Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКЛАДОК ИЗ ТОНКОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к обработке металлов давлением, а именно к приспособлениям для вырезки круглых прокладок в различных материалах малых толщин (бумага, резина, картон, фольга и т.д.).
Известен способ изготовления прокладок из тонкого материала, реализуемый при работе устройства для изготовления прокладок (патент RU №2533246 С1, МПК B26F 1/02 (2006.01), опубл. 20.11.2014), содержащего основание, блок управления и пуансон, установленный с возможностью возвратно-поступательного движения, снабженного продольными и поперечными направляющими и перемещающимися по ним с возможностью затормаживания опорной кареткой и кареткой пробивного механизма, содержащего лазерный центроуказатель, тормозной механизм и соленоид, сердечником, которого является упомянутый пуансон с быстросъемными насадками в виде фасонных матриц, пробойников различного диаметра и дискового режущего ножа. Заготовку размещают на горизонтальной поверхности стола, фиксируют. В рабочем положении пружина тормоза давит на колодку, которая тормозит опорные каретки и каретку пробивного механизма относительно поперечных и продольных направляющих. Оператор нажимает кнопку, подает ток на катушку соленоида тормоза, которая, преодолевая сопротивления пружины, втягивает шток колодки для свободного перемещения кареток. Ориентируясь на луч лазерного центроуказателя, показывающего центр пробиваемого отверстия, оператор, двигая каретку по направляющим, подводит ее в нужное место, опускает кнопку, тем самым затормаживая каретки, и нажимает кнопку, подавая напряжение в соленоид. Сердечник соленоида, являющийся пуансоном, под действием электромагнитных сил перемещается с закрепленным в нем инструментом, осуществляющим вырезку прокладки. Данные способ и устройство выбраны в качестве прототипа для заявляемых способа и устройства.
Недостатком прототипа является сложность способа изготовления прокладок и устройства для его осуществления.
Технической проблемой, на решение которой направлена заявляемая группа изобретений, заключается в создании простых способа и установки для изготовления прокладок заданного Диаметра из алюминиевой фольги.
Технический результат, достигаемый с помощью заявляемой группы изобретений, заключается в расширении диапазона диаметров вырезаемых прокладок, простоте перенастройки устройства при изменении диаметра вырезаемых прокладок.
Технический результат, достигается за счет того, что в заявляемом способе изготовления прокладок из тонкого материала, включающем размещение заготовки на горизонтальной поверхности стола, фиксацию заготовки, перемещение резака сверху вниз, вырезку прокладки, в отличие от прототипа, заготовку укладывают на увлажненную поверхность стола, вырезку прокладки производят при вращении стола в горизонтальной плоскости.
Технический результат достигается также за счет того, что в заявляемой установке для изготовления прокладок из тонкого материала, содержащей стол, продольную и поперечную направляющие, резаки и сменные пробойники, установленные с возможностью перемещения по направляющим, возможностью возвратно-поступательного движения в вертикальном направлении, а также фиксации в заданном положении относительно направляющих, в отличие от прототипа, стол выполнен круглым, с возможностью вращения относительно своей оси, снабжен лимбом, установленным с возможностью кругового перемещения относительно продольной оси стола и фиксации в заданном положении, направляющие образуют крестовину, на которой диаметрально противоположно установлены, по крайней мере, одна пара пробойников и, по крайней мере, одна пара резаков, каждый резак выполнен состоящим из установленной на крестовине вилки, горизонтальной оси, закрепленной в отверстиях выступов вилки, ножа, установленного при помощи кольца на горизонтальной оси между двумя прижимными кольцами, снабженными проточками на наружной боковой поверхности с размещенными в них резиновыми кольцами, при этом Ширина кольца больше ширины ножа, нож и прижимные кольца установлены с возможностью вращения относительно общей горизонтальной оси.
Направляющие могут быть снабжены мерными шкалами.
Благодаря использованию всей совокупности признаков заявляемых способа и установки осуществляют изготовление заданного количества и заданного размера прокладок диаметром от 70 до 500 мм из алюминия толщиной от 0,1 до 0,5 мм при помощи простого в перенастройке устройства.
Размещение заготовки на увлажненной поверхности стола, выполнение каждого резака состоящим из установленной на крестовине вилки, горизонтальной оси, закрепленной в отверстиях выступов вилки, ножа, установленного при помощи кольца на горизонтальной оси между двумя прижимными кольцами, снабженными проточками на наружной боковой поверхности с размещенными в них резиновыми кольцами, при этом ширина кольца больше ширины ножа, установка ножа и прижимных колец с возможностью вращения относительно общей горизонтальной оси, обеспечивает прижим заготовки к столу во время вырезания прокладки, за счет этого обеспечивается диаметр прокладки с заданной точностью.
Группа изобретений поясняется фигурами.
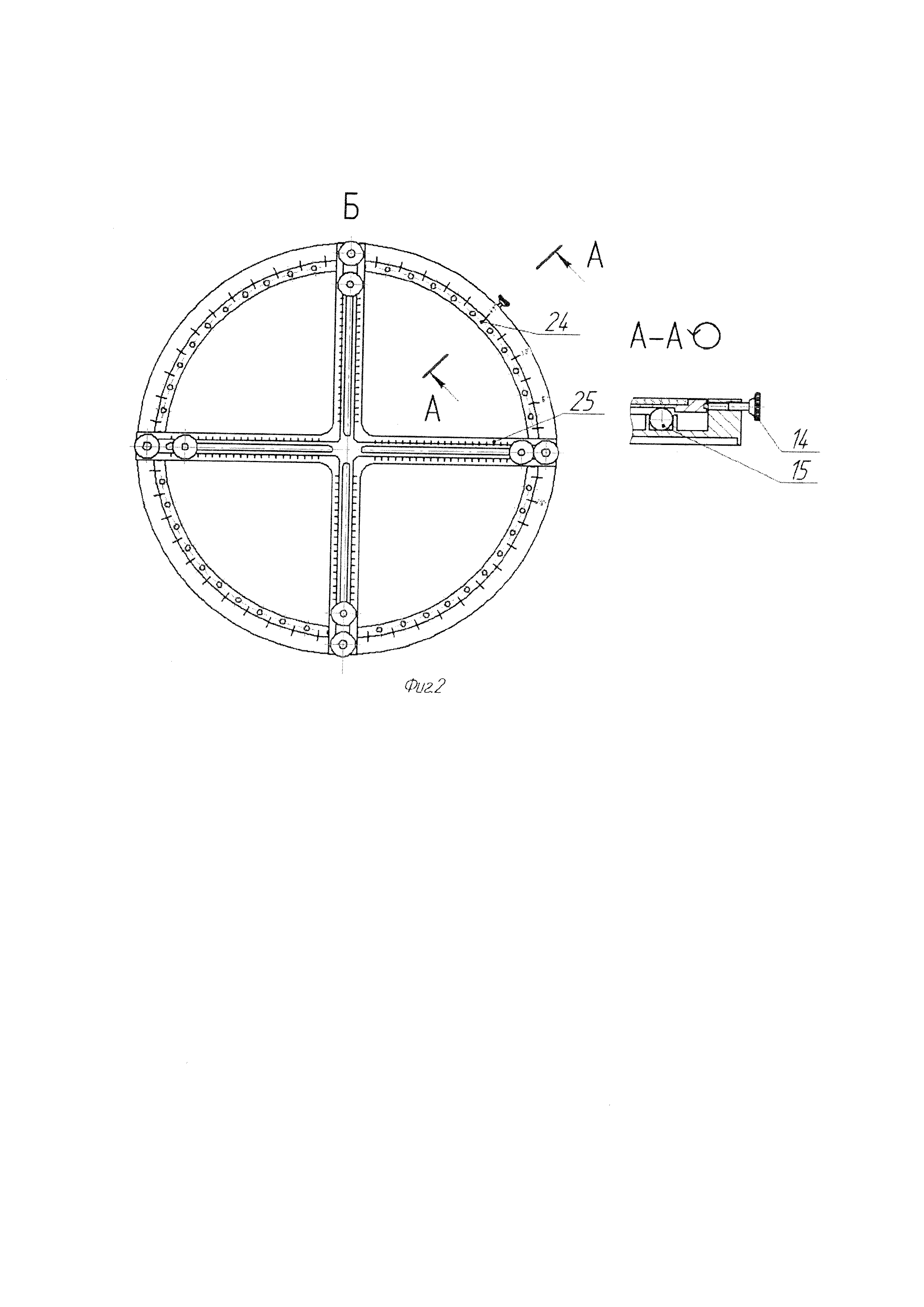
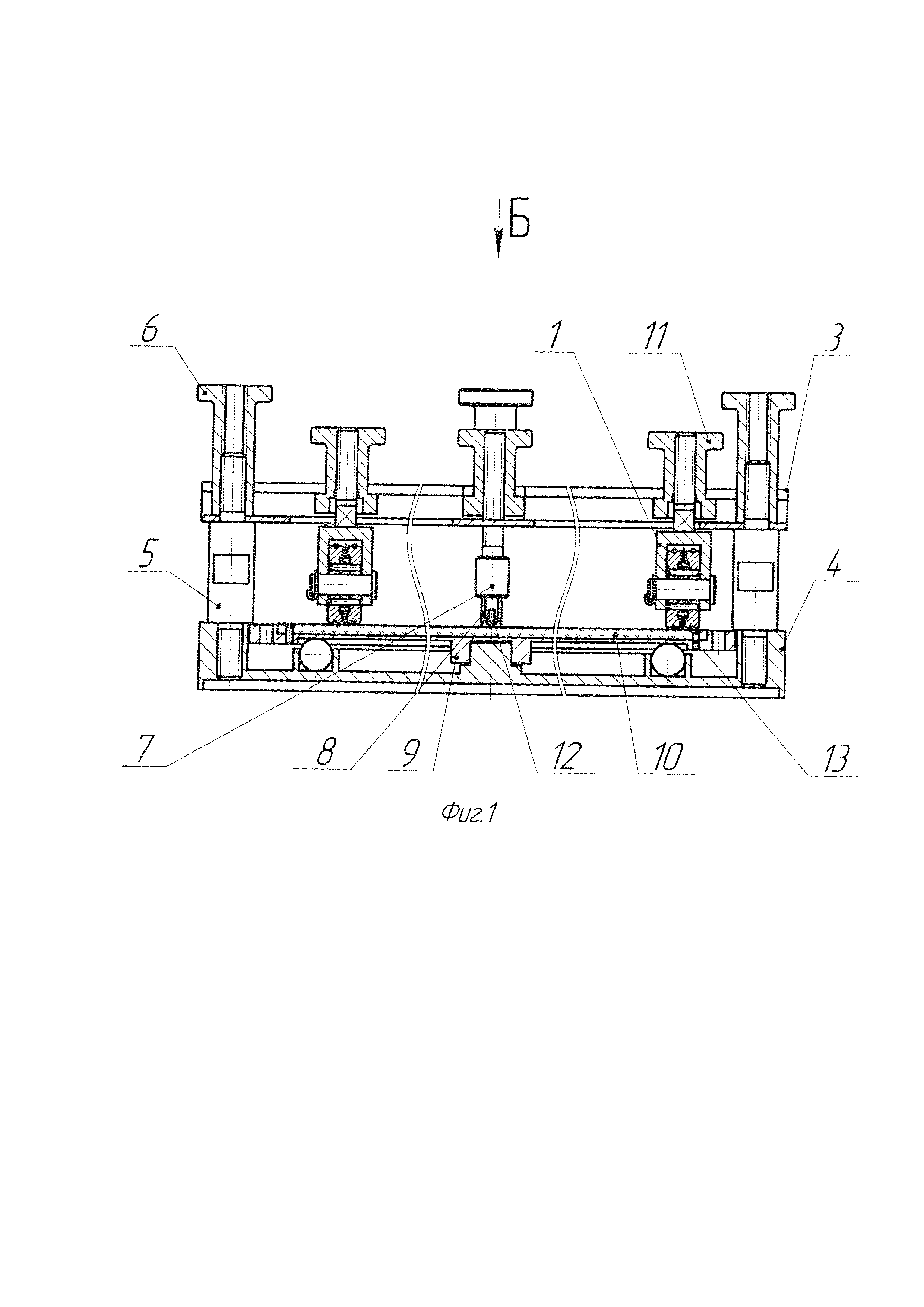
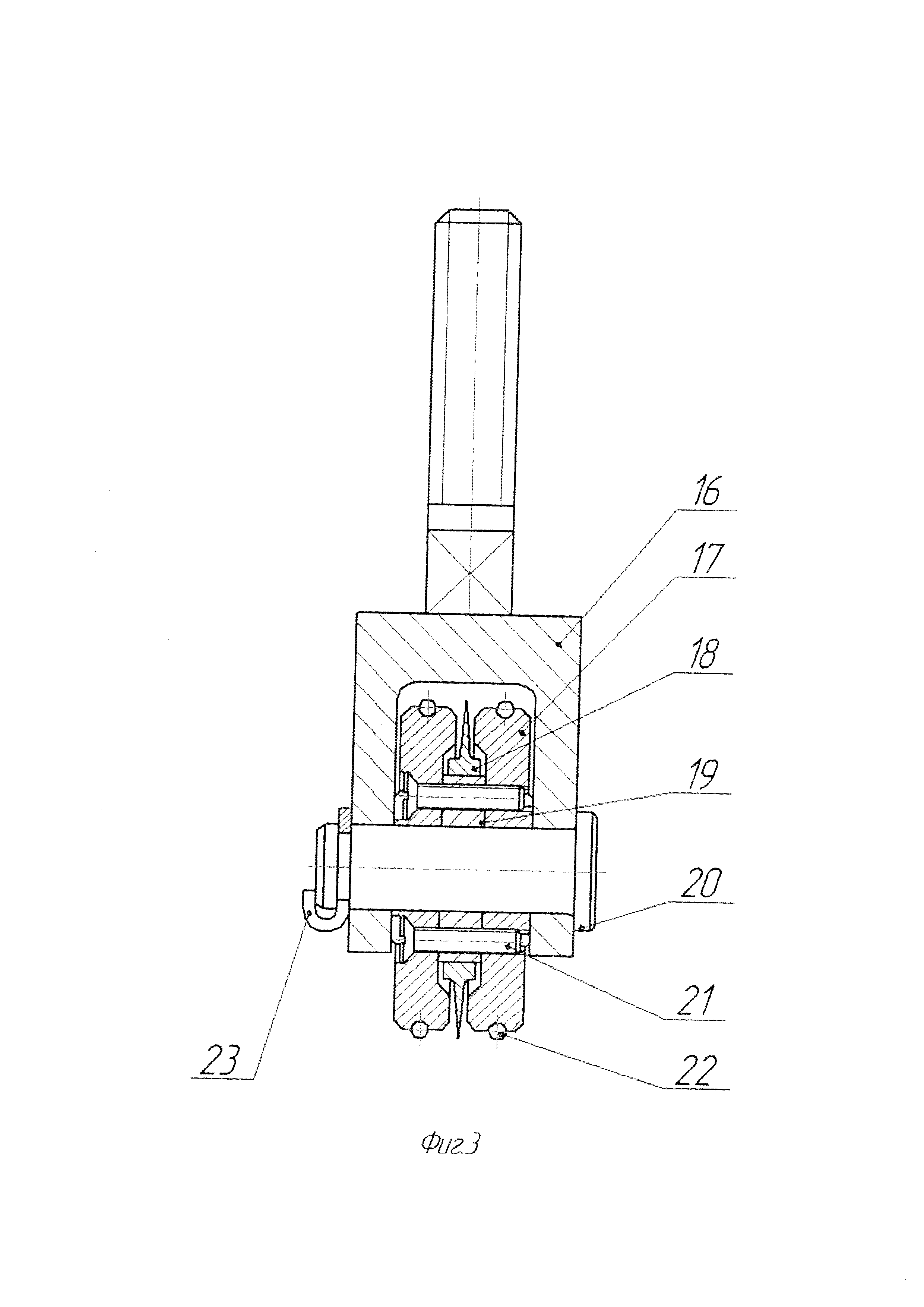
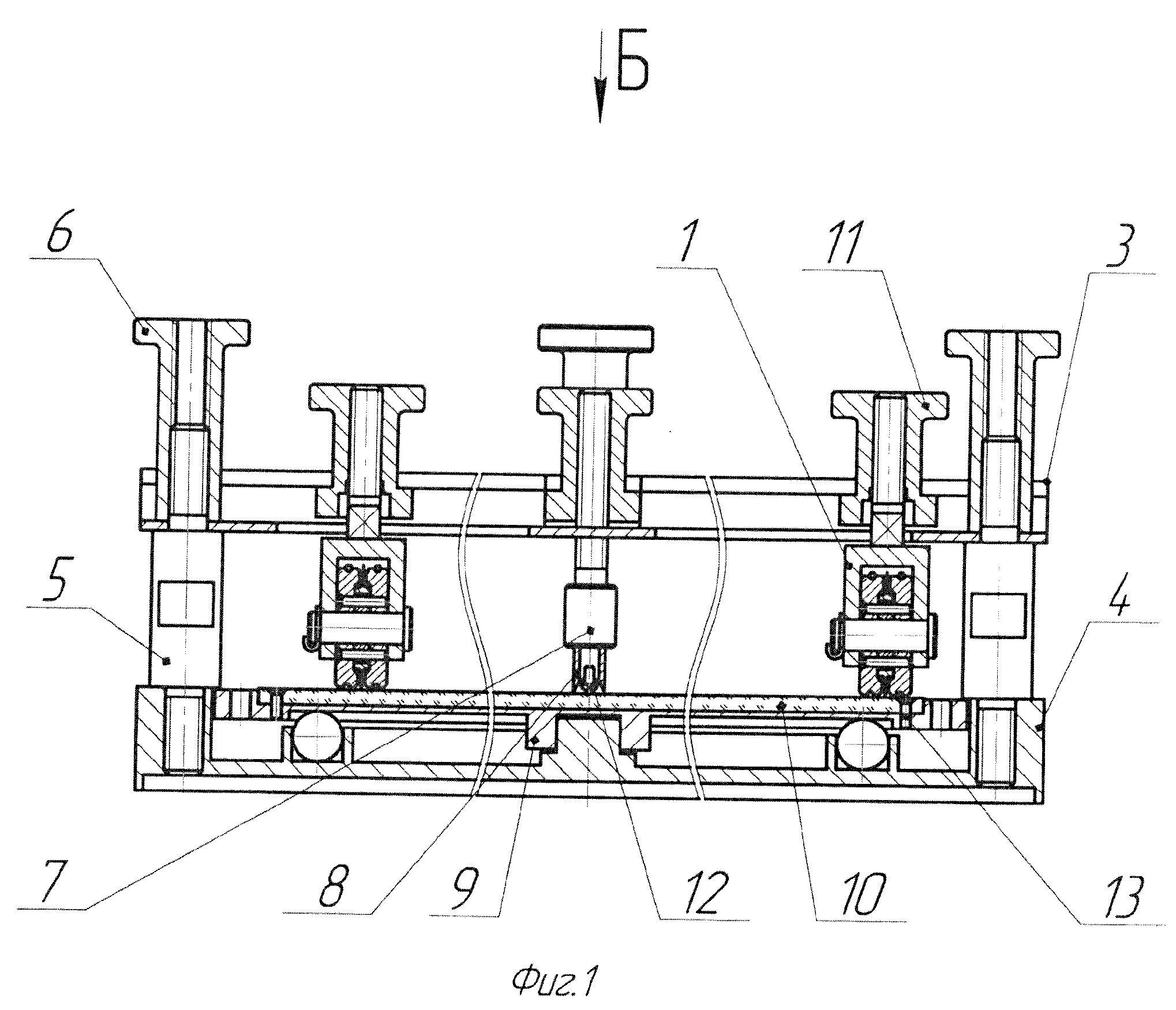
На фиг. 1 - установка для изготовления прокладок, общий вид, на фиг. 2 - вид сверху и сечение А-А, на фиг. 3 - изображен резак.
Установка для изготовления прокладок из тонкого материала содержит стол 9, продольную и поперечную направляющие 3, образующие крестовину, резаки 1 и сменные пробойники 8, установленные с возможностью перемещения по направляющим 3, с возможностью возвратно-поступательного движения в вертикальном направлении, а также фиксации в заданном положении относительно направляющих. Стол 9 выполнен круглым, установлен с возможностью вращения относительно своей оси, снабжен лимбом 24, установленным с возможностью кругового перемещения относительно продольной оси стола и фиксации в заданном положении (в данном примере выполнения при помощи фиксатора 14). По крайней мере, одна пара пробойников 8 и, по крайней мере, одна пара резаков 1 установлены диаметрально противоположно на крестовине 3.
Каждый резак 1 выполнен состоящим из установленной на крестовине вилки 16, горизонтальной оси 20, закрепленной в отверстиях выступов вилки шайбами 23, ножа 18, установленного на кольце 19 и далее на горизонтальной оси 20 между двумя соединенными друг с другом при помощи винтов 21 прижимными кольцами 17, снабженными проточками на их наружной боковой поверхности с размещенными в них резиновыми кольцами 22. Ширина кольца 19 на 0,1 мм больше ширины ножа 18. Нож 18 и прижимные кольца 17 установлены с возможностью вращения относительно общей горизонтальной оси 20. Направляющие 3 снабжены мерными шкалами 25.
Стол 9 для обеспечения вращения установлен на опору 4, в круговую проточку которой уложены шарики 15 (в данном примере выполнения 94 шара). Для смягчения работы ножей и увеличения сроков их применения на верхней поверхности стола 9 закреплено оргстекло 10 при помощи четырех винтов 13.
Для изготовления прокладки на увлажненное водой оргстекло 10 укладывают заготовку из алюминия необходимого диаметра. При необходимости, заготовку разглаживают для плотного прилегания к поверхности оргстекла 10.
В опору 4 заворачивают четыре шпильки 5. Диаметрально противоположно, в пазы крестовины 3, вставляют четыре винта 11 и снизу в два из них диаметрально противоположно заворачивают резаки 1, сориентированные перпендикулярно пазам в крестовине 3 (см. фиг. 1). В два других диаметрально противоположно заворачивают плунжеры 7 с привернутыми к ним винтами 12 необходимого диаметра пробойниками 8.
Крестовину 3 устанавливают на четыре шпильки 5 и крепят к ним четырьмя винтами 6. По лимбу 24, с ценой деления 0,5 мм на крестовине 3, устанавливают необходимые диаметры пробоя отверстий и двух диаметральных резов прокладки. Сначала пробивают необходимое количество отверстий вращением винтов 11 против часовой стрелки. Для получения необходимого количества отверстий вращают стол 9 в горизонтальной плоскости на определенный угол относительно фиксатора 14 нужное количество раз (см. фиг. 2). При этом резаки 1 приподняты над заготовкой за счет вращения винтов 11 по часовой стрелке.
После выполнения отверстий пробойники 8 приподнимают над заготовкой за счет вращения винтов 11 по часовой стрелке.
Опускают резаки 1 на поверхность оргстекла 10 за счет вращения винтов 11 против часовой стрелки. Вращением стола 9 по часовой стрелке, вырезают прокладку.
За счет того, что ширина кольца 19 на 0,1 мм больше ширины ножа 18, на проточки прижимных колец 18 одеты кольца 22 из резины, при работе резака 1 прижимные кольца 17 с резиной вращаются со скоростью, отличной от скорости вращения ножа 18, и прижимают заготовку к оргстеклу 10 (наружный диаметр прижимных колец 17 выбран из условия обеспечения прижима резиновыми кольцами 22 поверхности заготовки к поверхности оргстекла 10).
Благодаря использованию всей совокупности признаков заявляемых способа и установки осуществляют изготовление заданного количества и заданного размера прокладок диаметром от 70 до 500 мм из алюминия толщиной от 0,1 до 0,5 мм при помощи простого в перенастройке устройства с заданной точностью.
Способ сварки взрывом металлических листов
Способ изготовления высокотемпературного композиционного антифрикционного материала
Способ кондиционирования органических жидких радиоактивных отходов
Воспламенительный пиротехнический состав
Регулируемая схема задержки
Система управления микромеханического гироскопа
Диэлектрический стержневой излучатель
Способ сварки неплавящимся электродом деталей с покрытием
Способ изготовления микроплат с переходными металлизированными отверстиями
Устройство герметичной заделки дефектов цилиндрической поверхности изделия
Приспособление для удержания испытываемого объекта

