Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ЗАЩИТЫ ТРУБНОЙ РЕШЕТКИ КОТЛА С КОНТУРОМ ДЛЯ СИНТЕЗ-ГАЗА
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству и способу защиты трубной решетки котла с контуром для синтез-газа. Точнее, настоящее изобретение относится к заменяемой приваренной гильзе для защиты трубной решетки котла с контуром для аммиачного синтез-газа, а также к способу введения и приваривания защитной гильзы в трубную решетку котла с контуром для аммиачного синтез-газа.
Как известно, синтез-газ или синтетический газ представляет собой газовую смесь, состоящую в основном из водорода, оксида углерода, аммиака и очень часто некоторого количества диоксида углерода. Название происходит от его использования как промежуточного продукта при создании синтетического природного газа (SNG) для производства аммиака или метанола.
Синтез-газ может быть получен из многих источников, включая природный газ, уголь, биомассу или практически любое углеводородное сырье, путем реакции с паром (паровой риформинг), диоксидом углерода (сухой риформинг) или кислородом (частичное окисление). Синтез-газ - важнейший промежуточный ресурс для производства водорода, аммиака, метанола и синтетического углеводородного топлива. Синтез-газ также используется в качестве промежуточного продукта при производстве синтетической нефти для использования в качестве топлива или смазки посредством процесса Фишера-Тропша, а ранее посредством процесса производства метанола, разработанного в компании Mobil для получения бензина. Способы производства включают в себя паровой риформинг природного газа или жидких углеводородов для производства водорода, газификации угля, биомассы и в некоторых типах установок газификации для энергетической утилизации отходов.
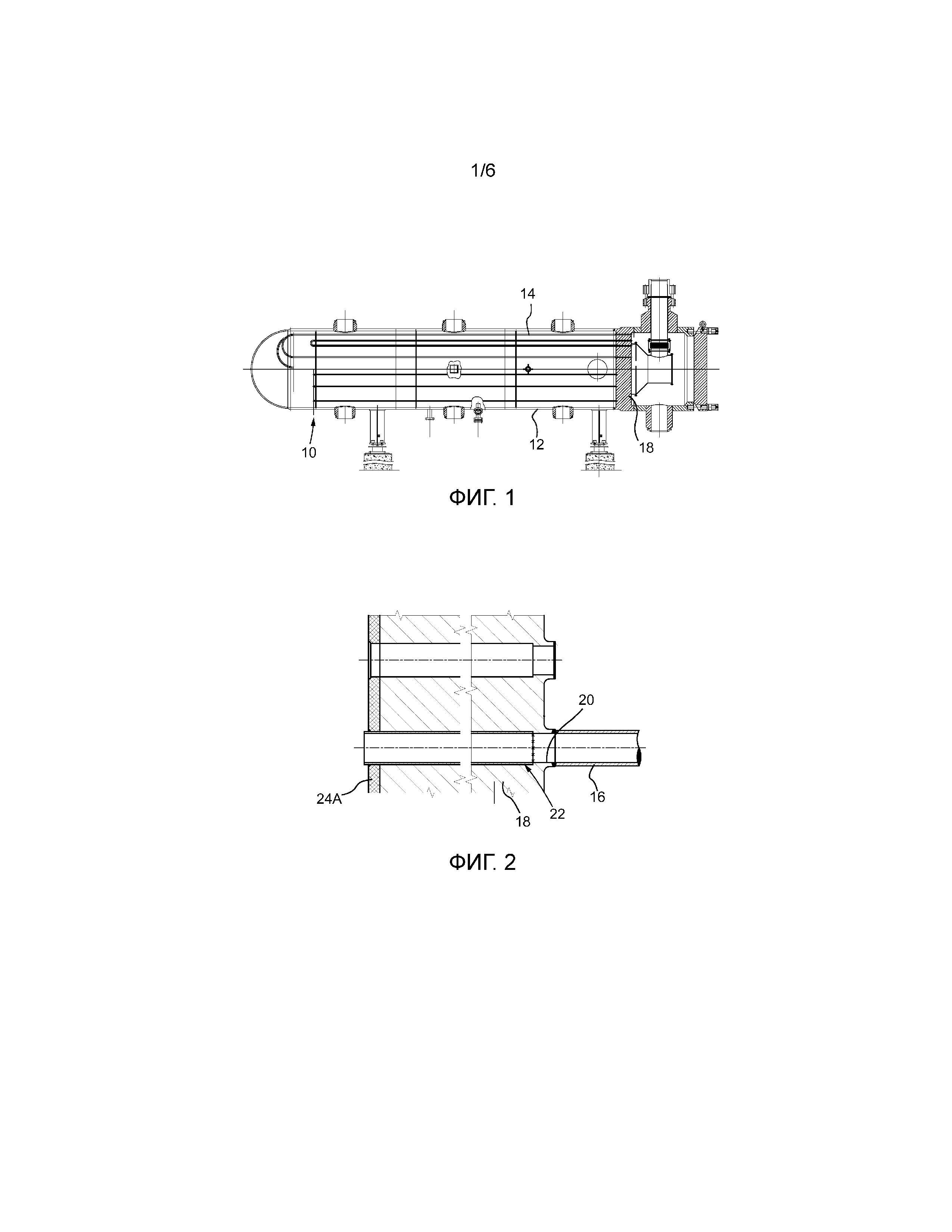
Котел с контуром для синтез-газа представляет собой оборудование, работающее под давлением, которое устанавливается на заводе по производству аммиака непосредственно после аммиачного конвертера. Котел с контуром для синтез-газа снабжается изнутри горизонтально или вертикально расположенным пучком труб, соединенных с трубной решеткой. Типичная схема котла с контуром для синтез-газа с горизонтально расположенным пучком труб показана, например, на фиг. 1.
Синтез-газ, обычно представляющий собой смесь 55% Н2, 20% NH3, 6% СН4, 15% N2, остальная часть - He+Ar, подается в трубную решетку котла с контуром для синтез-газа при высокой температуре (обычно 400-480°С) и давлении (около 10-20 МПа). Обычный котел с контуром для синтез-газа может быть изготовлен, например, из ферритной стали марки 22 (2,25Cr-1Mo). В обычном котле с контуром для синтез-газа выбор основного материала осуществляется в соответствии с «Кривыми Нельсона» стандарта API 941 для того, чтобы быть устойчивым к высоко температурному водороду.
Контакт аммиака со сталью при температуре выше 380°C приводит к азотированию стали, что приводит к повышению твердости и риску воздействия высокотемпературного водорода. Таким образом, в котле с контуром для синтез-газа поверхность контакта синтез-газа с трубной решеткой обычно защищается наваренным верхним слоем Inconel®. Как известно, Inconel® - это семейство аустенитных суперсплавов на основе никеля и хрома или сплавов с высокими характеристиками прочности. Сплавы Inconel® - это стойкие к окислению и коррозии материалы, хорошо подходящие для работы в экстремальных условиях, подверженных давлению и нагреву. При нагревании Inconel® образует толстый, устойчивый, пассивирующий оксидный слой, защищающий поверхность от дальнейшего воздействия.
В соответствии с предшествующим уровнем техники отверстия в толстой трубной решетке (диаметр до 28 мм в толщине трубной решетки до 500 мм) защищаются внутренней гильзой, приваренной на обоих концах, согласно некоторым спецификациям лицензиара процесса. Первый сварной шов гильзы из Inconel® обычно выполняется между наваренным верхним слоем Inconel®, тогда как второй сварной шов гильзы из Inconel® обычно выполняется между гильзой из Inconel® и материалом трубной решетки (методом наваривания во внутреннюю канавку).
Например, документ US 7574981 B1 описывает трубчатый котел, имеющий ободки, вставленные в трубы. Внутренний наваренный верхний слой из коррозионно-стойкого материала наносится в виде полосы вокруг внутренней стенки каждой трубы. Верхний слой имеет кольцевое внутреннее углубление, вмещающее конец ободка.
Документ US 4401153 A описывает кожухотрубный теплообменник, имеющий защитную гильзу из материала, устойчивого к азотированию, внутри труб. Защитная гильза приваривается к нижнему концу наружной трубчатой гильзы.
Документ US 8210245 B2 описывает кожухотрубный теплообменник, в котором, по меньшей мере, часть пластины впускной трубы покрывается износостойкими вставками. Вставки могут быть, по меньшей мере, частично введены в трубы теплообменника. Вставки состоят из защитных гильз, приваренных к пластине впускной трубы.
Документ US 2013/0199462 A1 описывает отремонтированную гильзу из Inconel® для парогенератора, которая приваривается к концу трубы. Старый дефектный сварной шов сначала удаляется, а затем с помощью фрезерования формируется новый контур с углублением для размещения и последующего приваривания отремонтированной гильзы к участку фланца.
Документ US 3540529 A описывает трубчатый теплообменник использующий Inconel® в качестве сварного материала для соединения труб с трубной решеткой. Однако никаких защитных гильз в трубах не предусматривается.
Наконец, документ US 2785459 A описывает, как сделать уплотнение трубы, используя наваренный слой в канавке материала основы, который во время приварки плавлением оставляет материал основы неизмененным.
Недостаток приваренных гильз вызван тем фактом, что сварное соединение гильзы с основным материалом трубной решетки нуждается в термообработке. По этой причине практически невозможно заменить гильзу на месте или снять гильзу для проверки основного материала трубной решетки. Процесс послесварочной термообработки (PWHT) на месте настолько сложный и дорогой, что не рассматривается в качестве возможного.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одной из целей настоящего изобретения является, следовательно, предложить устройство и способ защиты трубной решетки котла с контуром для синтез-газа, которые способны устранить вышеупомянутые недостатки предшествующего уровня техники простым, недорогим и особенно функциональным способом.
Более конкретно, одна цель настоящего изобретения состоит в том, чтобы предложить устройство и способ защиты трубной решетки котла с контуром для синтез-газа, который позволяет заменять гильзы (на произвольной основе) для проверки целостности основного материала трубной решетки и затем повторно устанавливать посредством приваривания без выполнения какого-либо процесса послесварочной термообработки (PWHT).
Другой целью настоящего изобретения является предложить устройство и способ защиты трубной решетки котла с контуром для синтез-газа, который во время периодического обслуживания котла позволяет проверять сварные швы гильзы. Если обнаруживаются дефекты сварных швов, повторная приварка возможна без необходимости повторения процесса PWHT.
Эти цели достигаются в соответствии с настоящим изобретением, посредством предложения устройства и способа защиты трубной решетки котла с контуром для синтез-газа, как изложено в прилагаемой формуле изобретения.
Следует отметить, что сфера применения устройства для защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящей заявкой не заключается в защите труб трубной решетки в месте, указанном в документе US 7574981 B1. Напротив, сфера применения устройства для защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящей заявкой заключается в том, чтобы обеспечить возможность приварки трубы с ободком к материалу трубной решетки без необходимости термообработки сварного соединения. Основной материал трубной решетки (обычно ферритная сталь марки 22) требует послесварочной термообработки, чтобы снизить напряжение сварного шва и получить отпущенную структуру. В соответствии с настоящей заявкой, наплавка Inconel® является послесварочной термообработкой после нанесения, после чего последующая установка, удаление и повторное приваривание нового ободка могут выполняться без дальнейшего процесса послесварочной термообработки (PWHT).
