Результат интеллектуальной деятельности: МАШИНА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ РУЛОНОВ СО СТРЕЙЧ ПЛЕНКОЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к намоточной машине для намотки стрейч пленки в рулоны. Изобретение, в частности, может использоваться на линиях по изготовлению пластиковых пленок, для формирования рулонов, получаемых путем намотки непрерывной ленты из пленки.
Уровень техники
В системах для изготовления пластиковых пленок, например, полиэтиленовых пленок (так называемых «стрейч пленок»), обычно используют несколько последовательных этапов для непосредственного линейного изготовления пленочных рулонов путем экструзии. В частности, на линиях по изготовлению пластиковых пленок обычно используют первый этап, на котором непрерывную пленочную ленту изготавливают путем экструзии из расплавленной пластиковой массы. Пленка, выходящая из экструдера, проходит через несколько промежуточных этапов охлаждения, прежде чем в итоге попадает в намоточную машину, предназначенную для намотки пленки вокруг трубчатых сердечников (обычно изготавливаемых из картона и именуемых «гильзами») с целью формирования пленочных рулонов.
По мере намотки ленты вокруг гильзы диаметр рулона постепенно увеличивается. После того как рулон достигает определенного размера, пленочную ленту разрезают таким образом, чтобы часть ленты по ходу после разреза наматывалась вокруг завершаемого рулона, тогда как часть ленты по ходу перед разрезом наматывалась вокруг новой гильзы, для формирования нового рулона. Подобным путем можно непрерывно изготавливать несколько пленочных рулонов из единственной непрерывной ленты, формируемой экструдером, расположенным по ходу спереди. Поскольку пленочная лента изготавливается непрерывно, для предотвращения задержек или ошибок, которые могут прерывать работу всей производственной линии, вышеуказанные этапы необходимо осуществлять быстро, надежно и повторяемым образом.
Между тем, также известны системы, в которых первоначально формируют большие рулоны (так называемые «джамбо» рулоны), для их последующей подачи в намоточную машину, способную изготавливать пленочные рулоны меньшего диаметра и ширины.
Известны намоточные машины для изготовления рулонов со стрейч пленкой, в которых картонный сердечник надевают вокруг вращающегося вала (именуемого шпулькой), вращаемого для намотки пленки вокруг гильзы. Указанные намоточные машины имеют несколько шпулек, расположенных на держателе, способном вращаться вокруг оси. При вращении держателя каждая из шпулек перемещается в определенное рабочее положение. Обычно используют по меньшей мере три рабочих положения: положение для загрузки новой гильзы на свободную шпульку, положение для намотки пленки вокруг гильзы и положение для выгрузки готового рулона со шпульки. За счет вращения вокруг своей собственной оси держатель позволяет шпулькам одновременно находиться в вышеуказанных рабочих положениях.
Обычно шпулька в положении намотки вращается посредством моторизованного контактного валика, что способствует намотке пленки вокруг гильзы и позволяет удалять воздух, который может оставаться между слоями рулона, за счет прижатия пленки, наматываемой вокруг гильзы. По мере увеличения диаметра рулона, валик перемещается радиально наружу рулона.
Некоторые намотчики снабжены дополнительными вспомогательными валиками, прижимающими рулон во время вращения держателя шпульки, для исключения скопления воздуха, при разрезании, между последними слоями завершаемого рулона. Поэтому, после разрезания пленки, вспомогательные валики продолжают прижимать пленку к рулону до завершения намотки. Кроме этого, указанные валики необходимо перемещать точно и надежно, для исключения образования складок пленки на последних слоях пленки.
Валики обычно перемещаются посредством поворотных штанг, способных вращаться вокруг оси, параллельной оси вращения держателя шпулек. Валики размещают на концах штанг, которые перемещаются, например, посредством пневматических приводов. В частности, штанги вращаются посредством поршней и цилиндров, соединенных с пневматической схемой, выполненной с возможностью создания давления текучей среды внутри цилиндров.
Исключительно важно управлять различными пневмоприводами, в особенности когда непосредственно саму намоточную машину используют для последовательного изготовления рулонов разного типа (например, для ручной, автоматической намотки и джамбо рулонов) при изготовлении пленки. В основном, разные типы рулонов отличаются друг от друга по диаметру гильзы (размер которой варьируется, например, в зависимости от толщины картона, из которого изготовлена гильза) и конечного диаметра рулона.
Поэтому, если операции перемещения и расположения различных валиков, которые имеют критичное значение, не будут выполняться точно, повторяемо и надежно, это может приводить к смещению положения валиков, вызывая тем самым скопление пузырьков воздуха внутри рулона. Надлежащее функционирование пневматических систем в намоточных машинах достаточно критично и даже незначительные колебания давления, которые неизбежно могут возникать со временем, могут оказывать на них негативное влияние.
Поэтому пневматические системы намоточных машин необходимо периодически проверять и очищать для предотвращения засорения каналов и клапанов или падения давления в пневматической схеме, что может негативно влиять на точность намотки и качество готовых рулонов. Поэтому при проведении периодического обслуживания пневматических систем всю производственную линию приходится останавливать. Это замедляет производство, приводит к дополнительным трудозатратам на обслуживание и, в целом, снижает эффективность всей производственной линии.
Раскрытие изобретения
Цель настоящего изобретения заключается в устранении недостатков известного уровня техники, вкратце рассмотренных выше, и в том, чтобы предложить намоточную машину, способную изготавливать рулоны разного типа более надежным образом и требующую облуживания в меньшем объеме по сравнению с намотчиками из известного уровня техники.
Другая цель настоящего изобретения заключается в том, чтобы предложить более эффективный способ намотки рулонов по сравнению со способами из известного уровня техники.
Настоящее изобретение достигает эти и другие цели посредством намоточной машины по п. 1 и соответствующим зависимым пунктам формулы изобретения и способа по п. 10 и соответствующим зависимым пунктам формулы.
В частности, намоточная машина по настоящему изобретению содержит опорную раму и по меньшей мере один держатель шпулек, установленный на опорной раме. Каждый держатель может вращаться вокруг своей собственной оси и имеет несколько шпулек, неразъемно вращаемых вместе с ним так, чтобы по меньшей мере одна первая шпулька оказалась по меньшей мере в одном рабочем положении намотки рулона.
Намоточная машина содержит контактный валик, выполненный с возможностью взаимодействия с первой шпулькой, находящейся в рабочем положении намотки. Контактный валик может перемещаться между по меньшей мере одним проксимальным контактным положением, в котором он соприкасается с наматываемым рулоном, способствуя намотке стрейч пленки на периферийных участках рулона, и по меньшей мере одним дистальным положением относительно рулона.
Намоточная машина содержит сопроводительный валик, способный перемещаться между по меньшей мере одним дистальным положением относительно наматываемого рулона и по меньшей мере одним проксимальным положением, в котором он соприкасается с рулоном. Сопроводительный валик способствует намотке стрейч пленки на периферийных участках при вращении держателя шпульки и служит для перевода первой шпульки из рабочего положения для намотки рулона в рабочее положение для выгрузки рулона.
Контактный валик и сопроводительный валик соответственно соединены с первой рабочей штангой и второй рабочей штангой, обе из которых могут вращаться вокруг соответствующих осей вращения, параллельных оси вращения рулона.
По одному из аспектов настоящего изобретения вращение рабочих штанг осуществляется при помощи электроприводов.
Электроприводы питаются по меньшей мере от одной электроцепи, соединенной с логическим управляющим устройством, которое регулирует электроток, подаваемый на каждый из приводов.
