Результат интеллектуальной деятельности: БИОРАЗЛАГАЕМЫЙ НЕТКАНЫЙ МАТЕРИАЛ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к биоразлагаемому нетканому материалу и формованному изделию, имеющим высокую степень относительного удлинения, высокую термостабильность и превосходную формуемость.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Формованные изделия, состоящие из биоразлагаемого нетканого материала, известны в предшествующем уровне техники и используются в широком ряде применений в различных областях. Несмотря на то, что формованные изделия могут быть получены термоформованием нетканого материала, трудно получить формованные изделия, получаемые формованием, которые свободны от разрыва, имеют незначительную неравномерность растягивания и имеют привлекательную форму, которая соответствует форме пресс-формы.
[0003]
В патентном литературном источнике 1, указанном ниже, раскрыт способ получения биоразлагаемого длинноволоконного нетканого материала, состоящего из полимера на основе полимолочной кислоты и сополимера алифатического сложного полиэфира, при этом биоразлагаемый нетканый материал содержит многокомпонентное длинное волокно со структурой типа острова-в-море, в котором полимер на основе полимолочной кислоты образует «морские» части и сополимер алифатического сложного полиэфира образует «островные» части, и, несмотря на то, что получают нетканый материал, обладающий улучшенной способностью к термической адгезии и формуемостью в результате наличия сополимера алифатического сложного полиэфира, который образует «островные» части, открытые на поверхности волокна, этого недостаточно для получения формованного изделия, которое свободно от разрывов, имеет незначительную неравномерность растягивания и имеет привлекательную форму, которая соответствует форме пресс-формы, за короткий промежуток времени посредством термоформования.
[0004]
Кроме того, несмотря на то, что в патентном литературном источнике 2 и патентном литературном источнике 3, указанных ниже, раскрыт способ получения биоразлагаемого нетканого материала, состоящего из полимолочной кислоты или полибутиленсукцината, для формования, поскольку соответствующие составляющие волокна образованы посредством частичного термокомпрессионного соединения, соединение между соответствующими волокнами является чрезмерно прочным, в результате чего затруднено получение формованного изделия, имеющего большую глубину, получаемую формованием, без разрыва во время термоформования.
[ПЕРЕЧЕНЬ ССЫЛОК]
[ПАТЕНТНАЯ ЛИТЕРАТУРА]
[0005]
[Патентный литературный источник 1] Патент Японии № 5486331
[Патентный литературный источник 2] Патент Японии № 3432340
[Патентный литературный источник 3] Нерассмотренная патентная публикация Японии № 2000-136479
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[ТЕХНИЧЕСКАЯ ПРОБЛЕМА]
[0006]
С учетом вышеизложенного задача настоящего изобретения состоит в том, чтобы предложить нетканый материал, который является биоразлагаемым и имеет высокую степень относительного удлинения, высокую термостабильность и превосходную формуемость.
[РЕШЕНИЕ ПРОБЛЕМЫ]
[0007]
В результате проведения обширных исследований и экспериментов для решения вышеупомянутых проблем авторы настоящего изобретения сосредоточили внимание на свойствах нетканого материала перед формованием и обнаружили, что при изготовлении нетканого материала из волокон из полимера на основе полимолочной кислоты, обеспечении его относительного удлинения в машинном направлении при 120°С, составляющего 50% или более, и обеспечении степени изменения его размера в машинном направлении при 80°С - 140°С, определенной посредством термомеханического анализа, которая составляет±4% или менее, может быть получено термоформованием за более короткий промежуток времени формованное изделие, которое свободно от разрывов, имеет незначительную неравномерность растягивания и имеет привлекательную форму, и нетканый материал демонстрирует благоприятные технологические свойства во время термоформования и может соответствовать сложным образуемым формам, посредством чего обеспечивается возможность получения формованного изделия с превосходным дизайном. Кроме того, авторы настоящего изобретения также обнаружили, что при обеспечении степени изменения протяженности в машинном направлении, составляющей 4% или менее и определенной посредством термомеханического анализа (ТМА) при приложении нагрузки 0,05 Н/2 мм при 30°С - 100°С к куску формованного изделия, которое образует контейнер, увеличение объема содержимого во время экстракции больше не влияет на термостабильность формованного изделия, и может быть предотвращено разрушение контейнера, вызываемое контактом с поперечинами или трением о поперечины с внутренней стороны экстрактора, что привело к доработке настоящего изобретения.
[0008]
А именно, настоящее изобретение такое, как указанное ниже.
[1] Биоразлагаемый нетканый материал для термоформования, содержащий волокна из полимера на основе полимолочной кислоты, при этом поверхностная плотность биоразлагаемого нетканого материала составляет 20-350 г/м2.
[2] Биоразлагаемый нетканый материал, описанный выше в пункте [1], при этом относительное удлинение в машинном направлении при 120°С составляет 50% или более, и степень изменения размера в машинном направлении при 80°С - 140°С, определенная посредством термомеханического анализа составляет±4% или менее.
[3] Биоразлагаемый длинноволоконный нетканый материал, описанный выше в пункте [1] или [2], при этом при испытании для оценки динамических вязкоупругих свойств в зависимости от температуры динамический модуль упругости нетканого материала в интервале температур 90°С - 150°С составляет 10 МПа - 500 МПа.
[4] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[3], при этом величина, полученная делением продольной прочности нетканого материала на раздир на поверхностную плотность, составляет 0,002 Н/(г/м2) -0,5 Н/(г/м2).
[5] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[4], при этом двойное лучепреломление в волокнах в нетканом материале составляет 0,002-0,10.
[6] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[5], при этом волокна в нетканом материале дополнительно содержат помимо полимера на основе полимолочной кислоты сополимер алифатического сложного эфира в количестве 0,5% масс. -30% масс. относительно общей массы смол.
[7] Биоразлагаемый длинноволоконный нетканый материал, описанный выше в любом из пунктов [1]-[6], при этом средний диаметр волокон нетканого материала составляет 1 мкм - 40 мкм, и нетканый материал содержит длинные волокна.
[8] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[7], при этом нетканый материал имеет максимальный тангенс угла потерь (tan δ), составляющий 0,5 или менее при испытании для оценки динамических вязкоупругих свойств в зависимости от температуры.
[9] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[8], при этом при испытании для оценки динамических вязкоупругих свойств в зависимости от температуры динамический модуль упругости нетканого материала составляет 200 МПа или более при 10°С - 70°С.
[10] Биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[9], при этом показатель R/Ave по отношению к поверхностной плотности имеющего форму квадрата с длиной стороны 2,5 см растянутого листа нетканого материала, который был одновременно двухосно растянут в машинном направлении/поперечном направлении при увеличении площади в 6,25 раза и температуре 120°С, находится в пределах 1,0.
[11] Способ получения биоразлагаемого нетканого материала, описанного выше в любом из пунктов [1]-[10], включающий этап выполнения термофиксации до постоянной длины в интервале температур 50°С - 160°С.
[12] Способ получения формованного изделия, включающий этап обработки биоразлагаемого длинноволоконного нетканого материала, описанного выше в любом из пунктов [1]-[10], как одного целого посредством термоформования.
[13] Способ, описанный выше в пункте [12], включающий этап предварительного нагрева нетканого материала до 55°С - 160°С.
[14] Формованное изделие, содержащее биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[10], при этом показатель формуемости формованного изделия составляет 1,1 или более.
[15] Группа формованных изделий, содержащая биоразлагаемый нетканый материал, описанный выше в любом из пунктов [1]-[10], при этом показатель формуемости группы формованных изделий составляет 1,1-20, и показатели R/Ave по отношению к поверхностным плотностям образцов материала, взятых из одного и того же места на дне 10 или более формованных изделий, отформованных в одной и той же машине для формования из непрерывного нетканого материала, находятся в пределах 0,5.
[16] Биоразлагаемый контейнер для экстракции напитка, содержащий формованное изделие, описанное выше в пункте [14], при этом при приложении нагрузки 0,05 Н/2 мм к образцу формованного изделия, образующего контейнер, степень изменения протяженности в машинном направлении при 30°С - 100°С, определенная посредством термомеханического анализа (ТМА), составляет 4% или менее.
[17] Контейнер для экстракции напитка, описанный выше в пункте [16], при этом изменение емкости контейнера во время погружения в кипящую воду составляет 20% - 90%.
[18] Контейнер для экстракции напитка, описанный выше в пункте [16] или [17], при этом степень ориентированности формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка, составляет 0,010 или более.
[19] Контейнер для экстракции напитка, описанный выше в любом из пунктов [16] - [18], при этом степень кристалличности формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка, составляет 30% - 70%.
[ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ]
[0009]
Биоразлагаемый нетканый материал по настоящему изобретению обеспечивает возможность получения формованного изделия, которое свободно от разрывов, имеет незначительную неравномерность удлинения и имеет привлекательную форму, за короткий промежуток времени при термоформовании. Кроме того, нетканый материал имеет подходящие технологические свойства во время термоформования и может принимать сложные формы во время термоформования, посредством чего обеспечивается возможность получения формованного изделия, имеющего превосходный дизайн, такого как контейнер для пищевых продуктов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010]
Фиг.1 представляет собой схематическое изображение типового примера конфигурации контейнера для экстракции напитка по другому варианту осуществления настоящего изобретения.
Фиг.2 представляет собой схематическое изображение для разъяснения типового примера закрытого контейнера для экстракции напитка по другому варианту осуществления настоящего изобретения.
Фиг.3 представляет собой график, показывающий результаты оценки влияния температуры на динамический модуль упругости в Примере 10 и Сравнительном примере 1.
Фиг.4 представляет собой график, показывающий результаты оценки влияния температуры на тангенс угла потерь в Примере 10 и Сравнительном примере 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0011]
Ниже приведено подробное разъяснение варианта осуществления изобретения по настоящей заявке.
Биоразлагаемый нетканый материал по представленному варианту осуществления может быть образован с подходящим относительным удлинением и степенью изменения размера в тепловой среде и может демонстрировать высокую формуемость.
Биоразлагаемый нетканый материал по представленному варианту осуществления обладает формуемостью. Во время традиционного изготовления биоразлагаемого нетканого материала, обладающего формуемостью, внимание было сфокусировано на свойствах пряжи непосредственно после формования волокна/прядения для проверки относительного удлинения и устранения проблем, связанных с обработкой, такой как термокомпрессионное соединение нетканого материала. Напротив, при биоразлагаемом нетканом материале по представленному варианту осуществления в результате того, что внимание было сосредоточено по существу на свойствах нетканого материала, используемого при формовании, а также по существу на свойствах формованного изделия, получены нетканый материал, обладающей высокой формуемостью, и контейнер для экстракции (формованное изделие), обладающий (-ее) превосходной термостабильностью.
[0012]
[Полимер на основе полимолочной кислоты]
Примеры полимера на основе полимолочной кислоты, который образует волокна биоразлагаемого нетканого материала по представленному варианту осуществления, (также упоминаемого как ʺPLAʺ) включают сополимеры, выбранные из группы, состоящей из полимеров D-молочной кислоты, полимеров L-молочной кислоты, сополимеров D-молочной кислоты и L-молочной кислоты, сополимеров D-молочной кислоты и оксикарбоновой кислоты, сополимеров L-молочной кислоты и оксикарбоновой кислоты и сополимеров D-молочной кислоты, L-молочной кислоты и оксикарбоновой кислоты, и смеси двух или более типов данных сополимеров. Хотя соотношение D-формы и L-формы в полимере полимолочной кислоты может быть задано в пределах диапазона, который не ухудшает прядомость или свойства нетканого материала, доля D-формы во всем полимере полимолочной кислоты предпочтительно составляет 0% - 15%, более предпочтительно 0,1% - 10% и еще более предпочтительно 0,1% - 6%. Если доля D-формы находится в данных пределах, нетканый материал, обладающий подходящей прядомостью, может быть получен стабильно, и характеристики, такие как температура плавления или кристалличность, находятся в пределах надлежащих диапазонов, посредством чего облегчается получение нетканого материала, имеющего заданные свойства.
Показатель текучести расплава (MFR) полимера на основе полимолочной кислоты по представленному варианту осуществления предпочтительно составляет 20 г/10 мин - 120 г/10 мин и более предпочтительно 30 г/10 мин - 70 г/10 мин. Если MFR составляет 20 г/10 мин или более, вязкость расплава становится подходящей, и прядомость становится подходящей вследствие облегчения возникновения уменьшения диаметра волокна во время процесса прядения. С другой стороны, если MFR составляет 120 г/10 мин или менее, почти не возникает разрыв нити во время процесса прядения благодаря соответствующей вязкости расплава, в результате чего обеспечивается подходящая прядомость.
[0013]
[Сополимер алифатического сложного полиэфира]
Примеры сополимера алифатического сложного полиэфира включают поли(α-гидроксикислоту) или сополимеры, имеющие ее в качестве основных элементов их повторяющихся звеньев, поли(ω-гидроксиалканоаты) типа поли(ε-капролактона) или поли(β-пропиолактона), поли(β-полигидроксиалканоаты) типа поли-3-гидроксипропионата, поли-3-гидроксигептаноата или поли-3-гидроксиоктаноата и сополимеры, имеющие элементы повторяющихся звеньев, состоящие из них, и элементы повторяющихся звеньев, состоящие из поли-3-гидроксивалерата или поли-4-гидроксибутирата. Кроме того, другие примеры включают полиакилендикарбоксилаты, состоящие из поликонденсата гликоля и дикарбоновой кислоты, такие как полиэтиленоксалат, полиэтиленсукцинат, полиэтиленадипинат, полиэтиленазелаинат, полибутиленоксалат, полибутиленсукцинат, полибутиленадипинат, полибутиленсебацинат, полигексаметиленсебацинат, полинеопентилоксалат, и сополимеры полиалкилендикарбоксилатов, имеющие элементы повторяющихся звеньев, состоящие из них.
Кроме того, другие примеры включают вещества, полученные посредством выбора и смешивания множества типов данных отдельных полимеров, обладающих биоразлагаемостью. Сополимер алифатического сложного полиэфира предпочтительно представляет собой полибутиленсукцинат (упоминаемый также как PBS) по соображениям, связанным с совместимостью с полимолочной кислотой и прядомостью/формуемостью.
[0014]
Показатель текучести расплава (MFR) сополимера алифатического сложного эфира предпочтительно составляет 100 г/10 мин или менее, при этом растяжимость в процессе прядения является подходящей, более предпочтительно 20 г/10 мин - 80 г/10 мин и еще более предпочтительно 30 г/10 мин - 70 г/10 мин. Кроме того, требуется, чтобы соотношение показателей текучести расплава полимера на основе полимолочной кислоты и сополимера алифатического сложного полиэфира находилось в пределах диапазона 0,2-1,5. А именно, соотношение показателей текучести расплава таково, что 0,2≤ [показатель текучести расплава сополимера алифатического сложного полиэфира/показатель текучести расплава полимера на основе полимолочной кислоты] ≤1,5, и предпочтительно составляет 0,3-1,4. Если соотношение показателей текучести расплава находится в данных пределах, прядомость/формуемость является подходящей, и способность к диспергированию сополимера алифатического сложного полиэфира является подходящей, посредством чего обеспечивается возможность получения стабильной термической адгезии.
[0015]
Вышеупомянутые волокна могут дополнительно содержать помимо вышеупомянутого полимера на основе молочной кислоты сополимер алифатического сложного эфира в количестве 0,5% масс. -30% масс. от общей массы смолы. Добавленное количество сополимера алифатического сложного полиэфира составляет 0,5% масс. -30% масс., предпочтительно 3% масс. -27% масс. и еще более предпочтительно 5% масс. -25% масс., когда общая масса смолы задана как 100% масс. Если добавленное количество составляет 0,5% масс. или более, кристалличность нетканого материала легко регулируется, что приводит к подходящим термическим свойствам. С другой стороны, если добавленное количество составляет 30% масс. или менее, степень кристаллизации повышается, и отсутствует термическая адгезия между волокнами или между волокнами и оборудованием во время прядения, посредством чего обеспечивается возможность стабильного изготовления.
[0016]
Хотя отсутствуют особые ограничения в отношении способа изготовления нетканого материала по настоящему изобретению, нетканый материал получают известным фильерным способом, аэродинамическим способом получения нетканого материала из расплава, аэродинамическим способом формирования холста/способом пневмоукладки, способом кардочесания или способом изготовления бумаги и тому подобным. Примеры способов, которые могут быть использованы для скрепления нетканого материала, включают тиснение, термоскрепление, соединение в колоннообразном потоке, механическое соединение и иглопробивание. Длинноволоконный нетканый материал более предпочтительно изготавливают фильерным способом, поскольку нетканый материал может быть изготовлен эффективно, и может быть устранено вспушивание после формования.
[0017]
В случае использования фильерного способа смолу расплавляют посредством нагрева и выпускают из фильеры с последующим охлаждением получающейся в результате, однониточной пряжи при использовании известного охлаждающего устройства и вытягиванием однониточной пряжи для уменьшения ее диаметра посредством воздухососа или другого устройства для вытягивания. Далее, после разрыхления группы нитей, выпущенных из устройства для вытягивания, разрыхленную пряжу накапливают на конвейере для формирования холста. После этого длинноволоконный фильерный нетканый материал получают посредством выполнения частичного термокомпрессионного соединения холста, сформированного на конвейере, при использовании нагретого валика для тиснения или другого устройства для частичного термокомпрессионного соединения.
[0018]
В случае использования фильерного способа, хотя и отсутствуют особые ограничения в отношении него, применение способа, состоящего в электризации волокон посредством оборудования для обработки в коронном разряде, подобного раскрытому, например, в нерассмотренной патентной публикации Японии № 11-131355, или способа, состоящего в разрыхлении волокон, например, посредством регулирования распределения скоростей воздушного потока распылительной части эжектора при использовании устройства, которое регулирует воздушный поток подобно диффузионной пластине в виде плоской пластины с последующим распылением материала холста и укладкой материала холста на собирающую поверхность при контроле диспергирования материала холста, является предпочтительным для повышения однородности холста.
Нетканый материал, полученный фильерным способом, имеет высокую прочность материала и характеризуется такими физическими свойствами, как устранение потери коротких волокон, вызываемой разрушением скрепленных частей, и используется в широком ряде применений, таких как гигиена, гражданское строительство, строительство, сельское хозяйство/растениеводство или материалы для домашнего обихода, вследствие низкой стоимости и высокой производительности при его изготовлении.
[0019]
Биоразлагаемый нетканый материал по представленному варианту осуществления отличается степенью изменения размера в машинном направлении при 80°С - 140°С, определенной посредством термомеханического анализа, которая составляет±4% или менее.
Степень изменения размера в машинном направлении при 80°С - 140°С, определенная посредством термомеханического анализа биоразлагаемого нетканого материала по представленному варианту осуществления, составляет±4% или менее и предпочтительно±2% или менее. В случае, если степень изменения размера не является чрезмерно большой, биоразлагаемый нетканый материал имеет соответствующую гибкость при температурах, близких к температуре формования, способен соответствовать форме даже при формовании со сложными формами и трудно поддается разрыву, и при этом получающееся в результате, формованное изделие имеет незначительно количество неровностей на его поверхности и незначительную неравномерность удлинения, при которой нетканый материал удлиняется только частично. По этой причине может быть получено формованное изделие, которое имеет привлекательную форму с превосходным дизайном. С другой стороны, если степень изменения размера ниже -4% или, другими словами, в случае чрезмерно большой усадки, материал становится нестабильным при нагреве, вызываемом предварительным нагревом во время формования и лучистым теплом пресс-формы, что приводит к тому, что получающееся в результате, формованное изделие имеет плохую форму, и препятствует получению формованного изделия, имеющего большую емкость. С другой стороны, в случае, если степень изменения размера превышает 4% или, другими словами, в случае чрезмерно большого удлинения, материал становится нестабильным при нагреве, вызываемом предварительным нагревом во время формования и лучистым теплом пресс-формы, что приводит к плохой форме получающегося в результате, формованного изделия.
[0020]
Конкретные примеры способов обеспечения того, чтобы степень изменения размера находилась в вышеупомянутых пределах, включают корректировку типа смолы биоразлагаемого нетканого материала, регулирование соотношения компонентов смеси смол, температуры смолы во время прядения, объема и скорости выпуска, температуры окружающей среды, условий охлаждения при прядении и тому подобного, температуры, давления и скорости валиков во время выполнения временного компрессионного соединения и термокомпрессионного соединения, и таких условий, как условия выдержки или условия хранения. Более конкретно, материал, имеющий малое изменение размера, может быть получен, например, за счет увеличения скорости прядения, снижения температуры окружающей среды, усиления режима охлаждения, выполнения термокомпрессионного соединения при высокой температуре или термофиксации нетканого материала, который подвергся временному компрессионному соединению, до постоянной длины при температуре, которая является чрезмерно высокой.
[0021]
Биоразлагаемый нетканый материал по представленному варианту осуществления отличается тем, что относительное удлинение в машинном направлении при 120°С составляет 50% или более.
Необходимо, чтобы биоразлагаемый нетканый материал по представленному варианту осуществления обладал способностью к удлинению при нагреве во время процесса формования. Следовательно, необходимо, чтобы нетканый материал состоял, например, из нитей с малым удлинением и чтобы при нагреве или происходило растягивание волокон, или происходило смещение составляющих волокон нетканого материала. Таким образом, относительное удлинение биоразлагаемого нетканого материала по настоящему изобретению при нагреве является таким, что относительное удлинение при температуре 120°С составляет 50% или более, предпочтительно 50% - 500%, более предпочтительно 100% - 400% и еще более предпочтительно 180% - 350%. Если относительное удлинение находится в данных пределах, формуемость будет подходящей, и формование с глубокой вытяжкой и большой глубиной при формовании происходит тем легче, чем больше относительное удлинение.
[0022]
Примеры конкретных способов обеспечения того, чтобы относительное удлинение при 120°С находилось в вышеупомянутых пределах, включают корректировку типа смолы биоразлагаемого нетканого материала, регулирование соотношения компонентов смеси смол, температуры смолы во время прядения, объема и скорости выпуска, температуры окружающей среды, условий охлаждения при прядении и тому подобного, температуры, давления и скорости валиков во время выполнения временного компрессионного соединения и термокомпрессионного соединения, и таких условий, как условия выдержки или условия хранения. Более конкретно, нетканый материал с соответствующей температурой соединения и большим относительным удлинением может быть получен, например, посредством использования не чрезмерно высокой скорости прядения во время прядения, выполнения термокомпрессионного соединения при температуре, которая не является чрезмерно высокой, или выполнения термокомпрессионного соединения после получения холста нетканого материала в состоянии, в котором температура окружающей среды во время прядения не является чрезмерно низкой.
[0023]
Биоразлагаемый нетканый материал по представленному варианту осуществления таков, что величина, полученная делением продольной прочности на раздир на поверхностную плотность, предпочтительно составляет 0,002 Н/(г/м2) -0,5 Н/(г/м2) и более предпочтительно 0,005 Н/(г/м2) -0,2 Н/(г/м2). Продольная прочность на раздир тесно связана с прочностью и относительным удлинением волокон и прочностью сцепления волокон. В случае, если продольная прочность на раздир чрезмерно мала, прочность волокон может быть низкой или сцепление между волокнами может быть чрезмерно прочным. С другой стороны, в случае чрезмерно большой продольной прочности на раздир прочность и относительное удлинение волокон являются большими или сцепление между волокнами является чрезмерно слабым. Можно обеспечить то, чтобы прочность волокон и прочность сцепления между волокнами, оказывающие влияние на прочность на раздир, находились в соответствующих пределах, за счет соответствующих условий прядения, таких как скорость прядения или температура смолы, температура при обработке и скорость обработки во время термокомпрессионного соединения, такого как тиснение или каландрование, или условий выдержки и тому подобного.
[0024]
В случае, если величина, полученная делением продольной прочности на раздир на поверхностную плотность, не является чрезмерно большой, поскольку волокна, которые образуют биоразлагаемый нетканый материал, сцеплены соответствующим образом и имеют соответствующую способность к адгезионному сцеплению даже после формования, волокна обладают сопротивлением подъему и образованию ворса даже после формования. Кроме того, в случае, если величина, полученная делением продольной прочности на раздир на поверхностную плотность, не является чрезмерно большой, материал имеет соответствующую жесткость, имеет соответствующее натяжение даже при натяжении в процессе обработки, и нетканый материал легко подвергается технологическим операциям, что предпочтительно. С другой стороны, в случае, если величина, полученная делением продольной прочности на раздир на поверхностную плотность, не является чрезмерно малой, волокна соответственно сцеплены, прочность волокна не является чрезмерно низкой, и биоразлагаемый нетканый материал имеет надлежащие относительное удлинение и прочность и обеспечивает легкость манипулирования им.
Кроме того, прочность на раздир в горизонтальном направлении предпочтительно задана в пределах диапазона, при котором волокна, образующие биоразлагаемый нетканый материал, соответственно сцеплены, и совместно с продольной прочностью на раздир предпочтительно задана в пределах диапазона, который обеспечивает возможность наличия соответствующей жесткости материала и его прохождения через технологические операции.
[0025]
Двойное лучепреломление в биоразлагаемом нетканом материале по представленному варианту осуществления (в длинных волокнах, образующих биоразлагаемый нетканый материал и отобранных в качестве образцов из нетканого материала, и, другими словами, не двойное лучепреломление непосредственно после прядения/формования длинных волокон, образующих нетканый материал) предпочтительно составляет 0,002-0,10, более предпочтительно 0,005-0,10 и еще более предпочтительно 0,010-0,025. В случае, если двойное лучепреломление не является чрезмерно большим, может быть получен биоразлагаемый нетканый материал, имеющий большое относительное удлинение. В случае, если двойное лучепреломление не является чрезмерно малым, материал может быть стабильным при воздействии тепловых нагрузок. Двойное лучепреломление в биоразлагаемом нетканом материале по представленному варианту осуществления (в длинных волокнах, образующий биоразлагаемый нетканый материал, которые взяты в виде образцов из нетканого материала) является отличительным признаком биоразлагаемого нетканого материала, и отсутствуют особые ограничения в отношении двойного лучепреломления непосредственно перед термокомпрессионным соединением или непосредственно после прядения/формования волокон, образующих биоразлагаемый нетканый материал, при условии, что оно находится в пределах, не вызывающих ухудшения прядомости, способности к термокомпрессионному соединению или проявления относительного удлинения нетканого материала.
[0026]
Степень кристалличности биоразлагаемого нетканого материала по представленному варианту осуществления (волокон, образующих биоразлагаемый нетканый материал и отобранных в качестве образцов из нетканого материала) предпочтительно составляет 30% - 70%, более предпочтительно 35% - 62% и еще более предпочтительно 38% - 57%. В случае, если степень кристалличности не является чрезмерно низкой, отсутствует деформация отформованного изделия, вызываемая усадкой материала при извлечении из пресс-формы во время формования, при этом, с другой стороны, в случае, если степень кристалличности не является чрезмерно высокой, материал может быть подвергнут обработке без разрыва во время процесса формования.
[0027]
Поверхностная плотность нетканого материала по представленному варианту осуществления составляет 20 г/м2-300 г/м2 и предпочтительно 20 г/м2-250 г/м2. Если поверхностная плотность составляет 20 г/м2 или более, обеспечивается достаточная прочность, в то же время, с другой стороны, обработка может выполняться без приложения большой нагрузки к оборудованию для процесса формования во время процесса формования, если поверхностная плотность составляет 300 г/м2 или менее.
[0028]
Средний диаметр волокон биоразлагаемого нетканого материала по представленному варианту осуществления (волокон, образующих биоразлагаемый нетканый материал и отобранных в качестве образцов из нетканого материала) предпочтительно составляет 1 мкм - 40 мкм, более предпочтительно 10 мкм - 40 мкм и еще более предпочтительно 15 мкм - 35 мкм. Проницаемость для жидкостей и удерживание содержимого могут быть соответственно выбраны в соответствии с поверхностной плотностью и средним диаметром волокон, и в случае, если средний диаметр волокон не является чрезмерно малым, содержимое может удерживаться при функционировании формованного изделия в качестве контейнера (при соответствующей стойкости к утечке порошка), в то время как в случае, если средний диаметр волокон не является чрезмерно большим, скорость пропускания жидкости не является чрезмерно медленной.
[0029]
Хотя отсутствуют особые ограничения в отношении этого, форма поперечного сечения волокон, которые образуют биоразлагаемый нетканый материал по представленному варианту осуществления, может представлять собой круглую форму, плоскую форму или C-образную, Y-образную, V-образную или другую неправильную форму поперечного сечения, и волокна предпочтительно имеют круглое поперечное сечение. Кроме того, они могут иметь структуру типа «острова в море», структуру с ядром и оболочкой или структуру расщепленного волокна.
[0030]
Конфигурация биоразлагаемого нетканого материала по представленному варианту осуществления может состоять из одного слоя в многослойном нетканом материале, таком как нетканый материал со структурой SS, SMS, SMMS или SMSM. В данном случае S обозначает фильерный длинноволоконный нетканый материал, в то время как М обозначает ультратонкий нетканый материал, полученный аэродинамическим способом из расплава. Кроме того, может быть наложен слой коротковолоконного нетканого материала при биоразлагаемом нетканом материале, служащем в качестве материала-основы.
[0031]
Биоразлагаемый нетканый материал по представленному варианту осуществления получают известным фильерным способом, аэродинамическим способом получения нетканого материала из расплава, flash method, способом термоскрепления способом пневмоукладки, способом соединения в колоннообразном потоке или способом механического соединения и тому подобным способом. Длинноволоконный нетканый материал, полученный фильерным способом, предпочтителен по соображениям, связанным с прочностью нетканого материала.
[0032]
Волокна, которые образуют биоразлагаемый нетканый материал по представленному варианту осуществления, содержат, по меньшей мере, полимер на основе полимолочной кислоты и предпочтительно представляют собой многокомпонентные волокна малой вытяжки, дополнительно содержащие сополимер алифатического сложного полиэфира. Многокомпонентные волокна малой вытяжки, состоящие из волокон из полимера на основе полимолочной кислоты и сополимера алифатического сложного полиэфира, таковы, что степень ориентированности кристаллитов в процессе прядения поддерживается на низком уровне, степень кристалличности является низкой и способность к растяжению является подходящей, посредством чего обеспечивается возможность большого удлинения и большого растягивания. Предпочтительно использование волокон, полученных при низкой скорости прядения, составляющей 500 м/мин - 3000 м/мин, более предпочтительно использование волокон, полученных при скорости прядения, составляющей 700 м/мин - 2700 м/мин, и еще более предпочтительно использование волокон, полученных при скорости прядения, составляющей 900 м/мин - 2500 м/мин. Как правило, нить непосредственно после прядения имеет высокую степень кристалличности и ориентированности в случае высокой скорости прядения и имеет низкую степень кристалличности и ориентированности в случае медленной скорости прядения.
[0033]
Во время изготовления волокон, которые образуют биоразлагаемый нетканый материал по представленному варианту осуществления, один тип или два или более типов других смол, сополимеры, отличные от сополимера алифатического сложного полиэфира, огнестойкие добавки, неорганические наполнители, мягчители, пластификаторы, пигменты, антистатические средства и тому подобное могут быть добавлены к волокнам, которые образуют нетканый материал, в соответствии с намеченным использованием.
[0034]
Хотя тиснение может быть выполнено для термокомпрессионного соединения при изготовлении биоразлагаемого нетканого материала по представленному варианту осуществления, нетканый материал предпочтительно объединяют в одно целое при поверхности волокон холста нетканого материала, подвергаемой временному компрессионному соединению посредством точечной адгезии, чтобы способствовать повышению способности к растяжению при нагреве. Хотя отсутствуют особые ограничения в отношении этого, примеры способа, используемого для временного компрессионного соединения, предпочтительно включают способ, в котором используется пара валиков для тиснения, имеющих неровную поверхность с рельефом на поверхности, по меньшей мере, одного из валиков, и способ, в котором используется пара валиков с ровной поверхностью, имеющих ровные поверхности, при этом также могут быть использованы способы, применяемые для соединения нетканого материала, такие как иглопробивание или гидросплетение.
[0035]
В случае получения нетканого материала, объединенного в одно целое посредством точечной адгезии, соединение волокон в биоразлагаемом нетканом материале ограничено умеренной термической адгезией и состоит в основном из мест соединения, полученных точечной адгезией на поверхностях волокон посредством выполнения временного компрессионного соединения и термической адгезии в две стадии, и даже если тисненый рельеф будет образован за счет временного компрессионного соединения, термическая усадка проявляется в микроскопической степени на периферии тисненого рисунка в результате того, что на второй стадии предотвращается термическая адгезия в направлении в плоскости, и вместе с устранением или уменьшением тисненого рельефа уменьшается неравномерность поверхностной плотности во всем биоразлагаемом нетканом материале.
В случае комбинирования процесса тиснения и термокомпрессионного соединения во время выполнения временного компрессионного соединения компрессионное соединение за счет тиснения предпочтительно не является чрезмерно прочным, так что не происходит чрезмерной концентрации напряжений во время растягивания под действием тепла. Хотя отсутствуют особые ограничения в отношении этого, доля площади компрессионного соединения во время тиснения предпочтительно является такой, которая приводит к слабой адгезии с высокой частотой. Доля площади компрессионного соединения предпочтительно составляет 3% - 50% и более предпочтительно 5% -40% по отношению ко всей площади нетканого материала.
[0036]
Хотя отсутствуют особые ограничения в отношении термической адгезии на второй стадии при условии, что используется способ термической адгезии, который не препятствует растягиванию нетканого материала в направлении в плоскости, предпочтительны, например, каландрование с использованием каландров с сукном или обработка пропусканием воздуха насквозь.
Кроме того, поскольку в случае выполнения процесса тиснения в качестве типового способа обработки, используемого для термической адгезии нетканого материала, волокна материала плотно скрепляются в сдавленном состоянии за счет термокомпрессионного соединения, невозможно сохранение формы волокон в тех частях, которые подвергнуты компрессионному соединению, что приводит к волокнам, имеющим сдавленную форму, при этом волокна сплавляются друг с другом, приобретая форму пленки, в результате чего образуется тисненый рисунок. В случае чрезмерного развития кристаллизации и попытках растягивания нетканого материала, содержащего часть, которая была превращена в пленку, в горячей среде имеются ситуации, в которых трудно обеспечить большое удлинение. Кроме того, поскольку формованное изделие, в котором используется нетканый материал, полученный с помощью процесса тиснения, включает в себя часть, которая была превращена в пленку, проницаемость для жидкостей становится недостаточной, что может привести к проблемам в применениях, требующих проницаемости для жидкостей.
[0037]
В случае временного скрепления биоразлагаемого нетканого материала по представленному варианту осуществления биоразлагаемый нетканый материал с временными соединениями, полученными термокомпрессионным соединением, получают посредством его подвергания термической адгезии при использовании пары валиков для тиснения, имеющих неровную поверхность с рельефом на поверхности, по меньшей мере, одного из валиков, при температуре валиков, составляющей 25°С - 100°С и предпочтительно 35°С - 80°С, и линейном давлении, составляющем 50 Н/см - 1000 Н/см и предпочтительно 200 Н/см - 700 Н/см. После этого биоразлагаемый нетканый материал с временными соединениями, полученными термокомпрессионным соединением, подвергают термической адгезии, используя каландровые валики с сукном при температуре валиков, составляющей 50°С - 160°С и предпочтительно 80°С - 150°С, для сплавления поверхностей волокон в местах соединения волокон, посредством чего обеспечивается возможность точечного сцепления волокон и увеличения частоты мест, в которых имеются данные сцепленные части. Кроме того, поскольку данная точечная адгезия характеризуется менее прочным соединением по сравнению с обычной термической адгезией, процесс растягивания может быть выполнен равномерно с малым напряжением, что делает материал пригодным для термоформования, сопровождающегося значительным растягиванием.
[0038]
Способ, используемый для получения биоразлагаемого нетканого материала по представленному варианту осуществления, предпочтительно выполняют при термофиксации до постоянной длины. При подводе тепла к холсту нетканого материала непосредственно после прядения/формования волокон в состоянии, в котором приложено растягивающее усилие во время термокомпрессионного соединения, получают благоприятные характеристики поверхности нетканого материала, получают нетканый материал, обладающий растяжимостью при нагреве, отсутствует разрыв во время процесса формования, и может быть получено формованное изделие, имеющее привлекательную форму, что делает данный подход предпочтительным. В качестве способа, используемого для выполнения термофиксации до постоянной длины, может быть использован обычный способ, и, например, могут быть использованы сушка горячим воздухом, сушка на ширильной раме, нагрев с помощью нагревательной плиты, каландрование, каландрование с использованием каландров с сукном, обработка пропусканием воздуха насквозь или горячее прессование. Хотя отсутствуют особые ограничения в отношении интервала температур, при котором выполняется термофиксация до постоянной длины, при условии, что он включает температуру, при которой смола, образующая нетканый материал, не прилипает к оборудованию и нетканый материал может быть получен в состоянии, в котором волокна нетканого материала соответственно сцеплены, температура предпочтительно составляет 50°С - 160°С, более предпочтительно 70°С - 160°С и еще более предпочтительно 80°С - 150°С. В случае, если температура, при которое выполняется термофиксация до постоянной длины, не является чрезмерно высокой, маловероятно то, что устройство будет запачкано нетканым материалом, посредством чего обеспечивается возможность получения нетканого материала, имеющего подходящие технологические свойства и обеспечивающего хорошую производительность. С другой стороны, в случае, если температура не является чрезмерно низкой, может быть обеспечено состояние, в котором волокна нетканого материала сцеплены надлежащим образом.
[0039]
Удлинение при нагреве обычно получали за счет снижения степени кристалличности и степени ориентированности волокон нетканого материала, поддающегося термоформованию, непосредственно после прядения/формования волокон. Однако получение состояния волокон с низкой степенью кристалличности и степенью ориентированности непосредственно после прядения/формования волокон приводит к состоянию остаточной нестабильности при нагреве, и было трудно надлежащим образом достичь состояния термокомпрессионного соединения при формировании нетканого материала. Например, в случае выполнения термокомпрессионного соединения посредством тиснения имеются многочисленные кристаллизованные участки в тисненой части, в то время как, с другой стороны, имеется много некристаллизованных участков в нетисненой части, границы между тиснеными участками и нетиснеными участками и тисненые участки подвержены разрушению во время термоформования, и иногда было трудно получить формованное изделие, имеющее привлекательную форму, без разрывов во время термоформования. Кроме того, в качестве способа обеспечения низкой степени кристалличности и низкой степени ориентированности также выполняли регулирование условий прядения/формования волокон. При снижении скорости прядения так, чтобы не вызывать растягивания волокон, несмотря на то, что получающийся в результате холст нетканого материала имеет низкую степень кристалличности и низкую степень ориентированности, при выполнении термокомпрессионного соединения при низкой степени кристалличности и низкой степени ориентированности кристаллизация продолжается в избыточной степени, и иногда было невозможно получить нетканый материал, имеющий превосходную формуемость. Таким образом, в представленном варианте осуществления термокомпрессионное соединение, каландрование с использованием каландров с сукном, обработку пропусканием воздуха насквозь или выдерживание и тому подобное предпочтительно выполняют для дополнительной стабилизации обработки в состоянии, в котором нетканый материал является нестабильным.
[0040]
Как описано в патентных литературных источниках 1-3 и рассмотренной патентной публикации Японии № 1-047581, в способах, обычно используемых для обеспечения термоформуемости, было необходимо подавить ориентированную кристаллизацию во время прядения/формования волокон, и выполняли снижение скорости прядения для получения структуры, имеющей большое количество аморфных частей. Однако нетканый материал, имеющий большое количество аморфных частей, находится в состоянии, в котором он подвержен воздействию тепла и часто не имеет стабильности размеров в горячих средах. Если рассматривать в данном случае свойства полимера на основе полимолочной кислоты в сравнении со сложным полиэфиром, следует указать, что поскольку полимолочная кислота имеет более низкую температуру плавления, меньшую разность температуры плавления и температуры стеклования и большее время кристаллизации, для термоформования требуются достаточные количества времени и тепла. Однако при выполнении процесса тиснения и тому подобного для повышения термостабильности нетканого материала было трудно изготовить нетканый материал вследствие возникновения усадки. По этой причине биоразлагаемый нетканый материал по настоящему изобретению, имеющий стабильность размеров, предпочтительно подвергают термофиксации до постоянной длины, которая обеспечивает возможность подвода тепла при растянутом состоянии.
[0041]
Кроме того, для оценки тепловых свойств формованного нетканого материала в представленном варианте осуществления внимание было сфокусировано на динамическом модуле упругости при оценке влияния температуры на динамическую вязкость, а также на тангенсе угла потерь, и оптимизация этих параметров привела к получению подходящей способности к растягиванию/расширению и стабильной теплостойкости при использовании данного материала в качестве нетканого материала для формования.
Поскольку важно контролировать подвижность и ориентированность аморфной части смолы для получения нетканого материала, обладающего превосходной способностью к растягиванию/расширению, обычно использовались способы, в которых степень кристалличности и степень ориентированности волокон снижали сразу после прядения. Однако во время реального формования нетканый материал использовался в средах с такими температурами, как обычные температуры при транспортировании или при нагреве во время предварительного нагрева или нагрева вследствие термоформования, и была затруднена состоятельная оценка годности материала на основе значений этих характеристик. Следовательно, оптимизация условий изготовления нетканого материала путем оценки годности на этапе формования при использовании динамического модуля упругости при оценке зависимости динамической вязкости от температуры, которая используется для оценки мягкости смолы в зависимости от изменения температуры, а также тангенса угла потерь, привела к получению нетканого материала, обладающего превосходной способностью к расширению и термостабильностью.
[0042]
Динамический модуль упругости нетканого материала по представленному варианту осуществления в интервале температур 90°С - 150°С при оценке зависимости динамической вязкости от температуры обычно составляет 15 МПа - 500 МПа, предпочтительно 20 МПа - 300 МПа, более предпочтительно 20 МПа - 200 МПа и особенно предпочтительно 25 МПа - 150 МПа. В результате того, что обеспечивается значение динамического модуля упругости при 90°С - 150°С в данных пределах, нетканый материал может подвергаться деформации, вызываемой пресс-формой, большей частью без разрыва во время горячего прессования в пресс-форме, и получающееся в результате, формованное изделие имеет незначительное количество неровностей на его поверхности и имеет незначительную неравномерность удлинения, при которой нетканый материал удлиняется только частично, посредством чего обеспечивается возможность получения формованного изделия, которое имеет привлекательную форму с превосходным дизайном. С другой стороны, в случае, если значение динамического модуля упругости меньше данных диапазонов, неравномерность удлинения легко возникает вследствие формы пресс-формы и неравномерности температуры во время нагрева, поскольку механическая прочность нетканого материала чрезмерно низка вследствие тепла, имеющегося во время формования. С другой стороны, в случае, если значение динамического модуля упругости превышает данные диапазоны, материал легко разрывается при растягивании в пресс-форме, поскольку механическая прочность по-прежнему остается высокой даже в случае подвода тепла во время формования.
[0043]
Динамический модуль упругости нетканого материала по представленному варианте осуществления в интервале температур от 10°С до 70°С при оценке зависимости динамической вязкости от температуры обычно составляет 200 МПа, предпочтительно 250 МПа или более и более предпочтительно 300 МПа или более. В результате того, что обеспечивается значение динамического модуля упругости при 10°С - 70°С в этих пределах, нетканый материал может быть перемещен подходящим образом без возникновения разрыва или деформации нетканого материала на этапе формования.
[0044]
Максимальная величина тангенса угла потерь (tan δ) для нетканого материала по представленному варианту осуществления при испытании для оценки динамической вязкости в зависимости от температуры составляет 0,5 или менее, предпочтительно 0,45 или менее и более предпочтительно 0,40 или менее. Значение максимальной величины tan δ, полученное при испытании для оценки зависимости динамической вязкости от температуры, показывает степень свободы молекул, и большее значение указывает на более широкие пределы перемещения молекул. А именно, когда значение tan δ становится равным 1 или более при произвольной температуре, степень свободы молекул при данной температуре становится большой, материал становится термически нестабильным, и возникают тепловая усадка и тому подобное.
[0045]
Величина изменения динамического модуля упругости нетканого материала по представленному варианту осуществления в зависимости от температуры при испытании для оценки динамической вязкости в зависимости от температуры предпочтительно составляет 3 МПа - 50 МПа, более предпочтительно 5 МПа - 35 МПа и еще более предпочтительно 10 МПа - 25 МПа. Если степень изменения динамического модуля упругости в зависимости от температуры находится в вышеупомянутых пределах, сопряжение с контурами пресс-формы во время термоформования соответствует требованиям, и формование может быть выполнено при отсутствии неравномерности и разрыва при формовании. В случае, если степень изменения динамического модуля упругости в зависимости от температуры ниже вышеуказанных диапазонов, способность к сопряжению с контурами пресс-формы является недостаточной вследствие высокой жесткости листа во время формования, и возникает разрыв, вызываемый растрескиванием листа. С другой стороны, в случае, если степень изменения динамического модуля упругости в зависимости от температуры превышает вышеупомянутые диапазоны, деформирование во время формования становится чрезмерно хорошим, что приводит к возникновению образования отверстий и разрывам, которые обусловлены чрезмерным удлинением.
Кроме того, степень изменения динамического модуля упругости в зависимости от температуры может быть рассчитана в соответствии с нижеприведенным выражением, согласно которому изменение динамического модуля упругости при выполнения испытания для оценки зависимости динамической вязкости от температуры делят на изменение температуры.
Испытание для оценки зависимости динамической вязкости от температуры=изменение Δ модуля упругости/изменение Δ температуры
[0046]
В особенности на этапе формования легко возникает неодинаковая точность, например, при неравномерном нагреве в направлении рядов в оборудовании, поскольку формование выполняют в многочисленных рядах для повышения производительности. Следовательно, в результате обеспечения того, что динамический модуль упругости при оценке зависимости динамической вязкости нетканого материала от температуры, тангенс угла потерь и степень изменения динамического модуля упругости в зависимости от температуры находятся в вышеупомянутых пределах, могут быть предотвращены разрыв во время формования и неравномерность при формовании, посредством чего обеспечивается возможность осуществления изготовления, которое характеризуется стабильным качеством.
[0047]
Хотя отсутствуют особые ограничения в отношении конкретных способов, используемых для обеспечения того, чтобы динамический модуль упругости при оценке динамической вязкости и тангенс угла потерь находились в вышеупомянутых пределах, авторы настоящего изобретения использовали способ термокомпрессионного соединения материала, полученного прядением, и оптимизировали двойное лучепреломление в волокнах в нетканом материале, полученном посредством термокомпрессионного соединения, что привело к доработке настоящего изобретения. Конкретные примеры способов, используемых для обеспечения того, чтобы динамический модуль упругости при оценке динамической вязкости и тангенс угла потерь находились в вышеупомянутых пределах, включают корректировку типа смолы биоразлагаемого нетканого материала, регулирование соотношения компонентов смеси смол, температуры смолы во время прядения, объема и скорости выпуска, температуры окружающей среды, условий охлаждения при прядении и тому подобного, температуры, давления и скорости валиков во время выполнения временного компрессионного соединения и термокомпрессионного соединения, и таких условий, как условия выдержки или условия хранения. Более конкретно, нетканый материал, имеющий большое относительное удлинение и при этом имеющий соответствующие точки адгезионного сцепления, образованные в нем, может быть получен, например, за счет того, что скорость прядения во время прядения не является чрезмерно высокой, термокомпрессионное соединение выполняется при температуре, которая не является чрезмерно высокой, или термокомпрессионное соединение выполняется посредством получения холста нетканого материала в состоянии, в котором температура окружающей среды во время прядения не является чрезмерно низкой.
[0048]
При выполнении формования нетканый материал одновременно растягивается как в направлении потока, так и в направлении ширины нетканого материала посредством пресс-формы. Поэтому авторы настоящего изобретения оценили способность нетканого материала к равномерному формованию посредством оценки неравномерности поверхностной плотности при двухосном растягивании одновременно в обоих направлениях в дополнение к выполнению обычно используемого испытания на растяжение в одном направлении в качестве показателя для оценки однородности после формования при термоформовании.
[0049]
Биоразлагаемый нетканый материал по представленному варианту осуществления отличается тем, что показатель R/Ave составляет 1,0 или менее по отношению к поверхностной плотности имеющего форму квадрата с длиной стороны 2,5 см куска растянутого листа нетканого материала, который был одновременно двухосно растянут в направлениях MD (машинное направление/machine direction) и CD (поперечное направление/cross direction) при коэффициенте увеличения площади, составляющем 6,25, и температуре 120°С. Значение показателя R/Ave для биоразлагаемого нетканого материала по представленному варианту осуществления, рассчитанного по отношению к поверхностной плотности имеющего форму квадрата с длиной стороны 2,5 см куска растянутого листа нетканого материала, который был одновременно двухосно растянут в направлениях MD и CD при коэффициенте увеличения площади, составляющем 6,25, и в среде с температурой 120°С, составляет 1,0 или менее и предпочтительно 0,7 или менее. В случае, если значение показателя R/Ave не является чрезмерно большим, растягивание во время формования нетканого материала становится равномерным, и способность к удерживанию хранящегося порошка, а также проницаемость для жидкостей становятся равномерными.
[0050]
Конкретные примеры способов для обеспечения того, чтобы значение показателя R/Ave для листа, двухосно растянутого в машинном направлении/поперечном направлении, находилось в вышеупомянутых пределах, включают корректировку типа смолы биоразлагаемого нетканого материала, регулирование соотношения компонентов смеси смол, температуры смолы во время прядения, объема и скорости выпуска, температуры окружающей среды, условий охлаждения при прядении и тому подобного, температуры, давления и скорости валиков во время выполнения временного компрессионного соединения и термокомпрессионного соединения, и таких условий, как условия выдержки или хранения. Более конкретно, нетканый материал, для которого значение показателя R/Ave для листа, двухосно растянутого в машинном направлении/поперечном направлении, является малым, может быть получен посредством, например, уменьшения скорости прядения, повышения температуры окружающей среды, ослабления режима охлаждения, выполнения термокомпрессионного соединения при высокой температуре или выполнения термофиксации до постоянной длины холста нетканого материала, подвергаемого термокомпрессионному соединению при достаточно высокой температуре.
[0051]
Биоразлагаемый нетканый материал по представленному варианту осуществления может быть подвергнут термоформованию как одно целое для получения формованного изделия. Отсутствуют особые ограничения в отношении формы формованного изделия, и она предпочтительно выбрана из полукруглой формы, цилиндрической формы, овальной формы, треугольной формы или прямоугольной формы и тому подобного в соответствии с намеченным использованием. В случае, если желательно получить формованное изделие с большей емкостью по отношению к площади исходного нетканого материала, используемого для формования, пресс-форму для формования соответственно выбирают для дополнительного увеличения площади поверхности нетканого материала до и после формования.
[0052]
Если способ, используемый для формования формуемого нетканого материала по представленному варианту осуществления, включает этап термоформования, отсутствуют особые ограничения в отношении него, и способ может включать этап предварительного нагрева перед термоформованием и этап сохранения формы для сохранения емкости после термоформования.
В результате включения этапа предварительного нагрева перед термоформованием температуру нетканого материала можно регулировать непосредственно перед формованием, и можно обеспечить такие значения динамического модуля упругости и других характеристик нетканого материала, которые соответствуют требованиям при формовании. Интервал температур нетканого материала непосредственно перед формованием предпочтительно представляет собой интервал 55°С - 160°С, более предпочтительно 60°С - 130°С и особенно предпочтительно 70°С - 120°С. Если температура нетканого материала непосредственно перед формованием составляет 50°С или менее, разрывы, неравномерность при формовании и другие дефекты формования легко возникают вследствие высокого динамического модуля упругости и недостаточного сопряжения с контурами пресс-формы во время формования, при этом, если температура нетканого материала непосредственно перед формованием составляет 140°С или более, разрывы и другие дефекты при формовании возникают, поскольку динамический модуль упругости является чрезмерно низким, и нетканый материал не способен выдерживать напряжения, создаваемые в нем во время формования.
[0053]
В случае, если нетканый материал, используемый в представленном варианте осуществления, состоит из полимолочной кислоты, усадка формованного изделия, вызываемая остаточным напряжением во время растягивания листа при формовании, возникает раньше, чем кристаллизация листа, поскольку скорость его кристаллизации чрезвычайно мала, в результате чего легко образуется формованное изделие, имеющее малую емкость. Следовательно, для быстрого охлаждения и отверждения формованного изделия и получения эффекта сохранения формы, после формования включен этап сохранения формы, посредством чего обеспечивается возможность получения формованного изделия, имеющего большую емкость.
[0054]
Процесс, обеспечивающий возможность непрерывного и равномерного формования, может быть получен при выполнении процесса термоформования вместе с данными этапами предварительного нагрева и сохранения формы, и при формовании нетканого материала по представленному варианту осуществления с использованием данных процессов формования может быть получено однородное отформованное изделие. Например, может быть обеспечен такой показатель R/AVE, рассчитанный по отношению к поверхностной плотности материала, взятого в качестве образца из одного и того же места на дне формованных изделий из промышленно производимого продукта, заключающего в себе 10 или более формованных изделий, который находится в пределах 0,5, посредством чего обеспечивается возможность получения изделия, которое не имеет утечки содержимого и не имеет никаких проблем, связанных с конструкцией/дизайном, при его использовании в качестве фильтра для пищевого продукта и тому подобного.
[0055]
Степень, в которой биоразлагаемый нетканый материал по представленному варианту осуществления поддается формованию, характеризуется показателем формуемости. Показатель формуемости относится к величине, заданной нижеприведенным выражением (1), которую определяют делением площади поверхности формованного изделия на площадь плоского нетканого материала, использованного для формованного изделия, перед формованием (площадь входной части в случае изделия в виде контейнера):
Показатель формуемости=(площадь поверхности формованного
изделия в см2)/(площадь нетканого материала перед
формованием в см2)
Показатель формуемости формованного изделия, состоящего из биоразлагаемого нетканого материала по представленному варианту осуществления, предпочтительно составляет 1,1 или более, более предпочтительно 1,1-20, еще более предпочтительно 1,5-10 и наиболее предпочтительно 2,5-6. В случае, если показатель формуемости большой, это указывает на то, что относительное удлинение нетканого материала является большим. С другой стороны, в случае, если показатель формуемости мал, это указывает на то, что относительное удлинение нетканого материала мало. Поскольку биоразлагаемый нетканый материал по представленному варианту осуществления имеет большое относительное удлинение, это позволяет изготавливать формованные изделия, имеющие большое относительное удлинение и большой показатель формуемости. В случае, если показатель формуемости не является чрезмерно большим, нетканый материал может быть подвергнут формованию без разрывов, при этом в случае, когда показатель формуемости не является чрезмерно малым, формованное изделие способно иметь подходящий размер при заполнении контейнера содержимым.
[0056]
Если рассматривать термоформование с учетом свойств полимолочной кислоты в сравнении с смолой на основе сложного полиэфира, можно указать, что в то время как сложный полиэфир позволяет получить формованное изделие посредством повышения температуры формования во время формования, поскольку сложный полиэфир имеет высокую температуру плавления, большую разность температуры плавления и температуры стеклования и высокую скорость кристаллизации, полимолочная кислота имеет низкую температуру плавления, малую разность температуры плавления и температуры стеклования и низкую скорость кристаллизации, и поэтому затруднен подвод достаточного количества тепла к нетканому материалу для формования, что препятствует использованию высокой температуры формования. Соответственно предпочтительно выполняют термофиксацию до постоянной длины для биоразлагаемого нетканого материала по представленному варианту осуществления для фиксации формы нетканого материала перед формованием.
Кроме того, типовые свойства смол на основе полимолочной кислоты и сложного полиэфира, указанные сначала для полимолочной кислоты и затем для сложного полиэфира, таковы: температура плавления: 170°С, 260°С; температура рекристаллизации: 70°С, 120°С; температура стеклования: 55°С - 60°С, 70°С - 80°С; удельная теплоемкость: 1,38 Дж/(г⋅К), 1,00 Дж/(г⋅К) -1,15 Дж/(г⋅К); теплопроводность: 0,13 Вт/(м⋅К), 0,2 Вт/(м⋅К) -0,33 Вт/(м⋅К); полупериод кристаллизации: 500 секунд - 900 секунд, 50 секунд - 100 секунд.
[0057]
Нетканый материал по представленному варианту осуществления также может стать вариантом осуществления, более подходящим для использования в качестве контейнера для экстракции напитка, за счет регулирования режима формования и регулирования свойств формованного изделия. Ниже приведено подробное разъяснение этого другого варианта осуществления.
[0058]
[Предпосылки]
Традиционно известный способ легкой экстракции экстрагируемого вещества, такого как черный чай, зеленый чай, молотый кофе, лекарственные препараты или растительные лекарственные средства и тому подобное, состоял в изоляции экстрагируемого вещества в контейнере для экстракции напитка и экстрагировании напитка с помощью экстрактора посредством заливания горячей воды в контейнер, и примером этого является способ получения одной порции. Примеры контейнеров для экстракции напитка включают контейнеры, предусмотренные с куском гофрированной бумаги с внутренней стороны полимерного контейнера, контейнеры, предусмотренные с нетканым материалом, отформованным с формой контейнера, с внутренней стороны полимерного контейнера, и контейнеры, в которых используется формованное изделие, полученное формованием нетканого материала для получения формы контейнера.
Необходимо образовать отверстие в дне контейнера, который предназначен для экстракции напитка и имеет полимерный контейнер, для обеспечения канала для выхода горячей воды. Игла установлена снизу по отношению к месту, где контейнер устанавливают в экстрактор.
Контейнер для экстракции напитка, используемый в вышеупомянутом экстракторе, раскрыт в нерассмотренной патентной публикации Японии № 2015-85086. В случае контейнера, который предназначен для экстракции напитка и предусмотрен с таким формованным изделием, отформованным с формой контейнера, с внутренней стороны полимерного контейнера, необходимо обеспечить пространство в нижней части полимерного контейнера, чтобы формованное изделие не прокалывалось иглой, и контейнер становится большим, что приводит к проблемам с манипулированием вследствие того, что контейнер будет занимать много места при транспортировании, выкладке или хранении.
В большинстве случаев экстрагируемое вещество расширяется при заливке горячей воды на него во время экстракции экстрагируемого вещества. В случае контейнера, который предназначен для экстракции напитка и в котором используется формованное изделие, отформованное с формой контейнера, содержимое увеличивается в объеме во время экстракции и контейнер разбухает, что приводит к проблемам контакта с иглой, предусмотренной в экстракторе, разрыву нетканого материала и утечке содержимого.
[0059]
[Техническая проблема]
[Решение проблемы]
В результате проведения обширных исследований и экспериментов, связанных с настоящим изобретением (другим вариантом осуществления) и выполненных с учетом вышеизложенного, для получения контейнера, который предназначен для экстракции напитка и имеет превосходную стабильность формы в горячих средах и превосходную способность обеспечивать экстракцию напитка, авторы настоящего изобретения обнаружили, что можно получить контейнер, который предназначен для экстракции напитка и свободен от разрывов, обеспечивает удерживание содержимого (например, имеет малую утечку порошка), имеет привлекательный внешний вид и демонстрирует подходящую стабильность размеров в горячих средах, что привело к доработке настоящего изобретения.
[0060]
[Заявляемые свойства]
Более конкретно, задача настоящего изобретения решается посредством обеспечения нижеуказанных свойств нетканого материала после формования:
(i) при приложении нагрузки 0,05 Н/2 мм к образцу формованного изделия, образующего контейнер, степень изменения протяженности в машинном направлении при 30°С - 100°С, определенная посредством термомеханического анализа (ТМА), составляет 4% или менее;
(ii) изменение емкости во время погружения в кипящую воду составляет 20% - 90%;
(iii) степень ориентированности формованного изделия из нетканого материала, которое образует контейнер, составляет 0,010 или более; и
(iiii) степень кристалличности формованного изделия из нетканого материала, которое образует контейнер, составляет 30% - 70%.
[0061]
[Предпочтительные эффекты от изобретения]
В результате получения контейнера, который предназначен для экстракции напитка и соответствует вышеупомянутым свойствам за счет использования биоразлагаемого нетканого материала, контейнер для экстракции напитка может быть предпочтительно использован в качестве контейнера при экстракции черного чая, зеленого чая, молотого кофе, лекарственных препаратов или растительных лекарственных средств и тому подобного благодаря его превосходной стабильности формы и способности обеспечивать экстракцию напитка в горячей среде.
[0062]
[Краткое описание чертежей]
Фиг.1 представляет собой схематическое изображение типового примера конфигурации контейнера для экстракции напитка по другому варианту осуществления настоящего изобретения.
Фиг.2 представляет собой схематическое изображение для разъяснения типового примера закрытого контейнера для экстракции напитка по другому варианту осуществления настоящего изобретения.
Фиг.3 представляет собой график, показывающий результаты оценки влияния температуры на динамический модуль упругости в Примере 10 и Сравнительном примере 1.
Фиг.4 представляет собой график, показывающий результаты оценки влияния температуры на тангенс угла потерь в Примере 10 и Сравнительном примере 1.
[0063]
[Описание вариантов осуществления]
Ниже приведено подробное разъяснение варианта осуществления (другого варианта осуществления) изобретения по настоящей заявке.
Контейнер для экстракции напитка по представленному варианту осуществления способен проявлять стабильность формы и обеспечивать экстракцию напитка во время экстракции напитка в результате использования соответствующей конфигурации и условий формования нетканого материала, который образует контейнер.
[0064]
[Разъяснение терминов]
Контейнер для экстракции напитка по представленному варианту осуществления относится к формованному изделию из нетканого материала, который подвергся процессу формования. Может быть предусмотрен закрывающий элемент для заполнения контейнера напитком и герметизации напитка, находящегося внутри.
[0065]
[Материалы контейнера]
Биоразлагаемая смола и, в частности, полимер на основе полимолочной кислоты (также упоминаемый как ʺPLAʺ) может быть использована (использован) в качестве материала нетканого материала, который образует контейнер для экстракции напитка по представленному варианту осуществления. Примеры полимеров на основе полимолочной кислоты включают полимеры, выбранные из группы, состоящей из полимеров D-молочной кислоты, полимеров L-молочной кислоты, сополимеров D-молочной кислоты и L-молочной кислоты, сополимеров D-молочной кислоты и оксикарбоновой кислоты, сополимеров L-молочной кислоты и оксикарбоновой кислоты и сополимеров D-молочной кислоты, L-молочной кислоты и оксикарбоновой кислоты, или смеси двух или более типов данных полимеров. Хотя соотношение D-формы и L-формы в полимере полимолочной кислоты может быть задано в пределах диапазона, который не вызывает снижения производительности или ухудшения свойств нетканого материала, доля D-формы от общей массы полимолочной кислоты предпочтительно составляет 0% - 15%, более предпочтительно 0,1% - 10% и еще более предпочтительно 0,1% - 6%. Если доля D-формы находится в данных пределах, кристалличность, температура плавления и тому подобные характеристики нетканого материала, который образует контейнер для экстракции напитка, находятся в надлежащих пределах, посредством чего облегчается получение свойств, желательных для использования контейнера в качестве контейнера для экстракции напитка.
Кроме того, другие материалы, такие как сополимер алифатического сложного полиэфира, могут быть использованы в пределах, которые не ухудшают биоразлагаемость. Примеры сополимеров алифатического сложного полиэфира включают поли(α-гидроксикислоту) или сополимеры, имеющие ее в качестве основных элементов их повторяющихся звеньев, поли(ω-гидроксиалканоаты) типа поли(ε-капролактона) или поли(β-пропиолактона), поли(β-полигидроксиалканоаты) типа поли-3-гидроксипропионата, поли-3-гидроксигептаноата или поли-3-гидроксиоктаноата и сополимеры, имеющие элементы повторяющихся звеньев, состоящие из них, и элементы повторяющихся звеньев, состоящие из поли-3-гидроксивалерата или поли-4-гидроксибутирата. Кроме того, другие примеры включают полиакилендикарбоксилаты, состоящие из поликонденсата гликоля и дикарбоновой кислоты, такие как полиэтиленоксалат, полиэтиленсукцинат, полиэтиленадипинат, полиэтиленазелаинат, полибутиленоксалат, полибутиленсукцинат, полибутиленадипинат, полибутиленсебацинат, полигексаметиленсебацинат, полинеопентилоксалат, и сополимеры полиалкилендикарбоксилатов, имеющие элементы повторяющихся звеньев, состоящие из них. Кроме того, другие примеры включают вещества, полученные посредством выбора и смешивания множества типов данных отдельных полимеров, обладающих биоразлагаемостью. Сополимер алифатического сложного полиэфира предпочтительно представляет собой полибутиленсукцинат (упоминаемый также как PBS) по соображениям, связанным с совместимостью с полимолочной кислотой. Сополимер алифатического сложного полиэфира улучшает растяжимость и адгезионную способность нетканого материала во время формования и способствует получению подходящих свойств, связанных с получением заданной формы, емкости и предотвращением ворса на поверхности.
[0066]
[Доля добавленного сополимера алифатического сложного
полиэфира]
Сополимер алифатического сложного полиэфира, добавленный в нетканый материал, который образует контейнер для экстракции напитка по представленному варианту осуществления, может дополнительно содержаться в дополнение к вышеупомянутому полимеру на основе полимолочной кислоты в количестве 0,5% масс. -30% масс. от общей массы смолы. Добавленное количество сополимера алифатического сложного полиэфира составляет 0,5% масс. -30% масс., предпочтительно 3% масс. -27% масс. и еще более предпочтительно 5% масс. -25% масс., когда общая масса смолы задана как 100% масс. Если добавленное количество находится в данных пределах, кристалличность можно легко регулировать, и может быть получен контейнер для экстракции напитка, имеющий превосходные тепловые свойства.
[0067]
[Другие добавки]
Один тип или два или более типов добавок могут быть добавлены к волокнам, которые образуют нетканый материал, образующий контейнер для экстракции напитка по представленному варианту осуществления, в соответствии с намеченным использованием, и их примеры включают другие смолы, сополимеры, отличные от сополимера алифатического сложного полиэфира, огнестойкие добавки, неорганические наполнители, мягчители, пластификаторы, пигменты, антистатические средства и средства для обеспечения водопроницаемости.
[0068]
[Длинные волокна (нити) (включая изготовление нетканого материала) и короткие волокна (штапельные волокна)]
Нетканый материал, образующий контейнер для экстракции напитка по представленному варианту осуществления, получают известным фильерным способом, аэродинамическим способом получения нетканого материала из расплава, аэродинамическим способом формирования холста/способом пневмоукладки, способом кардочесания или способом изготовления бумаги и тому подобным. Тиснение, термоскрепление, соединение в колоннообразном потоке, механическое соединение или иглопробивание и тому подобные способы могут быть использованы в качестве способов для скрепления нетканого материала. Нетканый материал из непрерывных длинных волокон, полученный фильерным способом, предпочтителен по соображениям, связанным с прочностью контейнера для экстракции напитка и уменьшением выпадения волокон во время экстракции напитка.
Хотя отсутствуют особые ограничения в отношении нетканого материала, образующего контейнер для экстракции напитка по представленному варианту осуществления, при условии, что он обладает растяжимостью, которая позволяет получить форму формованного изделия, предпочтительно использование волокон, полученных фильерным способом при низкой скорости прядения, составляющей 500 м/мин - 3000 м/мин, при этом более предпочтительны волокна, полученные при скорости прядения, составляющей 600 м/мин - 2700 м/мин, и еще более предпочтительны волокна, полученные при скорости прядения, составляющей 700 м/мин - 2500 м/мин. Как правило, в случае высокой скорости прядения нить непосредственно после прядения имеет высокую степень кристалличности и ориентированности, в то время как в случае медленной скорости прядения получающаяся в результате нить имеет низкую степень кристалличности и ориентированности. Контейнер для экстракции напитков, представляющий собой формованное изделие, отформованное при использовании нетканого материала, имеющего соответствующую кристалличность и ориентированность, свободен от разрывов (во время формования разрывы отсутствуют) и имеет превосходную способность к удерживанию содержимого.
Как правило, поскольку коротковолоконный нетканый материал демонстрирует потерю адгезионного сцепления нитей во время формования, приводящую к тому, что нить поднимается от поверхности контейнера для экстракции напитка, в результате чего образуется значительное количество ворса или создается возможность выпадения волокон, длинноволоконный нетканый материал предпочтителен для использования в качестве контейнера для экстракции напитка по представленному варианту осуществления.
[0069]
[Форма длинных волокон]
Форма длинноволоконного нетканого материала, образующего контейнер для экстракции напитка по представленному варианту осуществления, может состоять из одного слоя в многослойном нетканом материале, таком как нетканый материал со структурой SS, SMS, SMMS или SMSM. Кроме того, S обозначает фильерный длинноволоконный нетканый материал, в то время как М обозначает ультратонкий нетканый материал, полученный аэродинамическим способом из расплава. В случае использования многослойного нетканого материала, такого как нетканый материал со структурой SMS, SMMS или SMSM, может быть уменьшена неравномерность диспергирования волокон, и может быть получен контейнер для экстракции напитка, который обладает превосходной способностью к удерживанию содержимого и сопротивлением утечке порошка.
[0070]
[Способ послойной укладки нетканого материала]
В нетканом материале, образующем контейнер для экстракции напитка по представленному варианту осуществления, смола с низкой температурой плавления используется для, по меньшей мере, одного из множества слоев при укладке одного слоя, двух слоев или трех слоев или более. В альтернативном варианте использование волокон с ядром и оболочкой, имеющими разные температуры плавления, обеспечивает возможность придания и повышения способности к сцеплению волокон, и могут быть обеспечены благоприятные характеристики, связанные с возникновением ворса на поверхности и способностью к герметичному соединению с материалом закрывающего элемента в контейнере для экстракции напитка.
[0071]
[Форма волокна]
Хотя отсутствуют особые ограничения в отношении этого, форма волокон нетканого материала, который образует контейнер для экстракции напитка по представленному варианту осуществления, такова, что используется круглая форма, плоская форма или C-образная форма, Y-образная форма, V-образная форма или другая неправильная форма поперечного сечения, при этом форма поперечного сечения предпочтительно представляет собой круглую форму, и, кроме того, волокна могут иметь структуру типа «острова в море», структуру с ядром и оболочкой или структуру расщепленного волокна.
[0072]
[Тиснение]
Хотя тиснение может быть выполнено для нетканого материала, образующего контейнер для экстракции напитка по представленному варианту осуществления, поверхность волокон нетканого материала может также подвергаться точечной адгезии. Хотя отсутствуют особые ограничения в отношении способа, используемого для одноточечного компрессионного соединения, примеры предпочтительных способов включают способ, в котором используется пара валиков для тиснения, имеющих неровную поверхность с рельефом на поверхности, по меньшей мере, одного из валиков, и способ, в котором используется пара валиков с ровной поверхностью, имеющих ровные поверхности. Кроме того, также могут быть выполнены иглопробивание гидроперепутывание или обработка в каландрах с сукном. Точечная адгезия относится к умеренной термической адгезии и состоит в основном из точечной адгезии на поверхностях волокон, и даже если тисненый рельеф будет образован при временном термокомпрессионном соединении, термическая усадка проявляется в микроскопической степени на периферии тисненого рисунка в результате того, что на второй стадии предотвращается термическая адгезия в направлении в плоскости, и вместе с устранением или уменьшением тисненого рельефа адгезия происходит в состоянии, в котором уменьшается неравномерность поверхностной плотности во всем биоразлагаемом нетканом материале.
Хотя отсутствуют особые ограничения в отношении этого, доля площади компрессионного соединения, обусловленная процессом тиснения и точечной адгезией, предпочтительно составляет 3% - 50% и более предпочтительно 5% -40% по отношению ко всей площади нетканого материала. Доля площади компрессионного тиснения может быть измерена посредством осмотра поверхности нетканого материала, образующего контейнер для экстракции напитка, при использовании микроскопа.
[0073]
[Обычные способы формования]
Контейнер для экстракции напитка по представленному варианту осуществления может быть получен трехмерным формованием нетканого материала, состоящего из биоразлагаемой смолы. В качестве способа формования могут быть использованы, например, вакуумное формование, пневмоформование или формование в пресс-форме. Предпочтительно используется формование в пресс-форме по соображениям, связанным с уменьшением чувствительности к воздействиям, вызываемым воздухопроницаемостью нетканого материала. Пресс-форма для формования может быть соответственно выбрана в соответствии с назначением, и хотя вогнуто-выпуклая пресс-форма, такая как металлическая пресс-форма, деревянная форма или пластиковая пресс-форма или такая пресс-форма, как выпуклая пресс-форма или вогнутая пресс-форма, может быть использована или при нормальной температуре, или в нагретом состоянии, предпочтительно используется нагретая пресс-форма по соображениям, связанным с улучшением сопряжения с контурами пресс-формы и получением формованного изделия из нетканого материала, которое имеет подходящую форму без разрывов.
[0074]
[Разъяснение формования с учетом свойств полимеров и предварительного нагрева]
Если рассматривать термоформование с учетом свойств смолы на основе полимолочной кислоты в сравнении с смолой на основе сложного полиэфира, можно указать, что несмотря на то, что сложный полиэфир позволяет получить формованное изделие посредством повышения температуры пресс-формы во время формования, поскольку он имеет более высокую температуру плавления, бóльшую разность температуры плавления и температуры стеклования и более высокую скорость кристаллизации, в результате того, что полимолочная кислота имеет низкую температуру плавления, малую разность температуры плавления и температуры стеклования и низкую скорость кристаллизации, затруднен подвод достаточного количества тепла к нетканому материалу для формования, что препятствует использованию высокой температуры формования. Соответственно предпочтителен предварительный нагрев нетканого материала перед формованием до температуры, которая равна или больше температуры стеклования, но равна или меньше температуры плавления, при выполнении процесса формования контейнера для экстракции напитка по представленному варианту осуществления. В результате предварительного нагрева нетканого материала может быть улучшено сопряжение с контурами пресс-формы, и формованное изделие из нетканого материала, имеющее подходящую форму, может быть получено без разрывов и с малой неравномерностью растягивания.
Кроме того, типовые свойства смол на основе полимолочной кислоты и сложного полиэфира, указанные сначала для полимолочной кислоты и затем для сложного полиэфира, таковы: температура плавления: 170°С, 260°С; температура рекристаллизации: 70°С, 120°С; температура стеклования: 55°С - 60°С, 70°С - 80°С; удельная теплоемкость: 1,38 Дж/(г⋅К), 1,00 Дж/(г⋅К) -1,15 Дж/(г⋅К); теплопроводность: 0,13 Вт/(м⋅К), 0,2 Вт/(м⋅К) -0,33 Вт/(м⋅К); полупериод кристаллизации: 500 секунд - 900 секунд, 50 секунд - 100 секунд.
Примеры способов, используемых для нагрева или предварительного нагрева нетканого материала, включают применение нагревательной печи, в которой используется инфракрасное излучение, горячий воздух или нагревательный элемент, и применение инфракрасного нагревателя, нагревателя, в котором используется горячий воздух, или нагревателя с нагревательным элементом.
[0075]
[Температура нетканого материала перед формованием]
Температура нетканого материала перед формованием предпочтительно составляет 55°С - 160°С, более предпочтительно 60°С - 150°С и еще более предпочтительно 75°С - 140°С. Если температура нетканого материала перед формованием находится в данных пределах, может быть получен контейнер, имеющий заданную форму. Если температура нетканого материала перед формованием чрезмерно высокая, происходит термическая усадка во время изготовления контейнера, в получающемся в результате контейнере для экстракции напитков возникают напряжения, толщина становится неравномерной, возникает неравномерность растягивания, и такие характеристики, как сохранение формы, способность обеспечивать экстракцию или способность удерживать содержимое, могут оказаться не соответствующими использованию в качестве контейнера для экстракции напитка. Если температура нетканого материала перед формованием чрезмерно низкая, во время формования происходит разрыв, что иногда препятствует получению формы контейнера.
[0076]
[Температура пресс-формы во время формования]
Температура пресс-формы для формования может быть выбрана соответствующим образом при условии, что не будет происходить разрыв нетканого материала во время формования и не будет прилипания к пресс-форме, и предпочтительно составляет 30°С - 160°С, более предпочтительно 80°С - 150°С и еще более предпочтительно 100°С - 140°С.
Температуру нетканого материала перед формованием и температуру пресс-формы для формования предпочтительно выбирают с учетом баланса между данными двумя температурами. Малая разность температуры нетканого материала перед формованием и температуры пресс-формы для формования создает возможность уменьшения неравномерности растягивания нетканого материала и предпочтительна для обеспечения таких характеристик получающегося в результате контейнера для экстракции напитка, как сохранение формы, способность обеспечивать экстракцию и удерживание содержимого.
[0077]
[Комбинация предварительного нагрева и пресс-формы]
Хотя температуры нетканого материала и пресс-формы во время формования могут быть соответственно выбраны, для получения контейнера, предназначенного для экстракции напитка и имеющего подходящую форму при нормальной температуре, предпочтительно выполнить формование с нагревом посредством вогнуто-выпуклой пресс-формы или формование с нагревом после предварительного нагрева нетканого материала для повышения теплопроводности нетканого материала и подавления усадки при извлечении из пресс-формы.
[0078]
[Термофиксация и охлаждение]
Для получения контейнера, имеющего форму, подходящую для контейнера для экстракции напитка по представленному варианту осуществления, может быть использован способ, состоящий в подводе горячего воздуха во время формования, обеспечения надлежащей продолжительности термофиксации, например, за счет того, что пресс-форма остается в контакте с нетканым материалом в течение определенного времени после формования, извлечения из пресс-формы после обеспечения возможности охлаждения в достаточной степени и дополнительного контакта с нагретой пресс-формой и охлаждения пресс-формы после формования с нагревом. Несмотря на то, что продолжительность термофиксации может быть соответственно выбрана с учетом производительности, она предпочтительно составляет 0,01 секунды или более, более предпочтительно 0,2 секунды или более и еще более предпочтительно 0,2 секунды - 300 секунд. Увеличение продолжительности термофиксации позволяет подавить усадку после формования и при погружении в кипящую воду. Охлаждение после формования может быть выполнено за счет контакта с холодным воздухом после формования или использования охлажденной пресс-формы или пресс-формы с температурой внутри помещения, и это обеспечивает эффективное снижение температуры до температуры, которая равна или ниже температуры стеклования материала, образующего нетканый материал, после формования. В результате может быть подавлена усадка непосредственно после формования, и может быть получено формованное изделие, которое имеет привлекательную форму после формования.
[0079]
[Форма контейнера]
Хотя отсутствуют особые ограничения в отношении формы контейнера для экстракции напитка по представленному варианту осуществления при условии, что она представляет собой форму контейнера, ее предпочтительные примеры включают форму с криволинейным дном, цилиндрическую форму, форму усеченного конуса, куполообразную форму, полусферическую форму и чашеобразную форму. Эти формы могут быть получены посредством выполнения пресс-формы, используемой во время формования, так, чтобы она имела форму с криволинейной нижней частью, цилиндрическую форму, форму усеченного конуса, куполообразную форму, полусферическую форму или чашеобразную форму. Формованное изделие из нетканого материала, служащее в качестве контейнера для экстракции напитка, может быть использовано с ограждением или без ограждения полимерным контейнером. В случае, если оно не заключено в полимерный контейнер, формованное изделие из нетканого материала более предпочтительно по соображениям, связанным с тем, что контейнер не занимает много места, а также связанным с простотой манипулирования и затратами на изготовление.
[0080]
[Показатель формуемости]
Степень, в которой нетканый материал контейнера для экстракции напитка по представленному варианту осуществления поддается формованию, характеризуется показателем формуемости. Показатель формуемости относится к величине, заданной нижеприведенным выражением (1), которую определяют делением площади поверхности формованного изделия на площадь плоского нетканого материала, который использован для формованного изделия, перед формованием (площадь входной части в случае изделия в виде контейнера):
Показатель формуемости=(площадь поверхности формованного изделия в см2)/(площадь нетканого материала перед формованием в см2)
Показатель формуемости формованного изделия, состоящего из нетканого материала контейнера для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 1,1 или более, более предпочтительно 1,1-20, еще более предпочтительно 1,5-10, еще более предпочтительно 2,0-6 и наиболее предпочтительно 2,5-6. В случае, если показатель формуемости большой, это указывает на то, что относительное удлинение нетканого материала является большим. С другой стороны, в случае, если показатель формуемости мал, это указывает на то, что относительное удлинение нетканого материала мало. В случае, если показатель формуемости не является чрезмерно большим, нетканый материал может быть подвергнут формованию без разрывов и удерживание содержимого в получающемся в результате, формованном изделии является благоприятным, при этом в случае, когда показатель формуемости не является чрезмерно малым, формованное изделие способно иметь подходящий размер при заполнении контейнера содержимым.
[0081]
[Соединение с другими материалами]
Несмотря на то, что контейнер для экстракции напитка по представленному варианту осуществления не исключает комбинации с неориентированной бумагой или нетканым материалом, могут потребоваться другие этапы для ламинирования или адгезионного соединения и тому подобного для получения формы контейнера, что приводит к затруднениям при изготовлении.
[0082]
[Разъяснение обычных способов экстракции]
При экстракции с помощью контейнера для экстракции напитка при использовании экстрактора (такого как экстрактор, предназначенный для получения одной порции) горячую воду наливают в контейнер для экстракции напитка, заполненный экстрагируемым веществом, после его размещения в устройстве. Требуется, чтобы контейнер для экстракции напитка обладал термостабильностью и стабильностью по отношению к изменениям напряжения, обусловленного расширением экстрагируемого вещества.
[0083]
[Усадка во время экстракции и усадка формованного изделия, определенная посредством термомеханического анализа (ТМА)]
Максимальное значение степени изменения размера в машинном направлении при приложении нагрузки 0,05 Н/2 мм при 30°С -100°С к образцу формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка по представленному варианту осуществления, определенное посредством термомеханического анализа (ТМА), предпочтительно составляет 4% или менее и более предпочтительно 3% или менее. Если максимальное значение степени изменения размера находится в данных пределах, то поскольку во время экстракции напитка имеется незначительное удлинение волокон, незначительное разрывание или разделение мест перекрещивания волокон, вызываемые подводом тепла или воздействием напряжения, обусловленного расширением экстрагируемого вещества во время экстракции, расширение контейнера для экстракции напитка затруднено, отсутствует контакт с иглой экстрактора, и нетканый материал обладает сопротивлением разрыву. Степень изменения размера может быть определена так, как указано в примерах.
В контейнере для экстракции напитка по представленному варианту осуществления направление MD соответствует направлению, для которого число волокон, выровненных в данном направлении, является большим, и при изготовлении нетканого материала соответствует направлению потока материала в машине.
[0084]
[Изменение емкости во время погружения в кипящую воду]
Изменение емкости контейнера для экстракции напитка по представленному варианту осуществления при погружении в горячую воду предпочтительно составляет 20% - 90%, более предпочтительно 30% - 85%, еще более предпочтительно 30% - 80% и наиболее предпочтительно 45% - 75%. Если изменение емкости находится в этих пределах, может быть обеспечено компромиссное сочетание между изменениями размеров экстрагируемого вещества и контейнера для экстракции напитка во время экстракции напитка, посредством чего обеспечивается возможность использования контейнера для экстракции напитка без разрыва, обусловленного недостаточной прочностью или недостаточным удлинением формованного изделия из нетканого материала самого по себе, или разрыва, вызываемого контактом с частью экстрактора (такой как игла, установленная ниже места установки контейнера для экстракции напитка). Как правило, при использовании контейнера для экстракции напитка в устройстве для экстракции напитка посредством способа, состоящего в заливании горячей воды в контейнер и экстракции напитка, такого как способ для получения одной порции, предпочтительно, чтобы термическая усадка была небольшой, по соображениям, связанным со стабильностью формы и предотвращением отделения закрывающего элемента.
С другой стороны, технология по настоящей заявке позволяет получить контейнер для экстракции напитка, имеющий превосходную стабильность во время экстракции в результате обеспечения баланса между увеличением объема черного чая, зеленого чая, молотого кофе, лекарственного препарата, растительного лекарственного средства или другого экстрагируемого вещества, вызываемого наливанием горячей воды на него, и изменением размера контейнера для экстракции напитка.
[0085]
[Двойное лучепреломление]
Двойное лучепреломление в формованном изделии из нетканого материала, образующем контейнер для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 0,10 или более, более предпочтительно 0,012-0,050 и еще более предпочтительно 0,012-0,030. В случае, если двойное лучепреломление не является чрезмерно большим, формование может быть выполнено без какой-либо чрезмерной ориентированности волокон во время формования, адгезия волокон сохраняется в соответствии с требованием, и может быть предотвращен подъем волокон от поверхности контейнера для экстракции. В случае, если двойное лучепреломление не является чрезмерно малым, степень ориентированности не является чрезмерно низкой, имеет место незначительное прилипание нетканого материала к пресс-форме во время формования, и характеристики поверхности контейнера, получающегося в результате, являются подходящими. Кроме того, если двойное лучепреломление находится в вышеупомянутых пределах, может быть повышена способность контейнера для экстракции к сохранению формы во время экстракции напитка в горячей среде. Если двойное лучепреломление является чрезмерно большим, адгезия между волокнами становится недостаточной, и поверхность контейнера для экстракции будет подвержена образованию ворса.
[0086]
[Степень кристалличности]
Степень кристалличности формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 30% - 70%, более предпочтительно 30% - 60% и еще более предпочтительно 40% - 50%. В случае, если степень кристалличности находится в данных пределах, форма контейнера для экстракции напитка не подвергается деформированию в горячей среде, и может быть повышена способность контейнера для экстракции к сохранению формы во время экстракции напитка в горячей среде.
[0087]
[Пересчитанная поверхностная плотность нетканого материала, образующего контейнер для экстракции напитка]
Суммарная поверхностная плотность формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка по представленному варианту осуществления, составляет 20 г/м2-350 г/м2, предпочтительно 20 г/м2-300 г/м2, более предпочтительно 30 г/м2-300 г/м2 и наиболее предпочтительно 50 г/м2-250 г/м2. Если суммарная поверхностная плотность составляет 20 г/м2 или более, прочность контейнера для экстракции напитка является достаточной, при этом, с другой стороны, если суммарная поверхностная плотность составляет 350 г/м2 или менее, обработка может выполняться без приложения большой нагрузки к оборудованию для процессов формования при получении контейнера для экстракции напитка. Кроме того, суммарная поверхностная плотность нетканого материала, используемого в контейнере для экстракции напитка, может быть рассчитана исходят из площади (м2) нетканого материала перед формованием и массы (г) нетканого материала, используемого в контейнере для напитка.
[0088]
[Средний диаметр волокон нетканого материала, образующего контейнер для экстракции напитка]
Средний диаметр волокон формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 8 мкм - 50 мкм, более предпочтительно 10 мкм - 40 мкм и еще более предпочтительно 15 мкм - 30 мкм. В случае, если средний диаметр волокон не является чрезмерно малым, содержимое может удерживаться в контейнере (обеспечивается надлежащая стойкость к утечке порошка), и в случае, если средний диаметр волокон не является чрезмерно большим, скорость пропускания жидкости не будет чрезмерно малой.
[0089]
[Поверхностная плотность нетканого материала, образующего контейнер для экстракции напитка]
Поверхностная плотность формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 12 г/м2-200 г/м2, более предпочтительно 18 г/м2-100 г/м2, еще более предпочтительно 30 г/м2-80 г/м2 и наиболее предпочтительно 30 г/м2-60 г/м2. Если поверхностная плотность нетканого материала находится в данных пределах, содержимое может удерживаться в контейнере (обеспечивается надлежащая стойкость к утечке порошка), и скорость пропускания жидкости не будет чрезмерно малой.
[0090]
[Стойкость к утечке порошка]
При экстракции экстрагируемого вещества, такого как черный чай, зеленый чай, молотый кофе, лекарственный препарат или растительное лекарственное средство, посредством экстрактора при использовании контейнера для экстракции напитка по представленному варианту осуществления может быть обеспечено то, что количество порошка, содержащегося в экстракте, будет представлять собой заданное количество порошка, посредством соответствующего задания таких параметров, как диаметр волокон, суммарная поверхностная плотность, поверхностная плотность или условия формования формованного изделия из нетканого материала. Может быть обеспечено количество порошка, составляющее 0,25 г или менее или даже 0,20 г или менее. В случае, если желательно уменьшить количество чайных листьев или порошка экстрагируемого вещества в напитке, условия формования могут быть отрегулированы соответствующим образом, например, посредством уменьшения диаметра волокон, уменьшения суммарной поверхностной плотности, уменьшения поверхностной плотности или уменьшения неравномерности температуры нетканого материала во время формования и устранения неравномерности при формовании. С другой стороны, в случае, если желательно оставить экстрагируемое вещество, такое как чайные листья, в напитке, условия формования могут быть отрегулированы соответствующим образом, например, посредством увеличения диаметра волокон, увеличения суммарной поверхностной плотности, увеличения поверхностной плотности или увеличения неравномерности температуры нетканого материала во время формования.
[0091]
[Изменение емкости до и после экстракции]
Изменение емкости контейнера для экстракции напитка по представленному варианту осуществления до и после экстракции может составлять от -30% до 30%, от -20% до 20% или от -10% до 10%. Если изменение емкости до и после экстракции находится в данных пределах, может быть обеспечен баланс между изменением размера экстрагируемого вещества и размера контейнера для экстракции напитка во время экстракции напитка, посредством чего обеспечивается возможность использования контейнера для экстракции напитка без возникновения разрыва, обусловленного недостаточной прочностью или недостаточным удлинением формованного изделия из нетканого материала самого по себе, или возникновения разрыва, обусловленного контактом с частью экстрактора (такой как игла, установленная под местом установки контейнера для экстракции напитка).
[0092]
[Ворс на поверхности]
Число ворсинок из волокон нетканого материала, образующего контейнер для экстракции напитка по представленному варианту осуществления, предпочтительно составляет 10 или менее, более предпочтительно 0-9 и еще более предпочтительно 0-3. Если число ворсинок из волокон находится в данных пределах, внешний вид изделия является благоприятным, и отсутствуют ухудшение характеристик поверхности, вызываемое трением между соседними контейнерами для экстракции напитка, возникающим вследствие вибраций и тому подобного во время транспортировки, или захватом волокон на неровных участках поверхности части экстрактора, в котором установлен контейнер, что приводит к очень хорошим технологическим свойствам.
[0093]
[Закрывающий элемент]
Контейнер для экстракции напитка по представленному варианту осуществления может быть закрыт закрывающим элементом, образованным из пленки или нетканого материала и тому подобного, после его заполнения содержимым. Хотя отсутствуют особые ограничения в отношении этого, примеры способов, которые могут быть использованы для герметичного присоединения закрывающего элемента, включают нанесение покрытия из адгезива или термопластичной смолы, нанесение покрытия из адгезива на материал закрывающего элемента, добавление или вмешивание термопластичной смолы в материал закрывающего элемента и в случае нетканого материала использование нетканого материала, в котором используется смола для оболочки, которая имеет более низкую температуру плавления, чем смола ядра. Закрывающий элемент может быть прикреплен в такой степени, чтобы закрывающий элемент не отделялся и чтобы не было утечки содержимого во время использования в экстракторе.
ПРИМЕРЫ
[0094]
Ниже приведено более подробное разъяснение настоящего изобретения.
Сначала разъяснены методы измерения и оценки.
[0095]
Оценка свойств нетканого материала
(1) Средний диаметр волокон (мкм)
Надлежащее число волокон соответственно отбирают в качестве образцов из мест, расположенных с интервалами 10 см по ширине волокнистого холста, нетканого материала или другого образца, за исключением зон с длиной 5 см от обоих краев материала, и диаметры волокон измеряют с помощью микроскопа в 30 местах, после чего каждый раз следует вычисление среднего значения из измеренных значений.
[0096]
(2) Поверхностная плотность (г/м2)
Образцы вырезали так, чтобы они имели общую площадь 1500 см2 (например, 3 образца с шириной 20 см и длиной 25 см), после чего определяли поверхностную плотность как массу на единицу площади в соответствии с JIS L-1913 (JIS - Японский промышленный стандарт).
[0097]
(3) Двойное лучепреломление (Δn)
Распределение среднего показателя преломления, наблюдаемое с боковой стороны волокна, можно определить в соответствии с методом интерференционных полос при использовании Olympus BX53. Этот метод может быть применен для волокон, имеющих круглое поперечное сечение. Показатель преломления в волокне характеризуется показателем n|| преломления по отношению к поляризованному свету, имеющему вектор электрического поля, параллельный оси волокна, и показателем n⊥ преломления по отношению к поляризованному свету, имеющему вектор электрического поля, перпендикулярный к оси волокна, и двойное лучепреломление характеризуется выражением Δn=(n|| - n⊥).
При облучении волокна поляризованным светом поляризованный свет разделяется на две составляющие, которые совершают колебания во взаимно-перпендикулярных направлениях. Поскольку показатель преломления в волокне различается в зависимости от направления оси, имеет место разность расстояний, пройденных двумя составляющими света. Эта величина называется разностью хода/запаздыванием и обозначена R, и, если обозначить диаметр поперечного сечения волокна как dθ, величина R будет связана с двойным лучепреломлением с помощью нижеприведенного выражения.
R=d0(n|| - n⊥)=d0Δn
Волокна, отобранные из образца при использовании оптически плоской стеклянной пластинки или покровного стекла, погружают в средство для удерживания, которое является инертным по отношению к волокнам. Обеспечивают наличие такой части волокон, в которой соответствующие волокна не перекрываются в зоне измерения и в которой ось волокна перпендикулярна к оптической оси и интерференционным полосам поляризационного микроскопа. Картину, создаваемую интерференционными полосами, измеряют для определения запаздывания с последующим определением двойного лучепреломления в волокнах и определением среднего значения для десяти волокон.
[0098]
(4) Относительное удлинение при 120°С (%)
Образец с шириной 3 см и длиной 10 см вырезали, исключая зоны с длиной 5 см от обоих концов образца, с последующим измерением в пяти точках каждый в раз в продольном направлении посредством прибора для испытаний на растяжение при интервале между зажимами, составляющем 2 см, скорости растягивания, составляющей 200 мм/мин, и температуре 120°С и вычислением среднего значения. Кроме того, после размещения образца в термостатической камере и обеспечения выдерживания в течение одной минуты измерение начинали после подтверждения того, что температура в камере достигла 120°С.
[0099]
(5) Величина, полученная делением продольной прочности на раздир на поверхностную плотность (-)
Три образца с шириной 10 см и длиной 6,5 см вырезали, исключая зоны с длиной 5 см от обоих концов образцов, с последующим измерением продольной прочности (Н) на раздир при использовании прибора системы Элмендорфа для испытаний на раздир и определением ее среднего значения. Данную величину затем рассчитывали делением прочности на раздир на поверхностную плотность.
[0100]
(6) Степень изменения размера в машинном направлении, определенная посредством термомеханического анализа (%)
Образцы с шириной 2 мм и длиной 25 мм вырезали, исключая зоны с длиной 5 см от обоих концов образцов, так, чтобы поверхностная плотность, определенная в (2), составляла ±10%, с последующим измерением посредством прибора TMAQ400, изготавливаемого компанией TA Instruments, при использовании зажима для пленки/волокон для верхней части зажима и алюминиевого шарика, изготавливаемого компанией TA Instruments, для нижней части зажима при исходной нагрузке 0,005 Н, температуре от 30°С до 160°С, увеличиваемой со скоростью 10°С в минуту, и длине зажима, составляющей 15 мм. Степень (%) изменения размера определяли в соответствии с выражением: [изменение размера (мкм)/{длина зажима (мм) × 1000}] × 100 при 80°С - 140°С. Затем вычисляли среднее значение после измерений для N=3 образцов.
[0101]
(7) Оценка зависимости динамического модуля упругости от температуры
Образцы с шириной 5 мм и длиной 25 мм вырезали и подвергали измерениям посредством прибора DMA2980, изготавливаемого компанией TA Instruments, Япония, используя зажим для пленки/волокон при исходной нагрузке 0,010 Н, частоте 1 Гц, деформации 1%, температуре от 30°С до 150°С, увеличиваемой со скоростью 3°С в минуту, и длине зажима, составляющей 10 мм.
Кроме того, степень изменения модуля упругости в зависимости от температуры может быть рассчитана в соответствии с нижеприведенным выражением, согласно которому изменение модуля упругости при выполнении испытания для определения зависимости динамической вязкости от температуры делят на изменение температуры.
Испытание для оценки зависимости динамической вязкости от температуры=изменение Δ модуля упругости/изменение Δ температуры
[0102]
(8) Оценка ворса (балльная)
Образец для испытаний с размерами 25 мм × 300 мм был отобран в машинном направлении и был подвергнут оценке согласно критериям, указанным ниже, при использовании устройства для испытаний на истирание для оценки цветопрочности, разработанного Японским обществом содействия развитию науки, при нагрузке со стороны фрикционного блока, составляющей 250 г, и использовании одного и того же материала на стороне фрикционного блока и перемещении его по поверхности фрикционного блока 50 раз. Кроме того, измерение проводили на образце как с передней, так и с задней сторон, и использовали сторону, имеющую более низкую оценку.
Балл 5,0: Отсутствие ворса.
Балл 4,0: Ворс, состоящий из приблизительно 1-2 волокон, или маленькие катышки, начинающие формироваться в одном месте.
Балл 3,5: Ворс, состоящий из приблизительно 3-5 волокон, и маленькие катышки, начинающие формироваться в множестве мест.
Балл 3,0: Четко выраженные катышки, начинающие формироваться, или множество наблюдаемых маленьких катышков.
Балл 2,5: Наблюдаемые большие, четко выраженные катышки и волокна, начинающие подниматься в множестве мест.
Балл 2,0: Существенное отделение волокон, вызывающее уменьшение толщины испытательного образца.
Балл 1,0: Значительное отделение волокон, вызывающее разрушение испытательного образца.
[0103]
(9) Показатель R/Ave, характеризующий распределение поверхностной плотности по отношению к имеющему форму квадрата со стороной 2,5 см образцу двухосно растянутого листа.
Образец вырезали с формой квадрата со стороной 12,5 см и использовали для подготовки растянутого листа с помощью устройства для двухосного растягивания посредством одновременного двухосного растягивания в машинном направлении/поперечном направлении до 20 см при интервале между зажимами, составляющем 8 см, скорости растягивания, составляющей 200 мм/мин, и температуре 120°С. При этом длина после растягивания в 2,5 раза превышала длину в каждом из направлений MD и CD, и коэффициент увеличения площади составил 6,25. Кроме того, после размещения образца в термостатической камере и обеспечения выдерживания в течение одной минуты растягивание начинали после подтверждения того, что температура камеры достигла 120°С.
Квадрат со стороной размером 10 см начертили в центре полученного в результате, растянутого листа, и в нем начертили решетку, состоящую из 16 квадратов со стороной размером 2,5 см. 16 квадратов со стороной размером 2,5 см, которые были начерчены, вырезали и взвешивали. Показатель R/Ave представляет собой показатель, задаваемый следующей формулой:
R (максимальное значение - минимальное значение массы квадрата из 16 квадратов)/Ave (среднее значение массы квадрата для 16 квадратов)
[0104]
(10) Формуемость
Биоразлагаемый нетканый материал размещали в машине для формования, подвергали предварительному нагреву в течение 1 минуты при температуре горячего воздуха, составляющей 100°С, и состояние формованного изделия наблюдали после выполнения формования в пресс-форме в течение 2 секунд при использовании цилиндрической пресс-формы (диаметр: 4,4 см, высота: 1,3 см и 3,2 см) с температурой 120°С и температуры нетканого материала, составляющей 60°С, с последующей оценкой в соответствии с критериями, указанными ниже. Кроме того, показатель формуемости соответствует величине, заданной в нижеприведенном выражении, которая определяется делением площади формованного изделия на площадь плоского нетканого материала, используемого для формованного изделия, перед формованием (площадь входной части в случае изделия, имеющего форму контейнера).
Показатель формуемости=(площадь поверхности формованного изделия в см2)/(площадь нетканого материала перед формованием в см2)
А: Отсутствие разрывов, подходящая формуемость, показатель формуемости, составляющий 1,9 или более для пресс-формы с высотой 1,3 см, и показатель формуемости, составляющий 3,4 или более для пресс-формы с высотой 3,2 см.
В: Отсутствие разрывов, но наличие проблем, таких как выступы на поверхности формованного изделия, неравномерность растягивания и заметный ворс из волокон.
С: Наличие разрывов, плохая формуемость и проблемы, такие как необеспечение показателя формуемости, составляющего 1,9 или более для пресс-формы с высотой 1,3 см, и необеспечение показателя формуемости, составляющего 3,4 или более для пресс-формы с высотой 3,2 см.
[0105]
(11) Испытание при компостировании
Состояние испытательного образца визуально наблюдали после обработки в течение 4 недель в среде с постоянной температурой 60°С при использовании устройства для испытаний при компостировании с последующей оценкой в соответствии с нижеуказанными критериями.
А: Образец распадался на куски малого размера.
С: Отсутствие наблюдаемых изменений внешнего вида образца.
[0106]
(12) Формуемость (Равномерная формуемость)
Длинноволоконный нетканый материал размещали в машине для формования, имеющей 10 рядов пресс-форм для формования, расположенных в направлении ширины, с последующим выполнением формования в пресс-формах в течение 2 секунд при использовании цилиндрических пресс-форм (диаметр: 4,4 см, высота: 3,2 см) с температурой 120°С и использовании температуры нетканого материала, составляющей 100°С и полученной за счет нагрева горячим воздухом, при этом формованные изделия были заполнены 11 г частиц для моделирования, имеющих диаметр частиц, составляющий 100 мкм, и герметично закрыты посредством термосварки с использованием листа из полимолочной кислоты в качестве материала закрывающего элемента, и были получены 100 формованных изделий.
Квадрат со стороной 1 см вырезали из днищ полученных в результате, формованных изделий с последующим измерением его массы.
R/Ave представляет собой показатель, заданный нижеприведенным выражением.
R (максимальное значение - минимальное значение массы квадрата из 100 квадратов)/Ave (среднее значение массы квадрата для 100 квадратов)
[0107]
(Оценка свойств формованного изделия)
(1) Средний диаметр волокон (мкм)
Надлежащее число волокон было соответственно отобрано из боковой стороны (части, в которой нетканый материал растянут) формованного изделия из нетканого материала, которое используется в контейнере для экстракции напитка, с последующим измерением диаметра волокон с помощью микроскопа в 30 местах и вычислением среднего значения из измеренных значений.
[0108]
(2) Пересчитанная поверхностная плотность нетканого материала (г/м2)
Пересчитанную поверхностную плотность нетканого материала определяли исходя из массы (г) формованного изделия из нетканого материала, которое используется в контейнере для экстракции напитка, и площади (м2) плоского нетканого материала, используемого в формованном изделии из нетканого материала, перед формованием (площади входной части в случае изделия в виде контейнера) посредством преобразования данных показателей в массу на единицу площади.
Пересчитанная поверхностная плотность нетканого материала (г/м2)=масса (г) нетканого материала/площадь (м2) плоского нетканого материала, используемого в формованном изделии, перед формованием
[0109]
(3) Поверхностная плотность формованного изделия (г/м2)
Поверхностную плотность формованного изделия определяли исходя из массы (г) нетканого материала, отобранного в качестве образца из формованного изделия из нетканого материала, которое используется в контейнере для экстракции напитка, и площади (м2) нетканого материала посредством преобразования данных показателей в массу на единицу площади. В случае, если нетканый материал изогнут, нетканый материал разрезают на узкие полоски и разглаживают с последующим измерением площади нетканого материала с помощью микроскопа.
Поверхностная плотность формованного изделия (г/м2)=масса (г) нетканого материала/площадь (м2) перед формованием
[0110]
(4) Двойное лучепреломление (Δn)
Двойное лучепреломление определяли в соответствии с методом интерференционных полос так же, как двойное лучепреломление в нетканом материале, используя Olympus BX53. Образец для испытаний брали из боковой стороны формованного изделия из нетканого материала (из места, в котором степень растяжения высокая).
[0111]
(5) Степень кристалличности (%)
Степень кристалличности определяли, используя такой же метод, как применяемый для определения степени кристалличности нетканого материала, используя дифференциальный сканирующий калориметр модели DSC6000, изготавливаемый компанией PerkinElmer.
[0112]
(6) Степень изменения размера в машинном направлении
Образец с шириной 2 мм и высотой 25 мм вырезали в машинном направлении из боковой стороны формованного изделия из нетканого материала, которое используется в контейнере для экстракции напитка, (из части контейнера, имеющей большое изменение при растягивании) с последующим измерением посредством прибора TMAQ400 (термомеханического анализатора (ТМА)), изготавливаемого компанией Texas Instruments, при использовании зажима для пленки/волокон для верхней части зажима и алюминиевого шарика, изготавливаемого компанией Texas Instruments, для нижней части зажима при исходной нагрузке 0,005 Н, температуре от 30°С до 160°С, увеличиваемой со скоростью 10°С в минуту, и длине зажима, составляющей 15 мм. Степень (%) изменения размера определяли в соответствии с выражением: изменение размера (мкм)/{длина зажима (мм) × 1000} при 30°С - 100°С с последующим определением максимального значения в интервале температур от 30°С до 100°С. Затем вычисляли среднее значение после измерений для N=5 образцов. Положительная степень изменения размера характеризует удлинение.
[0113]
(7) Изменение емкости во время погружения в кипящую воду
Изменение емкости до и после погружения в кипящую воду определяли посредством погружения (пустого) контейнера для экстракции напитка в кипящую воду и обеспечения возможности его сушки на воздухе с последующим определением среднего значения для N=5 контейнеров. Емкость контейнера определяли, используя массу стандартного порошка (порошка, для которого его количество, которое проходит через сито с размером ячей, составляющим 150 мкм, при ситовом анализе составляет 0,05% или менее), который может заполнять контейнер.
Изменение емкости (%)=[масса с заполнением стандартным порошком перед погружением в кипящую воду (г) - масса с заполнением стандартным порошком после погружения в кипящую воду (г)] × 100/масса с заполнением стандартным порошком перед погружением в кипящую воду (г)
[0114]
(8) Ворс на поверхности
Определяли число волокон, образующих ворс на поверхности контейнера для экстракции напитков, с последующим определением среднего значения из N=10 волокон.
[0115]
(9) Способность обеспечивать экстракцию: Стойкость к утечке порошка
Контейнер для экстракции напитка, заполненный молотым кофе (состоящим на 0,05% или менее из порошка, способного проходить через сито с размером ячей, составляющим 150 мкм, заполняющее количество: 11 г (или заполненный максимальным количеством в случае, если контейнер слишком мал и не может быть заполнен 11 граммами)), размещали в экстракторе, изготавливаемом компанией Keurig, и кофе, экстрагированный посредством 170 мл горячей воды, фильтровали, используя фильтровальную бумагу № 2, изготавливаемую компанией Advantec, с последующей сушкой в течение 6 часов в сушилке и измерением количества порошка, остающегося на фильтровальной бумаге. Измерения выполняли для N=10 контейнеров, и среднее значение для них было взято в качестве количества вышедшего порошка.
[0116]
(10) Способность обеспечивать экстракцию: Изменение емкости после экстракции
Изменение емкости до и после экстракции определяли для контейнеров для экстракции напитка после экстракции в соответствии с вышеприведенным пунктом (9), и определяли среднее значение для N=5 контейнеров. Емкость контейнера измеряли, используя массу стандартного порошка (порошка, для которого его количество, которое проходит через сито с размером ячей, составляющим 150 мкм, при ситовом анализе составляет 0,05% или менее), который может заполнять контейнер.
Изменение емкости во время экстракции (%)=(масса с заполнением стандартным порошком перед экстракцией (г) -
масса с заполнением стандартным порошком после экстракции (г)) × 100/масса с заполнением стандартным порошком перед экстракцией (г)
[0117]
(11) Способность обеспечивать экстракцию: Способность к обеспечению герметичного соединения с закрывающим элементом
Контейнер для экстракции напитка, имеющий стандартный порошок (порошок, для которого его количество, которое проходит через сито с размером ячей, составляющим 150 мкм, при ситовом анализе составляет 0,05% или менее; заполняющее количество: 11 г)), заключенный в нем, погружали в кипящую воду на 1 минуту с последующей визуальной оценкой наличия или отсутствия отделения закрывающего элемента в соответствии с нижеуказанными критериями.
А: Отсутствие отделения (подходящая герметичность)
С: Отделение (недостаточная герметичность)
[0118]
(12) Формуемость
Внешний вид формованного изделия из нетканого материала подвергали осмотру и затем оценивали в соответствии с нижеуказанными критериями. Кроме того, показатель формуемости представляет собой величину, заданную посредством нижеприведенного выражения, которая определяется делением площади поверхности формованного изделия на площадь плоского нетканого материала, используемого для формованного изделия, перед формованием (площадь входной части в случае изделия, имеющего форму контейнера).
Показатель формуемости=(площадь поверхности формованного изделия в см2)/(площадь нетканого материала перед формованием в см2)
4: Показатель формуемости, составляющий 2,0 или более, и отсутствие разрывов
3: Показатель формуемости, составляющий 2,0 или более, и отсутствие разрывов, но наличие проблем, таких как выступы, имеющиеся на поверхности формованного изделия, неравномерность растягивания и заметный ворс из волокон
2: Отсутствие разрывов, но показатель формуемости, составляющий менее 2,0
1: Наличие разрывов
[0119]
(13) Биоразлагаемость (Испытание при компостировании)
Состояние испытательного образца визуально наблюдали после обработки в течение 4 недель в среде с постоянной температурой 60°С при использовании устройства для испытаний при компостировании с последующей оценкой в соответствии с нижеуказанными критериями.
А: Образец распадался на куски малого размера.
С: Отсутствие наблюдаемых изменений внешнего вида образца.
[0120]
Ниже приведено разъяснение оценок, выполненных в отношении свойств нетканого материала.
ПРИМЕР 1
10% масс. полибутиленсукцината (температура плавления: 110°С) добавляли к полимолочной кислоте, имеющей показатель текучести расплава, составляющий 44 г/10 мин при температуре 230°С, с последующим расплавлением и смешиванием посредством одношнекового экструдера и экструзией при группе длинных волокон, обращенной к перемещающейся собирающей поверхности, посредством фильерного способа при скорости выпуска, составляющей 0,9 г/(минута⋅отверстие), температуре прядения, составляющей 220°С, и скорости прядения, составляющей 1011 м/мин, для получения биоразлагаемого длинноволоконного холста (с круглым поперечным сечением волокон).
Далее выполняли временное термокомпрессионное соединение, используя пару валиков для тиснения, имеющих неровную поверхность с рельефом на поверхности одного из валиков. Используемые валики для тиснения обеспечивали долю площади компрессионного соединения, составляющую 14%, и временное компрессионное соединение выполняли при линейном давлении валика, составляющем 300 Н/см, при температурах верхнего и нижнего валиков, составляющих 45°С.
Далее, этот холст с временным компрессионным соединением был подвергнут термообработке с помощью машины для каландрования посредством каландров с сукном (диаметр барабана: 2500 мм, температура: 135°С, скорость обработки: 10 м/мин) после выдерживания в течение 72 часов при 30°С для получения биоразлагаемого длинноволоконного нетканого материала (поверхностная плотность: 250 г/м2, диаметр волокон: 30 мкм).
Биоразлагаемый длинноволоконный нетканый материал был помещен в машину для формования и подвергнут формованию в пресс-форме в течение 2 секунд при использовании цилиндрической пресс-формы (диаметр: 4,4 см, высота: 1,3 см или 3,2 см) при 120°С после предварительного нагрева при температуре горячего воздуха, составляющей 100°С, для получения формованного изделия.
[0121]
ПРИМЕРЫ 2 И 3
Биоразлагаемые длинноволоконные нетканые материалы и формованные изделия были изготовлены так же, как в Примере 1, за исключением изменения поверхностной плотности биоразлагаемых длинноволоконных нетканых материалов соответственно на 90 г/м2 и 25 г/м2.
[0122]
ПРИМЕР 4
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 1, за исключением изменения поверхностной плотности биоразлагаемого длинноволоконного нетканого материала на 15 г/м2, изменения диаметра волокон на 12 мкм и изменения скорости выпуска на 0,7 г/(мин⋅отверстие).
[0123]
ПРИМЕР 5
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 4, за исключением изменения поверхностной плотности биоразлагаемого длинноволоконного нетканого материала на 150 г/м2 и изменения скорости выпуска на 0,7 г/(мин⋅отверстие).
[0124]
ПРИМЕР 6
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 1, за исключением изменения температуры при каландровании с использованием каландров с сукном на 125°С, изменения поверхностной плотности биоразлагаемого длинноволоконного нетканого материала на 310 г/м2 и изменения диаметра волокна на 38 мкм.
[0125]
ПРИМЕРЫ 7 И 8
Биоразлагаемые длинноволоконные нетканые материалы и формованные изделия были изготовлены так же, как в Примере 2, за исключением изменения добавленного количества полибутиленсукцината на 5% масс. или 25% масс.
[0126]
ПРИМЕР 9
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 2, за исключением изменения добавленного количества полибутиленсукцината на 35% масс. и изменения поверхностной плотности биоразлагаемого длинноволоконного нетканого материала на 150 г/м2.
[0127]
ПРИМЕР 10
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 2, за исключением изменения поверхностной плотности биоразлагаемого длинноволоконного нетканого материала на 150 г/м2.
[0128]
ПРИМЕР 11
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения скорости прядения на 805 м/мин и изменения диаметра волокон на 34 мкм.
[0129]
ПРИМЕР 12
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения скорости прядения на 1160 м/мин и изменения диаметра волокон на 28 мкм.
[0130]
ПРИМЕР 13
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения скорости прядения на 2519 м/мин.
[0131]
ПРИМЕР 14
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения температуры прядения на 210°С, изменения скорости прядения на 1345 м/мин, термообработки посредством машины для каландрования с использованием каландров с сукном после выдерживания в течение 1 часа при 30°С и изменения диаметра волокон на 26 мкм.
[0132]
ПРИМЕР 15
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения температуры при каландровании с использованием каландров с сукном на 90°С.
[0133]
ПРИМЕР 16
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения температуры при каландровании с использованием каландров с сукном на 160°С.
[0134]
ПРИМЕР 17
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением термообработки посредством машины для каландрования с использованием каландров с сукном после выдерживания в течение 720 часов при 50°С.
[0135]
ПРИМЕР 18
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 1, за исключением изменения поверхностной плотности на 15 г/м2.
[0136]
ПРИМЕР 19
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 2, за исключением изменения добавленного количества полибутиленсукцината на 2,5% масс.
[0137]
ПРИМЕР 20
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением изменения температуры при каландровании с использованием каландров с сукном на 110°С.
[0138]
ПРИМЕР 21
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 20, за исключением изменения поверхностной плотности на 50 г/м2.
[0139]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением отсутствия термообработки посредством машины для каландрования с использованием каландров с сукном. Степень изменения размера была большой, и формуемость была плохой.
[0140]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Биоразлагаемый длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Примере 10, за исключением термообработки посредством машины для каландрования с использованием каландров с сукном после выдерживания в течение 1 часа при 30°С. Степень изменения размера была большой, и формуемость была плохой.
[0141]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 3
Формованное изделие изготавливали так же, как в Примере 1, используя нетканый материал (Tm: 172°C, Tc: 83°C, Tg: 63°C), состоящий в основном из полимолочной кислоты и имеющий поверхностную плотность 135 г/м2, толщину 0,49 мм (толщину, измеренную при нагрузке 100 г/см2 в соответствии с методом, определенным в JIS L-1913), диаметр волокон, составляющий 28 мкм, и долю площади компрессионного соединения, составляющую 18%, который получали формованием/прядением волокон из полимолочной кислоты, имеющей значение MFR при температуре 230°С, составляющее 44 г/10 мин, используя известный фильерный способ при скорости выпуска, составляющей 0,9 г/(минута⋅отверстие), и температуре прядения, составляющей 220°С. Степень изменения размера была большой, и формуемость была плохой.
[0142]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 4
Формованное изделие изготавливали так же, как в Примере 1, используя нетканый материал, состоящий в основном из полимолочной кислоты и имеющий поверхностную плотность 17,3 г/м2, толщину 0,09 мм (толщину, измеренную при нагрузке 100 г/см2 в соответствии с методом, определенным в JIS L-1913), диаметр волокон, составляющий 15 мкм, и долю площади компрессионного соединения, составляющую 21%, который получали формованием/прядением волокон из полимолочной кислоты, имеющей значение MFR при температуре 230°С, составляющее 44 г/10 мин, используя известный фильерный способ при скорости выпуска, составляющей 0,9 г/(минута⋅отверстие) и температуре прядения, составляющей 220°С. Относительное удлинение было малым, и формуемость была плохой.
[0143]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 5
Волокнистый холст из полиэтилентерефталата (ПЭТ) (температура плавления: 260°С, скорость прядения: 1716 м/мин, средний диаметр волокон: 22 мкм, круглое поперечное сечение), имеющий поверхностную плотность 100 г/м2, изготавливали посредством экструзии полиэтилентерефталата, имеющего значение MFR при температуре 300°С, составляющее 25 г/10 мин, фильерным способом при скорости выпуска, составляющей 0,9 г/(минута⋅отверстие) и температуре прядения, составляющей 290°С, при группе длинных волокон, обращенной к перемещающейся собирающей поверхности.
Далее выполняли частичное термокомпрессионное соединение, используя пару валиков для тиснения, имеющих неровную поверхность с рельефом на поверхности, по меньшей мере, одного из валиков. Используемые валики для тиснения обеспечивали долю площади компрессионного соединения, составляющую 14%, и частичное компрессионное соединение выполняли при линейном давлении валика, составляющем 400 Н/см, при температурах верхнего и нижнего валиков, составляющих 65°С.
Далее, этот холст с частичным компрессионным соединением, был подвергнут термообработке с помощью машины для каландрования посредством каландров с сукном (диаметр барабана: 2500 мм, температура: 130°С, скорость обработки: 15 м/мин) после выдерживания в течение 1 часа при 30°С для получения длинноволоконного нетканого материала из полиэтилентерефталата.
Биоразлагаемый длинноволоконный нетканый материал был помещен в машину для формования и подвергнут формованию в пресс-форме в течение 2 секунд при использовании цилиндрической пресс-формы (диаметр: 4,4 см, высота: 1,3 см или 3,2 см) при 120°С после предварительного нагрева при температуре горячего воздуха, составляющей 100°С, для получения формованного изделия.
Несмотря на то, что полученный в результате, нетканый материал из полиэтилентерефталата был подвергнут компостированию, при наблюдении невозможно было увидеть изменения внешнего вида.
[0144]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6
Длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Сравнительном примере 4, за исключением изменения поверхностной плотности на 70 г/м2.
[0145]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 7
Длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Сравнительном примере 1, за исключением изменения скорости прядения на 1455 м/мин.
[0146]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 8
Длинноволоконный нетканый материал и формованное изделие были изготовлены так же, как в Сравнительном примере 6, за исключением изменения скорости прядения на 1455 м/мин.
[0147]
Результаты, полученные для Примеров 1-21 и Сравнительных примеров 1-8, показаны в Таблице 1 (Таблицах 1-1 и 1-2)
[Таблица 1-1]
|
[Продолжение Таблицы 1-1]
|
[0148]
[Таблица 1-2]
|
[0149]
Результаты измерения динамической вязкости для Примера 10 и Сравнительного примера 1 показаны на фиг.3.
[0150]
Ниже приведено разъяснение результатов оценок, выполненных в отношении свойств формованного изделия.
ПРИМЕР 22
Биоразлагаемый нетканый материал получали, используя такой же способ, как в Примере 10. Полученный в результате, нетканый материал был помещен в машину для формования и подвергнут формованию в пресс-форме в течение 2 секунд (включая время термофиксации, составляющее 0,2 секунды) при использовании цилиндрической пресс-формы (диаметр: 4,4 см, высота: 3,2 см) при 80°С после предварительного нагрева тканого материала до 75°С при использования горячего воздуха с последующим использованием пресс-формы, имеющей температуру окружающего воздуха, и охлаждением до температуры, которая равна или меньше температуры Tg стеклования полимолочной кислоты, для получения контейнера для экстракции напитка (общая поверхностная плотность: 150 г/м2, диаметр волокон растянутой части: 25 мкм). Полимерная пленка, образованная из полимолочной кислоты, была подвергнута термосварке и использована в качестве закрывающего элемента контейнера. Результаты определения максимального значения степени изменения размера в машинном направлении контейнера для экстракции напитка при приложении нагрузки 0,05 Н/2 мм к нетканому материалу, образующему контейнер, при 30°С - 100°С, изменения емкости во время погружения в кипящую воду, количества порошка, изменения емкости до и после экстракции, ворса на поверхности, герметичности закрывающего элемента, степени сохранения формы во время экстракции и испытания на биоразлагаемость показаны в нижеприведенной Таблице 2.
[0151]
ПРИМЕРЫ 23, 24 И 25
Формованные изделия из нетканого материала были изготовлены так же, как в Примере 22, за исключением изменения температуры пресс-формы во время формования соответственно на 105°С, 125°С и 145°С.
[0152]
ПРИМЕР 26
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала так же, как в Примере 23, за исключением изменения температуры нетканого материала во время формования на 105°С.
[0153]
ПРИМЕР 27
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала так же, как в Примере 24, за исключением изменения температуры нетканого материала во время формования на 125°С.
[0154]
ПРИМЕР 28
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала так же, как в Примере 22, за исключением изменения температуры пресс-формы во время формования на 90°С и изменения температуры нетканого материала на 150°С.
[0155]
ПРИМЕРЫ 29 И 30
Контейнеры для экстракции напитка были получены посредством изготовления формованных изделий из нетканого материала так же, как в Примере 24, за исключением изменения времени термофиксации во время формования соответственно на 60 секунд и 300 секунд.
[0156]
ПРИМЕР 31
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала так же, как в Примере 23, за исключением неиспользования пресс-формы с температурой внутри помещения во время формования.
[0157]
ПРИМЕР 32
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала при использовании такого же длинноволоконного нетканого материала на основе полимолочной кислоты, как используемый в Примере 2, и использования такого же способа формования, как используемый в Примере 26.
[0158]
ПРИМЕР 33
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала при использовании такого же длинноволоконного нетканого материала на основе полимолочной кислоты, как используемый в Примере 1, и использования такого же способа формования, как используемый в Примере 26.
[0159]
ПРИМЕР 34
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала при использовании такого же длинноволоконного нетканого материала на основе полимолочной кислоты, как используемый в Примере 13, и использования такого же способа формования, как используемый в Примере 24.
[0160]
ПРИМЕР 35
Контейнер для экстракции напитка был получен посредством изготовления формованного изделия из нетканого материала при использовании такого же длинноволоконного нетканого материала на основе полимолочной кислоты, как используемый в Примере 6, и выполнения термоформования при использовании такого же способа формования, как используемый в Примере 24.
[0161]
ПРИМЕРЫ 36 И 37
Контейнеры для экстракции напитка были получены посредством изготовления формованных изделий из нетканого материала при выполнении термоформования при использовании такого же способа, как в Примере 22, за исключением изготовления длинноволоконного нетканого материала на основе полимолочной кислоты при использовании такого же способа, как в Примере 1, изменения температуры пресс-формы во время формования соответственно на 120°С или 140°С и неиспользования пресс-формы с температурой внутри помещения во время формования.
[0162]
ПРИМЕР 38
Волокна из полимолочной кислоты, полученные известным способом формования из расплава со скоростью формования/прядения, составляющей 1150 м/мин, и диаметром волокон, составляющим 30 мкм, были разрезаны для получения коротких волокон, имеющих длину волокна, составляющую 10 см. Получающиеся в результате, короткие волокна были объединены в один элемент посредством иглопробивания для получения коротковолоконного нетканого материала (поверхностная плотность: 150 г/м2), и данный материал использовали для изготовления формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка, так же, как в Примере 23.
[0163]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 9
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали так же, как в Примере 22, за исключением изменения температуры пресс-формы во время формования на 30°С. Во время формования происходил разрыв, который препятствовал использованию изделия в качестве контейнера для экстракции напитка.
[0164]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 10
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали посредством выполнения термоформования при использовании такого же способа, как в Примере 24, за исключением изменения температуры нетканого материала перед формованием на 40°С. Во время формования происходил разрыв, который препятствовал использованию изделия в качестве контейнера для экстракции напитка.
[0165]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 11
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали посредством изготовления нетканого материала при использовании такого же способа, как в Примере 15, и выполнения термоформования при использовании такого же способа, как в Примере 22. Ориентированная кристаллизация происходила с затруднениями, и термостабильность во время экстракции была плохой.
[0166]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 12
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали посредством изготовления нетканого материала при использовании такого же способа, как в Примере 3, и выполнения термоформования при использовании такого же способа, как в Примере 26. Поверхностная плотность растянутой части контейнера для экстракции напитка была низкой, и стабильность формы во время экстракции напитка была плохой.
[0167]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 13
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали так же, как в Примере 26, за исключением изменения поверхностной плотности используемого нетканого материала на 500 г/м2.
[0168]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 14
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, было изготовлено так же, как в Примере 22, за исключением изготовления нетканого материала из ПЭТ при использовании такого же способа, как в Сравнительном примере 5, и изменения температуры пресс-формы во время формования на 150°С. Получающийся в результате контейнер для экстракции напитка не был биоразлагаемым.
[0169]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 15
Формованное изделие из нетканого материала, образующее контейнер для экстракции напитка, изготавливали посредством изготовления биоразлагаемого нетканого материала при использовании такого же способа, как в Сравнительном примере 3, и формования при использовании такого же способа, как в Примере 22. Сохранение формы во время экстракции было недостаточным.
[0170]
СРАВНИТЕЛЬНЫЙ ПРИМЕР 16
Волокна из полимолочной кислоты, полученные известным способом формования из расплава со скоростью формования/прядения, составляющей 1500 м/мин, и диаметром волокон, составляющим 25 мкм, были разрезаны для получения коротких волокон, имеющих длину волокна, составляющую 10 см. Получающиеся в результате, короткие волокна были объединены в один элемент посредством иглопробивания для получения коротковолоконного нетканого материала (поверхностная плотность: 150 г/м2), и данный материал использовали для изготовления формованного изделия из нетканого материала, которое образует контейнер для экстракции напитка, так же, как в Примере 23. Имелось значительное количество ворса на поверхности контейнера, и качество изделия было плохим.
[0171]
Результаты для Примеров 22-38 и Сравнительных примеров 9-16 показаны в нижеприведенной Таблице 2
[Таблица 2]
|
[Продолжение Таблицы 2]
|
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0172]
Биоразлагаемый нетканый материал по настоящему изобретению имеет превосходную формуемость и может предпочтительно использоваться в широком ряде областей, например, для контейнеров для материалов для домашнего обихода или контейнеров для промышленных материалов, материалов внутренних и наружных поверхностей транспортных средств, звукозащитных материалов, звукопоглощающих материалов, поддонов для транспортировки деталей, поддонов для фруктов и овощей, контейнеров для пищевых продуктов, выгоночных горшков или фильтров. Кроме того, поскольку биоразлагаемый нетканый материал по настоящему изобретению имеет большое относительное удлинение и может быть отформован в виде контейнеров, имеющих сложные формы, он также может быть предпочтительно использован в областях, требующих контейнеров с привлекательным дизайном.
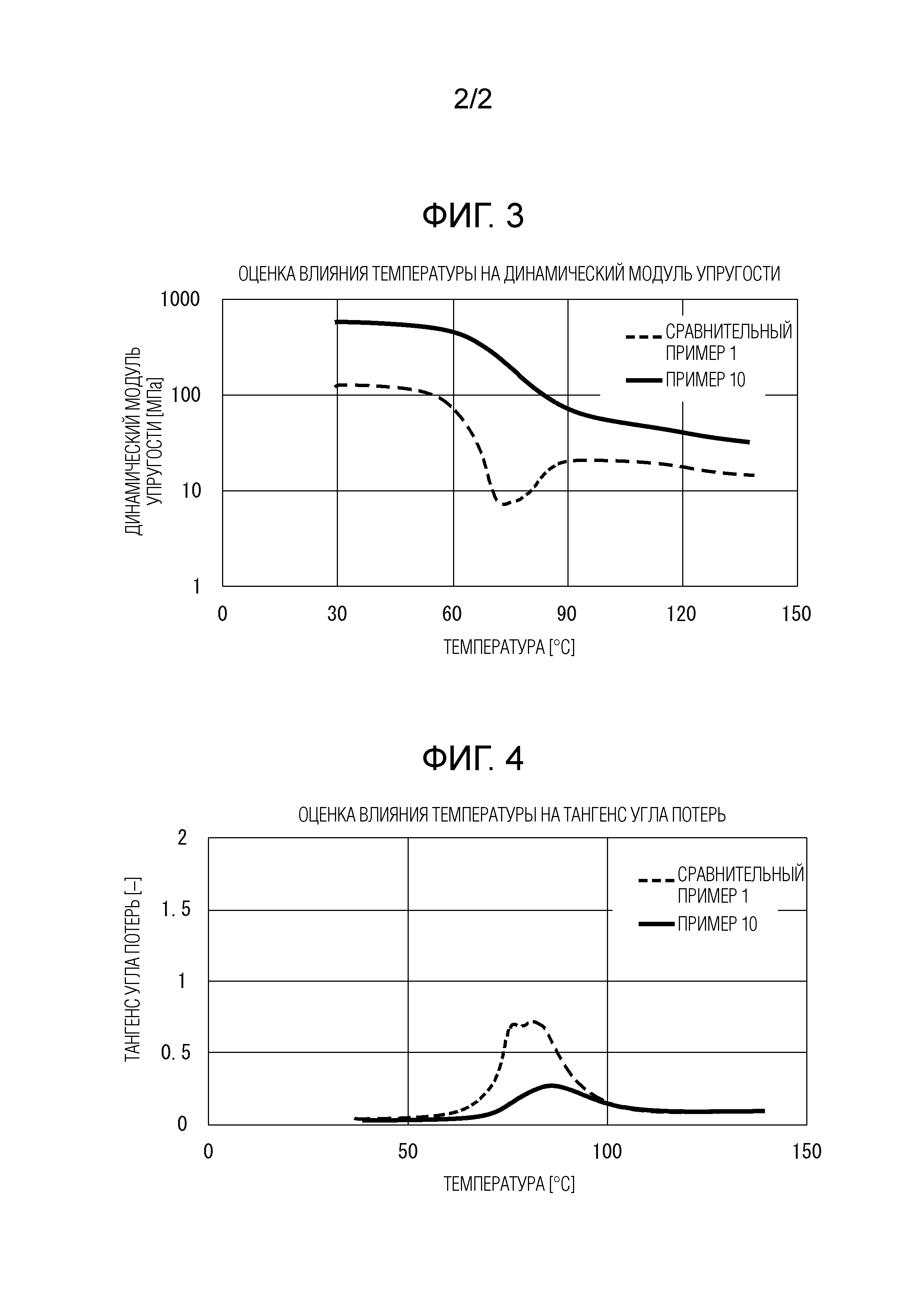
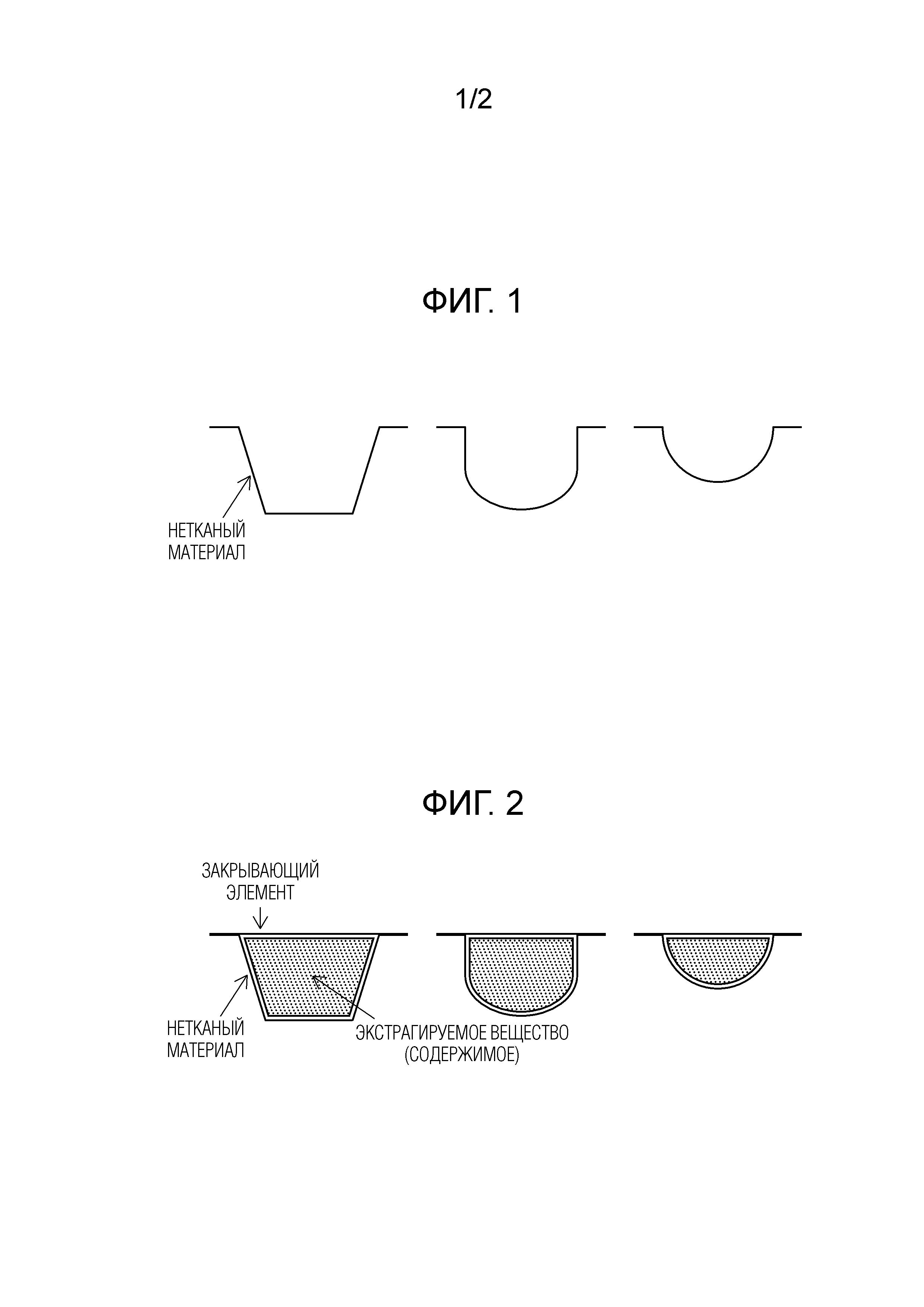

Способ детекции специфического вещества в молоке
Способ получения изоцианата
Крошка блок-сополимера и чувствительная к давлению клеевая композиция
Способ получения полимера сопряженного диена
Способ изготовления оксидного катализатора и способ изготовления ненасыщенного нитрила
Износостойкая ткань
Катод для электролиза и способ его изготовления, и электролитическая ячейка для электролиза
Способ получения оксидного катализатора и способ получения ненасыщенного нитрила
Композиция гидрированного блок-сополимера и самоклеящаяся композиция
Полимер на основе сопряженного диена, способ его получения и композиция, содержащая данный полимер

