Результат интеллектуальной деятельности: Способ настройки чувствительности ультразвукового дефектоскопа
Вид РИД
Изобретение
Изобретение относится к области неразрушающего контроля изделий ультразвуковым методом и может быть использовано для настройки чувствительности дефектоскопа перед проведением контроля деталей и составных частей железнодорожного и авиационного транспорта, элементов конструкций ответственных производственных объектов.
Известен способ имитации дефектов при ультразвуковом контроле изделий (см. патент РФ №2278377, МПК G01N 29/04), заключающийся в том, что в процессе проведения контроля акустическим блоком дефектоскопа периодически излучают импульсные ультразвуковые колебания в изделие, эти колебания принимают электроакустическим преобразователем имитатора с тыльной стороны изделия, задерживают принятые колебания на заданную величину, задержанный на эту величину синхроимпульс запускает генератор импульсов, имитирующий эхо-импульсы, амплитуда которых может регулироваться с помощью регулятора амплитуды пропорционально эквивалентной площади моделируемого дефекта, формируемые генератором импульсов электрические колебания поступают в преобразователь, из которого ультразвуковые колебания проходят в изделие, после чего их принимают акустическим блоком дефектоскопа, при этом формируемые генератором импульсов электрические колебания поступают на второй преобразователь имитатора, причем при имитации дефектов, обнаруживаемых в процессе контроля прямым ультразвуковым лучом, время задержки tз линии задержки выбирают в пределах
T-2⋅tH≤tз≤T, где Т - период следования зондирующих импульсов дефектоскопа; tH - время пробега ультразвуковых колебаний по высоте (толщине) изделия, а глубину залегания hд имитируемого дефекта определяют из выражения
hд=(2-tН+tз-T)⋅k,
где k=(ct-cos(α))/2 - для наклонных ПЭП и k=c1/2 - для прямых (α=0); ct и c1 - скорости распространения ультразвуковых колебаний для поперечной и продольной волны соответственно.
Недостатком данного способа является значительная трудоемкость предварительных операций для определения зависимости амплитуды имитируемых эхо-импульсов от эквивалентной площади моделируемого дефекта, а также недопустимая погрешность настройки чувствительности, связанная с неизвестным коэффициентом прохождения имитируемых импульсов из преобразователя имитатора в объект контроля.
Наиболее близким по технической сущности к заявляемому способу является способ настройки чувствительности рельсового ультразвукового дефектоскопа (см. патент РФ №2603332, МПК G01N 29/30), заключающийся в том, что дефектоскопом излучают в калибровочный образец и принимают от известного отражателя в нем ультразвуковые сигналы, оценивают амплитуду ультразвукового сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа, при этом в качестве калибровочного образца используют сам дефектоскопируемый рельс, в качестве известных отражателей - его конструктивные элементы, а при оценке амплитуды ультразвукового сигнала, принятого от известного отражателя, учитывают все сигналы, принятые от конструктивных элементов дефектоскопируемого рельса.
Недостатком данного способа является ограниченность его применения только для объектов контроля, в которых имеются конструктивные элементы, изготовленные с точностью, которая равна или выше точности изготовления моделирующих дефект отражателей, установленная в нормативной и технической документации. В объектах, в которых отсутствуют конструктивные элементы, изготовленные с необходимой точностью, невозможно обеспечить требуемый уровень чувствительности ультразвукового контроля.
Основной задачей изобретения является уменьшения влияния мешающих факторов, таких как точность изготовления отражателей и нестабильность акустического контакта, возникающих при настройке чувствительности ультразвукового дефектоскопа, на абсолютное значение чувствительности ультразвукового дефектоскопа и, следовательно, повышение достоверности обнаружения дефектов и уменьшения вероятности ложной браковки объектов контроля.
Поставленная задача решается за счет того, что в способе настройки чувствительности ультразвукового дефектоскопа, заключающемся в том, что преобразователем дефектоскопа излучают в настроечный образец и принимают от известного отражателя в нем ультразвуковые сигналы, оценивают амплитуду ультразвукового сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа, настроечный образец с известным отражателем устанавливают на предварительно смазанную контактной жидкостью поверхность объекта контроля, сканируют поверхность объекта контроля, определяют положение, при котором на экране дефектоскопа наблюдается максимальная амплитуда ультразвукового сигнала, принятого от известного отражателя, амплитуду ультразвуковых сигналов регулируют пропорционально эквивалентной площади моделируемого дефекта и фиксируют при этом усиление дефектоскопа N0, после этого устанавливают преобразователь на настроечный образец, определяют усиление N1, при котором амплитуда ультразвукового сигнала достигает порогового уровня, снимают настроечный образец с объекта контроля и повторно определяют усиление N2, при котором амплитуда ультразвукового сигнала достигает порогового уровня, определяют поправку к чувствительности дефектоскопа по формуле:

и корректируют усиление дефектоскопа путем снижения его значения на величину поправки.
Технический результат предлагаемого изобретения заключается в повышении точности настройки чувствительности ультразвукового дефектоскопа. В предлагаемом способе по сравнению с прототипом исключается влияние неопределенности размеров конструктивных элементов за счет использования отражателей, изготовленных с требуемой в нормативной документации точностью в настроечном образце, который устанавливается на поверхность объекта контроля.
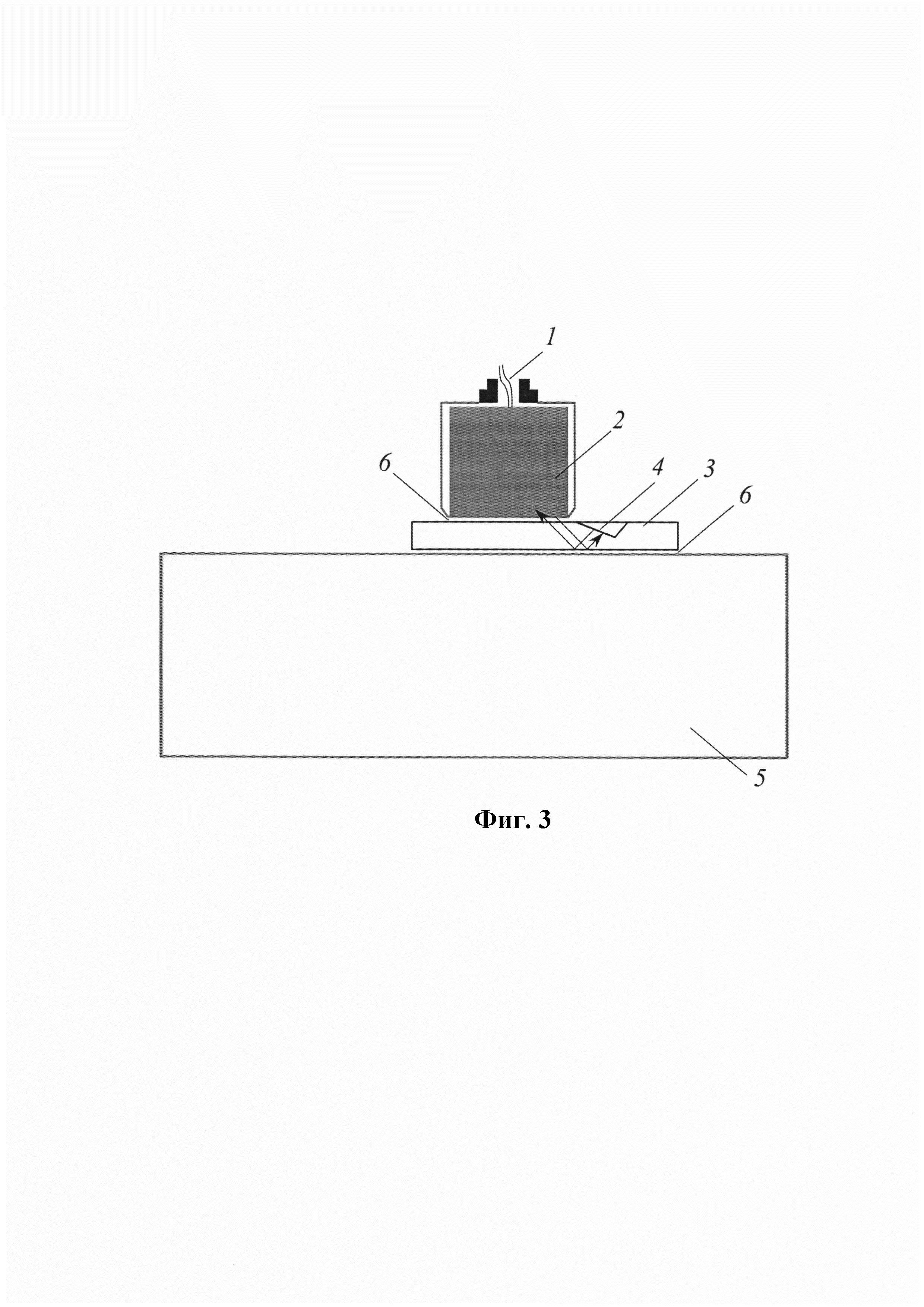
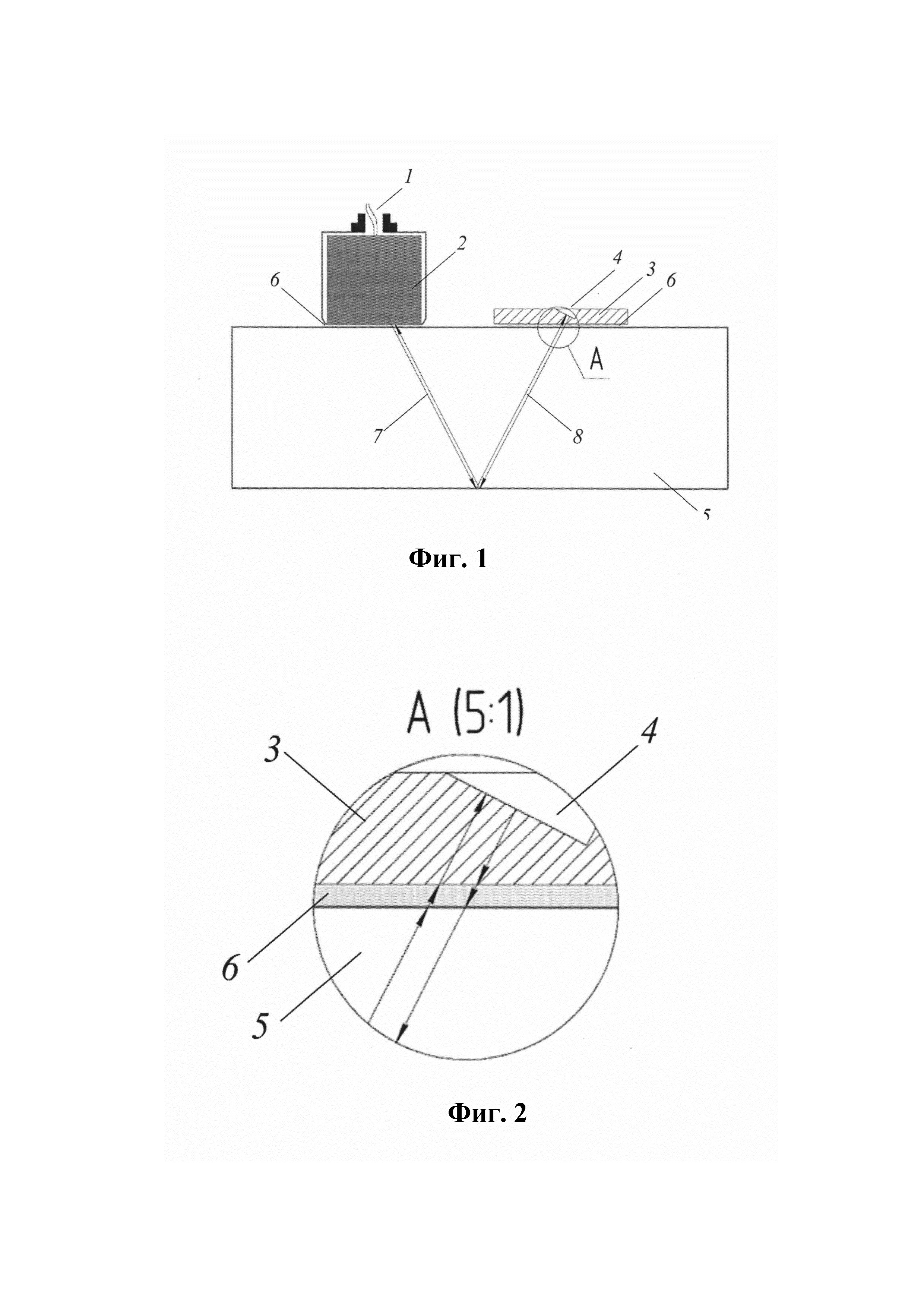
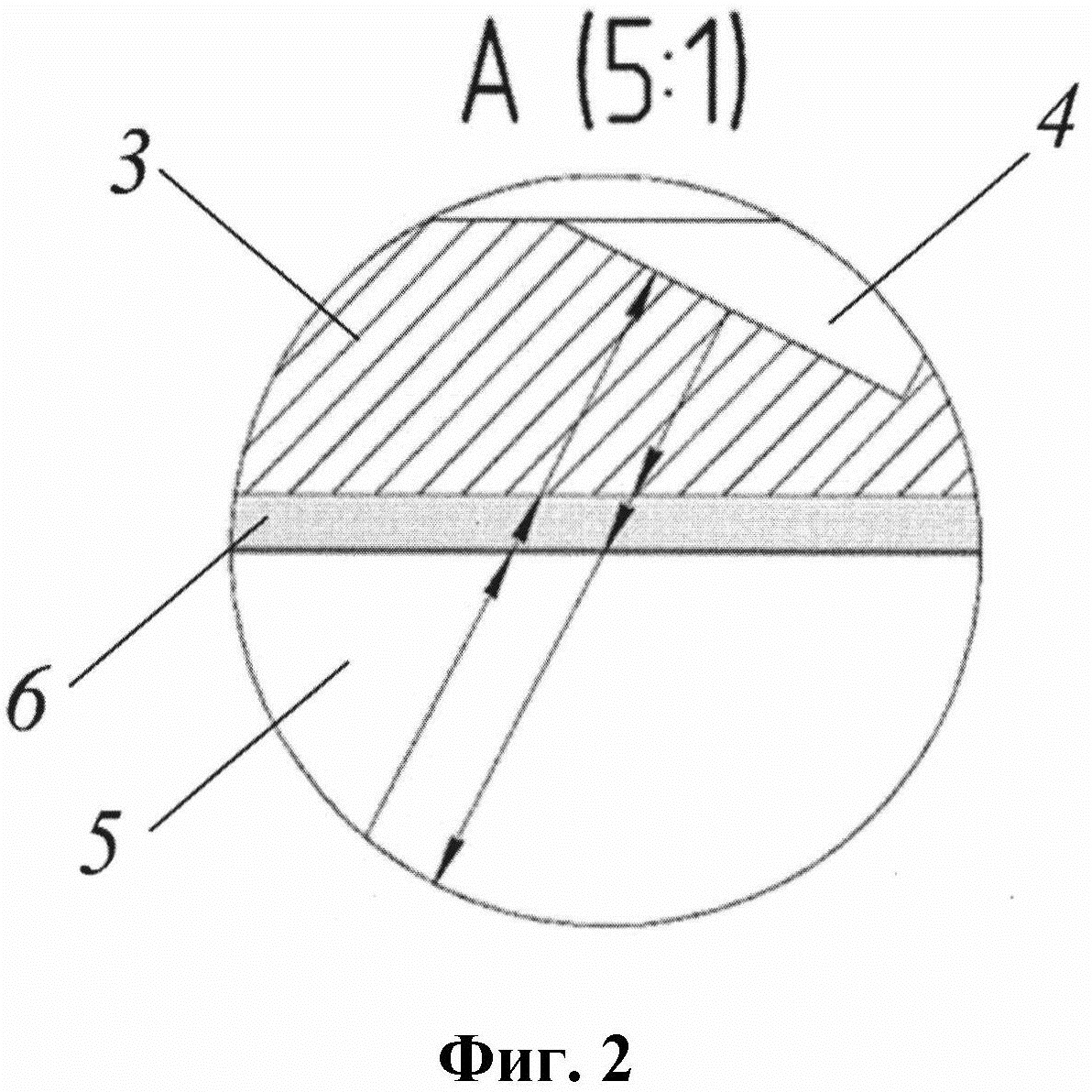
На фиг. 1 приведена схема прозвучивания рельса наклонным преобразователем, на фиг. 2 - вид А (увеличено), на фиг. 3 - схема прозвучивания наклонным преобразователем настроечного образца, установленного на объекте контроля.
1 - кабель;
2 - наклонный совмещенный преобразователь;
3 - настроечный образец;
4 - известный отражатель;
5 - донная поверхность объекта контроля;
6 - слой контактной жидкости;
7 - ультразвуковой сигнал, излучаемый в объект контроля;
8 - ультразвуковой сигнал, отраженный от известного отражателя.
Предлагаемый способ реализуется следующим образом.
На предварительно смазанную контактной жидкостью поверхность объекта контроля устанавливают настроечный образец 3 с известным отражателем 4, размеры которого изготовлены в соответствии с требованиями нормативной документации. Устанавливают наклонный совмещенный преобразователь 2 на объект контроля, ориентируя его плоскость падения волны в направлении настроечного образца 3. Преобразователь 2 через слой контактной жидкости 6 излучает в объект контроля ультразвуковой сигнал 7, который отражается от донной поверхности объекта контроля 5 и через слой контактной жидкости 6 попадает в настроечный образец 3. Отраженный от известного отражателя 4 ультразвуковой сигнал 8 через слой контактной жидкости 6 попадает в объект контроля 5, отражается от донной поверхности и попадает через слой контактной жидкости 6 в преобразователь 2, который принимает дефектоскоп по кабелю 1. Затем, перемещая преобразователь 2 по поверхности объекта контроля, определяют положение, в котором на экране дефектоскопа наблюдается максимальная амплитуда (пороговый уровень) ультразвукового сигнала, принятого от известного отражателя 4 и фиксируют при этом усиление дефектоскопа N0. Устанавливают преобразователь 2 на настроечный образец 3, определяют усиление N1, при котором амплитуда ультразвукового сигнала достигает порогового уровня. Снимают настроечный образец 3 с объекта контроля и повторно определяют усиление N2, при котором амплитуда ультразвукового сигнала достигает порогового уровня. Определяют поправку к чувствительности дефектоскопа по формуле:

после чего уменьшают усиление N0 на величину ΔN и, таким образом, компенсируют неопределенность коэффициента прохождения ультразвукового сигнала через контактную жидкость между объектом контроля и настроечным образцом.
Пример. Предлагаемый способ был реализован при настройке чувствительности ультразвукового дефектоскопа УД2-102 «Пеленг» перед контролем стыковых сварных соединений типа С21 объекта котлонадзора. Толщина свариваемых элементов соединения составила 14 мм. Настроечный образец представлял собой прямоугольную пластину 30×20 мм и толщиной 14 мм, которая соответствовала толщине свариваемых элементов. В настроечном образце был изготовлен известный отражатель прямоугольной формы таким образом, чтобы угол между его нормалью к поверхности и нормалью к поверхности, прилегающей к объекту контроля, составлял 60°. Это обеспечивало отражение ультразвукового сигнала обратно на преобразователь и, следовательно, возможность приема ультразвуковых сигналов, отраженных от известного отражателя. Размеры прямоугольного отражателя составили 3×2 мм с погрешностью не более δ2=1%. При этом определяли чувствительность ультразвукового дефектоскопа, которая составила δ2=1,4%. Настроечный образец устанавливали на поверхность объекта контроля, предварительно смазанную трансформаторным маслом, используемым в качестве контактной жидкости. Ультразвуковым преобразователем П121-65-2,5, входящем в комплект дефектоскопа УД2-102 «Пеленг», сканировали по поверхности объекта контроля до положения, в котором излучаемые сигналы проходят через соединение объекта контроля с настроечным образцом, отражаются от известного отражателя обратно на преобразователь и принимаются дефектоскопом.
Амплитуду сигнала оценивали по шкале экрана дефектоскопа и изменяли усиление дефектоскопа, добиваясь достижения амплитудой сигнала порогового уровня фиксации дефектоскопа. Усиление дефектоскопа, соответствующее настройке на заданную чувствительность дефектоскопа, составило 36 дБ. Для компенсации коэффициента прохождения ультразвукового сигнала через контактную жидкость между объектом контроля и настроечным образцом, преобразователь устанавливали на настроечный образец и определяли усиление дефектоскопа, при котором амплитуда сигнала достигает порогового уровня, когда настроечный образец установлен на объекте контроля N1 и когда снят с него N2. Определяли поправку к коэффициенту усиления для компенсации коэффициента прохождения через слой контактной жидкости. Поправка составила ΔN=8 дБ. Чувствительность скомпенсировали на величину коэффициента прохождения, уменьшив коэффициент усиления дефектоскопа, равный 36 дБ, на 8 дБ. Таким образом, дефектоскоп с установленным усилением 28 дБ настроили на предельную чувствительность 6 мм2.
Преимущество предлагаемого способа по сравнению с прототипом заключается в более высокой точности настройки чувствительности, так как в заявляемом способе ультразвуковые сигналы отражаются от известного отражателя, изготовленного по чертежам с точностью 1%. При этом по сравнению с прототипом точность настройки выше в 20 раз, так как используемые в прототипе для настройки конструктивные отражатели имеют отклонение размеров от номинальных около 20%.

Установка для механических испытаний образцов листовых материалов на усталость при изгибе
Способ металлизации алюмонитридной керамики
Дорожная насыпь на вечной мерзлоте в районах со снегопереносом
Гидравлическая ударная система
Способ контроля проезда транспорта через железнодорожный переезд
Пневматический молот
Гибридное пролетное строение моста
Гибридное пролетное строение моста
Гидравлическая система экскаватора
Способ ультразвукового контроля паяных соединений
Способ контроля поверхности катания железнодорожных колес в движении
Способ определения координат дефектов при акустико-эмиссионном контроле
Способ управления производственным процессом неразрушающего контроля
Способ ультразвукового контроля паяных соединений