Данное решение делает систему перемещения валиков значительно проще по сравнению с приводами, используемыми на известном уровне техники, которым для подачи текучей среды под давлением в приводы требуется пневматическая схема. На самом деле, для надежного формирования рулонов разного типа цепь электропитания не требует какого-то специального обслуживания. Кроме этого, было установлено, что электроприводы обеспечивают более точное и более быстрое расположение валиков по сравнению с намотчиками, в которых перемещение валиков осуществляется при помощи пнемоприводов. Более того, обеспечивается более надежное расположение валиков, которое может быть повторяемым в дальнейшем, что также способствует изменению рабочих настроек для работы с рулонами разного размера и разными типами наматываемой пленки.
За счет этого появляется возможность снизить расходы на обслуживание и эксплуатировать производственную линию в течение более длительного времени без перерывов в работе, с большей эффективностью и надежностью по сравнению с решениями из известного уровня техники.
По одному из конкретных аспектов настоящего изобретения электроприводы являются электроприводами линейного типа. Например, электроприводы содержат электродвигатель, предпочтительно бесщеточного типа, и линейный элемент, соединенный с электродвигателем посредством трансмиссии, преобразующей вращательное движение электродвигателя в линейное движение, например, посредством резьбового гаечно/винтового соединения. Рабочие штанги предпочтительно шарнирно установлены на раме и могут вращаться вокруг соответствующих шпилек за счет смещения (например, линейного смещения), создаваемого электроприводами.
По одному из конкретных аспектов настоящего изобретения намоточная машина содержит средства измерения тока, потребляемого электроприводами. В частности, логическое управляющее устройство регулирует выходной ток из цепи электропитания в зависимости тока, потребляемого электроприводами. Например, логическое устройство может регулировать выходной ток из цепи электропитания так, чтобы электроприводы создавали определенный крутящий момент, за счет которого по меньшей мере один контактный валик создает конкретное прижимное усилие к наматываемой пленке, например, постоянное прижимное усилие, вне зависимости от диаметра рулона, заменяемого во время намотки.
Намоточная машина по настоящему изобретению дополнительно содержит средство определения положения валиков относительно наматываемых рулонов. По одному из вариантов осуществления средство определения положения содержит по меньшей мере один кодовый датчик положения, предпочтительно абсолютного типа. Желательно, в случае использования линейных электроприводов, абсолютный кодовый датчик положения находится внутри электропривода, для определения количества вращений, совершаемых электродвигателем. Логическое устройство управления способно определять положение валиков в зависимости от количества вращений, совершенных электродвигателем, например, посредством таблицы, составленной ранее экспериментальным путем.
По одному из конкретных аспектов настоящего изобретения намоточная машина дополнительно содержит заправочный электродвигатель, т.е. двигатель, позволяющий шпульке с установленной на ней новой гильзой вращаться со скоростью, позволяющей начинать намотку нового рулона. В частности, перед разрезанием пленки, вторую шпульку с установленной на ней новой гильзой предпочтительно вращают так, чтобы в результате вращения держателя шпулек она оказывалась в положении намотки со скоростью вращения, близкой к скорости вращения контактного валика (заправка).
Предпочтительно заправочный электродвигатель может быть соединен со второй шпулькой с установленной на ней новой гильзой за счет магнитного взаимодействия. Магнитное взаимодействие между шпулькой и электродвигателем позволяет осуществлять заправку во время вращения держателя без необходимости моторизации каждой отдельной шпульки относительно заправочного двигателя. Данное решение позволяет удобно устанавливать шпульки в нейтральном положении держателя, упростив тем самым конструкцию держателя шпулек.
По другому аспекту настоящего изобретения намоточная машина содержит электромагнитный тормоз для замедления вращения шпульки с находящимся на ней готовым рулоном в положении выгрузки. В частности, после завершения формирования рулона он продолжает вращаться по инерции. Вращение готового рулона можно остановить при помощи электромагнитного тормоза, ускорив тем самым операции выгрузки. Магнитное взаимодействие между электромагнитным тормозом и шпулькой с находящейся на ней готовым рулоном в положении выгрузки позволяет упростить конструкцию держателя без необходимости установки тормоза на каждой из шпулек.
Другой целью настоящего изобретения является способ линейной намотки рулонов со стрейч пленой в намоточной машине, содержащей по меньшей мере один держатель шпулек, установленный на раме и способный вращаться вокруг своей собственной оси, и несколько шпулек, установленных на держателе и способных неразъемно вращаться вместе с ним так, чтобы по меньшей мере одна первая шпулька оказалась в рабочем положении намотки рулона. Способ включает в себя этап вращения гильзы на шпульке в рабочем положении намотки и этап расположения контактного валика по меньшей мере в одном проксимальном контактном положении, в котором он соприкасается с наматываемым рулоном, способствуя намотке стрейч пленки на периферийных участках гильзы.
После того как диаметр рулона достигает определенного размера, примерно соответствующего диаметру готового рулона, держатель поворачивают для перевода шпульки из рабочего положения намотки в положение выгрузки, для выгрузки рулона.
Предпочтительно первый раз держатель поворачивают для перевода наматываемой шпульки во второе рабочее положение намотки. Во время поворота держателя контактный валик продолжает соприкасаться с наматываемым рулоном, а сопроводительный валик отводится на заданное расстояние от наматываемого рулона.
По одному из аспектов настоящего изобретения, как это было рассмотрено ранее применительно к намоточной машине по настоящему изобретению, контактный валик и сопроводительный валик перемещаются посредством электродвигателей.
По одному из аспектов настоящего изобретения способ дополнительно включает в себя этап определения положения валиков относительно наматываемого рулона. Желательно перемещение валиков происходит в зависимости от положения, определяемого кодовыми датчиками положения, например, валики перемещаются на основе отклика по питающему току, подаваемому на электроприводы в зависимости от обнаруженного положения валиков.
Например, по одному из вариантов осуществления перемещение сопроводительного валика осуществляют в зависимости от положения валиков относительно друг друга. Предпочтительно, после того как первая шпулька оказывается в вышеуказанном втором положении намотки, сопроводительный валик располагается на некотором расстоянии от рулона (предпочтительно на расстоянии менее одного миллиметра). После этого сопроводительный валик соприкасается с рулоном, а контактный валик одновременно с этим перемещается в дистальное положение относительно рулона. Контактный валик и сопроводительный валик соприкасаются с наматываемым рулоном на долю секунды (обычно порядка миллисекунды). Затем держатель поворачивают так, чтобы первая шпулька (с находящимся на ней наматываемым рулоном) оказалась в положении резки и последующем положении выгрузки, для выгрузки рулона. Сопроводительный валик одновременно перемещают таким образом, чтобы во время поворота держателя он продолжал соприкасаться с наматываемым рулоном.
Как отмечалось ранее применительно к намоточной машине по изобретению, способ дополнительно включает в себя этап измерения тока, потребляемого электроприводами, таким образом, чтобы во время намотки пленки валики перемещались между первым проксимальным контактным положением и вторым проксимальным контактным положением в зависимости от измеренного потребления тока.
Таким образом, происходит перемещение обоих валиков, контактного и сопроводительного, с целью прижима к рулону с определенным усилием во время намотки пленки, вплоть до завершающего этапа намотки.
Когда наматываемый рулон оказывается в рабочем положении выгрузки, вторую шпульку с ранее установленной на ней новой гильзой перемещают в рабочее положение намотки. На данном этапе вторую шпульку с установленной на ней новой гильзой предпочтительно вращают со скоростью, близкой к скорости вращения контактного валика. Данную операцию (заправку) предпочтительно осуществляют посредством электродвигателя, магнитно-взаимодействующего со шпулькой, на которую установлена новая гильза. Таким образом, заправка может осуществляться во время вращения держателя шпулек, без какого-либо соприкосновения между деталями. Данное решение позволяет осуществлять заправку с использованием единственного двигателя, без соединения каждой из шпулек с отдельным заправочным двигателем, что позволяет избежать чрезмерной весовой нагрузки на держатель шпулек.
После того как вторая шпулька с новой гильзой оказывается в рабочем положении намотки, контактный валик перемещают таким образом, чтобы он прижимал пленку к новой гильзе, после чего пленку поперечно разрезают. Часть пленки по ходу перед разрезом начинает наматываться на новую гильзу, тогда как часть пленки по ходу после разреза наматывается на рулон, установленный на первую шпульку и перемещаемый в положение выгрузки. После завершения формирования рулона, сопроводительный валик отводят в дистальное положение относительно рулона, а шпульку с готовым рулоном предпочтительно останавливают при помощи электромагнитного тормоза с целью выгрузки рулона со шпульки.
Краткое описание чертежей
Другие аспекты и преимущества настоящего изобретения станут более понятны из последующего описания, предлагаемого в качестве иллюстрации, а не ограничения, со ссылкой на прилагаемые схематические чертежи, где:
на фиг. 1 показан один из вариантов выполнения намоточной машины по настоящему изобретению, вид в сечении;
на фиг. 2-6 показана намоточная машина, изображенная на фиг. 1, во время отдельных этапов возможного осуществления способа намотки по настоящему изобретению, виды в сечениях с противоположной стороны секущей плоскости.
Осуществление изобретения
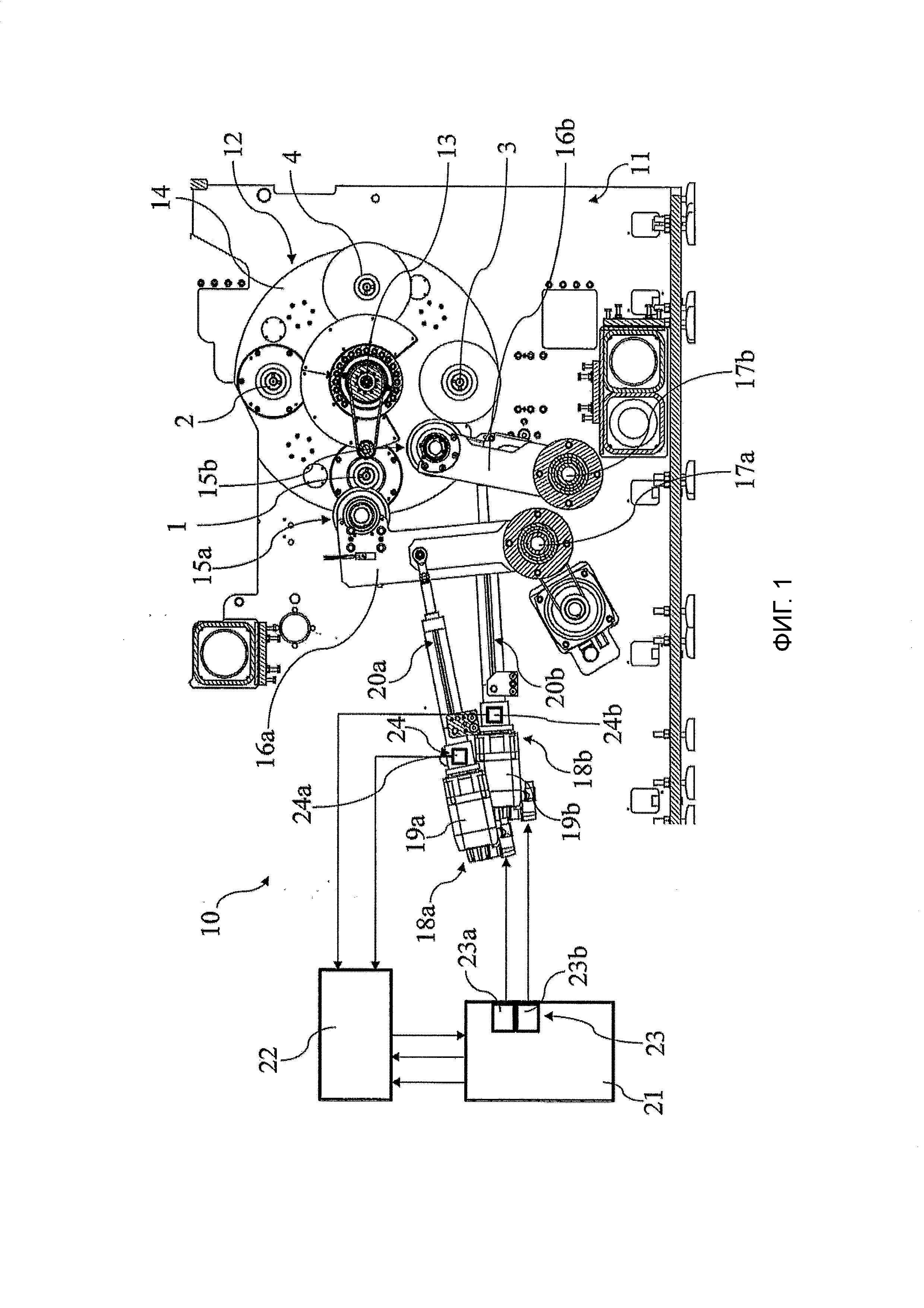
На фиг. 1 показана намоточная машина 10, содержащая опорную раму 11 и по меньшей мере один держатель 12 шпулек, установленный на опорной раме 11 и способный вращаться вокруг собственной оси 13. В целях упрощения, в варианте осуществления по фигурам 1-6 показан единственный держатель 12 шпулек. Между тем по другим вариантам осуществления намоточная машина 10 может иметь несколько держателей 12 шпулек, установленных на опорной раме 11, для намотки рулонов со стрейч пленкой, которая, например, линейно изготавливается в экструдере, расположенном по ходу спереди. В этом случае пленочная лента, изготавливаемая в экструдере, расположенном по ходу спереди, разрезается на полосы меньшей ширины, каждая из которых подается на вход соответствующего держателя 12 шпулек, для индивидуальной намотки на разные рулоны.
Каждый держатель 12 шпулек имеет по четыре шпульки 1-4, предпочтительно расположенных под углом 90° относительно друг друга. Шпульки 1-4 могут неразъемно вращаться вместе держателем 12 так, чтобы по меньшей мере одна первая шпулька 1 оказалась по меньшей мере в одном рабочем положении намотки рулона 5. В частности, держатель 12 содержит два фланца 14 (на всех фигурах показан лишь один из двух фланцев), а каждая из шпулек 1-4 находится между двумя фланцами 14 держателя 12. При вращении держателя 12, шпульки 1-4 перемещаются между рабочими положениями, которые будут рассмотрены более подробно далее в настоящем описании.
Намоточная машина 10 дополнительно содержит контактный валик 15а, выполненный с возможностью взаимодействия с первой шпулькой 1 в рабочем положении намотки, и сопроводительный валик 15b, выполненный с возможностью взаимодействия с вышеуказанной шпулькой во время вращения держателя шпулек с целью перевода шпульки 1 из рабочего положения намотки в рабочее положение выгрузки (положение шпульки 1 по фиг. 1, после поворота держателя 12 шпулек против часовой стрелки на 90°).
Контактный валик 15а и сопроводительный валик 15b соответственно соединены с первой рабочей штангой 16a и второй рабочей штангой 16b, обе из которых могут вращаться вокруг соответствующих осей 17a, 17b вращения, параллельных оси вращения рулона. Предпочтительно оси 17a, 17b вращения рабочих штанг 16a, 16b и ось вращения рулона 5 проходят параллельно оси 13 вращения держателя 12 шпулек. Рабочие штанги 16a, 16b поворачиваются посредством электроприводов 18a, 18b.
Предпочтительно электроприводы 18a, 18b являются электроприводами линейного типа и предпочтительно содержат бесщеточные электродвигатели 19a, 19b, каждый из которых содержит линейный элемент, например, рабочие рейки 20a, 20b, соединенные с соответствующими электродвигателями 19a, 19b при помощи соединения, которое преобразует вращательное движение электродвигателя в линейное движение, например, посредством резьбового гаечно/винтового соединения. Вращение электродвигателей 19a, 19b в том или ином направлении заставляет рабочие рейки 20a, 20b перемещаться вперед или назад. Первая рабочая штанга 16а и вторая рабочая штанга 16b соединены с первым электроприводом 18а и вторым электроприводом 18b, соответственно. В частности, каждая из рабочих реек 20a, 20b соответствующих электроприводов 18a, 18b ограничена соответствующей рабочей штангой 16a, 16b.
Следовательно, посредством электроприводов валики 15a, 15b можно перемещать между по меньшей мере одним проксимальным контактным положением, при котором они соприкасаются с наматываемым рулоном, и по меньшей мере одним дистальным положением относительно рулона.
В частности, намоточная машина 10 содержит цепь, обеспечивающую подачу электропитания 21 на электроприводы 18a, 18b, и логическое управляющее устройство 22, выполненное с возможностью регулировки тока, подаваемого из цепи 21 электропитания на электроприводы 18a, 18b. Логическое управляющее устройство 22 выборочно приводит в действие электроприводы 18a, 18b путем регулировки подаваемого электропитания из электроцепи 22 на каждый из электроприводов 18a, 18b. Ток можно регулировать несколькими путями, известными из уровня техники, например, посредством широтно-импульсной модуляции (ШИМ) или аналогичным образом.
Намоточная машина 10 дополнительно содержит средство 23 измерения тока, потребляемого электроприводами 18a, 18b. Средство 23 измерения потребляемого тока может, например, содержать два амперметра 23a, 23b (соединенных, например, с цепью 21 электропитания), используемых логическим управляющим устройством 22 для измерения тока, потребляемого соответствующими электроприводами 18a, 18b.
Таким образом, логическое управляющее устройство 22 может регулировать выходной ток из цепи 21 электропитания в зависимости тока, потребляемого электроприводами. В частности, логическое управляющее устройство 22 регулирует подачу тока на электроприводы 18a, 18b с целью создания определенного крутящего момента, позволяющего перемещать рабочие штанги 16a, 16b, а, следовательно, валики 15a, 15b в зависимости от измеряемого потребления тока. Таким образом, логическое управляющее устройство 22 регулирует подачу тока на электроприводы 18a, 18b так, чтобы по меньшей мере контактный валик 15а прижимал с определенным усилием наматываемый рулон 5. Потребление тока, измеряемое посредством амперметров 23a, 23b, позволяет определить усилие, с которым соответствующий контактный валик 15a прижимается к наматываемому рулону 5. Следовательно, настоящее решение позволяет регулировать ток, подаваемый на электроприводы 18a, 18b, на основе отклика так, чтобы валики 15a, 15b прижимали рулон 5 с определенным усилием, например, с постоянным прижимным усилием, во время намотки пленки в течение всего этапа намотки, избежав тем самым образования воздушных пузырьков между слоями пленки.
Намоточная машина 10 дополнительно содержит средство 24 определения положения валиков 15a, 15b относительно наматываемого рулона 5. В варианте осуществления по фигурам 1-6 электроприводы 18a, 18b снабжены абсолютными кодовыми датчиками 24a, 24b положения, позволяющими логическому управляющему устройству 22 измерять количество оборотов, совершаемых соответствующими электродвигателями 19a, 19b и определять положение валиков 15a, 15b относительно рулона 5.
Между тем, по дополнительным вариантам осуществления также могут использоваться другие датчики положения, например оптические датчики, позволяющие логическому управляющему устройству 22 определять положение валиков 15a, 15b относительно рулона 5.
Логическое управляющее устройство 22 регулирует подачу тока из электроцепи 21 на электроприводы 18a, 18b в зависимости от положения, определяемого посредством абсолютных кодовых датчиков 24a, 24b положения (либо, в целом, средством 24 определения положения валиков), с целью перемещения валиков 15a, 15b в определенное положение, в зависимости от типа формируемого рулона.
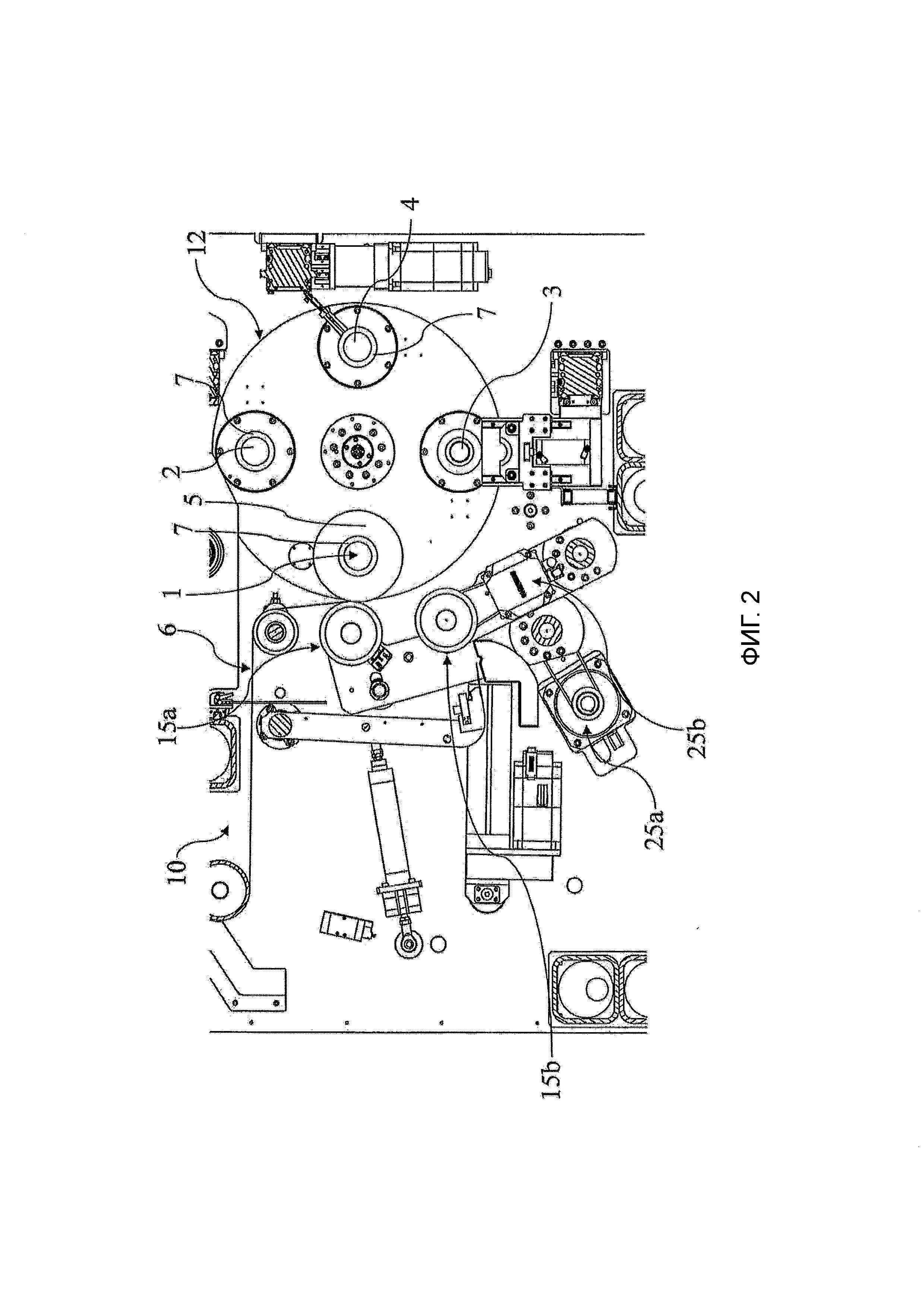
На фиг. 2 показана намоточная машина 10 во время эксплуатации, когда первая шпулька 1 находится в первом рабочем положении намотки. В данной ситуации контактный валик 15а находится в первом проксимальном контактном положении, при котором он соприкасается с наматываемым рулоном 5. Контактный валик 15а вращается электродвигателем 25а, соединенным с контактным валиком 15а посредством приводных ремней. Логическое управляющее устройство 22 регулирует подачу тока из электроцепи 21 на первый электропривод 18а в зависимости от потребления тока, которое измеряется амперметром 23а, с целью прижатия с определенным усилием наматываемой пленки 6 к рулону 5.
Контактный валик 15а перемещается между первым проксимальным контактным положением и по меньшей мере одним вторым проксимальным контактным положением; по мере увеличения диаметра рулона 5, валик 15а отводится от рулона 5, продолжая постоянно соприкасаться с последним. Логическое управляющее устройство 22 определяет положение контактного валика 15а относительно наматываемого рулона 5 посредством абсолютного кодового датчика 24а положения, находящимся в первом электроприводе 18а. Например, положение контактного валика 15а может определяться с целью расчета диаметра наматываемого рулона 5.
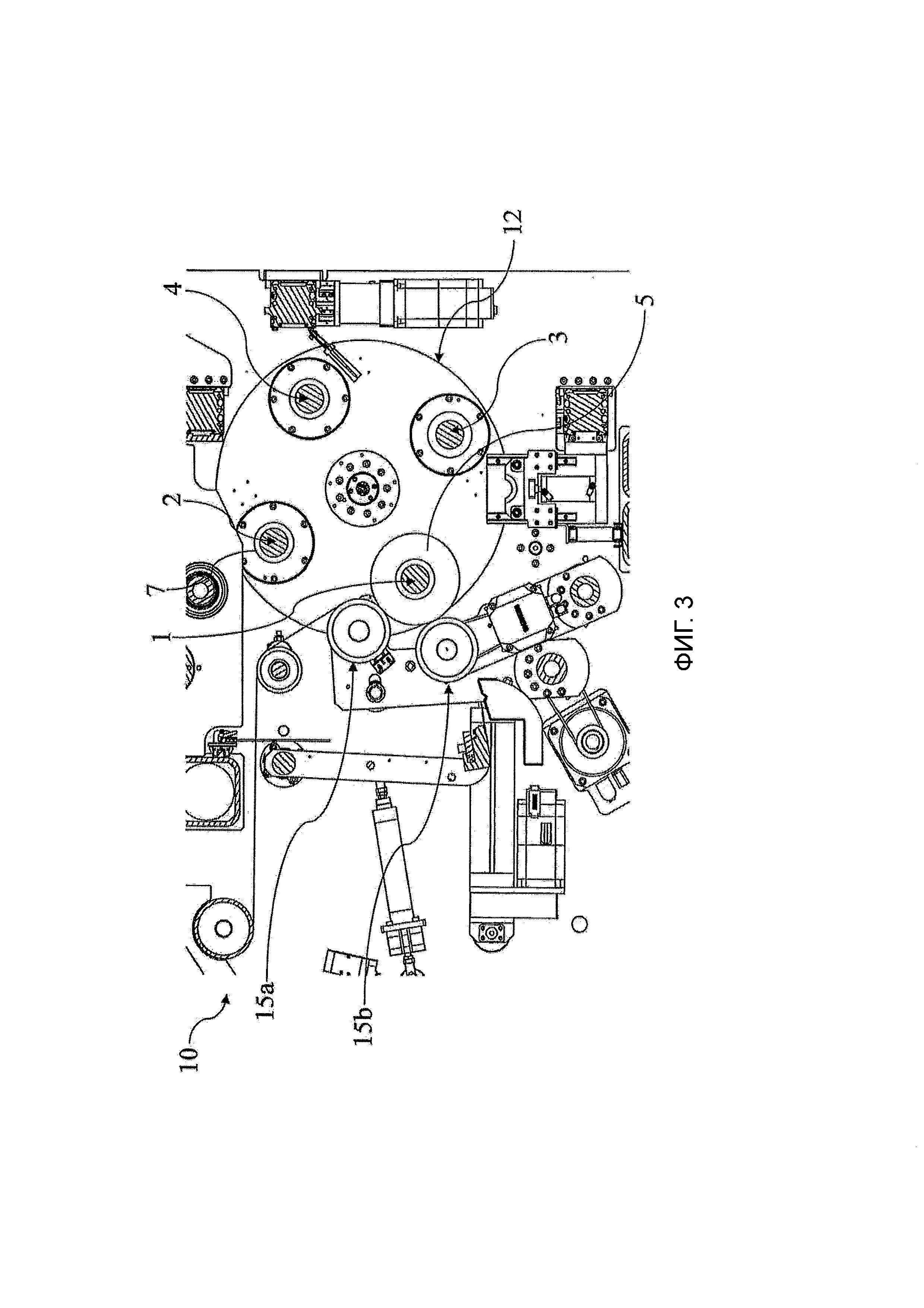
Как только диаметр рулона 5 достигает определенного размера (например, в зависимости от типа формируемого рулона), держатель 12 шпулек поворачивают против часовой стрелки, например, примерно на 30°, для того, чтобы перевести первую шпульку 1 из первого рабочего положения намотки по фиг. 2 во второе рабочее положение намотки по фиг. 3.
