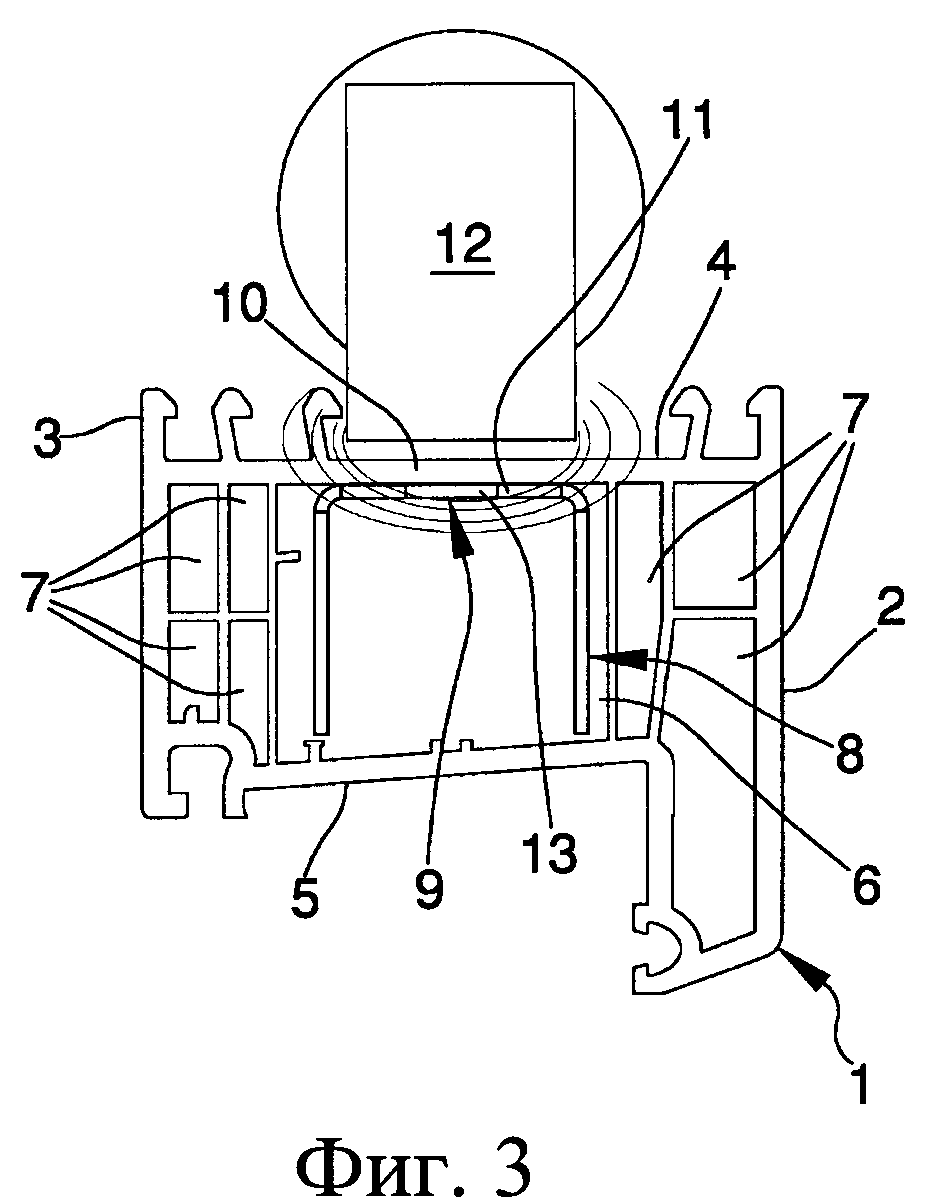
На фигурах 2-4 схематически изображен способ, в соответствии с первым вариантом реализации изобретения;
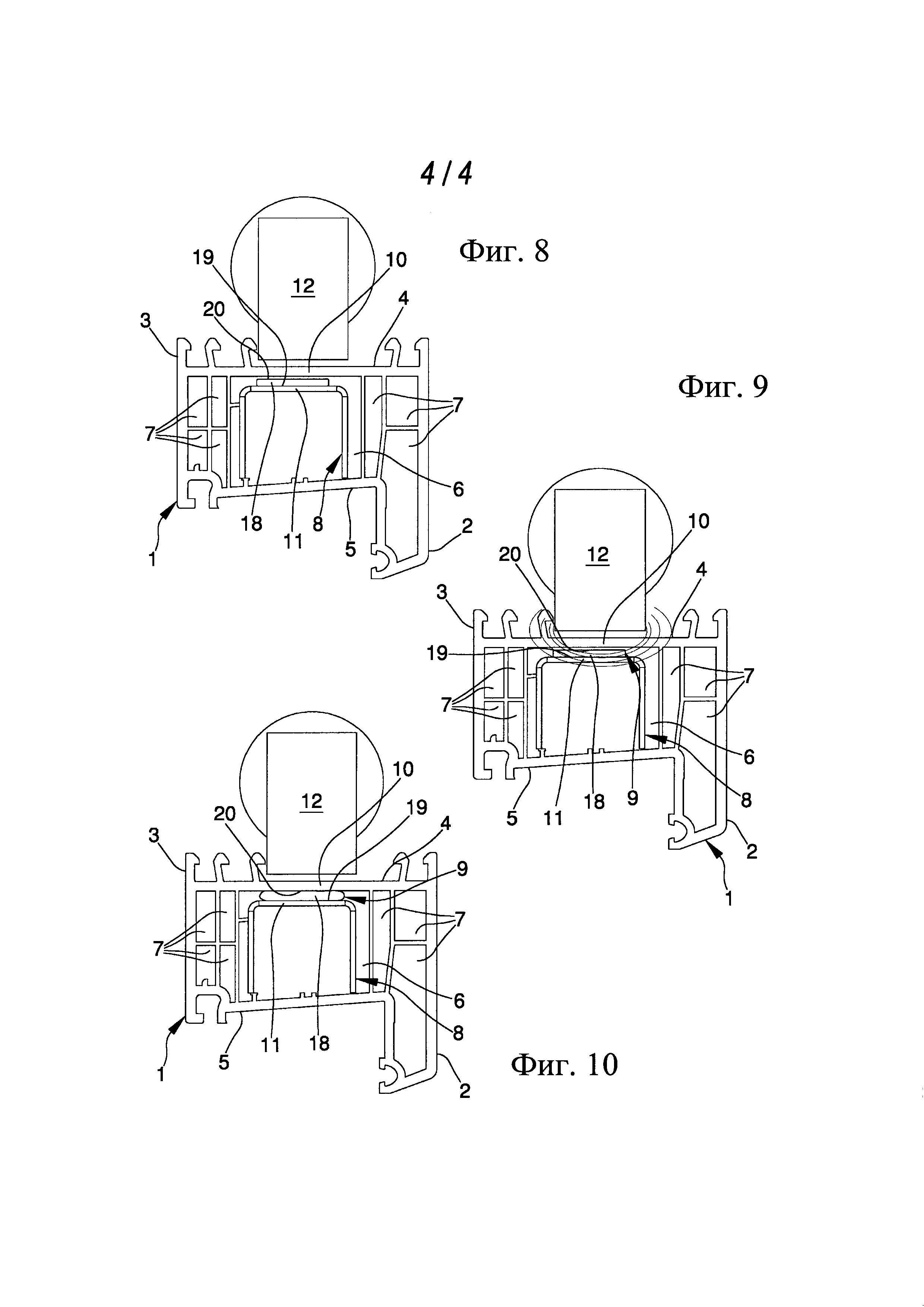
На фигурах 5-7 схематически изображен способ, в соответствии со вторым вариантом реализации изобретения;
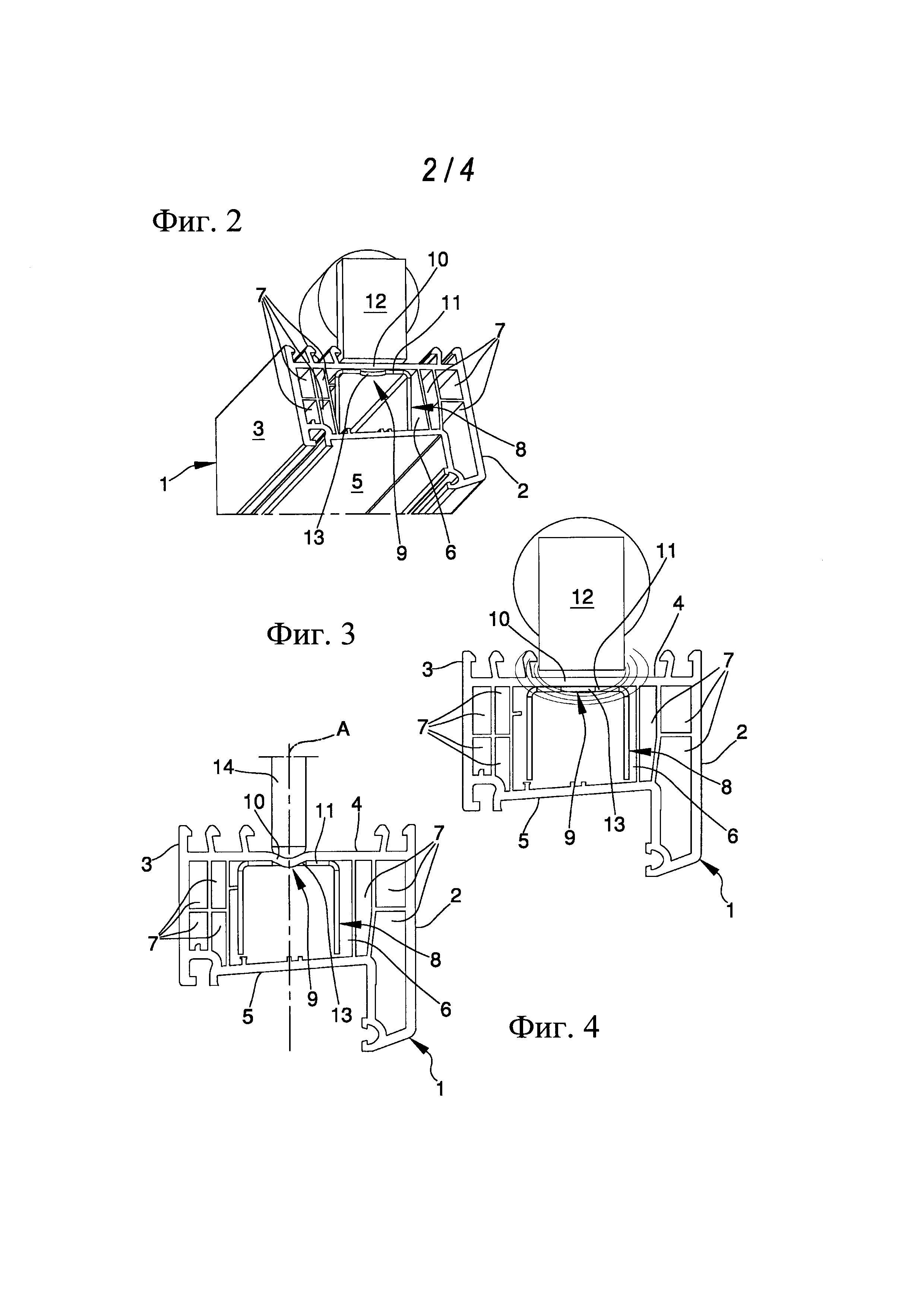
На фигурах 8-10 схематически изображен способ, в соответствии с третьим вариантом реализации изобретения.
Варианты реализации изобретения
Способ сборки дверных и оконных рам, выполненных из пластикового материала, включает этап обеспечения по меньшей мере профилированного элемента 1, выполненного из пластикового материала для сборки дверных и оконных рам.
Предпочтительно, профилированный элемент 1 выполнен с возможностью образования каркасов для рам и элементов на шарнирах, таких как окна или двери.
Профилированный элемент 1 выполнен из ПВХ, но не исключены пластиковые материалы термосвариваемого типа, отличного от ПВХ.
Профилированный элемент 1, показанный на фигурах, представляет собой каркас рамы дверей/окон, прикрепленный к сторонам периметра закрываемого отверстия, выполненного в стенах здания.
В частности, профилированный элемент 1 имеет удлиненную форму и снабжен первой основной стороной 2, второй основной стороной 3, первой боковой стороной 4 и второй боковой стороной 5, которые в настоящем описании следует трактовать следующим образом:
- первая основная сторона 2 и вторая основная сторона представляют собой видимые стороны рамы, когда сама рама соединена со сторонами периметра закрываемого отверстия;
- первая боковая сторона 4 представляет собой сторону профилированного элемента 1, которая лежит по существу на внешнем периметре рамы, когда сама рама собрана со сторонами периметра закрываемого отверстия;
- вторая боковая сторона 5 представляет собой сторону профилированного элемента 1, которая лежит по существу на внутреннем периметре рамы и выполнена с возможностью вхождения в контакт с поверхностью контакта элемента на шарнирах.
Для обеспечения возможности соединения путем сваривания нескольких профилированных элементов 1, каждый профилированный элемент 1 содержит пару рабочих поверхностей, подходящим образом обрезанных под углом 45° для обеспечения соединения между двумя прямоугольными профилированными элементами 1.
Кроме того, профилированный элемент 1 содержит основной полый отсек 6, который проходит по всей длине и внутри самого профилированного элемента, и множество второстепенных отсеков 7, являющихся полыми и имеющих подходящую форму, которые окружают основной отсек 6 и выполнены с возможностью придания профилированному элементу 1 высокой степени тепловой изоляции.
Способ включает этап обеспечения по меньшей мере усиливающего элемента 8, выполненного из металлического материала.
В частности, каждый профилированный элемент 1 снабжен соответствующим усиливающим элементов 8, выполненным с возможностью прикрепления к нему.
Усиливающий элемент 8 имеет трубчатую форму с профилем по существу U-образной формы.
Профилированный элемент 1 имеет вмещающее гнездо 6 для усиливающего элемента 8, которое по существу совпадает с основным отсеком 6 и определяет пространство для размещения самого усиливающего элемента по существу в полном размере.
Способ включает этап вставки усиливающего элемента 8 внутрь вмещающего гнезда 6 с помощью подходящих средств вставки.
Далее, способ включает этап прикрепления усиливающего элемента 8 к профилированному элементу 1 с помощью средств 9 прикрепления между по меньшей мере частью 10 профилированного элемента и по меньшей мере частью 11 усиливающего элемента.
В соответствии с изобретением, этап прикрепления включает этап нагревания части 11 усиливающего элемента с помощью средств 12 электромагнитной индукции для получения нагретой части 11 усиливающего элемента.
Предпочтительно, средства 9 прикрепления выполнены с возможностью взаимодействия по меньшей мере с одной из части 10 профилированного элемента и нагретой частью 11 усиливающего элемента для прикрепления части 11 усиливающего элемента к части 10 профилированного элемента.
В предпочтительном варианте реализации, показанном на фигурах, средства 12 электромагнитной индукции содержат электромагнит и средства подачи питания переменным током, выполненные с возможностью подачи мощности на сам электромагнит для генерирования магнитного поля с частотами интенсивности, составляющими сотни кГц.
Подача питания на электромагнит с помощью средств подачи питания переменным током вырабатывает индуцированные токи, в целом известные как вихревые токи, на части 11 усиливающего элемента (выполненного из металлического материала), погруженные в магнитное поле, выработанное средствами 12 электромагнитной индукции.
Эти токи Фуко (вихревые токи) могут нагревать части 11 усиливающего элемента с последующим рассеянием тепла за счет эффекта Джоуля частью самого усиливающего элемента.
В зависимости от мощности, подаваемой средствами подачи питания на электромагнит, токи Фуко, индуцируемые на части усиливающего элемента 11, и, следовательно, количество тепла, рассеиваемого под действием эффекта Джоуля частью самого усиливающего элемента, варьируются.
Предпочтительно, средства 12 электромагнитной индукции выполнены с возможностью индукции токов Фуко в конкретных интересующих участках элемента, выполненного из проводящего материала, который в конкретных вариантах реализации показан на фигурах совпадающим с частью усиливающего элемента 11.
Способ также включает этап сваривания множества профилированных элементов 1 для сборки оконной/дверной рамы.
Этап сваривания выполняют после этапа прикрепления каждого усиливающего элемента 8 к соответствующему профилированному элементу 1.
В первом варианте реализации способа этап нагревания усиливающего элемента 8 предшествует этапу сваривания профилированных элементов 1.
В этом отношении, в момент сваривания каждой рабочей поверхности профилированного элемента 1 с рабочей поверхностью другого профилированного элемента 1 каждый усиливающий элемент 8 оказывается прикрепленным внутри соответствующего основного отсека 6.
Однако нельзя исключать второй альтернативный вариант реализации способа, в котором этап нагревания усиливающего элемента 8 следует после этапа сваривания профилированных элементов 1.