Дополнительные признаки изобретения подчеркнуты зависимыми пунктами формулы изобретения, которая являются неотъемлемой частью настоящего описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки и преимущества устройства и способа защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящим изобретением будут более понятны из следующего иллюстративного и неограничивающего описания со ссылкой на прилагаемые схематические чертежи, на которых:
Фиг. 1 - схематический вид котла с контуром для синтез-газа с горизонтально расположенным пучком труб;
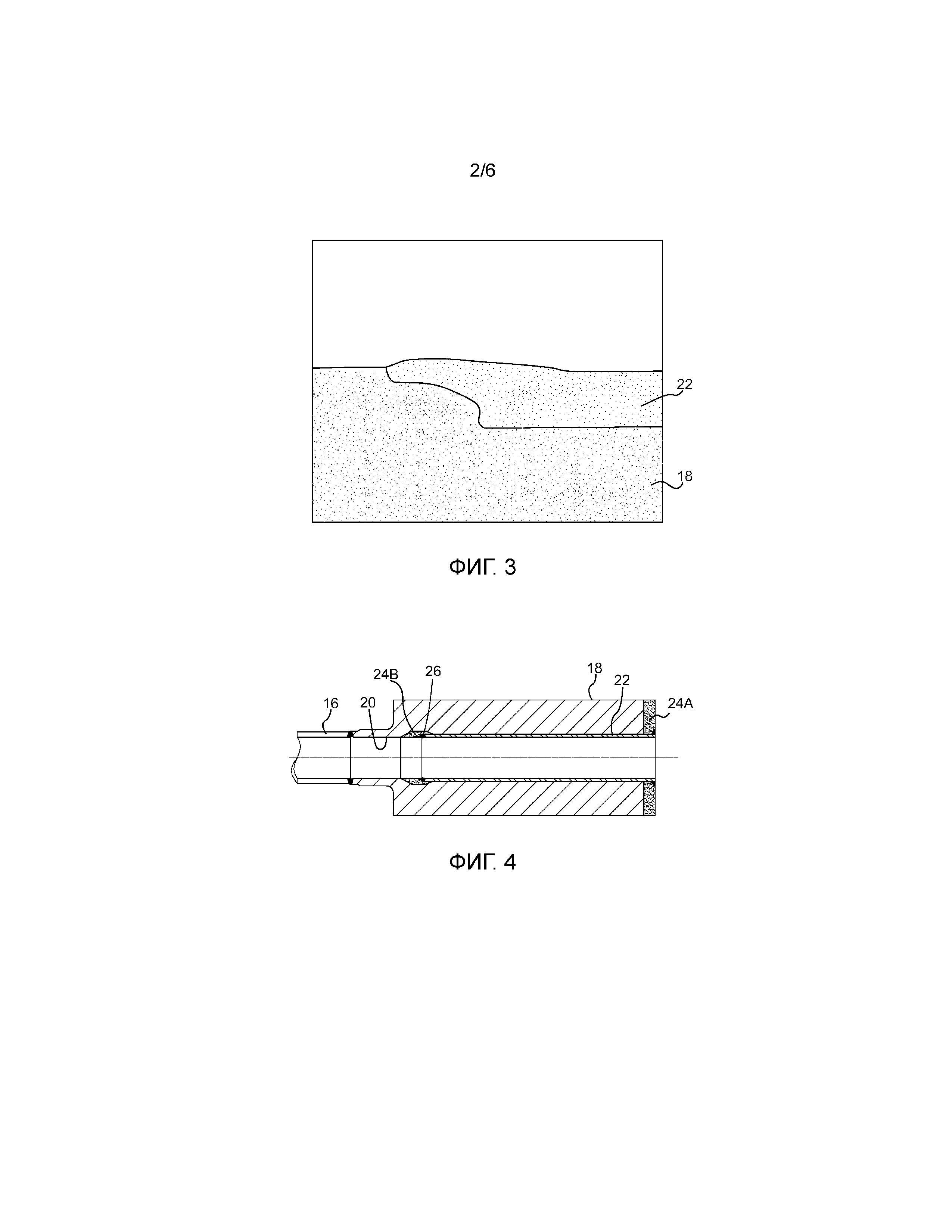
Фиг. 2 - вид в разрезе гильзы для защиты трубной решетки котла с контуром для синтез-газа согласно предшествующему уровню техники;
Фиг. 3 - увеличенный вид гильзы, изображенной на фиг. 2, на котором показывается макроразрез сварного шва между гильзой и отверстием трубной решетки. Сварной шов включает в себя гильзу из Inconel® и материал трубной решетки марки F22;
