Результат интеллектуальной деятельности: Комбинированная присадка для электроконтактной приварки на основе стальной ленты
Вид РИД
Изобретение
Изобретение относится к области электроконтактной наплавки и сварки и может быть использовано при восстановлении и упрочнении изношенных деталей стальной лентой.
Известны присадки для электроконтактной приварки в виде металлических порошков, стальных лент и проволок, а также их различных комбинаций. Наибольшее применение имеют присадки на основе стальных лент.
Известна также присадка для электроконтактной приварки, вырезанная из стальной ленты и имеющая размеры, соответствующие размерам восстанавливаемой поверхности детали, и толщину, соответствующую ее износу (Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с. 89-91). Такая присадка предварительно крепится на деталь и затем приваривается к ней путем пропускания между наплавляющим роликом и деталью импульсов тока в сочетании со сварочным усилием.
Недостатком известной присадки является низкая прочность сварного соединения приваренного слоя с основным металлом детали вследствие отсутствия пластической деформации металлической ленты в месте ее контакта с изделием, что является необходимым условием соединения металлов в твердой фазе. Поэтому в большинстве случаев приварку известной стальной ленты осуществляют на режимах, обеспечивающих образование литого ядра. Но последнее смещается из стыка металлической ленты с деталью вглубь основного металла вследствие интенсивного теплоотвода от тонкой металлической ленты в массивный наплавляющий ролик из меди. Отмеченный недостаток известной присадки особенно заметен при приварке лент из легированных и жаропрочных сталей.
Известны комбинированные присадки, содержащие два слоя, один из которых, обращенный к наплавляющему ролику, изготовлен из стальной ленты, а второй, размещенный между лентой и деталью, представляет собой легко деформируемый металлический материал, химический состав которого обеспечивает его высокую свариваемость как с деталью, так и с лентой. При электроконтактной приварке, обращенный к детали промежуточный слой пластически деформируется усилием наплавляющего ролика, что обеспечивает формирование прочных металлических связей в твердой фазе как с деталью, так и со слоем из ленты.
Например, двухслойная комбинированная присадка, слой которой со стороны, обращенной к наплавляющему ролику, изготовлен по размеру восстанавливаемой поверхности из стальной ленты, а между лентой и деталью размещен второй слой из легкодеформируемого металлического материала (Патент на изобретение №2385207 RU, МПК В23К 11/06, опубл. 27.03.2010, бюл. №9). Привариваемую сторону металлической ленты обрабатывают с формированием на ее поверхности микрорельефа высотой в пределах размера частиц, наносимого на нее порошка. Для получения биметаллической присадки на обработанную поверхность ленты, газодинамическим напылением наносят монослой толщиной 5,0…50 мкм из металлического порошкового материала.
Недостатком аналога является то, что дополнительная технологическая операция напыления усложняет технологию восстановления. Процесс напыления более трудоемкий и затратный по сравнению с приваркой непосредственно ленты. Кроме того, прочность приварки ленты недостаточна из-за малой толщины промежуточного слоя порошка.
Известна также двухслойная комбинированная присадка, слой которой со стороны, обращенной к наплавляющему ролику, изготовлен из стальной ленты по размеру восстанавливаемой поверхности, а между лентой и деталью размещен второй слой из легкодеформируемого металлического материала в форме порошка (Патент на изобретение №2200650 RU, МПК В23К 11/06, опубл. 20.03.2003, бюл. №8). Лента при подаче в зону приварки пропускается через вентиль бункера с металлическим порошком, при этом последний просыпается из бункера в зазор между лентой и деталью.
Недостатком известной присадки является невозможность равномерной подачи с необходимым расходом присадочного порошка в зону деформации и приварки. Значительная, до 50%, часть дорогостоящего порошка теряется при просыпании и смывается охлаждающей жидкостью.
Известна комбинированная присадка для электроконтактной приварки на основе ленты или проволоки (Патент на изобретение №2361706 RU, МПК В23К 11/06, опубл. 20.07.2009, бюл. №20).
При ее изготовлении основу присадки предварительно разогревают и пропускают через бункер с металлическим порошком, обеспечивая его напекание на ленту. Затем осуществляется приварка комбинированной присадки на деталь.
Недостатком известного аналога является трудоемкость изготовления присадки и недостаточная толщина напеченного на основу металлического порошка.
В перечисленных технических решениях в качестве основы используются стальные ленты, а качестве второго слоя применяются металлические порошки.
Прототипом изобретения выбрана комбинированная присадка для электроконтактной приварки, имеющая обращенную к наплавляющему ролику основу из стальной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, а также обращенный к детали второй слой, образующий при приварке присадки сварные соединения с деталью и основой (Патент на изобретение №2315684 RU, МПК В23К 11/06, опубл. 27.01.2008, бюл. №3). В известной присадке, для удержания второго слоя металла в виде порошка, на стальной ленте выполнен рельеф поперек направления обкатки детали наплавляющим роликом.
Недостатком известного технического решения является низкое качество приварки присадки, вызванное потерями металлического порошка на просыпание при его транспортировке на ленте в зону приварки, а также необходимость применения в качестве основы ленты большой толщины. Основа присадки в форме ленты должна быть толщиной не менее 0,7…1,0 мм. При использовании в качестве второго слоя металлического порошка из малоуглеродистой стали в прослойке неизбежно образуются поры, а спеченный из порошка слой - недостаточно прочный. Формирование рельефа на стальной ленте является трудоемкой технологической операцией.
Технической задачей изобретения является снижение себестоимости процесса восстановления или упрочнения деталей, повышение технологичности и производительности процесса, повышение качества покрытия.
Техническая задача достигается тем, что в комбинированной присадке для электроконтактной приварки на основе стальной сетки, имеющей обращенную к наплавляющему ролику основу из стальной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, а также обращенный к детали второй слой, образующий при приварке присадки сварные соединения с деталью и основой, в качестве второго слоя используется тканая сетка из малоуглеродистой стали, при этом диаметр проволок сетки не менее чем в 2…2,5 раза меньше размеров просветов, а ее поверхностная плотность выбирается из условия обеспечения требуемой толщины металлопокрытия по соотношению
γ=1,08…1,122⋅(h+ƒ-t)⋅ρ,
где γ - поверхностная плотность сетки, кг/м2; h - требуемая толщина металлопокрытия, м; ƒ - толщина дефектного слоя, снимаемого при последующей механической обработке, м; t - толщина ленты, м; ρ - плотность металла проволок сетки, кг/м3.
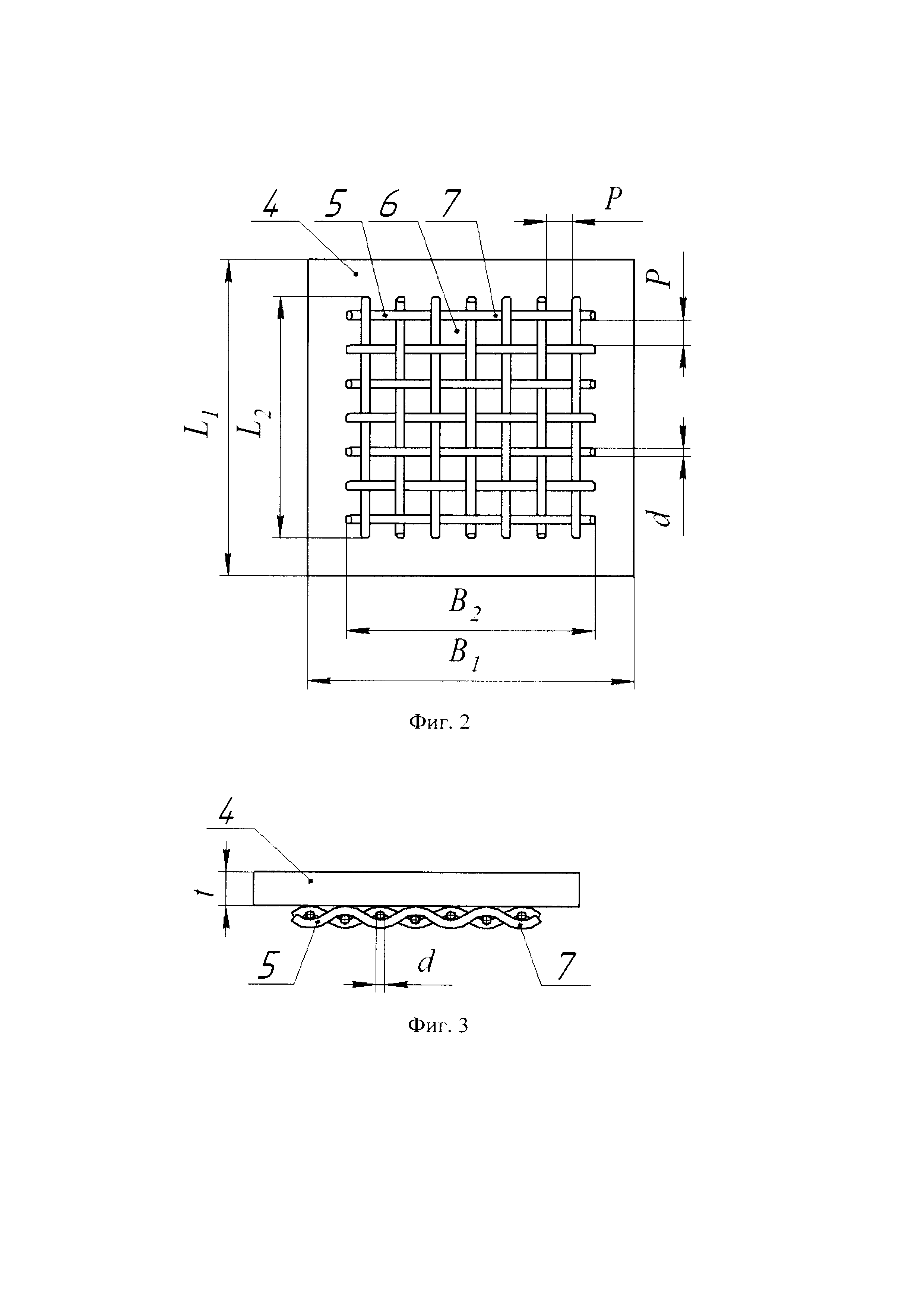
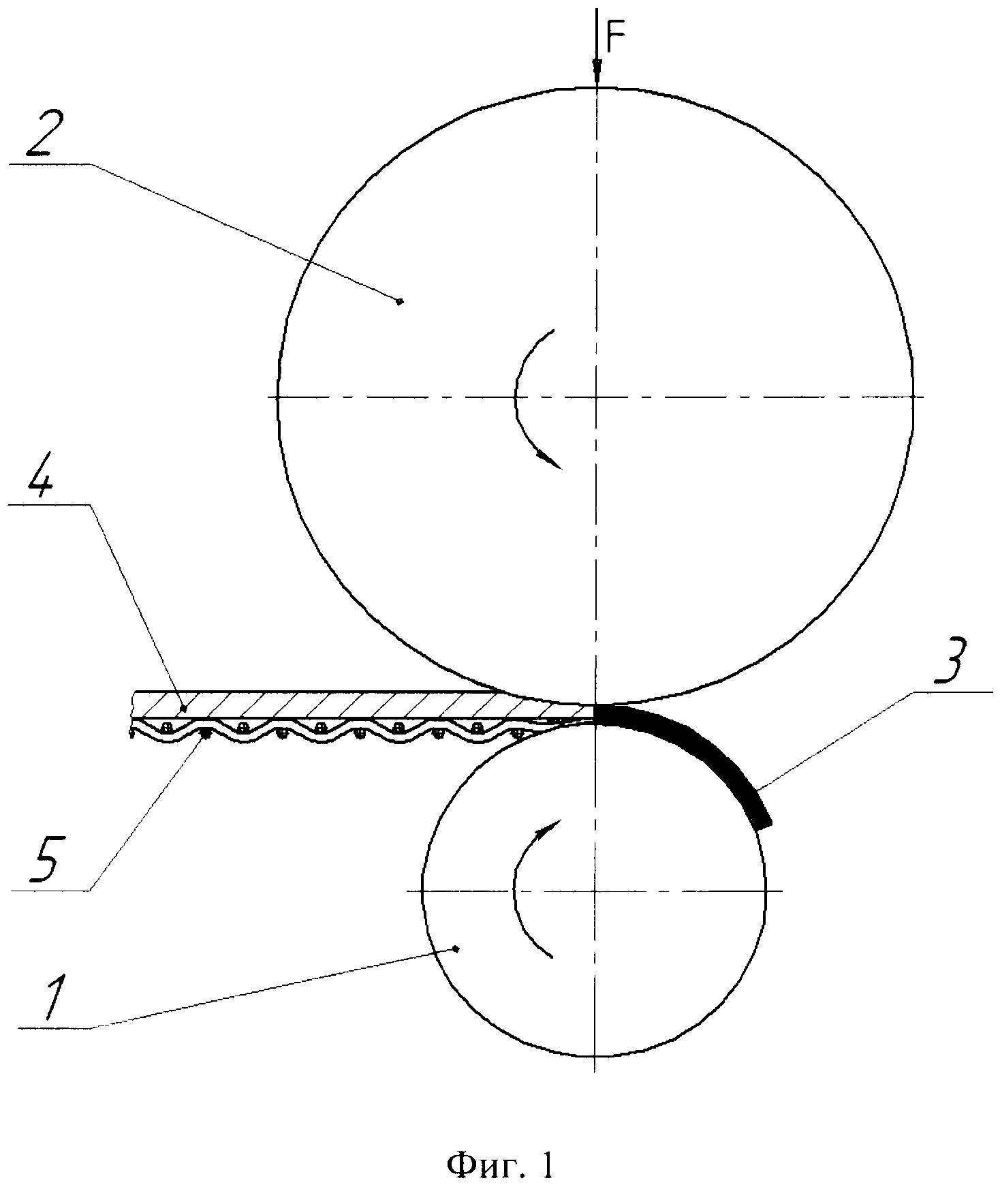
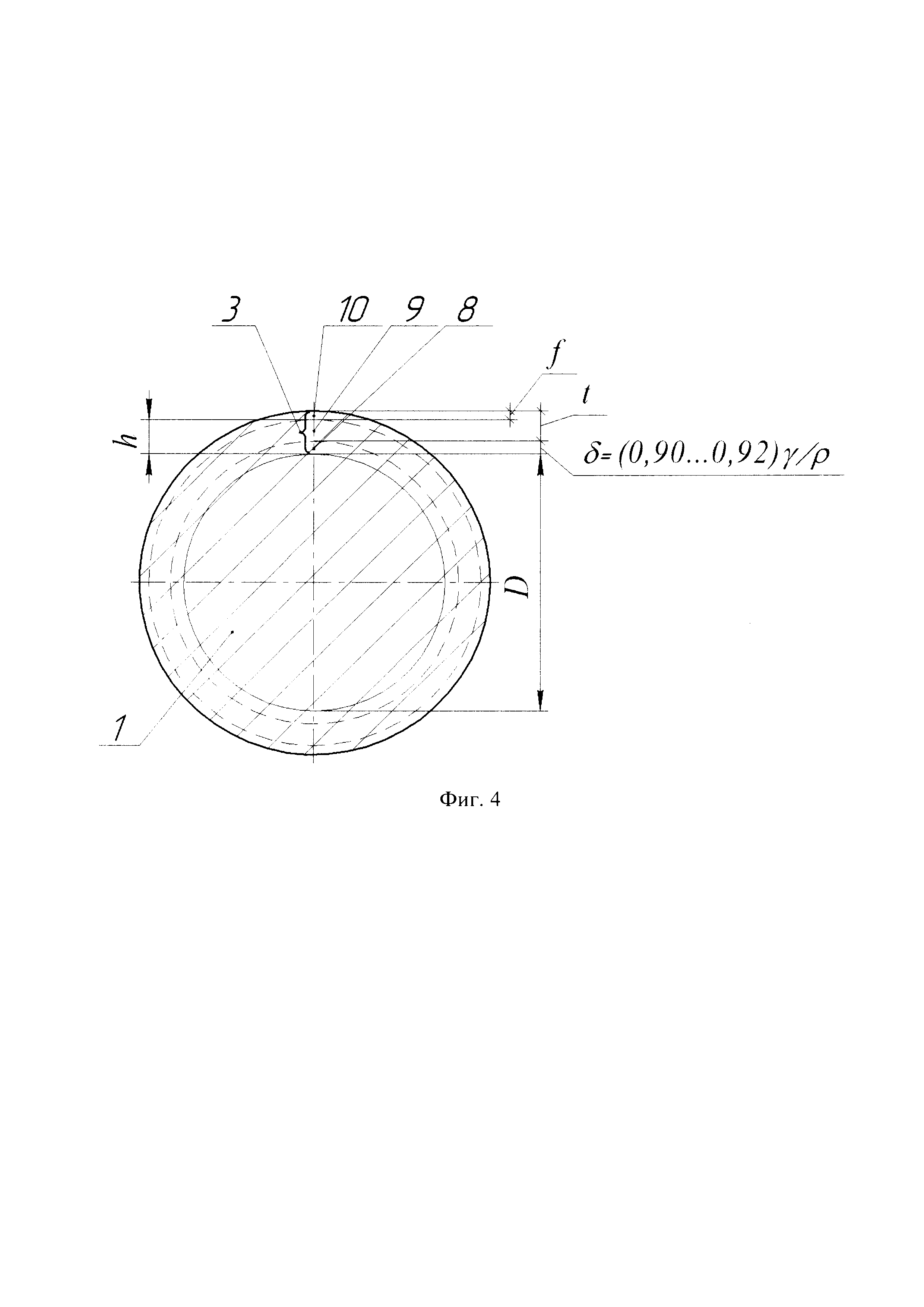
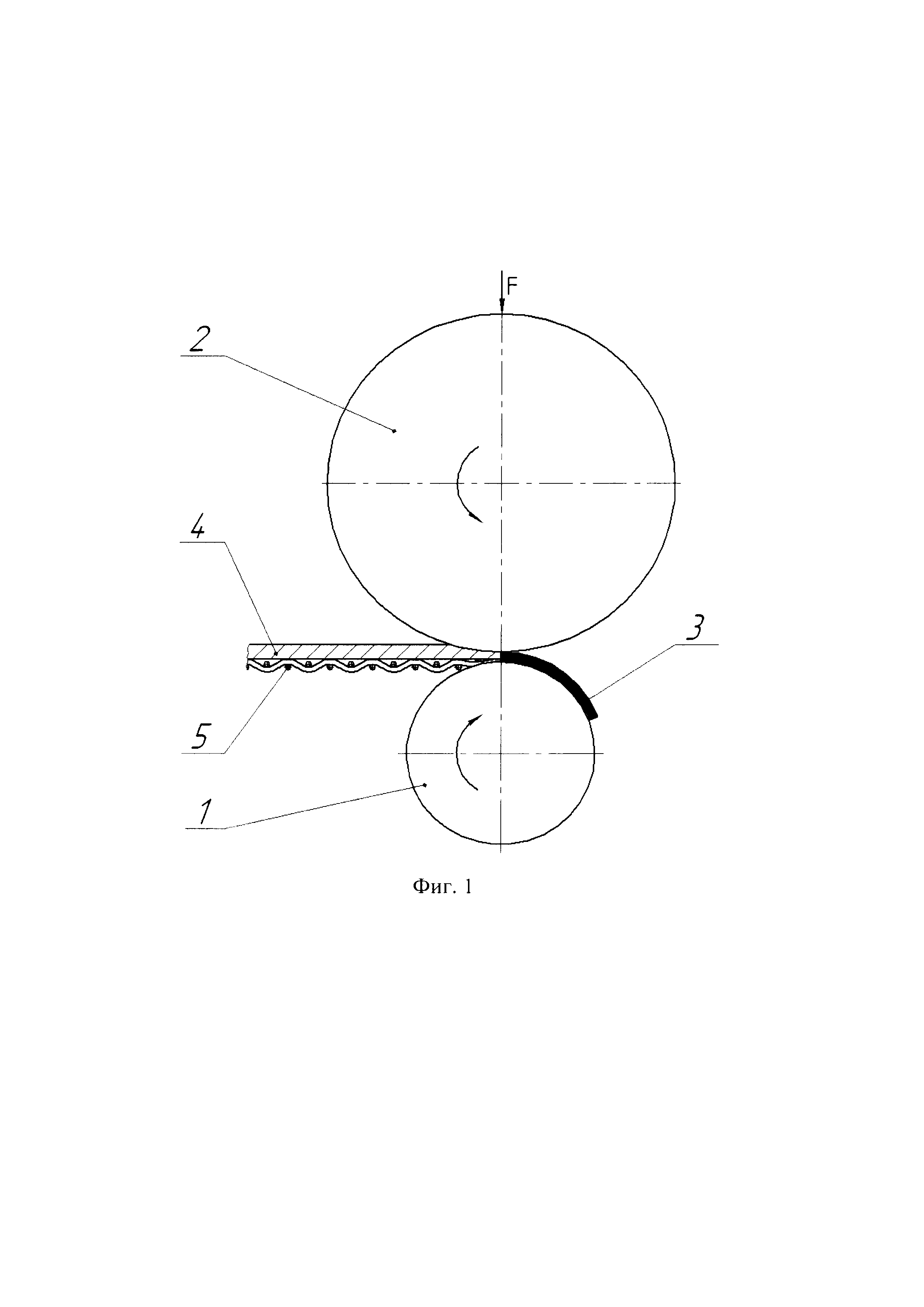
На фиг. 1 показан процесс формирования металлопокрытия из комбинированной присадки; на фиг. 2 и фиг. 3 - две проекции комбинированной присадки; на фиг. 4 - поперечное сечение восстановленной детали.
На деталь 1 с применением наплавляющего ролика 2 наварено металлопокрытие 3 из комбинированной присадки, содержащей основу из стальной ленты 4 и тканую сетку 5. Стальная сетка соткана с просветами 6 из проволок 7. В металлопокрытии выделены три слоя: 8 - из металла сетки, 9 - из ленты и 10 - дефектный слой.
Суть предлагаемого технического решения заключается в следующем.
При прохождении между наплавляющим роликом 2 и деталью 1 импульсов тока комбинированная присадка разогревается, ее второй слой из тканой стальной сетки 5 размерами B2×L2 осаживается и пластически деформируется. При этом размеры B2×L2×t основы из стальной ленты 4 из-за ее жесткости практически не меняются. В результате относительного движения разогретого до пластического состояния металла проволок 7 сетки 5 в контактах с деталью 1 и лентой 4 в сочетании с усилием F наплавляющего ролика 2 разрушаются и удаляются плотные гидрооксидные пленки - главные препятствия образованию сварного соединения в твердой фазе. При правильно выбранных режимах восстановления металл проволок 7 из малоуглеродистой стали полностью заполняет и заплавляет просветы 6 сетки 5. Дальнейшее увеличение мощности импульсов тока приводит к плавлению металла проволок 7 сетки 5, и поэтому нецелесообразно. Экспериментально установлено, что для полного удаления гидрооксидных пленок и достижения максимальной прочности формируемого сварного соединения диаметр d проволок 7 сетки 5 должен быть не менее чем в 2…2,5 раза меньше размеров Р просветов 6.
Химический состав ленты 4 должен совпадать или не отличаться существенно от химического состава детали 1, ее рекомендуемая толщина t составляет 0,6…0,8 от требуемой толщины h металлопокрытия 3.
Поверхностная плотность у тканой сетки 5 определяется из условия формирования необходимой толщины h металлопокрытия 3 следующим образом.
В нанесенном на деталь 1 металлопокрытии 3 различают три слоя: 8 - из металла сетки 5 толщиной δ; 9 - из ленты 4 толщиной t; 10 - дефектный слой толщиной ƒ=0,2…0,3 мм, удаляемый при последующей механической обработке.
Для восстановления изношенной шейки вала площадью А расходуется металлическая сетка 5 массой

где A=B1⋅L1 - площадь наваренной поверхности.
Масса приваренной к детали 1 металлической сетки 5 может быть также определена как

При приварке сетка 5 пластически деформируется в продольном и поперечном направлениях, при этом ее относительная деформация в обоих направлениях составляет около 4…6%:

Таким образом, габаритные размеры B2 и L2 заготовки стальной сетки 5 выбираются на 4…6% меньше соответствующих размеров ленты 4 и восстанавливаемой поверхности детали 1.
Толщина слоя 8 из сетки 5 с учетом ее пластической деформации равна

Зависимость для подбора поверхностной плотности сетки 5 имеет вид

Пример определения параметров присадки. Восстанавливается шейка вала из стали 45 ГОСТ 1050-2013 шириной B1=40 мм, диаметром D=48,3 мм до размера 50,0 мм. Требуемая толщина металлопокрытия h составляет 0,85 мм на сторону. Выбираем ленту из стали марки 45, размерами 0,7×40 мм:
Лента 45-ТШ-С-Н-0,7х40 ГОСТ 2284-79, длина заготовки L1=152 мм.
По соотношению (5) определяем необходимую поверхностную плотность сетки: γ=3,52 кг/м2. Принимаем сетку с просветом Р=4 мм из малоуглеродистой проволоки диаметром d=1,2 мм с поверхностной плотностью γ=3,52 кг/м2: Сетка 2-400-120 ГОСТ 3826-82. В соответствии с (3) размеры заготовки сетки B2=38 мм, L2=144 мм.
Устройство для дозирования порошков с последующим смешиванием
Способ производства хлебцев
Способ производства жидкой закваски на основе соплодий хмеля обыкновенного для приготовления хлеба
Способ электроискрового упрочнения поверхности изделия из токопроводящего материала
Способ контактной стыковой сварки давлением
Электрическая машина многороторная с комбинированной системой охлаждения
Каталитический нейтрализатор отработавших газов
Порошковый материал для нанесения износостойкого газотермического покрытия, получаемый самораспространяющимся высокотемпературным синтезом
Виброцентробежный сепаратор
Устройство для определения содержания воды и других примесей в дизельном топливе
Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты
Присадка для электроконтактной приварки
Способ контактной стыковой сварки давлением
Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты

