Результат интеллектуальной деятельности: Способ определения глубины проникновения электромагнитного поля в металл
Вид РИД
Изобретение
Изобретение относится к электромагнитным методам контроля в сварочном производстве и может быть использовано при упрочнении индукционной наплавкой рабочих органов почвообрабатывающих, кормоприготовительных машин и силосоуборочных комбайнов.
Известен способ определения глубины проникновения электромагнитного поля в металл (аналог) основанный на теоретическом расчете измерений параметров излучателя в зависимости от толщины металлической заготовки, электропроводности и магнитной проницаемости, а также частоты электромагнитного поля [Дорофеев Л.А. и др., Теория и промышленное применение метода вихревых токов, М., «Машиностроение», 1969, с. 17-22].
Однако точность определения данным способом относительно невысокая, так как известные инверторы используемые для нагрева заготовок при индукционной наплавки и термообработки имеют интервал частот меняющихся в зависимости от загрузки индуктора заготовками имеющие разнотолщиность в процессе проката (ГОСТ 19903-74), до 1 мм, а предлагаемый способ фиксирует глубину проникновения электромагнитного поля в металл только для определенной частоты..
Наиболее близким по технической сущности к предлагаемому изобретению является способ определения глубины проникновения электромагнитного поля в металл, заключающийся в том, что в исследуемое электромагнитное поле вводят экраны различной толщины и определяют глубину проникновения по толщине, того экрана, при котором прекращаются изменения параметров излучателя электромагнитной волны (А.с .868656, 30.09.1981, прототип).
Недостатком известного способа определения глубины проникновения электромагнитного поля в металл, является высокая трудоемкость и сложное аппаратурное оформление.
Задачей решаемой настоящим изобретением является снижение трудоемкости и упрощение аппаратурного оформления для определения глубины проникновения электромагнитной волны в металл.
Технический результат реализации предлагаемого способа определения глубины проникновения электромагнитного поля в металл технологической пробой и заключается в снижении трудоемкости и упрощении аппаратурного оформления при индукционной наплавки и термической обработки тонкостенных деталей и заготовок.
Настоящий результат достигается тем, что в способе определения глубины проникновения переменного электромагнитного поля в металл, включающем последовательное введение в переменное магнитное поле экранов различной толщины и выбор экрана-эталона в котором прекращается изменение параметров поля, эталон нагревается одновременно с образцами-свидетелями плоского или цилиндрического сечения, с толщиной от меньшего глубины проникновения тока в металл до большего при этом глубину проникновения тока в металл определяют по распределению твердости на поперечном сечении образца свидетеля и эталона.
Технический результат изобретения достигается за счет следующего:
- снижение трудоемкости при оптимизации режимов индукционной наплавки или термообработки;
- толщина проникновения электромагнитного поля в металл определяется по эталонному образцу и образцам - свидетелям изготовленных из одинаковых марок сталей помещаемых одновременно в одно и тоже электромагнитное поле;
- упрощается аппаратурное оформление, из-за использования цехового оборудования - инвертор для нагрева технологической пробы и твердомер для определение твердости и наплавочные материалы для индукционной наплавки.