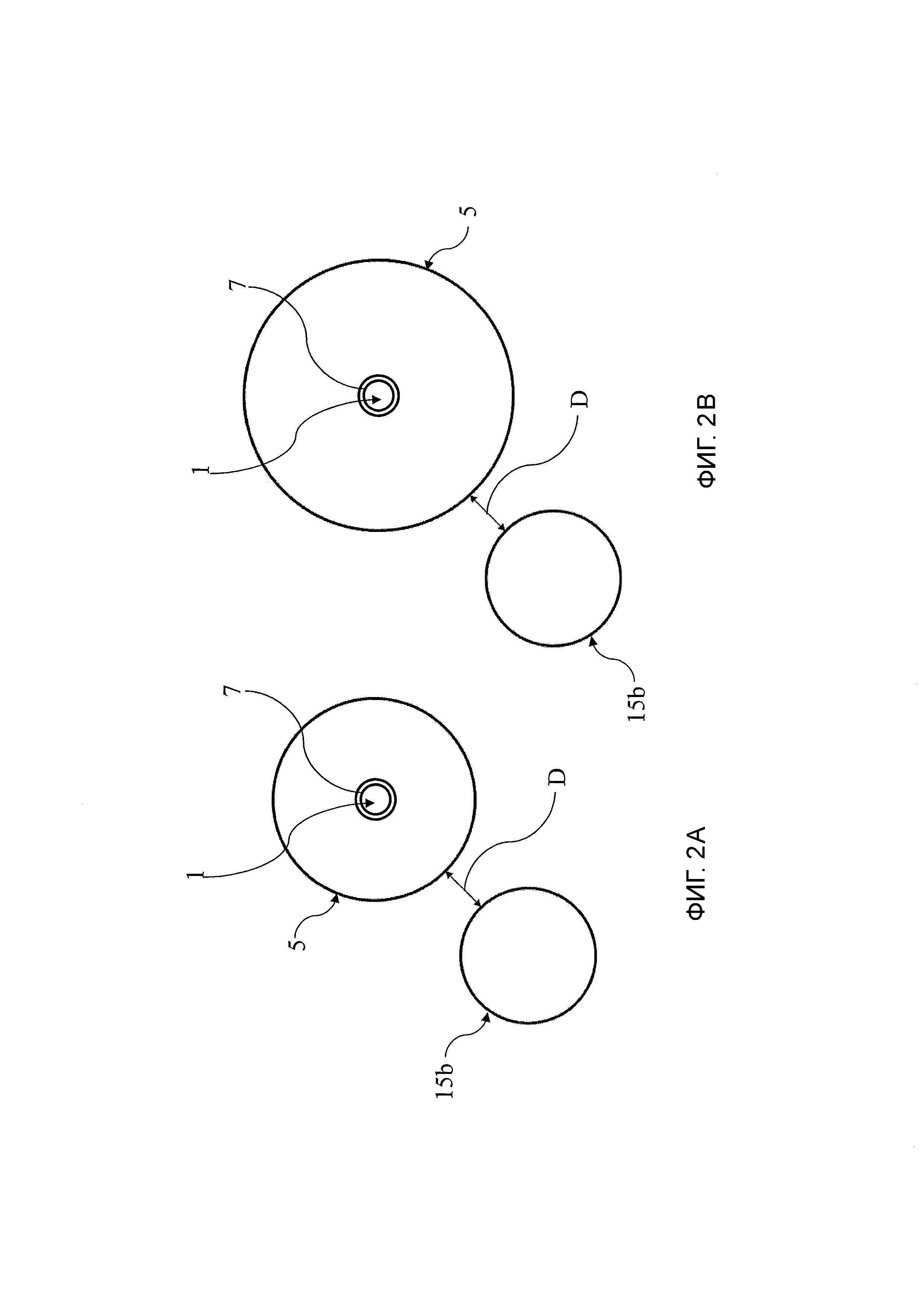
Во время вращения держателя 12 шпулек, контактный валик 15а продолжает соприкасаться с рулоном 5, тогда как сопроводительный валик 15b перемещается посредством второго электропривода 18b и отводится на заданное расстояние D от наматываемого рулона 5 (предпочтительно расстояние D составляет менее одного миллиметра, более предпочтительно - примерно полмиллиметра от рулона 5).
На фиг. 2А и 2В схематически показан сопроводительный валик 15b и рулон 5 с двумя разными конечными диаметрами. В частности, конечный диаметр рулона 5 по фиг. 2А меньшей конечного диаметра рулона 5 по фиг. 2В.
В обоих случаях расстояние D между наматываемым рулоном 5 и сопроводительным валиком 15b является одинаковым. Другими словами, второй электропривод 18b задает расстояние D независимо от типа формируемого рулона. Таким образом, положение сопроводительного валика 15b, соприкасающегося с рулоном, является одинаковым, вне зависимости от диаметра формируемого рулона 5.
Логическое управляющее устройство 22 определяет положение второго валика 15b посредством второго абсолютного кодового датчика 24b положения и регулирует подачу тока на второй электропривод 18b на основе отклика так, чтобы сопроводительный валик 15b оказался в заданном положении, определяемом посредством кодового датчика 24b положения, на конкретном расстоянии D от рулона 5.
Сопроводительный валик 15b перемещается электроприводом 18b в зависимости от положения контактного валика 15а, определяемого кодовым датчиком 24а положения. Логическое управляющее устройство 22 может использовать положение контактного валика 15а (указывающее на размер диаметра рулона 5, например, когда шпулька 1 находится во втором положении намотки) для определения положения, достигнутого сопроводительным валиком 15b так, чтобы последний находился на определенном расстоянии D от рулона 5.
После этого сопроводительный валик 15b начинает соприкасаться с рулоном 5, а контактный валик 15а одновременно с этим перемещается в дистальное положение относительно рулона 5. В течение доли секунды (обычно порядка миллисекунды) валики 15a, 15b одновременно соприкасаются с наматываемым рулоном 5.
Логическое управляющее устройство 22 регулирует подачу тока на второй электропривод 18b в зависимости от потребления тока, измеряемого амперметром 23b, таким образом, чтобы сопроводительный валик 15b продолжал прижиматься с определенным усилием к рулону (например, с таким же прижимным усилием, которое ранее создавалось контактным валиком 15а). При этом сопроводительный валик 15b вращается аналогичным электродвигателем 25b, соединенным с валиком 15b посредством приводного ремня. Таким образом, первая шпулька 1 продолжает крутиться с той же скоростью вращения, что и контактный валик 15а.
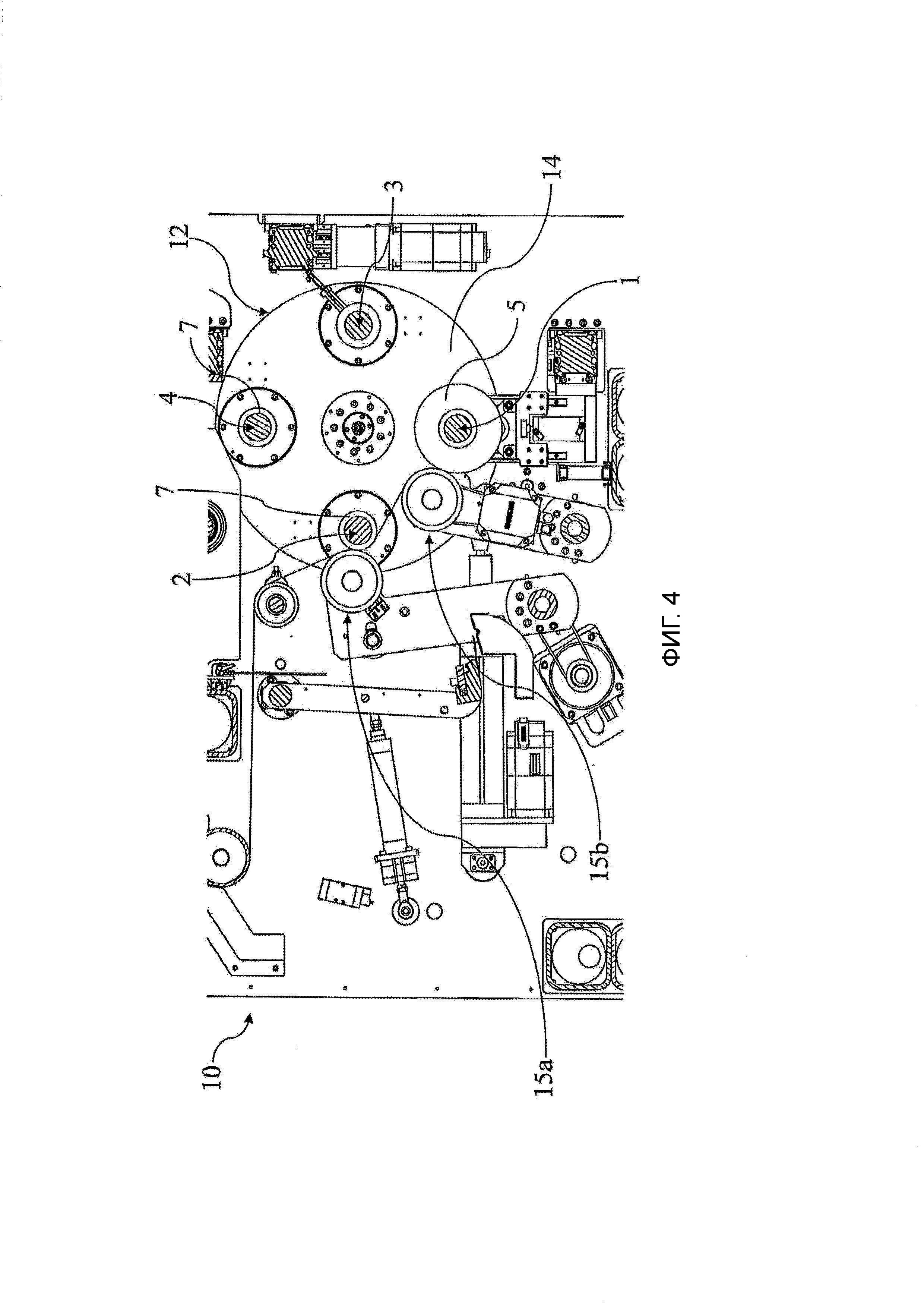
Затем держатель 12 шпулек поворачивают на 60° против часовой стрелки для перевода первой шпульки 1 в рабочее положение выгрузки (показанное на фиг. 4). Во время вращения держателя 12 шпулек сопроводительный валик 15b продолжает соприкасаться с рулоном 5 таким образом, чтобы прикладывать такое же прижимное усилие к пленке 6, наматываемой на рулон 5. Одновременно с этим вторая шпулька 2, с ранее установленной на ней новой гильзой 7, вращается заправочным электродвигателем (на фигурах не показан), расположенным за фланцем 14 и соединенным со второй шпулькой 2 за счет магнитного взаимодействия.
Предпочтительно операцию заправки осуществляют во время вращения держателя 12, для перевода второй шпульки 2 в рабочее положение намотки (в то время как первая шпулька 1 переводится в положение выгрузки). В частности, заправочный электродвигатель снабжен электромагнитом для соосного соединения со второй шпулькой 2. Во время вращения держателя 12 заправочный электродвигатель неразъемно перемещается вместе с держателем 12 так, чтобы электромагнит продолжал оставаться соосным со второй шпулькой 2. Электромагнит передает вращательное движение от заправочного электродвигателя на вторую шпульку 2, без какого-либо соприкосновения между деталями, таким образом, чтобы придать второй шпульке 2 скорость вращения, близкую к скорости вращения контактного валика 15а.
После того как вторая шпулька 2 достигает рабочего положения намотки (показанного на фиг. 4), контактный валик 15а перемещается первым электроприводом 18а и начинает соприкасаться с пленкой 6 так, чтобы пленка 6 прижималась к гильзе 7, установленной на второй шпульке 2. Затем заправочный электродвигатель движется в противоположном направлении, возвращаясь в исходное положение (т.е. положение, диаметрально противоположное положению выгрузки рулона).
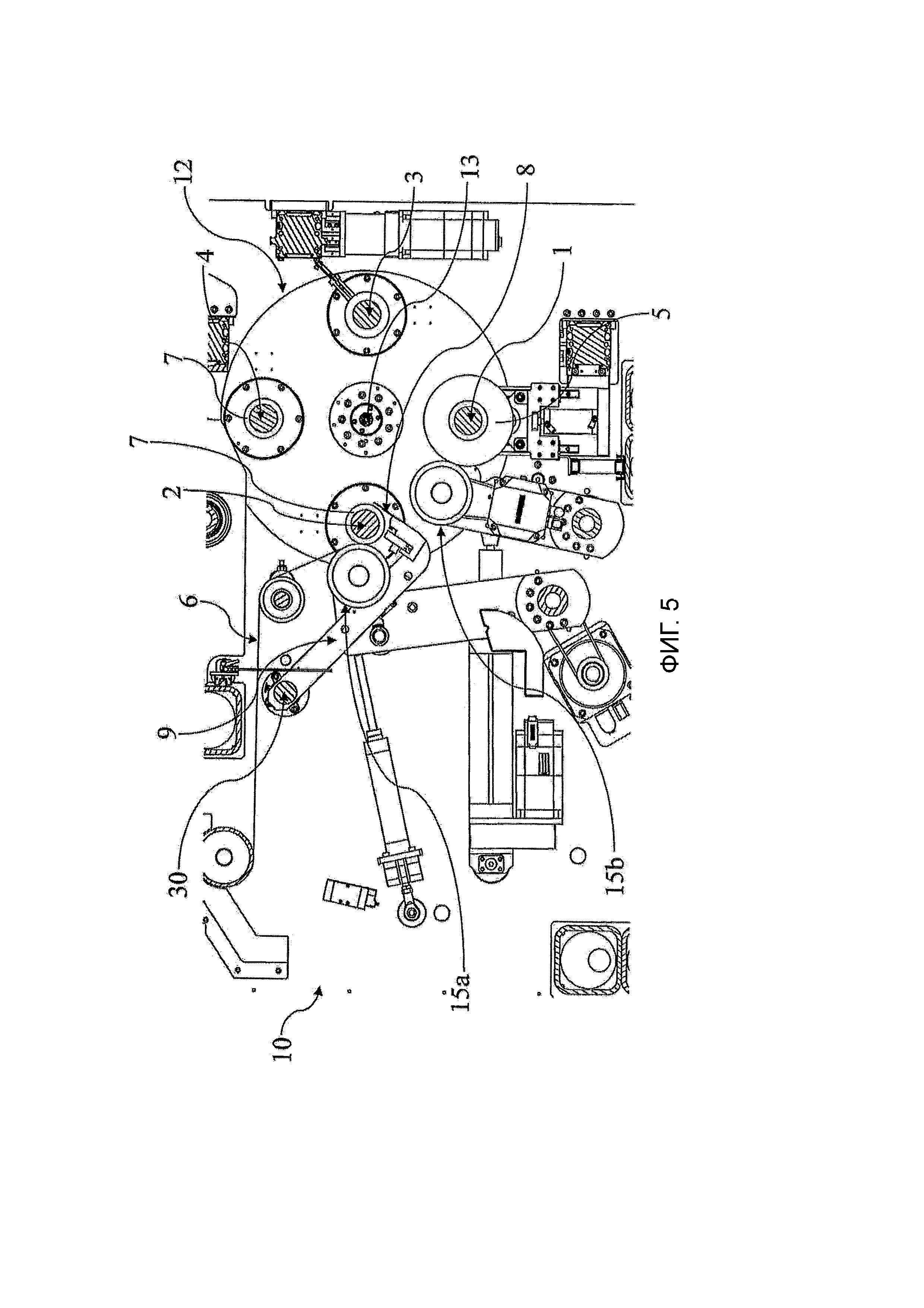
На фиг. 5 показан этап разрезания пленки 6 посредством ножа 8, соединенного с соответствующей рабочей штангой 9, способной поворачиваться вокруг оси 30 вращения, параллельной оси 13 вращения держателя 12. В результате разрезания часть пленки по ходу перед разрезом, относительно направления движения пленки 6, начинает наматываться вокруг гильзы 7, установленной на второй шпульке 2, а контактный валик 15а перемещается первым электроприводом 18а между первым проксимальным контактным положением и по меньшей мере одним вторым проксимальным контактным положением, для приложения определенного прижимного усилия к наматываемой пленке 6, подобно тому как это было рассмотрено ранее для первой шпульки 1, показанной на фиг. 2 в положении намотки.
Часть пленки по ходу после разреза, относительно направления движения пленки 6, продолжает наматываться вокруг рулона 5, установленного на первой шпульке 1, в рабочем положении выгрузки, при этом сопроводительный валик 15b продолжает находиться в контактном положении, в котором он соприкасается с рулоном, до завершения формирования последнего.
После того как часть пленки по ходу после разреза полностью наматывается вокруг рулона 5, сопроводительный валик 15b переводится посредством второго электропривода 18b в дистальное положение относительно рулона 5, позволяя выгружать готовый рулон 5 с первой шпульки 1 в положении выгрузки.
После расцепления сопроводительного валика 15b от готового рулона 5, рулон 5 продолжает по инерции вращаться. Для ускорения выгрузки рулона 5 намоточная машина 10 дополнительно содержит тормоз, например, электромагнитного типа, для замедления вращения первой шпульки 1 в положении выгрузки. Предпочтительно в положении выгрузки рулона магнитный тормоз (на фигурах не показан) находится за фланцем 14. Электромагнитный тормоз содержит электромагнит, который, после приведения в действие, осуществляет торможении вплоть до остановки первой шпульки 1 с находящимся на ней готовым рулоном, создавая тем самым в результате электромагнитной индукции паразитный ток, как это известно из уровня техники.
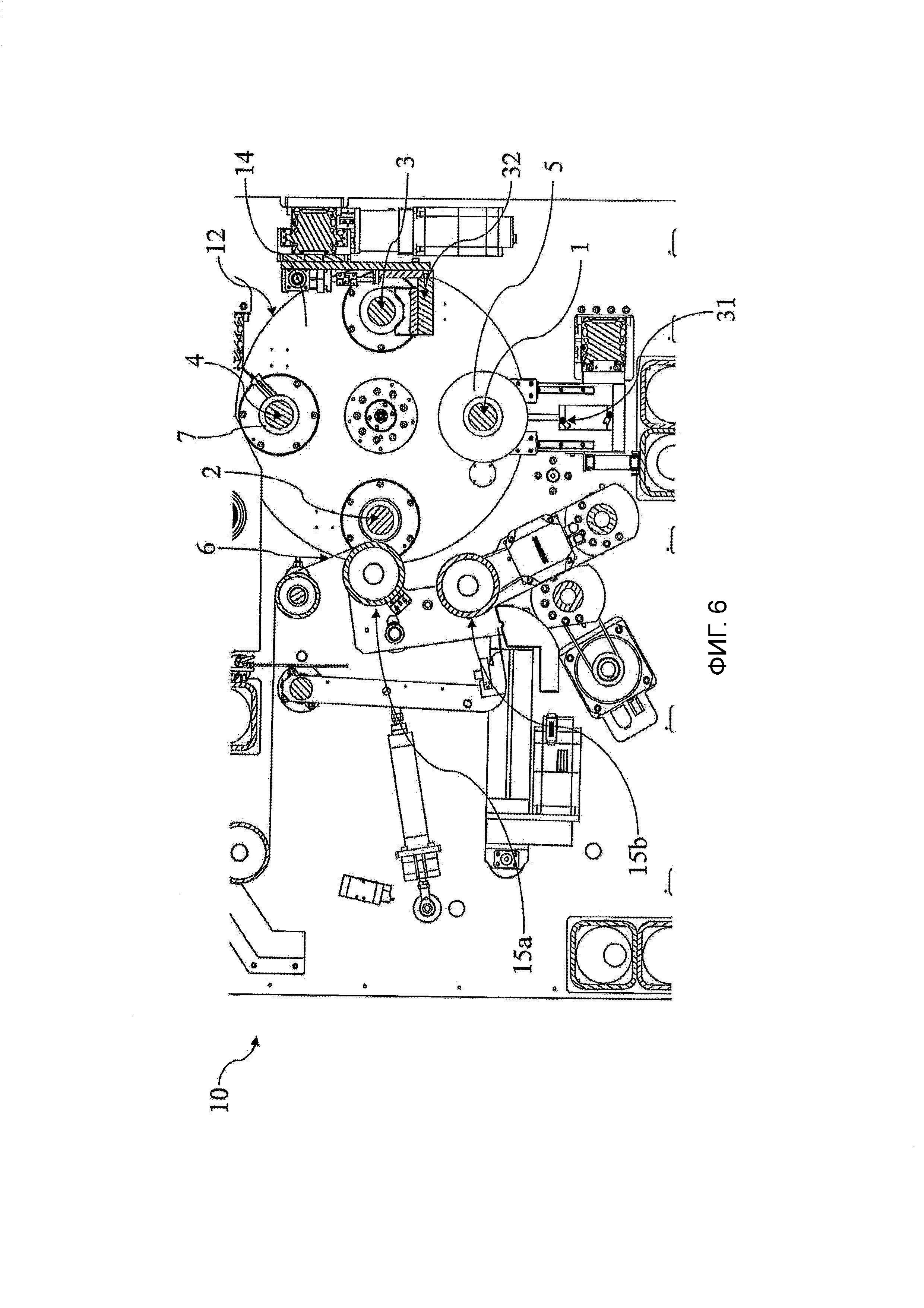
После того как шпулька 1 с установленным на ней готовым рулоном останавливается, происходит этап выгрузки (показанный на фиг. 6). Рулон 5 вытягивается со шпульки 1 посредством механической штанги 31, которая скользит вдоль шпульки 1. В частности, рулон 5 проходит через полость (не показана) в одном из двух фланцев 14, а затем выгружается на платформу, расположенную на определенной высоте над рулоном 5, предпочтительно заподлицо с готовым рулоном 5, таким образом, чтобы предотвратить ударение рулона 5 при выгрузке со шпульки 1. Высота, на которой расположена платформа, рассчитывается в зависимости от типа формируемого рулона, т.е. в зависимости от диаметра рулона в конце намотки, так, чтобы рулон и шпульку можно было расцепить друг от друга. Следовательно, рулоны можно выгружать из намоточной машины при помощи ленточного или роликового конвейера, подающего готовые рулоны.
Одновременно с этапом выгрузки готового рулона, на третью шпульку 3, расположенную под углом 90° относительно положения выгрузки (в положении, диаметрально противоположном рабочему положению намотки), устанавливают новую гильзу 7. Посредством дополнительной механической штанги 32 новую гильзу 7 надевают вокруг третьей шпульки 3 подобно тому, как происходит снятие готового рулона 5 с первой шпульки 1 на этапе выгрузки. В частности, новую гильзу 7 надевают на третью шпульку 3 путем ее пропускания через дополнительную полость (не показана) в одном из двух фланцев 14.
На четвертой шпульке 4, находящейся в положении, диаметрально противоположном положению выгрузки, установлена гильза 7, которую надевают на этапе выгрузки готового рулона и установки новой гильзы из предыдущего цикла.
В конце этапа выгрузки готового рулона и установки новой гильзы, компоновка по фиг. 2 возвращается, и этапы способа повторяются для начала нового цикла.
Хотя на фигурах это не показано, шпульки 1-4 могут быть шпульками раздвижного типа, например, механически подвижными, таким образом, чтобы на них можно было устанавливать гильзы разного диаметра. Кроме этого, хотя в целях упрощения была рассмотрена единственная гильза 7, также допустимо одновременно устанавливать на одну и туже шпульку две или более гильз, в зависимости от размера одновременно наматываемых рулонов.