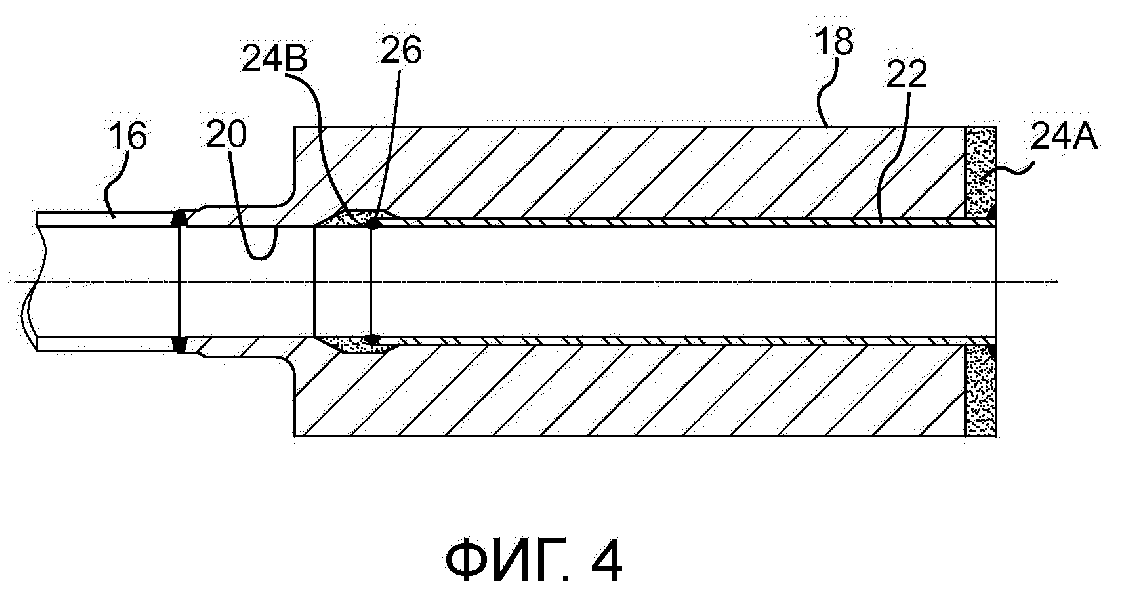
Фиг. 4 - вид в разрезе устройства для защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящим изобретением;
Фиг. 5 - увеличенный вид наваренного в канавке верхнего слоя устройства, изображенного на фиг. 4, на котором показывается макроразрез наваренного верхнего слоя Inconel® внутри отверстия трубной решетки. На этом этапе наваренный верхний слой предварительно подвергается механической обработке до приведения его к цилиндрической форме, что позволяет проводить объемное исследование с помощью специального ультразвукового зонда для выявления возможных дефектов сварки;
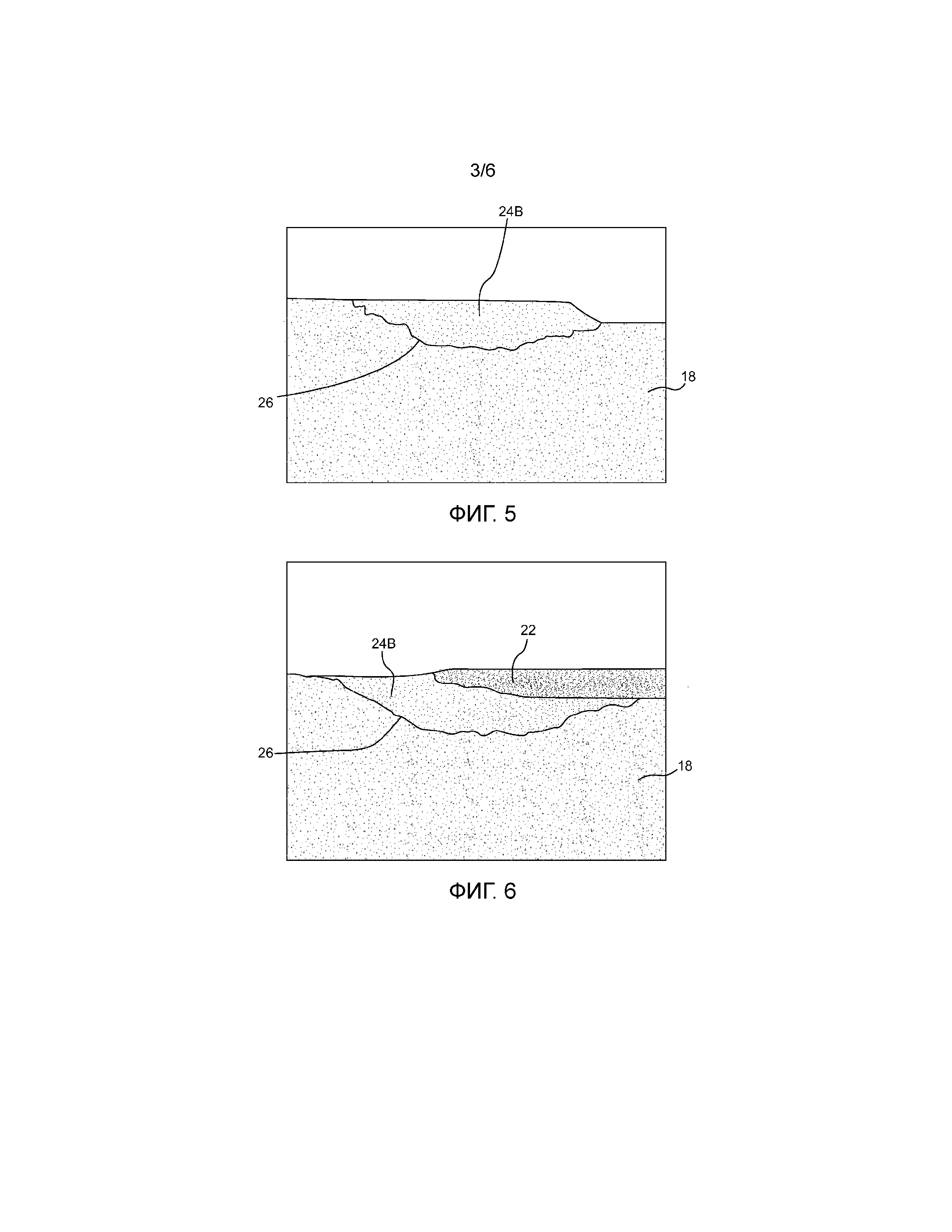
Фиг. 6 - увеличенный вид гильзы, приваренной к наваренному в канавке верхнему слою устройства, изображенного на фиг. 4, на котором показывается макросрез окончательного сварного шва между гильзой и наваренным верхним слоем внутри отверстия трубной решетки. Следует отметить, что сварка гильзы не влияет на основной материал трубной решетки марки F22, так как сварка и ее зона воздействия полностью находятся внутри наваренного верхнего слоя. Это позволяет в будущем выполнять повторную сварку без выполнения какого-либо процесса PWHT;
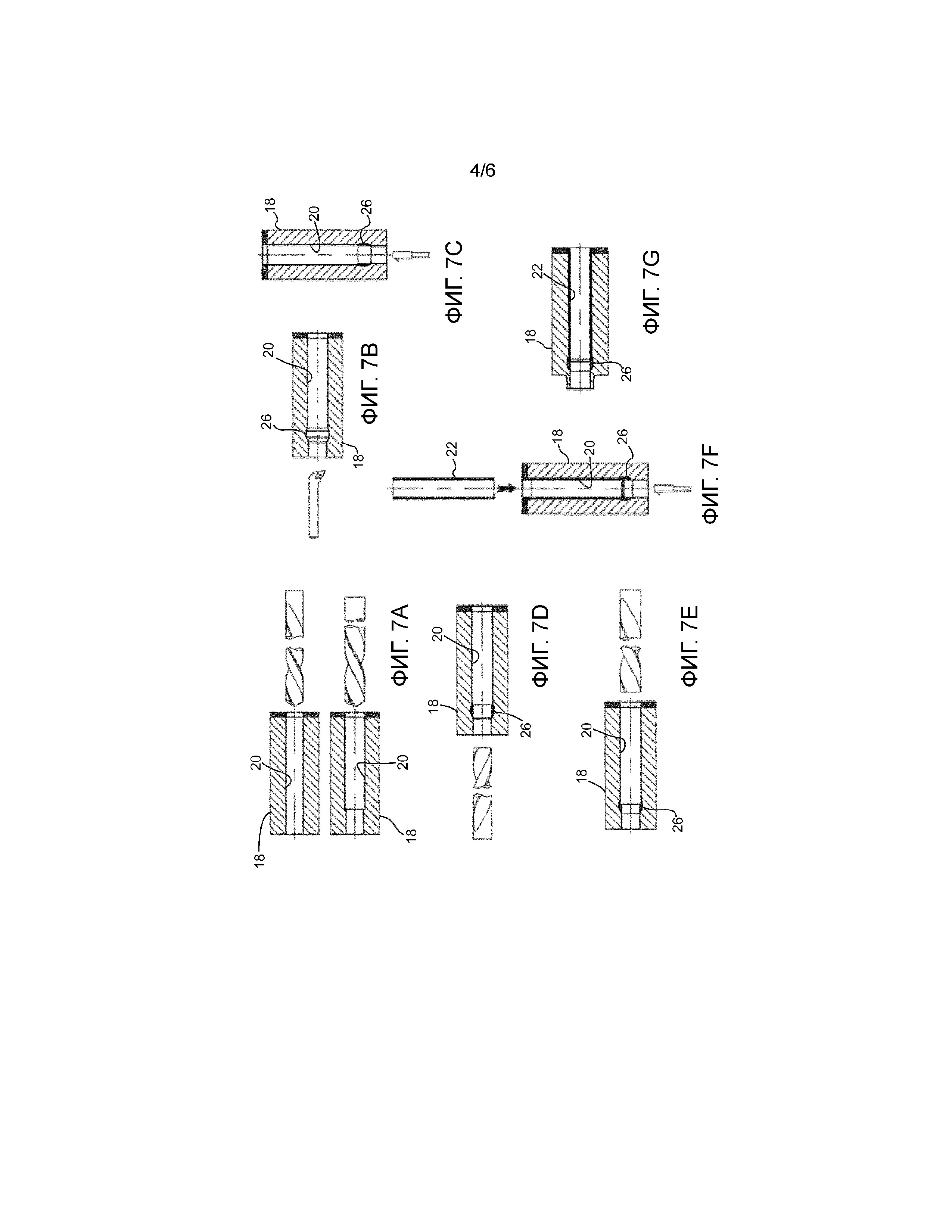
Фиг. 7A-7G показывают последовательность изготовления трубной решетки и соответствующего наваренного верхнего слоя, полученного внутри отверстия трубной решетки;
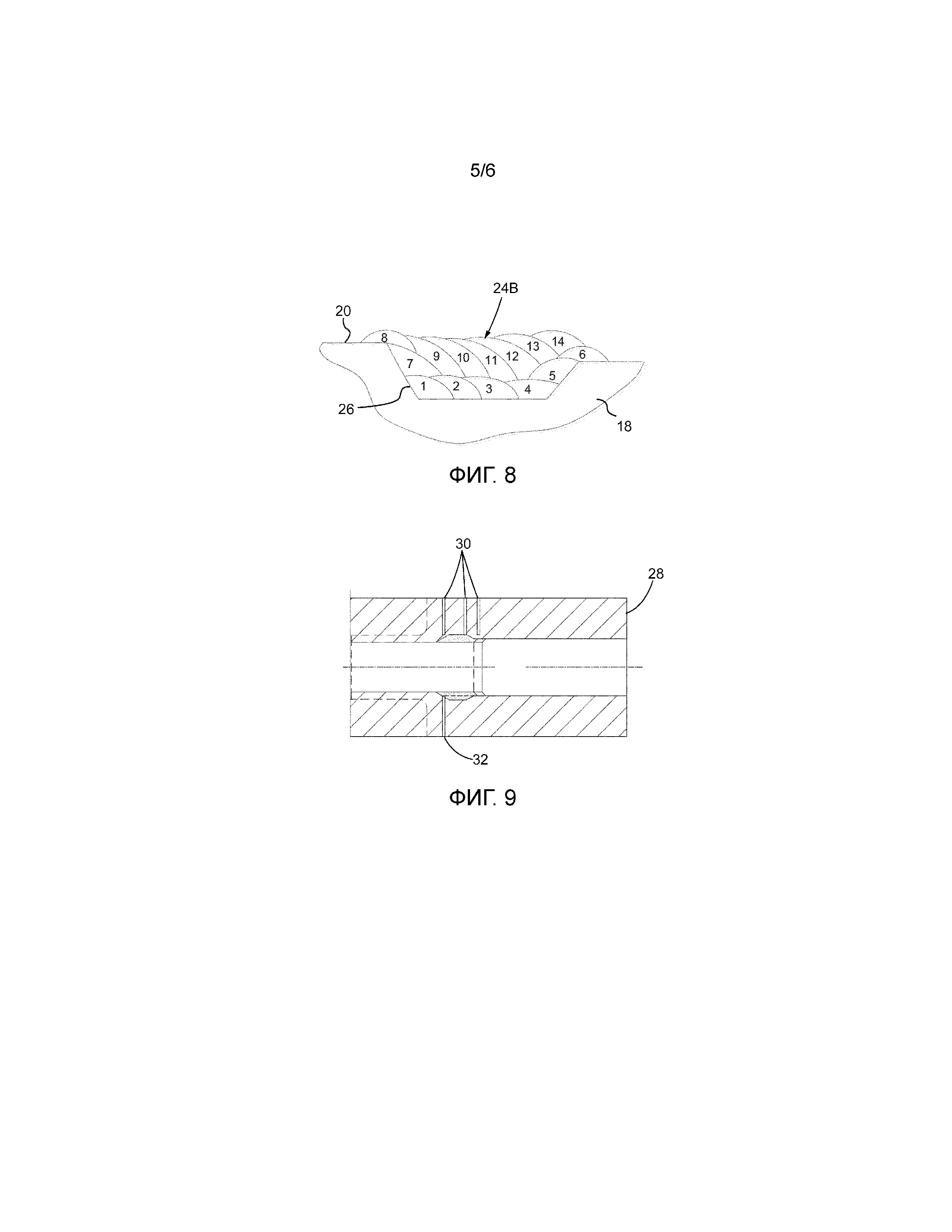
Фиг. 8 - увеличенный вид трубной решетки, показывающий этап изготовления наваренного верхнего слоя;
Фиг. 9 показывает узел калибровки, который имитирует отверстие в трубной решетке, снабженное наваренным верхним слоем. Узел калибровки можно использовать для проведения испытаний с использованием ультразвукового зонда; и
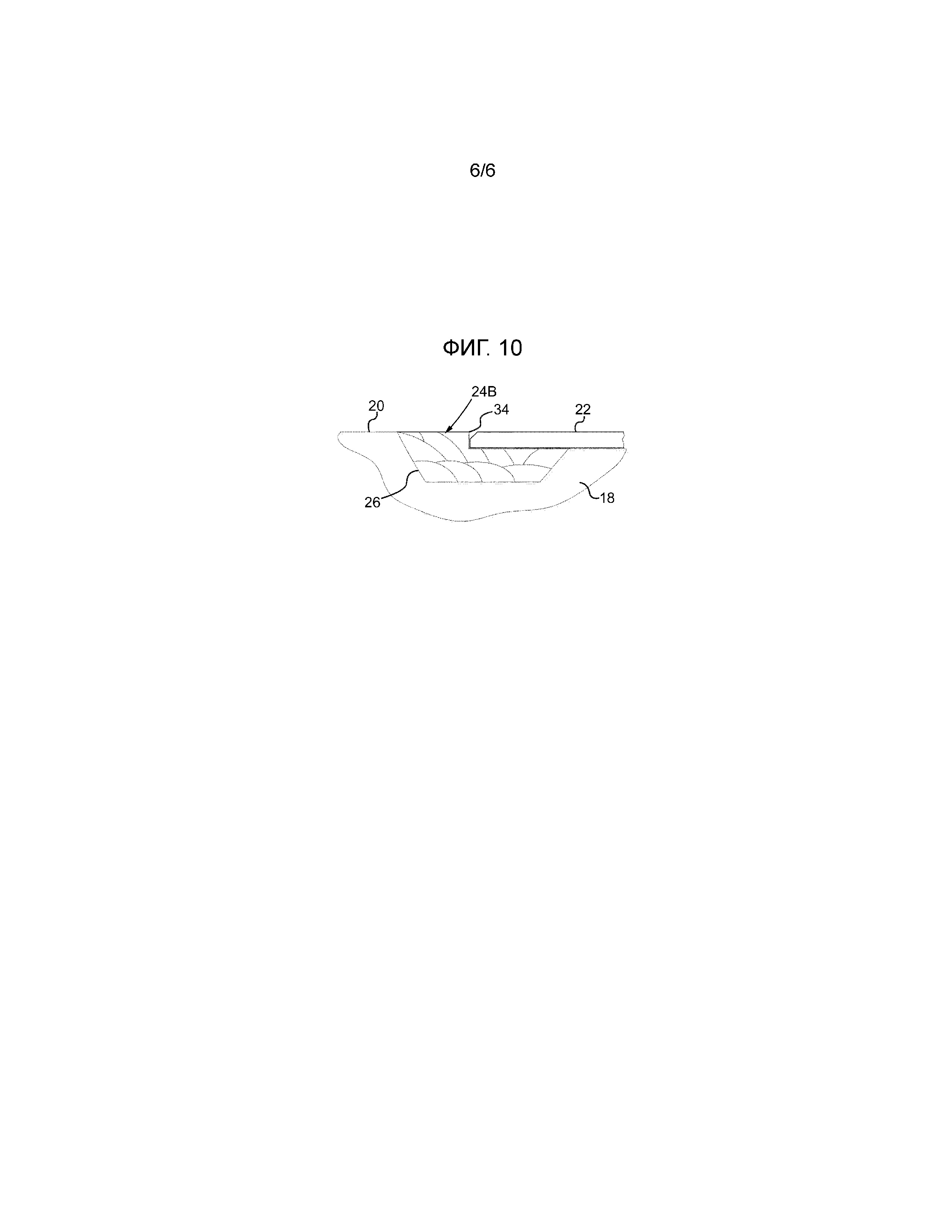
Фиг. 10 - еще один увеличенный вид трубной решетки, показывающий дальнейшую стадию изготовления наваренного верхнего слоя, то есть сварного шва между гильзой и наваренным верхним слоем Inconel®.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Со ссылкой на чертежи показывается один вариант осуществления устройства защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящим изобретением. Котел 10 с контуром для синтез-газа представляет собой тип, содержащий кожух 12, который окружает пучок 14 труб. Хотя котел 10 с контуром для синтез-газа показывается в горизонтальной ориентации, он также может быть ориентирован вертикально или под любым углом относительно горизонтальной поверхности.
Пучок 14 труб содержит множество труб 16. Трубы 16 предпочтительно представляют собой U-образные трубы, но устройство и способ в соответствии с настоящим изобретением могут также применяться к пучкам труб с прямыми трубами. Один конец каждой из труб 16 соединяется с трубной решеткой 18, снабженной соответствующими входными отверстиями 20 трубной решетки, для ввода синтез-газа в котел 10. В случае U-образных труб, другой конец каждой из труб 16 соединяется с трубной решеткой 18, которая затем снабжается выходными отверстиями трубной решетки для выпуска синтез-газа. В случае прямых труб, другой конец каждой из труб соединяется с другой трубной решеткой, снабженной выходными отверстиями трубной решетки для выпуска синтез-газа. Трубная решетка 18 обычно может быть изготовлена из марки F11, F12, F21, F22, F22V или эквивалентной низколегированной стали, предпочтительно из низколегированной стали марки F22.
Каждое входное отверстие 20 трубной решетки внутри снабжается, по меньшей мере, защитной гильзой 22, приваренной на обоих концах к соответствующим поверхностям указанного входного отверстия 20 трубной решетки. Каждая защитная гильза 22 обычно может быть изготовлена из аустенитного суперсплава на основе никеля и хрома, известного под торговой маркой Inconel®.
Например, фиг. 2 и 3 показывают конфигурацию сварного шва в соответствии с предшествующим уровнем техники, в которой по меньшей мере один конец защитной гильзы 22 из Inconel® непосредственно приваривается к материалу F22 трубной решетки 18. Для этой сварки должна быть выполнена послесварочная термообработка для того, чтобы отпустить зону термического воздействия основного материала трубной решетки 18 для достижения величины твердости, пригодной для работы с H2 (обычно эталонные величины твердости - это те, что предлагаются практикой API 934).
Фиг. 4-6 показывают конфигурацию сварного шва в соответствии с настоящим изобретением, в которой, по меньшей мере, один наваренный в канавке верхний слой 24В устанавливается внутри каждого входного отверстия 20 трубной решетки. Более конкретно, известным, по сути способом, каждое входное отверстие 20 трубной решетки снабжается первым соответствующим наваренным верхним слоем 24А, расположенным на входном устье указанного входного отверстия 20 трубной решетки, так что первый конец каждой защитной гильзы 22 приваривается к указанному первому наваренному верхнему слою 24А. Кроме того, в соответствии с настоящим изобретением каждое входное отверстие 20 трубной решетки внутри снабжается, по меньшей мере, выполненной механической обработкой/рассверленной/проточенной канавкой 26, которая содержит соответствующий второй наваренный в канавке верхний слой 24В, так что второй конец каждой защитной гильзы 22 приваривается к указанному второму наваренному в канавке верхнему слою 24В.
Каждый наваренный верхний слой 24А, 24В предпочтительно изготавливается из суперсплава Inconel®, или из аустенитной стали, или сплава на основе никеля и предпочтительно предусматривается на обоих концах защитной гильзы 22 Inconel®. Другими словами, каждая защитная гильза 22 из Inconel® в итоге приваривается на обоих концах в соответствующим наваренным верхним слоям 24A, 24B Inconel® с возможностью снятия и повторной установки без выполнения какого-либо процесса послесварочной термообработки (PWHT).
Как показано на фиг. 5 и 6, зона термического воздействия второго наваренного слоя Inconel® в основном материале трубной решетки 18 подвергается термообработке во время изготовления котла 10. Сварка между защитной гильзой 22 из Inconel® и вторым наваренным в канавке верхним слоем 24B Inconel® не требует термической обработки, поскольку его зона термического воздействия полностью находится в указанном втором наваренном в канавке верхнем слое 24B Inconel®, без воздействия на основной материал.
Изготовление нового решения включало в себя разработку новых процедур сварки для нанесения второго наваренного в канавке верхнего слоя 24B Inconel® внутри выполненной механической обработкой/рассверленной/проточенной канавки 26 и приваривания защитной гильзы 22 из Inconel® к указанному второму наваренному в канавке верхнему слою 24B Inconel®. Способ введения и приваривания второго наваренного в канавке верхнего слоя 24B Inconel® внутри выполненной механической обработкой канавки 26 трубной решетки 18 включает в себя предварительный этап получения, по меньшей мере, входного отверстия 20 трубной решетки в указанной трубной решетке 18, как показано на фиг. 7А. Каждое входное отверстие 20 трубной решетки предпочтительно получают путем сверления трубной решетки 18. Затем, по меньшей мере, выполненную механической обработкой/рассверленную/проточенную канавку 26 получают внутри каждого входного отверстия 20 трубной решетки посредством механической обработки канавки, как показано на фиг. 7В.
Затем второй наваренный в канавке верхний слой 24B Inconel® наносится в соответствующую выполненную механической обработкой канавку 26 при помощи наваривания, предпочтительно в процессе многопроходной сварки. Эта процедура показывается на фиг. 7C и, более подробно, на фиг. 8. Например, как показано на фиг. 8, нанесенный второй наваренный верхний слой 24B Inconel® может быть получен, по меньшей мере, за 5 проходов сварки в соответствии с заранее определенной последовательностью сварки и может иметь толщину более 4,5 мм.
Предпочтительно, второй наваренный в канавке верхний слой 24B Inconel® предварительно подвергается механической обработке до приведения к цилиндрической форме, как показано на фиг. 7D. Эта операция, как и облегчение введения защитной гильзы 22 из Inconel® во входное отверстие 20 трубной решетки, требуется для проведения ультразвукового контроля (UT) наваренного верхнего слоя 24B Inconel®, как описано ниже.
Процедура неразрушающего контроля (NDT) была разработана для того, чтобы проверить второй наваренный верхний слой 24B Inconel®. Подробно, после нанесения второго наваренного в канавке верхнего слоя 24B Inconel® и после соответствующей предварительной механической обработки, указанный второй наваренный в канавке верхний слой 24B Inconel® проверяется с помощью ультразвукового контроля (UT), выполненного с помощью специального автоматического зонда UT (не показан). Зонд UT дает представление С-скана второго наваренного в канавке верхнего слоя 24B Inconel® и выполняется для обнаружения дефектов сварки.
Точнее, зонд UT может быть оборудован двумя последовательно расположенными кристаллами, передатчиком и приемником, и может быть расположен внутри входного отверстия 20 трубной решетки в выполненной механической обработкой канавке 26 на продольной оси. Зонд UT движется по спиральной траектории с шагом 0,5 мм. Датчик UT следует перемещать по выполненной механической обработкой внутренней поверхности и он должен покрывать всю поверхность второго наваренного в канавке верхнего слоя 24B Inconel®.
Ультразвуковые данные, полученные с помощью зонда UT, обрабатываются и хранятся в необработанном виде. Во время сканирования, отсканированные изображения могут быть встроены в сеть. После завершения сканирования данные должны быть оценены и задокументированы, что может быть выполнено в автономном режиме. Окончательные результаты представляются с точки зрения положения, длины и глубины расположения отражателя относительно участка сварки.
Процесс предварительной калибровки UT-зонда может быть выполнен с использованием специального узла 28 калибровки (фиг. 9), который имитирует входное отверстие трубной решетки, снабженное выполненной механической обработкой канавкой и второй наваренный в канавке верхний слой Inconel®. Форма наваренного верхнего слоя и основные размеры калибровочного узла 28, по существу, идентичны соответствующим, полученным на трубной решетке 18 котла с контуром для синтез-газа. Кроме того, калибровочный узел 28 изготавливается с той же маркой и формой, как у материала трубной решетки 18 котла 10 с контуром для синтез-газа.
Узел 28 калибровки снабжается множеством калибровочных и/или проверочных отверстий 30, 32, полученных на соответствующем наваренном верхнем слое. Калибровка диапазона сканирования должна быть установлена для четкого обнаружения всех отверстий 30, 32 узла 28 калибровки. Диапазон сканирования должен быть установлен в программном обеспечении зонда UT.
Затем второй наваренный в канавке верхний слой 24B Inconel® подвергается окончательной механической обработке (фиг. 7E) для создания соответствующей наклонной поверхности 34 для приваривания (фиг. 10). Защитная гильза 22 вводится, например, вручную, во входное отверстие 20 трубной решетки, и затем приваривается на ее втором конце ко второму наваренному в канавке верхнему слою 24B Inconel® (фиг. 7F и 7G). Защитная гильза 22, таким образом, простирается внутри входного отверстия 20 трубной решетки.
После заключительного этапа механической обработки второго наваренного в канавке верхнего слоя 24B Inconel®, поверхность второго наваренного в канавке верхнего слоя 24B и поверхность защитной гильзы 22, уже приваренной к указанному второму наваренному в канавке верхнему слою 24B Inconel®, могут быть проверены на герметичность методом проникновения красителя (PT) с применением устройства оптической проверки для нанесения проявителя, включающего в себя, например, бороскоп. Сварка между защитной гильзой 22 и вторым наваренным в канавке верхним слоем 24B Inconel® может быть сваркой как с полным, так и с частичным плавлением в соответствии с конкретными требованиями.
В случае если сварной шов между защитной гильзой 22 и вторым наваренным в канавке верхним слоем 24B Inconel® получается в процессе сварки с полным плавлением, то возможен более тонкий ультразвуковой контроль (UT) сварного шва. Ультразвуковой контроль проводится специальным зондом для отверстий, работающим на ползущих волнах UT и дающим представление данных в A-скане. Ультразвуковой контроль может выявить как поверхностные дефекты, так и дефекты в корне шва.
Процесс изготовления завершается приваркой первого наваренного верхнего слоя 24А на первом конце защитной гильзы 22, а также приваркой труб 16 к трубной решетке 18 методом сварки во внутреннем отверстии. Затем изготовление котла 10 завершается известным по сути способом, и может быть выполнен процесс послесварочной термообработки (PWHT).
Таким образом, видно, что устройство и способ защиты трубной решетки котла с контуром для синтез-газа в соответствии с настоящим изобретением достигают ранее обозначенных целей, получая, в частности, следующие преимущества:
- возможность снятия и повторной установки гильзы без проведения какого-либо процесса послесварочной термообработки (PWHT);
- возможность ремонта на месте эксплуатации сварного шва гильзы в случае его разрушения; а также
- возможность снятия на месте эксплуатации и замены гильзы для осмотра основного материала трубной решетки.
Устройство и способ защиты трубной решетки котла с контуром для синтез-газа согласно настоящему изобретению, задуманные таким образом, допускают в любом случае многочисленные модификации и варианты исполнения, каждый из которых подпадает под ту же концепцию изобретения; кроме того, все детали могут быть заменены технически эквивалентными элементами. Практически данные используемые материалы, а также формы и размеры могут быть любого типа в соответствии с техническими требованиями.
Область охранительного действия данного изобретения, следовательно, определяется прилагаемой формулой изобретения.
Теплообменник
Пластинчатый теплообменник
Насосное устройство с двумя насосными агрегатами, система, применение и способ
Теплообменник
Центробежный сепаратор
Проточный модуль
Установка и способ для отделения нефти от газовой смеси
Пластина и уплотнение для пластинчатого теплообменника
Центробежный сепаратор и способ сепарации
Центробежный сепаратор