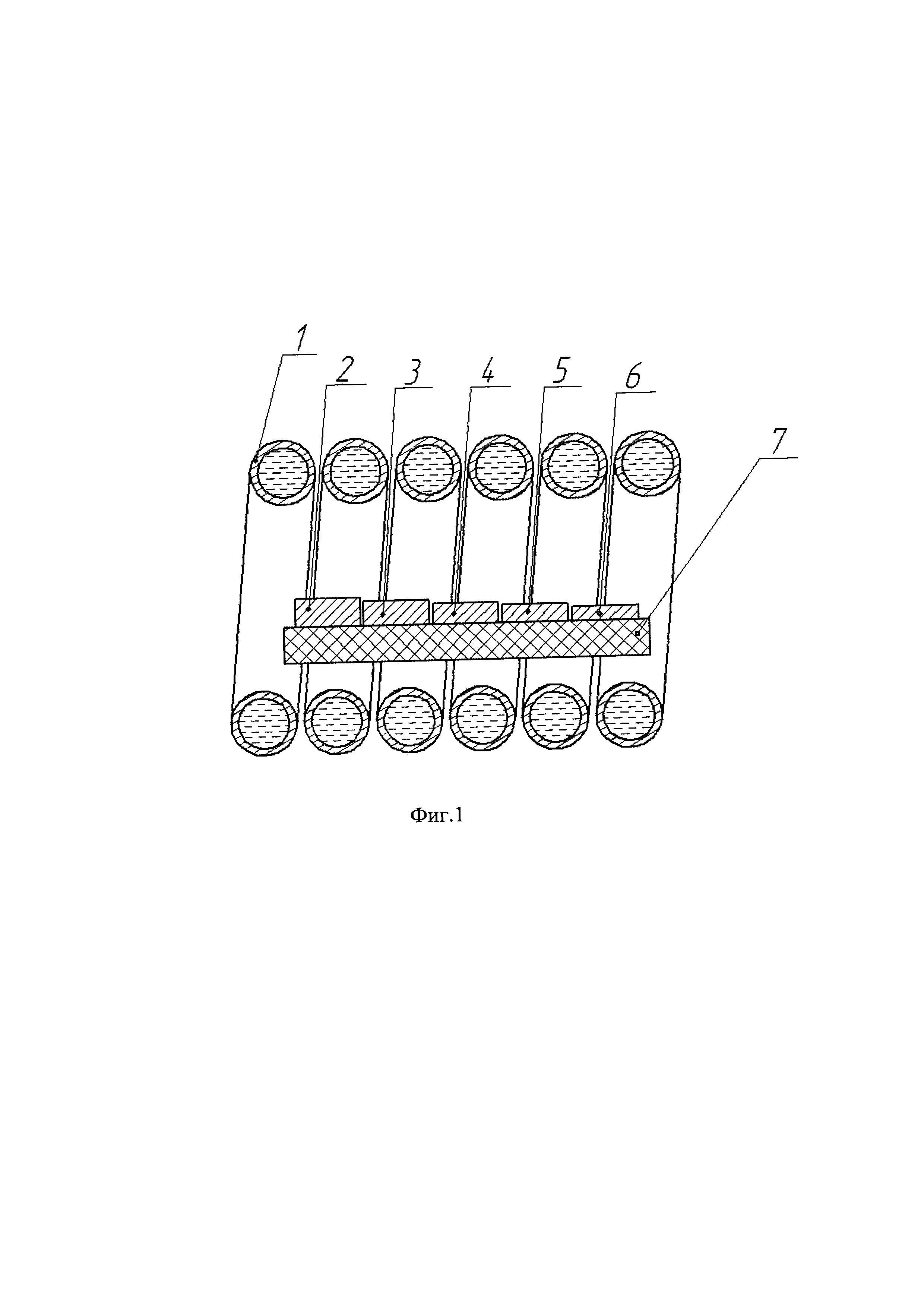
На фиг. 1 представлены эталон образец и образцы-свидетели в индукторе подключенному к инвертору ЭЛСИТ-100-70/40.
1. - индуктор; 2, 3, 5, 6 - образцы- свидетели; 4 - эталон; 7 - асбестовая подложка.
Способ определения глубины проникновения электромагнитного поля в металл осуществляется следующим образом. На асбестовой подложке 7, размещенной в индукторе 1, располагают образец эталон 4 и на равных расстояниях от него слева устанавливают образцы свидетели 2 и 3 имеющие поперечное сечение больше глубины проникновения электромагнитной волны в металл, а справа от него располагают образцы-свидетели 5 и 6 имеющие поперечное сечение меньше глубины проникновения электромагнитной волны в металл.
В качестве излучателя высокочастотных электромагнитных волн использовался инвертор ЭЛСИТ-100-70/40, к которому был подключен индуктор- соленоид.
Пример 1. В индукторе располагали эталон-образец, выполненный из стали 65Г, (20*12*5,5 мм), на который, предварительно, насыпалась наплавочная шихта через трафарет размерами 10*6*4 мм (твердый сплав ПГ-УС25-85%; флюс П-0,66 - 15%) с толщиной насыпанного слоя 2,0 мм и таким образом готовились образцы-свидетели, но имеющие различную толщину по сечению, меньшую от толщины (4,5 и 3,5 мм) проникновения до толщины больших ее (6,5 и 7,5 мм). Одновременно в индуктор помещали эталон-образец и четыре образца-свидетеля с разными толщинами по сечению. Производили нагрев и плавление наплавочной шихты на испытываемых образцах при фиксированном времени 60-62 с.
После остывания образцов оценивали качество наплавки визуально. На образцах, где толщина поперечного сечения меньше глубины проникновения электромагнитного поля в металл расплавление наплавочной шихты не произошло. На образце-эталоне качество наплавленного слоя было удовлетворительное. Образцы с толщиной поперечного сечения 6,5 мм имели качественную наплавку, а на образце толщиной 7,5 мм на наплавляемой поверхности образовались отдельные оголенные участки, из-за значительного перегрева упрочняемого сплава. Таким образом, было проведено шесть испытаний.
Пример 2. Вырезали из стали 65Г эталон образец и образцы- свидетели конструктивно выполненные в виде цилиндров (длинной 40 мм),: эталон образец диаметром 5,5 мм, а образцы свидетели диаметрами 3,5; 4,5; 6,5 и 7,5 мм, по 6 штук каждый. Затем нагревали в индукторе соленоиде в продольном электромагнитном поле одновременно в течении 50-53 с. После этого охлаждали в воде. Твердость закаленных образцов определяли методом Роквелла. На образцах: эталоне и с свидетелях диаметром 6,5 и 7,5 мм она соответствовала HRC 60-62, а диаметром 3,5 и 4,5 мм составляла HRC 32-44.
Предлагаемый способ определения глубины проникновения электромагнитного поля в металл технологической пробой позволяет определять минимальную толщину заготовки или детали для которой данная частота электромагнитного поля инвертора обеспечит эффективный нагрев при термообработки и расплавления упрочняемого материала на поверхности детали в процессе индукционной наплавки.
Способ определения глубины проникновения переменного электромагнитного поля в металл, включающий последовательное введение в переменное магнитное поле экранов различной толщины и выбор экрана-эталона, в котором прекращается изменение параметров поля, отличающийся тем, что эталон нагревается одновременно с образцами-свидетелями плоского или цилиндрического сечения с толщиной от меньшей глубины проникновения тока в металл до большей, при этом глубину проникновения тока в металл определяют по распределению твердости на поперечном сечении образца свидетеля и эталона.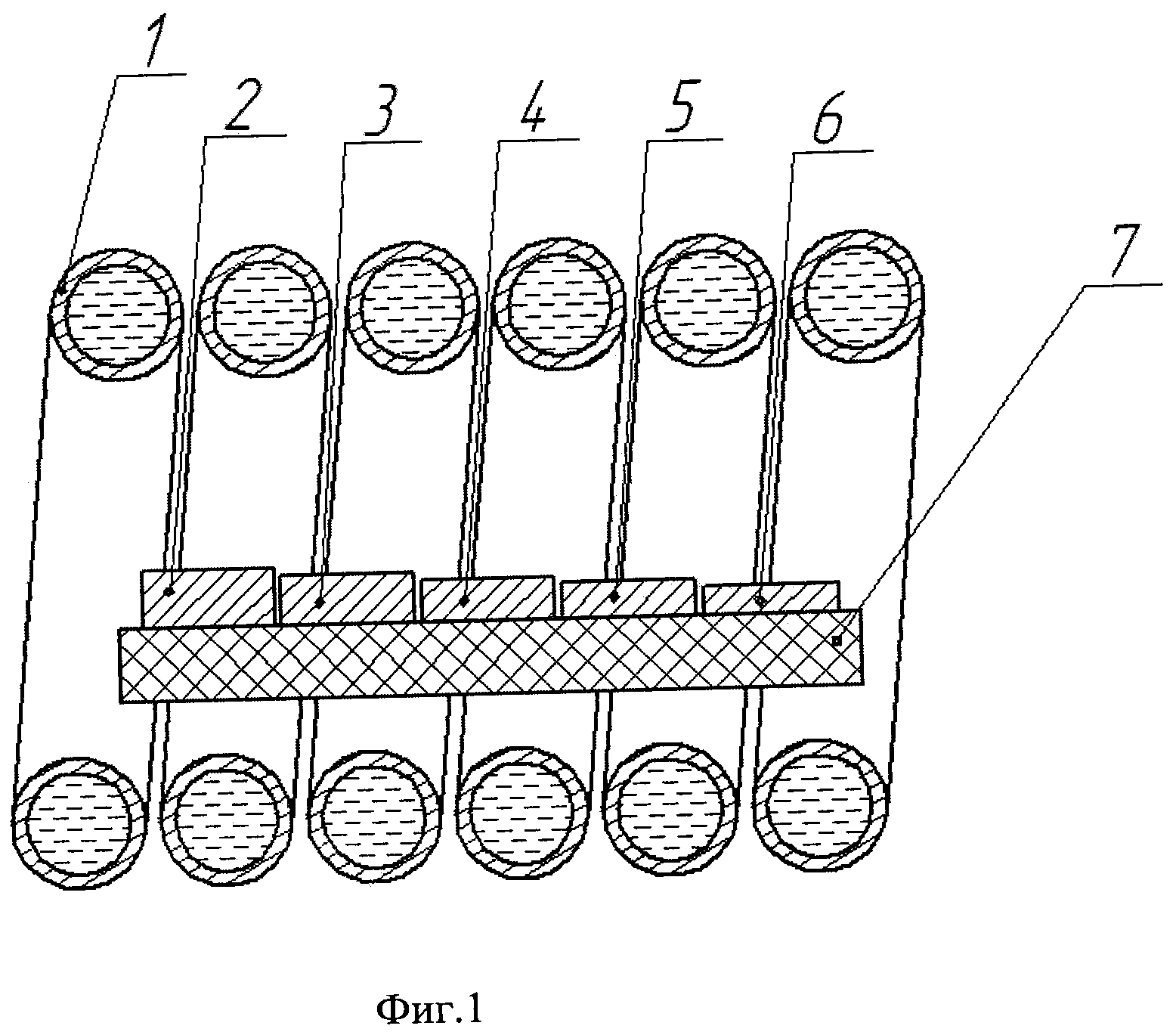
Способ получения борированных сталей в индукционных печах
Валковый пресс для гранулирования
Электрод для износостойкой электродуговой наплавки
Способ зимовки пчел на воле
Молотковая дробилка
Способ повышения адаптационной способности телят
Агрегат для управляемой борьбы с болезнями сельскохозяйственных культур
Проточный индукционный нагреватель жидкости
Проточный индукционный нагреватель текучих сред
Способ наплавки алюминида железа на стальную поверхность
Способ легирования наплавленного металла при дуговой сварке и наплавке
Способ измерения электропроводности тонких металлических пленок
Способ получения боридных покрытий увеличенной толщины
Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления
Способ определения технологической температуры плавления шихты при индукционной наплавке
Способ получения борированных сталей в индукционных печах
Электрод для износостойкой электродуговой наплавки