В данном втором варианте реализации после этапа вставки каждого усиливающего элемента 8 в основной отсек 6 каждого соответствующего профилированного элемента 1, выполняют этап сваривания каждой рабочей поверхности каждого профилированного элемента 1 с рабочей поверхностью другого профилированного элемента 1 с получение оконной/дверной рамы.
После этого, последовательно или параллельно, выполняют этап нагревания каждого из усиливающих элементов 8, вставленных в соответствующий профилированный элемент 1.
Таким образом, в зависимости от конкретных требований производства оконных/дверных рам, этап сваривания профилированных элементов 1 может выполняться перед или после этапа нагревания и, следовательно, этапа прикрепления.
В первом предпочтительном варианте реализации, показанном на фигурах 2-4, этап нагревания включает этап размягчения части 10 профилированного элемента, причем нагретая часть 11 усиливающего элемента находится в контакте с частью 10 профилированного элемента и, более конкретно, нагретая часть 11 усиливающего элемента выполнена с возможностью передачи тепла на часть 10 профилированного элемента для получения размягченной части 10 профилированного элемента.
Как следует из фигур 2-4, полезным является то, что часть 11 усиливающего элемента находится в контакте с внутренней поверхностью основного отсека 6, находящегося на части 10 профилированного элемента.
В настоящем описании под термином «размягченная» подразумевается конкретное термодинамическое состояние, в котором часть 10 профилированного элемента, подвергнутая передаче тепла за счет части 11 усиливающего элемента, достигает точки размягчения.
В частности, в таком термодинамическом состоянии часть 10 профилированного элемента не имеет определенной точки плавления, тем самым переходя из твердого состояния в жидкое состояние.
Полезным является то, что средства 12 электромагнитной индукции выполнены с возможностью вырабатывания токов Фуко, индуцированных к части 11 усиливающего элемента, в результате приводя к нагреванию самой части усиливающего элемента за счет эффекта Джоуля.
Количество тепла, рассеиваемого частью 11 усиливающего элемента за счет эффекта Джоуля, включает нагревание за счет проводимости части 10 профилированного элемента, которая, за счет того, что она остается под действием такого тепла, размягчается и тем самым подвергается пластической деформации.
В частности, в первом варианте реализации, показанном на фигурах 2-4, средства 9 прикрепления содержат сквозное отверстие 13, выполненное на части 11 усиливающего элемента.
Более конкретно, нагревание части 11 усиливающего элемента предполагает нагревание части 10 профилированного элемента, окружающего сквозное отверстие 13 и находящегося в контакте с ним, с получение размягченной части 10 профилированного элемента.
Полезным является то, что этап прикрепления включает этап приложения давления к размягченной части 10 профилированного элемента по меньшей мере частично внутри сквозного отверстия 13, при этом данный этап приложения давления выполняют после этапа размягчения.
Фиксацию усиливающего элемента 8 с профилированным элементом 1 выполняют с помощью подходящих средств 14 приложения давления, выполненных с возможностью приложения прижимающего усилия в таком направлении, чтобы обеспечить вставку размягченной части 10 профилированного элемента внутрь сквозного отверстия 13.
Предпочтительно, средства 14 приложения давления выбраны из пуансонов и роликов с гидравлическим или электрическим управлением, которые прикладывают прижимающее усилие к наружной поверхности размягченной части 10 профилированного элемента таким образом, чтобы обеспечить ее посадку внутрь сквозного отверстия 13.
Средства 14 приложения давления выполнены с возможностью перемещения в направлении А приложения давления по существу перпендикулярно наружной поверхности части 10 профилированного элемента, находящейся на части 11 усиливающего элемента с выполненным в ней сквозным отверстием 13.
Более конкретно, деформация, применяемая к размягченной части 10 профилированного элемента с помощью средств 14 приложения давления, является деформацией по типу пластической, поскольку сразу после завершения передачи тепла между частью 11 усиливающего элемента и частью 10 профилированного элемента происходит переход агрегатного состояния самой части профилированного элемента из жидкого в твердое.
Предпочтительно, в сквозном отверстии 13 поверхность части 11 усиливающего элемента, обращенная в направлении внутренней стенки основного отсека 6, имеет рифленый профиль, снабженный множеством выступающих частей, которые выступают из самой поверхности, имеющей по существу точечный рельеф.
Во время этапа приложения давления выступающие части вставляются во внутреннюю стенку основного отсека 6, находящуюся на размягченной части 10 профилированного элемента, с целью максимизации прикрепления усиливающего элемента 8 к профилированному элементу 1.
Во втором варианте реализации, показанном на фигурах 5-7, средства 9 прикрепления содержат:
- первый конец 15 и второй конец 16 части 11 усиливающего элемента; и
- средства 17 временного соединения, размещенные между первым концом 15 и вторым концом 16 и выполненные с возможностью поддержания концов 15, 16 в контакте друг с другом, и на расстоянии от части 10 профилированного элемента.
Средства 17 временного соединения выполнены с возможностью принудительного поддержания концов 15, 16 в соединенном положении и на расстоянии от внутренней поверхности основного отсека 6 для обеспечения возможности легкой вставки усиливающего элемента 8 внутрь самого основного отсека.
Как можно увидеть на фигурах 5 и 6, когда концы 15, 16 поддерживаются в контакте с помощью средств 17 временного соединения, усиливающий элемент 8 имеет трубчатый рельеф по существу с прямоугольным поперечным сечением.
Предпочтительно, средства 17 временного соединения выполнены из материала, обладающего температурой плавления, которая ниже, чем температура плавления усиливающего элемента 8.
В конкретном варианте реализации, показанном на фигурах, выбранный материал является тонким, поскольку температура плавления ниже, чем температура плавления усиливающего элемента 8.
Однако нельзя исключать альтернативные варианты реализации, в которых средства 17 временного соединения содержат адгезивные материала или другие металлические материалы, или сплавы металлов, которые обладают более температурой плавления ниже, чем температура плавления усиливающего элемента 8.
В частности, средства 9 прикрепления выполнены с возможностью перемещения между:
- первой конфигурацией, в которой средства 12 электромагнитной индукции деактивированы, а концы 15, 16 по меньшей мере частично соединены друг с другом за счет помещения между ними средств 17 временного соединения и перемещены на расстояние от части 10 профилированного элемента; и
- второй конфигурацией, в которой средства 12 электромагнитной индукции активированы, а часть 11 усиливающего элемента выполнена с возможностью передачи тепла на средства 17 временного соединения, причем сразу после достижения относительной температуры плавления, концы 15, 16 отсоединяются друг от друга. В такой второй конфигурации концы 15, 16 перемещены на расстояние друг от друга и по меньшей мере один из концов 15, 16 входит в контакт с частью 10 профилированного элемента.
Более конкретно, когда средства 12 электромагнитной индукции активированы, токи Фуко, индуцированные на части 11 усиливающего элемента, вызывают рассеяние тепла за счет эффекта Джоуля от самой части усиливающего элемента, которая, следовательно, включает средства 17 временного соединения, расположенные между концами 15, 16.
В зависимости от количества тепла, переданного от концов 15, 16 на средства 17 временного соединения, состояние самих средств временного соединения постепенно переходит из твердого в жидкое, при котором, сразу после перехода, концы 15, 16 перемещаются на расстояние от взаимного принудительного положения соединения, определенного самими средствами временного соединения в твердом состоянии.
Таким образом, во второй конфигурации концы 15, 16 находятся в контакте с внутренней стенкой основного отсека 6 для выполнения плотного прикрепления части 11 усиливающего элемента к части 10 профилированного элемента.
Предпочтительно, на концах 15, 16 поверхность части 11 усиливающего элемента, обращенная в направлении внутренней стенки основного отсека 6, имеет рифленый профиль.
Из этого следует, что когда концы 15, 16 находятся во второй конфигурации, выступающие части, имеющие форму точек, поверхности части 11 усиливающего элемента вставляются во внутреннюю стенку основного отсека 6, находящегося на части 10 профилированного элемента, для обеспечения более плотного прикрепления части 11 усиливающего элемента к части 10 профилированного элемента.
В третьем альтернативном варианте реализации, показанном на фигурах 8-10, средства 9 прикрепления содержат заполняющую массу 18, помещенную между частью 11 усиливающего элемента и частью 10 профилированного элемента.
Полезным является то, что заполняющая масса 18 выполнена из материала, расширяющегося под действием тепла, и увеличивается в объеме после подачи тепла на саму заполняющую массу.
Полезным является то, что заполняющая масса 18 имеет по существу плоскую форму и помещена между частью 11 усиливающего элемента и частью 10 профилированного элемента.
Более конкретно, заполняющая масса 18 содержит первую часть 19, связанную с частью 11 усиливающего элемента, и вторую свободную часть 20, обращенную в направлении стенки основного отсека 6, расположенного на части 10 профилированного элемента.
В данном третьем варианте реализации средства 9 прикрепления выполнены с возможностью перехода между:
- нейтральной конфигурацией, в которой средства 12 электромагнитной индукции деактивированы, а объем заполняющей массы 18 остается без изменений. Более конкретно, вторая часть 20 является свободной и находится на расстоянии от части 10 профилированного элемента;
- расширенной конфигурацией, в которой средства 12 электромагнитной индукции активированы, а тепло, выработанное самими средствами электромагнитной индукции, передается от части 11 усиливающего элемента к средствам 9 прикрепления, совпадающим с заполняющей массой 18.
В данном расширенной конфигурации заполняющая масса 18 имеет расширенный объем по сравнению с нейтральной конфигурацией, а вторая часть 20 находится в контакте с частью 10 профилированного элемента.
Более конкретно, вторая часть 20 прилеплена к стенке основного отсека 6, расположенного на части 10 профилированного элемента.
Иными словами, подобно описанному для первого и второго вариантов реализации, полезным является то, что средства 12 электромагнитной индукции выполнены с возможностью вырабатывания токов Фуко, индуцированных, в свою очередь, к части 11 усиливающего элемента, с последующим нагреванием самой части усиливающего элемента за счет эффекта Джоуля.
Количество тепла, рассеянного частью 11 усиливающего элемента за счет эффекта Джоуля, благодаря проводимости вызывает нагревание заполняющей массы 18, которая расширяется до полного заполнения свободного пространства между частью 11 усиливающего элемента и внутренней стенкой основного отсека 6, расположенного на части 10 профилированного элемента.
Более конкретно, в расширенной конфигурации первая часть 19 и вторая часть 20 соответственно прикладывают равное и противодействующее прижимное усилие в направлении, которое по существу совпадает с направлением А давления, на части 11 усиливающего элемента и на внутренней поверхности основного отсека 6 соответственно, который расположен на части 10 профилированного элемента таким образом, чтобы усиливающий элемент 8 был зафиксирован в неподвижном положении внутри основного отсека 6.
Предпочтительно, поверхность части 11 усиливающего элемента, которая обращена в направлении внутренней стенки основного отсека 6, и к которой прикреплена первая часть 19, имеет рифленый профиль, снабженный множеством выступающих частей, которые выступают из самой поверхности, имеющей по существу точечную форму.
При расширенной конфигурации прижимное усилие первой части 18 в направлении части 11 усиливающего элемента приводит к вставке выступающих частей в саму первую часть для максимизации прикрепления усиливающего элемента 8 к профилированному элементу 1.
При практической реализации было обнаружено, что описанное изобретение достигает поставленных целей и, в частности, следует отметить тот факт, что описанный способ обеспечивает возможность устранения рассеивания тепла крепежными болтами усиливающих элементов к соответствующим профилированным элементам, рассеивание которого происходит в дверных и оконных рамах известного типа.
Иными словами, отсутствие сверления профилированных элементов обеспечивает возможность уменьшения тепловой проводимости рам, выполненных из пластикового материала, максимизируя тепловую изоляцию, обеспечиваемую самими рамами, с последующим уменьшением потребления энергии, требуемой для поддержания желаемой температуры внутри помещений.
Благодаря исключению фаз сверления профилированных элементов для прикрепления усиливающих элементов предотвращается образование стружки, а также соответствующих избыточных материалов и шумовых помех от операций сверления профилированных элементов.
Описанный способ обеспечивает возможность уменьшения времени машинной обработки, требуемого для прикрепления усиливающих элементов к конструкции профилированных элементов, а также затраты на производство и обслуживание оборудования, используемого для производства самих профилированных элементов, а также потребления энергии, требуемой для прикрепления усиливающих элементов к профилированным элементам.
Способ и устройство для сварки профильных элементов из пластмассы, в частности из пвх
Способ и устройство для сварки профильных элементов, изготовленных из пластмассового материала, в частности пвх
Машина для сварки пластиковых профильных элементов
Способ и система для производства окон/дверей
Способ трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий

