Результат интеллектуальной деятельности: Гайка
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к гайке, используемой в качестве гайки ходового винта или подобного электрического исполнительного механизма.
Предпосылки создания изобретения
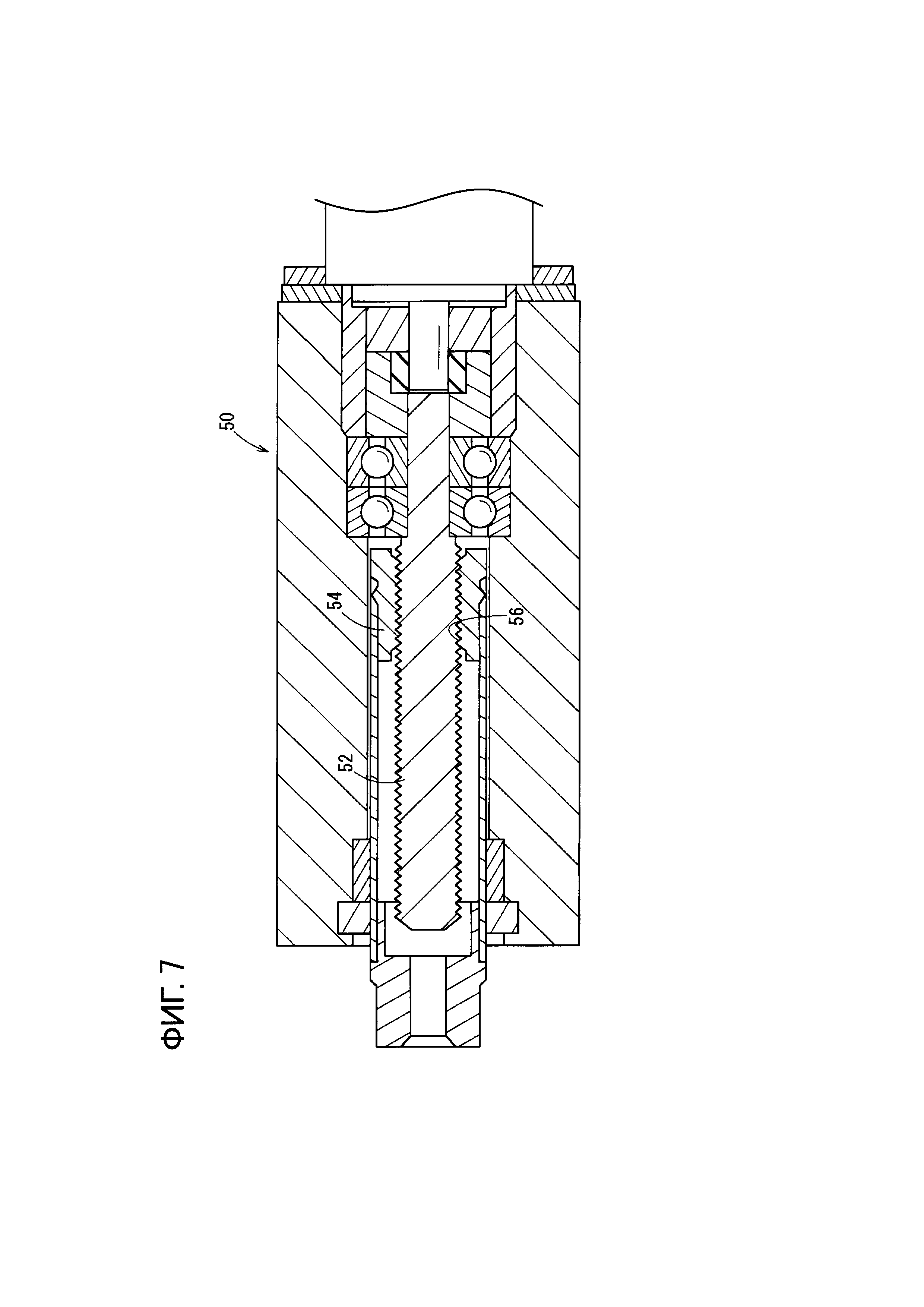
Например, как показано на фиг. 7, в случае, когда в электрическом исполнительном механизме 50 для транспортировки обрабатываемой детали ось 52 ходового винта вращается электродвигателем (непоказанным), гайка 54 ходового винта, приведенная в резьбовое зацепление с осью 52 ходового винта, скользит в направлении оси 52 ходового винта под действием вращения оси 52 ходового винта. При этом электрический исполнительный механизм 50 представляет собой известное устройство, и поэтому его подробное описание не приводится.
Нанесение резьбы на гайку 54 ходового винта выполняют путем нарезания, например, метчиком или резьбонарезным инструментом. В опубликованных выложенных заявках на выдачу патента на изобретение Японии №06-081828, №07-224826, №09-242841, №09-317741, №11-082459 и №2006-346704, и в выданном патенте Японии на полезную модель №3100223, раскрыты известные из уровня техники способы изготовления гайки, включающие в себя нарезание.
Сущность изобретения
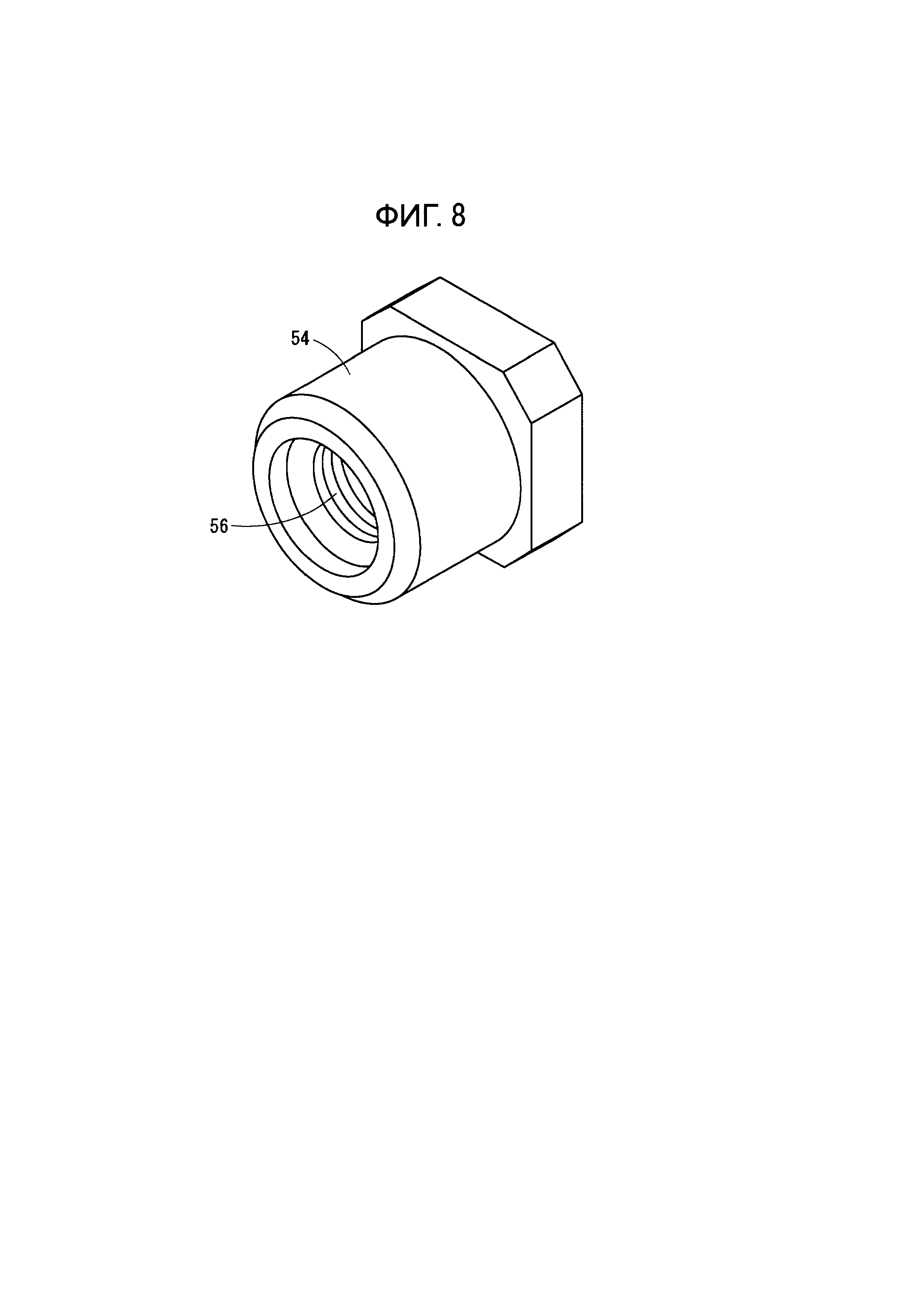
Однако, как показано на фиг. 7 и 8, известную из уровня техники гайку 54 ходового винта изготавливают в виде гайки, в целом представляющей собой одну деталь. Поэтому для каждого из параметров, таких как длина резьбы и т.п., требуется изготовление отдельной такой детали, а также отдельные средства контроля параметров этой детали.
При этом использование режущих инструментов, таких как метчик, резьбонарезной инструмент или т.п., при изготовлении накладывает ограничение на длину резьбы гайки 54 ходового винта со стороны длины режущего инструмента. Кроме того, в случае выполнения поверхностной обработки для формирования защитного покрытия на резьбе 56 гайки 54 ходового винта, обеспечивающего уменьшение износа и повышение способности к скольжению, возникают затруднения с контролем толщины защитного покрытия на центральном участке резьбы 56.
Кроме того, стоимость изготовления гайки 54 ходового винта возрастает пропорционально величине нарезания на заготовке для гайки 54 ходового винта. Например, формирование резьбового участка 56 многозаходной резьбы, в частности, при нарезании с использованием резьбонарезного инструмента, требует выполнения возвратно-поступательного движения режущего инструмента по отношению к заготовке в соответствии числом заходов, что приводит к увеличению времени нарезания и повышению стоимости изготовления.
Настоящее изобретение было разработано с целью решения описанных выше проблем, и задачей настоящего изобретения является создание гайки, позволяющей упростить контроль параметров, а также сократить время обработки и снизить стоимость изготовления этой гайки.
Для решения поставленной выше задачи гайка в соответствии с настоящим изобретением включает в себя множество пластинчатых элементов, в которых выполнены сквозные отверстия практически одинакового диаметра, причем в каждом из пластинчатых элементов сформировано множество выступов профиля резьбы, выступающих внутрь сквозного отверстия и отстоящих на заданный угловой промежуток друг от друга, и эти пластинчатые элементы послойно наложены друг на друга так, что сквозные отверстия располагаются практически коаксиально друг другу.
При такой конструкции гайку создают в результате послойного наложения пластинчатых элементов друг на друга, каждый из которых имеет выступы профиля резьбы, выступающие внутрь сквозного отверстия. Следовательно, настоящее изобретение не требует проведения операции нарезания, и потому позволяет сократить время обработки и снизить стоимость изготовления.
В частности, вышеупомянутый технический эффект заключается в том, что вместо известного из уровня техники способа, при использовании которого длина резьбы определяется величиной подачи при нарезании, настоящее изобретение обеспечивает возможность беспрепятственной сборки гайки в результате послойного наложения множества вышеупомянутых пластинчатых элементов друг на друга в соответствии с требуемой длиной резьбы. Следовательно, из указанных пластинчатых элементов одного типа можно получить гайки, имеющие требуемую длину резьбы. При этом пластинчатые элементы изготавливают, например, путем формирования сквозных отверстий и выступов профиля резьбы в результате пластического деформирования, такого как прессование или т.п.
Кроме того, в настоящем изобретении длина режущего инструмента не ограничивает длину резьбы. Поэтому возможно изготовление гайки в результате послойного наложения требуемого числа пластинчатых элементов друг на друга. Кроме того, возможность формирования защитного покрытия на каждом из этих пластинчатых элементов позволяет упростить контроль толщины защитного покрытия.
При вышеописанной конструкции в соответствии с настоящим изобретением появляется возможность упрощения контроля параметров гайки, а также сокращения времени обработки и изготовления гайки невысокой стоимости.
В предпочтительном варианте настоящего изобретения выступы профиля резьбы представляют собой выступы профиля многозаходной резьбы и между выступами профиля резьбы в каждом из пластинчатых элементов сформированы зазоры, обеспечивающие отсутствие взаимного перекрытия выступов профиля резьбы вдоль направления оси гайки. Поэтому выступы профиля резьбы могут быть сформированы в результате пластического деформирования заготовки для пластинчатого элемента.
В этом случае при условии, что толщина каждого из пластинчатых элементов не превышает шага резьбы каждого из выступов профиля резьбы, формировать эти выступы профиля резьбы можно без затруднений.
Кроме того, в настоящем изобретении за счет взаимного соединения пластинчатых элементов появляется возможность беспрепятственного получения гайки, имеющей длину резьбы, достаточную для использования этой гайки в качестве гайки ходового винта.
В частности, в предпочтительном варианте внешние окружные участки каждого из пластинчатых элементов соединены между собой в состоянии после послойного наложения пластинчатых элементов друг на друга, при котором выступы профиля резьбы каждого из пластинчатых элементов являются продолжением друг друга в направлении оси гайки.
Кроме того, взаимное соединение пластинчатых элементов в состоянии после приведения приспособления со сформированной наружной резьбой в резьбовое зацепление с выступами профиля резьбы обеспечивает возможность изготовления гайки с регулированием шага резьбы с достаточной точностью.
В этом случае в предпочтительном варианте за счет резьбового зацепления выступов профиля резьбы с наружной резьбой послойное наложение пластинчатых элементов друг на друга проводят без зазора относительно этого приспособления в направлении оси. Это обеспечивает возможность изготовления гайки без люфта с высокой точностью.
Кроме того, в предпочтительном варианте осуществления для доведения люфта между гайкой и осью винта объекта, образующегося после приведения гайки в резьбовое зацепление с этой осью винта объекта, до заданной величины, соответствующей параметрам этого объекта, за счет резьбового зацепления выступов профиля резьбы с наружной резьбой какого-либо одного приспособления из множества приспособлений послойное наложение пластинчатых элементов друг на друга проводят без зазора относительно этого одного приспособления. В этом случае также обеспечивается возможность изготовления гайки без люфта с высокой точностью. Кроме того, гайка может быть изготовлена в соответствии с параметрами объекта, в котором гайка входит в резьбовое зацепление с осью винта этого объекта (например, с параметрами электрического исполнительного механизма с этой гайкой, встроенной в качестве гайки ходового винта) в результате выбора подходящего приспособления и приведения пластинчатых элементов в резьбовое зацепление с наружной резьбой выбранного приспособления. Таким образом, за счет приведения изготовленной гайки в резьбовое зацепление с осью винта объекта (с осью ходового винта этого электрического исполнительного механизма) появляется возможность регулирования люфта, образующегося между этой гайкой и осью винта, и доведения этого люфта до заданной величины (например, до оптимальной величины), соответствующей указанным параметрам.
Поэтому взаимное соединение пластинчатых элементов в результате сваривания обеспечивает возможность беспрепятственного получения вышеупомянутой гайки.
Краткое описание чертежей
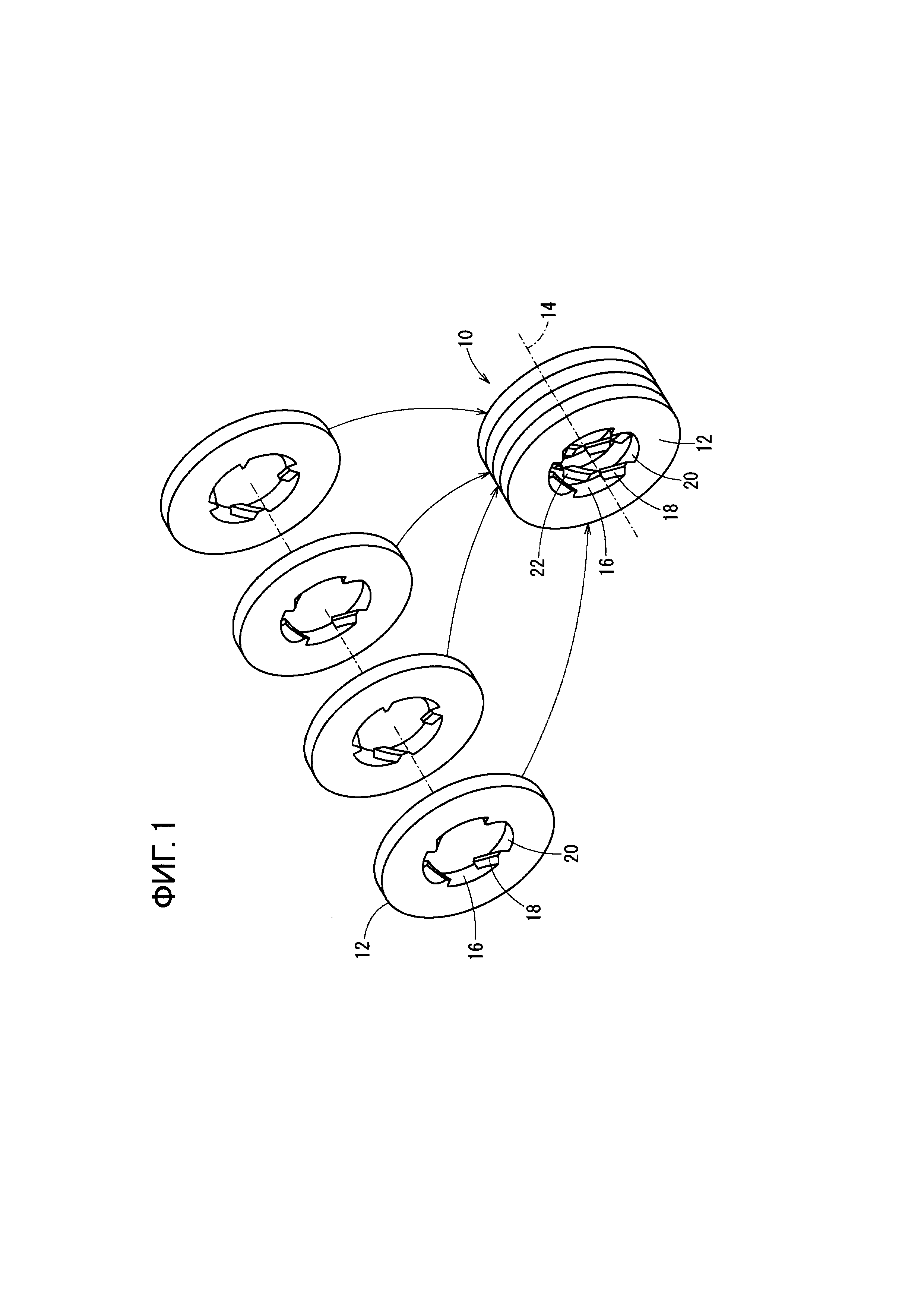
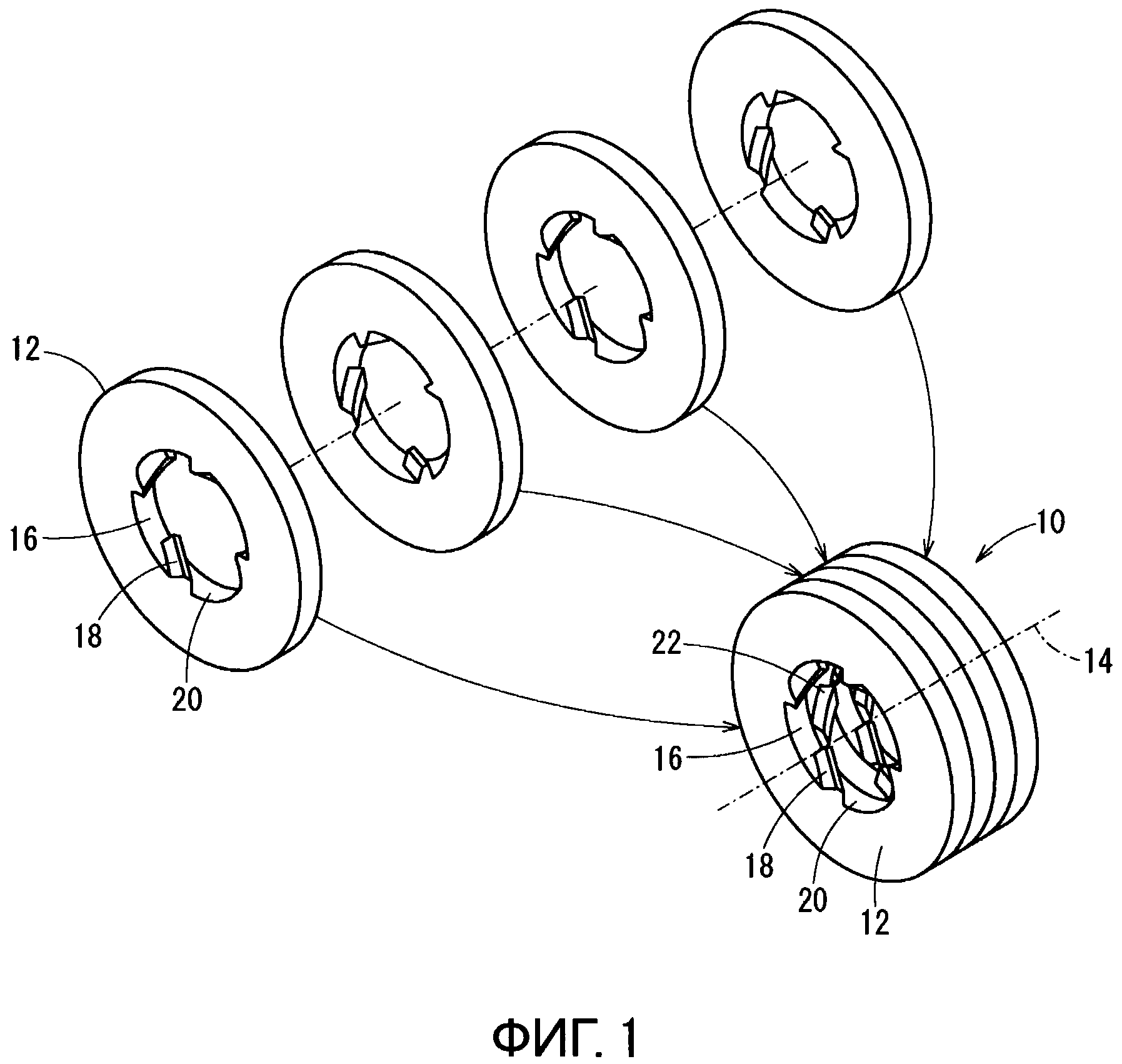
Фиг. 1 - вид в перспективе, иллюстрирующий процесс сборки многослойной гайки согласно варианту осуществления настоящего изобретения;
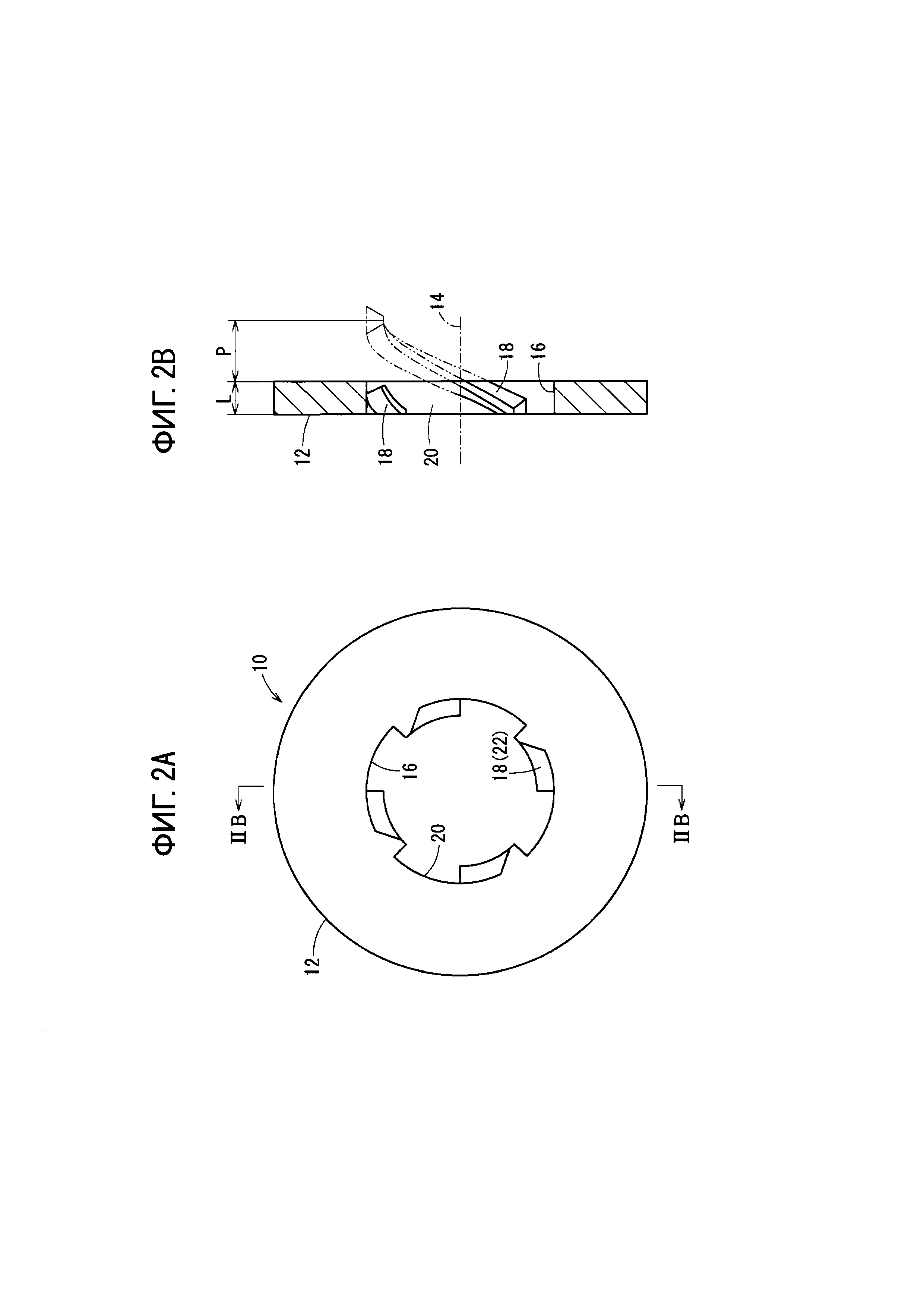
Фиг. 2А - вид спереди тонкой гайки, представленной на фиг. 1;
Фиг. 2В - вид гайки, представленной на фиг. 2А, в разрезе по линии IIB-IIB;
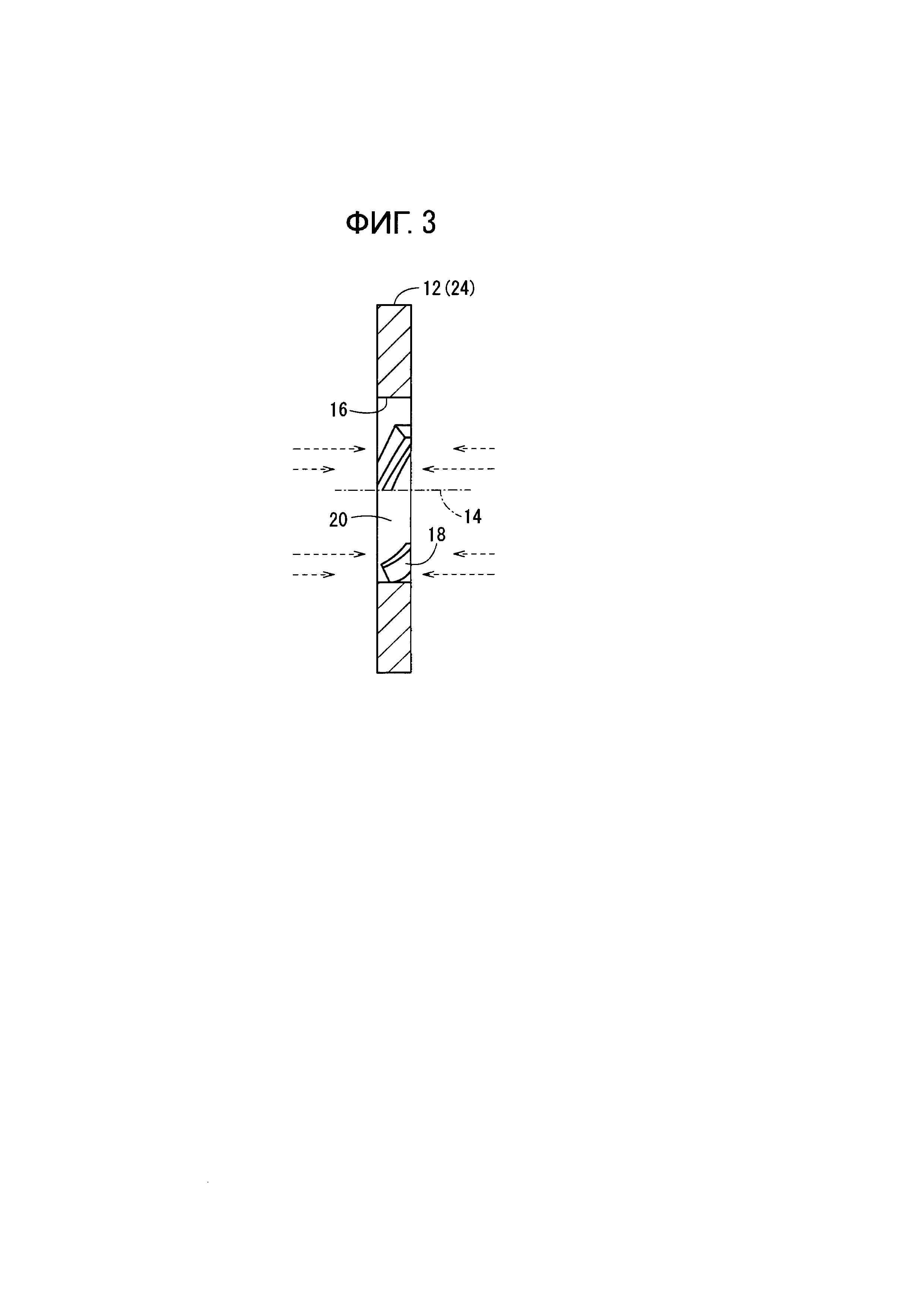
Фиг. 3 - вид тонкой гайки в разрезе, иллюстрирующий форму резьбового участка этой гайки;
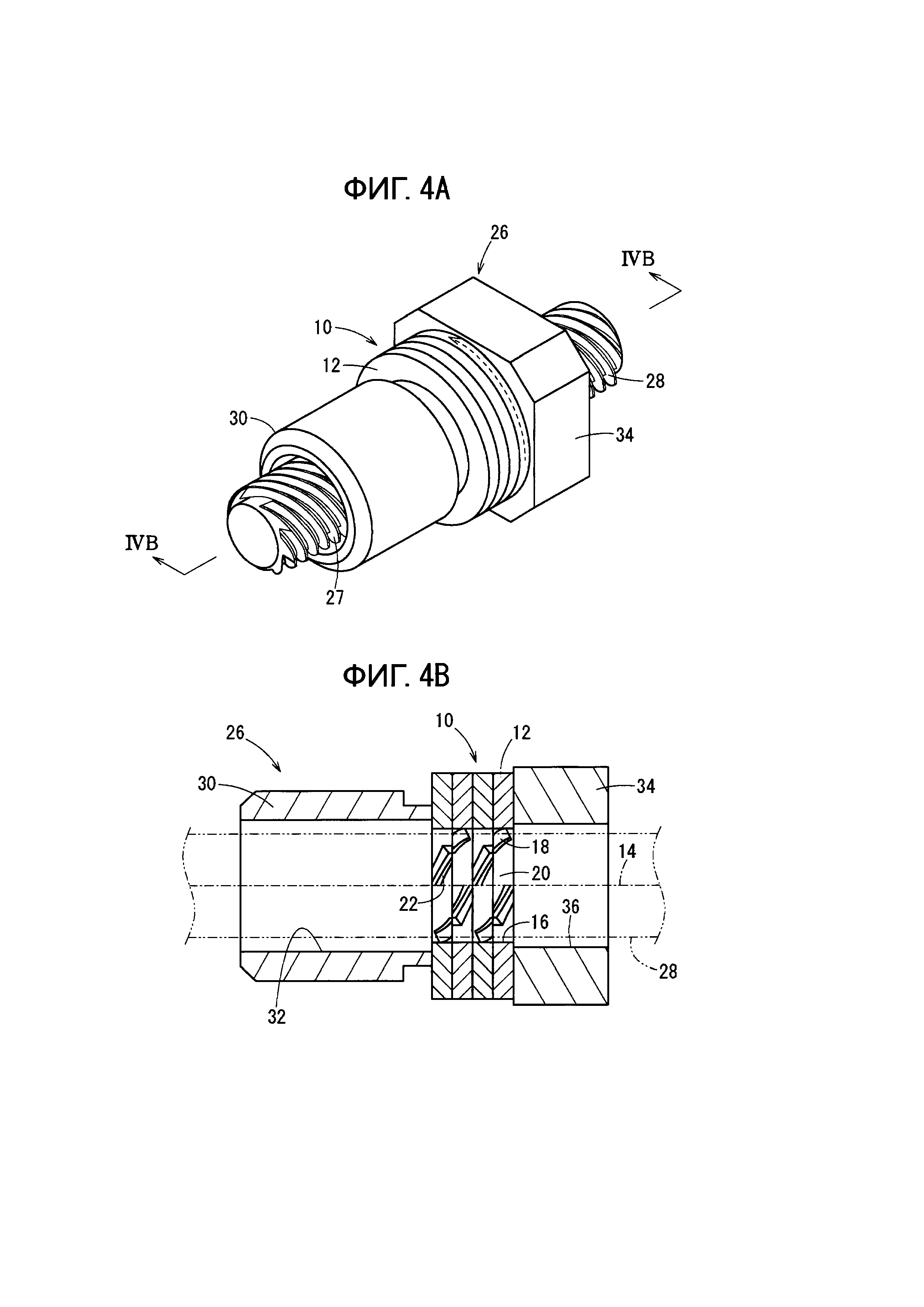
Фиг. 4А - вид в перспективе многослойной гайки, изготовленной с использованием приспособления для регулирования шага;
Фиг. 4В - вид гайки, представленной на фиг. 4А, в разрезе по линии IVB-IVB;
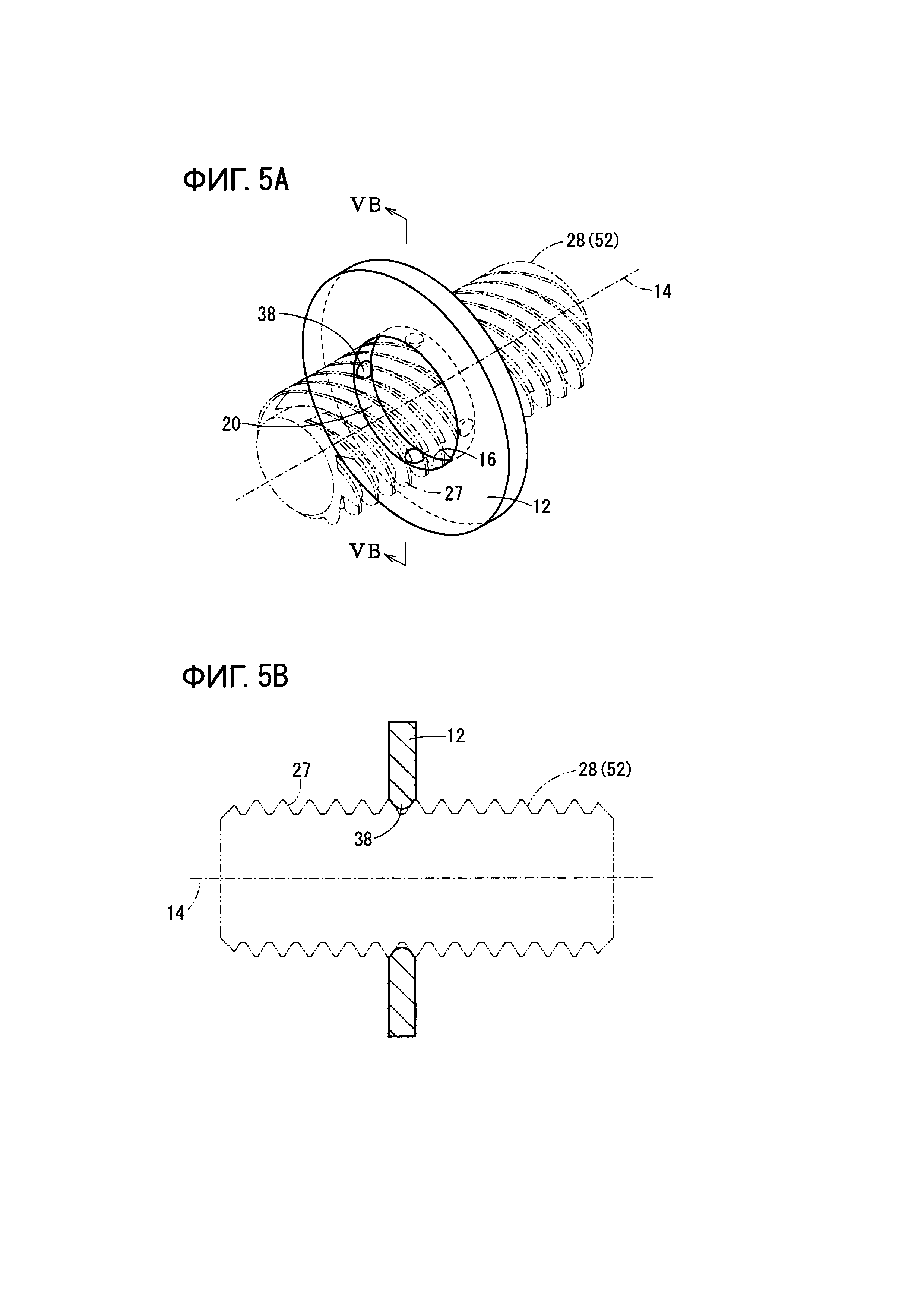
Фиг. 5А - вид в перспективе многослойной гайки другой конструкции;
Фиг. 5В - вид гайки, представленной на фиг. 5А, в разрезе по линии VB-VB;
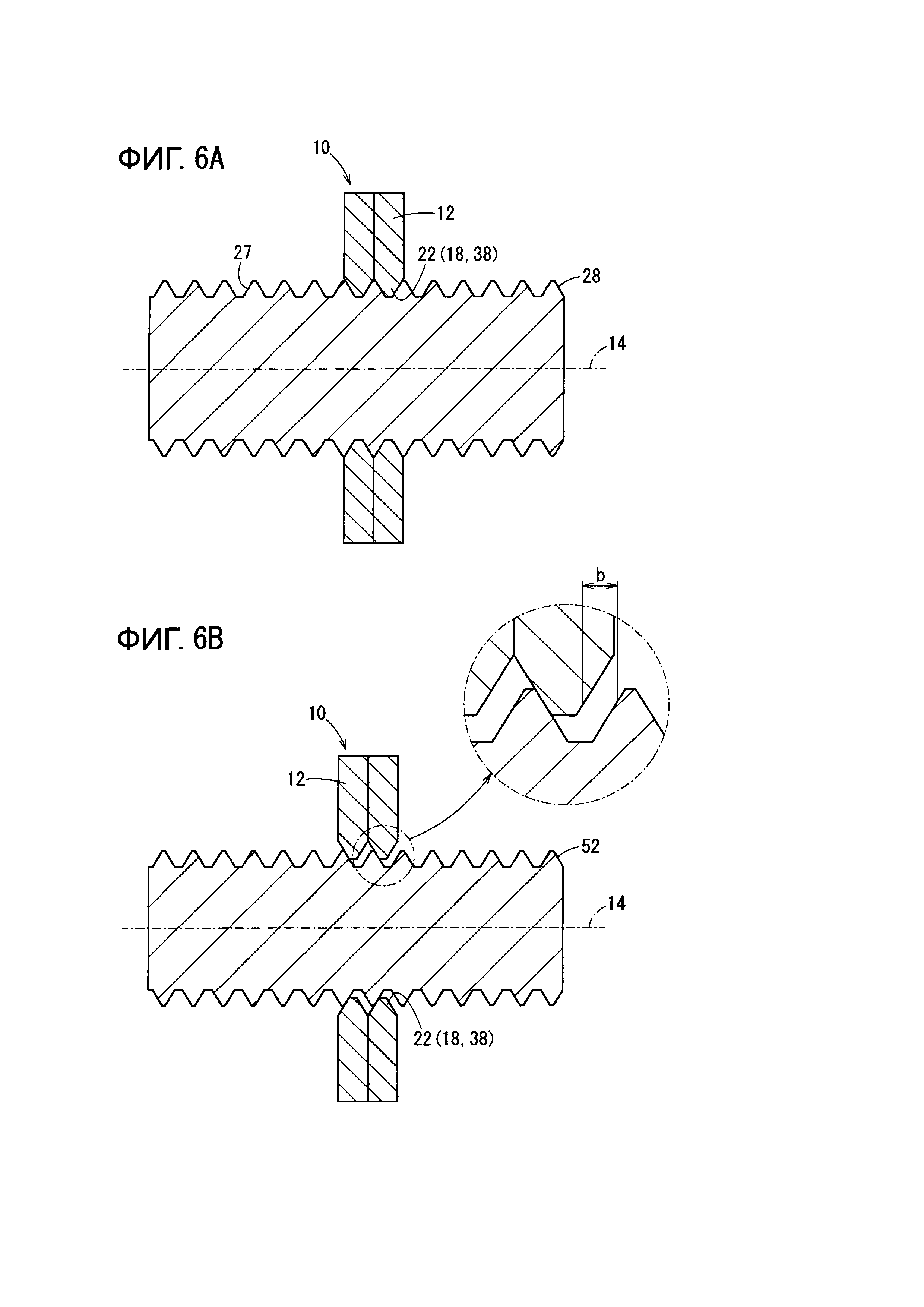
Фиг. 6А - вид в разрезе многослойной гайки с люфтом, изготовленной с использованием приспособления для регулирования шага;
Фиг. 6В - вид в разрезе многослойной гайки, изготовленной по способу, соответствующему фиг. 6А, приведенной в резьбовое зацепление с осью ходового винта;
Фиг. 7 - вид электрического исполнительного механизма в частичном разрезе; и
Фиг. 8 - вид в перспективе гайки ходового винта, представленной на фиг. 7.
Описание вариантов осуществления
Ниже приводится описание предпочтительного варианта осуществления гайки в соответствии с настоящим изобретением, сопровождаемое ссылками на чертежи. Конструкция в соответствии с вариантом осуществления
Как показано на фиг. 1-3, гайку 10, соответствующую рассматриваемому варианту осуществления, изготавливают путем послойного наложения пластинчатых элементов 12 практически одинаковой формы из металла, такого как алюминий или т.п., друг на друга в направлении вдоль центральной оси 14 (в направлении осевой линии) и последующего взаимного соединения внешних окружных участков этих пластинчатых элементов 12 в результате сваривания, такого как лазерное сваривание или т.п. При этом ниже в некоторых случаях пластинчатый элемент 12 с меньшей по отношению к гайке 10 толщиной именуют тонкой гайкой 12, а гайку 10, сформированную путем послойного наложения множества тонких гаек 12 друг на друга, - многослойной гайкой 10.
Тонкая гайка 12 представляет собой тонкий (кольцеобразный) элемент в форме шайбы, имеющий сквозное отверстие 16. На внутренней окружной поверхности тонкой гайки 12 сформировано множество выступов 18 профиля резьбы, выступающих внутрь сквозного отверстия 16 и отстоящих на заданный угловой промежуток друг от друга. При этом фиг. 1-3 иллюстрируют в качестве одного примера гайку с четырьмя выступами 18 профиля резьбы, сформированными с угловым промежутком, составляющим приблизительно 90 градусов.
Каждый выступ 18 профиля резьбы представляет собой выступ профиля многозаходной резьбы. Кроме того, между выступами 18 профиля резьбы сформированы зазоры 20, отстоящие друг от друга на заданный угловой промежуток. Такое формирование зазоров 20 в каждой тонкой гайке 12, как показано на фиг. 2В, обеспечивает отсутствие взаимного перекрытия выступов профиля резьбы в направлении вдоль центральной оси 14.
Кроме того, в рассматриваемом варианте осуществления послойное наложение тонких гаек 12 друг на друга в направлении центральной оси 14 выполняют в состоянии после взаимного смещения выступов 18 профиля резьбы по фазе, в результате которого выступы 18 профиля резьбы соседних тонких гаек 12 становятся продолжением друг друга. В этом случае толщину L тонкой гайки 12 задают такой, чтобы она не превышала шага Р резьбы (каждого выступа 18 профиля резьбы) на резьбовом участке 22, образующемся в результате послойного наложения тонких гаек 12 друг на друга. В рассматриваемом варианте осуществления в качестве примера приведена конструкция, в которой число заходов резьбы составляет четыре, a L=Р/2 (половину шага).
При этом, как показано на фиг. 3, за счет приложения усилия сжатия к пластинчатой заготовке 24 в результате прессования или т.п. в направлении вправо и влево вдоль центральной оси 14 в этой заготовке 24 формируют сквозное отверстие 16 и выступы 18 профиля резьбы, и таким образом изготавливают тонкую гайку 12. На фиг. 3 направления приложения усилий сжатия показаны пунктирными стрелками.
Фиг. 4А и 4В иллюстрируют случай изготовления гайки 26 ходового винта с встроенной многослойной гайкой 10 для электрического исполнительного механизма 50 (см. фиг. 7) в качестве объекта.
Прежде всего, каждую тонкую гайку 12 приводят в резьбовое зацепление с цилиндрическим зажимным приспособлением 28 для регулирования шага, на котором, как и на оси 52 ходового винта, сформирована наружная резьба 27. В этом случае тонкие гайки 12 приводят в резьбовое зацепление с наружной резьбой 27 приспособления 28 для регулирования шага одну за другой, и в результате обеспечения плотного контакта соседних тонких гаек 12 получают многослойную конструкцию.
Затем со стороны одного конца приспособление 28 для регулирования шага вставляют в сквозное отверстие 32 трубчатого элемента 30, и одну поверхность многослойной конструкции из тонких гаек 12 приводят в контакт с этим трубчатым элементом 30. Со стороны другого конца приспособление 28 для регулирования шага вставляют в сквозное отверстие 36 блока 34, и другую поверхность многослойной конструкции из тонких гаек 12 приводят в контакт с этим блоком 34.
Затем, как показано пунктиром, внешние окружные участки многослойной конструкции из тонких гаек 12 подвергают свариванию в окружном направлении, такому как лазерное сваривание или т.п., которое позволяет соединить тонкие гайки 12 между собой и получить в результате готовую многослойную гайку 10. Кроме того, свариванию, такому как лазерное сваривание, подвергают и участки контакта между многослойной гайкой 10 и трубчатым элементом 30, а также между многослойной гайкой и блоком 34, в результате чего получают готовую гайку 26 ходового винта. При этом сваривание внешних окружных участков многослойной конструкции выполняют, например, на множестве участков в окружном направлении.
В результате вместо известной из уровня техники гайки 54 ходового винта (см. фиг. 7 и 8) в электрическом исполнительном механизме 50 может быть смонтирована гайка 26 ходового винта, включающая в себя многослойную гайку 10 в соответствии с рассматриваемым вариантом осуществления. При этом в рассматриваемом варианте осуществления описан случай использования приспособления 28 для регулирования шага, представляющего собой отдельный от оси 52 ходового винта элемент, однако в качестве такого приспособления 28 для регулирования шага может быть использована и ось 52 ходового винта как таковая.
Модификации рассматриваемого варианта осуществления
Фиг. 5А и 5В иллюстрируют модификацию многослойной гайки 10 в соответствии с рассматриваемым вариантом осуществления. Для простоты описания на фиг. 5А и 5В представлены только одна тонкая гайка 12 и приспособление 28 для регулирования шага (или ось 52 ходового винта).
Эта модификация представляет собой конструкцию с выступами 38 профиля резьбы круглой формы, образованными полусферическими выступами, сформированными на внутренней окружной поверхности тонкой гайки 12 с заданными угловыми промежутками. Выполнение послойного наложения тонких гаек 12 друг на друга в направлении центральной оси 14 и лазерного сваривания или т.п. на внешних окружных поверхностях тонких гаек 12 позволяет и в этом случае изготавливать многослойную гайку 10 с резьбовым участком 22, образованным выступами 38 профиля резьбы круглой формы.
Как указано выше, в рассматриваемом варианте осуществления могут быть использованы выступы 18, 38 профиля резьбы любой формы, обеспечивающей возможность накручивания многослойной гайки 10 на ось 52 ходового винта, используемую в комбинации с этой многослойной гайкой 10. То есть появляется возможность использования многослойной гайки 10 в случае формы выступов профиля резьбы, не только соответствующих обычной метрической (стандартной) резьбе, но и выступов профиля резьбы, например, трапецеидальной или прямоугольной формы.
Фиг. 6А и 6В иллюстрируют другую модификацию многослойной гайки 10 в соответствии с рассматриваемым вариантом осуществления. При этом для простоты описания на фиг. 6А представлены только две тонких гайки 12 и приспособление 28 для регулирования шага, а на фиг. 6В - только две тонких гайки 12 и ось 52 ходового винта.
Как показано на фиг. 6А, тонкие гайки 12, имеющие выступы 18, 38 профиля резьбы, приводят в резьбовое зацепление с наружной резьбой 27 приспособления 28 для регулирования шага. В этом случае тонкие гайки 12 накручивают одну за другой и приводят в резьбовое зацепление с наружной резьбой 27. За счет этого в результате послойного наложения этих тонких гаек друг на друга без зазора в направлении вдоль центральной оси 14 получают многослойную гайку 10. При этом возникновение осевого усилия между тонкими гайками 12 приводит к послойному наложению этих тонких гаек 12 друг на друга без люфта в накрученном состоянии, подобно двойной гайке. За счет использования этих тонких гаек 12 в состоянии после такого послойного наложения друг на друга изготавливают многослойную гайку 10 с высокой точностью без люфта. Очевидно, что многослойную гайку 10 также подвергают вышеописанному свариванию.
На фиг. 6В представлена многослойная гайка 10, изготовленная по соответствующему фиг. 6А способу и приведенная в резьбовое зацепление, например, с осью 52 ходового винта с выступами профиля резьбы треугольной формы, диаметр которых меньше, чем диаметр наружной резьбы 27 приспособления 28 для регулирования шага. В этом случае уменьшение диаметра оси 52 ходового винта по сравнению с диаметром резьбы 22 многослойной гайки 10 приводит к возникновению люфта b на ширину зазора между резьбовым участком 22 и осью 52 ходового винта в направлении, параллельном центральной оси 14. Как указано выше, изготовление многослойной гайки 10 с высокой точностью без люфта позволяет в случае комбинации этой многослойной гайки 10 с осью 52 ходового винта доводить люфт b до требуемой величины.
Кроме того, в еще одном другом варианте осуществления возможна предварительная подготовка множества приспособлений 28 для регулирования шага с разным диаметром (например, с разным эффективным диаметром). В этом случае одно из приспособлений 28 для регулирования шага выбирают в соответствии с параметрами электрического исполнительного механизма 50, имеющего ось 52 ходового винта, и каждую из тонких гаек 12 приводят в резьбовое зацепление с наружной резьбой 27 выбранного приспособления 28 для регулирования шага. В этом случае между тонкими гайками 12 также возникает осевое усилие, и послойное наложение тонких гаек 12 друг на друга происходит без люфта накрученном состоянии, подобно двойной гайке. В результате изготавливают многослойную гайку 10 с высокой точностью без люфта.
После этого при приведении многослойной гайки 10 в резьбовое зацепление с осью 52 ходового винта люфт b, образующийся между осью 52 ходового винта и многослойной гайкой 10, приобретает оптимальную величину, удовлетворяющую параметрам электрического исполнительного механизма 50. То есть в еще одном другом варианте осуществления подготовка множества приспособлений 28 для регулирования шага со ступенчатым изменением диаметров обеспечивает возможность ступенчатого регулирования величины люфта b. В результате в случае определенной допустимой степени разброса точности оси 52 ходового винта с точки зрения массовости производства и стоимости появляется возможность изготовления многослойной гайки 10 с высокой точностью без люфта и, следовательно, возможность свободного регулирования люфта b. То есть в еще одном другом варианте осуществления возможно регулирование люфта b и доведение его до оптимальной величины, соответствующей параметрам электрического исполнительного механизма 50.
Кроме того, в рассматриваемом варианте осуществления взаимное соединение внешних окружных участков пластинчатых элементов 12 в состоянии после послойного наложения друг на друга не ограничивается вышеупомянутым лазерным свариванием. Очевидно, многослойная гайка 10 может быть изготовлена и за счет взаимного соединения пластинчатых элементов 12 в состоянии после послойного наложения друг на друга в результате использования различных способов сваривания, таких как сварка сопротивлением или т.п.
Кроме того, в рассматриваемом варианте осуществления взаимное соединение пластинчатых элементов 12 в состоянии после послойного наложения друг на друга не ограничивается каким-либо из различных видов сваривания, таким как вышеупомянутое лазерное сваривание или т.п. Возможно также изготовление многослойной гайки 10 за счет взаимного соединения пластинчатых элементов 12 в состоянии после послойного наложения друг на друга в результате использования любого другого способа соединения, такого как с помощью клея, заклепок или т.п.
Технический эффект рассмотренных вариантов осуществления
Как указано выше, многослойную гайку 10 в соответствии с рассмотренным вариантом осуществления создают в результате послойного наложения пластинчатых элементов 12, каждый из которых имеет выступы 18, 38 профиля резьбы, выступающие внутрь сквозного отверстия 16, друг на друга. Следовательно, рассмотренный вариант изобретения не требует проведения операции нарезания, и потому позволяет сократить время обработки и снизить стоимость изготовления.
В частности, этот технический эффект заключаются в том, что вместо известного из уровня техники способа, при использовании которого длина резьбы определяется величиной подачи при нарезании, рассмотренный вариант осуществления обеспечивает возможность беспрепятственной сборки гайки в результате послойного наложения множества тонких гаек 12 друг на друга в соответствии с требуемой длиной резьбы. Следовательно, из тонких гаек 12 одного типа можно получить многослойные гайки 10, имеющие требуемую длину резьбы.
Кроме того, в рассмотренном варианте осуществления длина режущего инструмента не ограничивает длину резьбы. Поэтому возможно изготовление многослойной гайки 10 в результате послойного наложения требуемого числа тонких гаек 12 друг на друга. Кроме того, возможность формирования защитного покрытия на каждой из этих тонких гаек 12 позволяет упростить контроль толщины защитного покрытия.
При вышеописанной конструкции в соответствии с настоящим изобретением появляется возможность упрощения контроля параметров многослойной гайки 10, а также сокращения времени обработки и изготовления многослойной гайки 10 невысокой стоимости.
Кроме того, в многослойной гайке 10 выступы 18, 38 профиля резьбы представляют собой выступы профиля многозаходной резьбы и между выступами 18, 38 профиля резьбы в каждой из тонких гаек 12 сформированы зазоры 20, обеспечивающие отсутствие взаимного перекрытия выступов 18, 38 профиля резьбы в направлении вдоль центральной оси 14 многослойной гайки 10. Поэтому выступы 18 профиля резьбы могут быть сформированы в результате пластического деформирования заготовки 24 для тонкой гайки 12.
В этом случае при условии, что толщина L каждой тонкой гайки 12 не превышает шага Р резьбы каждого из выступов 18, 38 профиля резьбы, формировать эти выступы 18, 38 профиля резьбы можно без затруднений.
Кроме того, в рассмотренном варианте осуществления за счет взаимного соединения тонких гаек 12 в состоянии после послойного наложения друг на друга обеспечивается возможность беспрепятственного получения многослойной гайки 10, имеющей длину резьбы, достаточную для использования этой гайки в качестве гайки 26 ходового винта.
В частности, внешние окружные участки каждой из тонких гаек 12 соединены между собой в состоянии после послойного наложения тонких гаек 12 друг на друга, при котором эти выступы 18, 38 профиля резьбы являются продолжением друг друга в направлении вдоль центральной оси 14 многослойной гайки 10.
В этом случае взаимное соединение тонких гаек 12 в состоянии после приведения приспособления 28 для регулирования шага (или оси 52 ходового винта) со сформированной наружной резьбой 27 в резьбовое зацепление с выступами 18, 38 профиля резьбы обеспечивает возможность изготовления многослойной гайки 10 с регулированием шага Р резьбы с достаточной точностью.
Кроме того, за счет резьбового зацепления выступов 18, 38 профиля резьбы тонких гаек 12 с наружной резьбой 27 приспособления 28 для регулирования шага послойное наложение тонких гаек 12 друг на друга проводят без зазора относительно этого приспособления 28 для регулирования шага вдоль центральной оси 14, что обеспечивает возможность изготовления многослойной гайки 10 гайки без люфта с высокой точностью.
Кроме того, для доведения люфта b между многослойной гайкой 10 и осью 52 ходового винта, образующегося после приведения многослойной гайки 10 в резьбовое зацепление с этой осью 52 ходового винта электрического исполнительного механизма 50, до заданной величины b, соответствующей параметрами электрического исполнительного механизма 50, за счет резьбового зацепления выступов 18, 38 профиля резьбы тонких гаек 12 с наружной резьбой 27 какого-либо одного приспособления 28 для регулирования шага из множества приспособлений 28 для регулирования шага послойное наложение пластинчатых элементов друг на друга проводят без зазора относительно этого одного приспособления. При этом и в этом случае обеспечивается возможность изготовления многослойной гайки 10 гайки без люфта с высокой точностью. Кроме того, многослойная гайка 10 может быть изготовлена в соответствии с параметрами электрического исполнительного механизма 50 с многослойной гайкой 10, встроенной в качестве гайки ходового винта, в результате выбора подходящего приспособления 28 для регулирования шага и приведения тонких гаек 12 в резьбовое зацепление с наружной резьбой 27 выбранного приспособления 28 для регулирования шага. Таким образом, за счет приведения изготовленной многослойной гайки 10 в резьбовое зацепление с осью 52 ходового винта электрического исполнительного механизма 50 появляется возможность регулирования люфта b, образующегося между этой многослойной гайкой 10 и осью 52 ходового винта, и доведения этого люфта до оптимальной величины, соответствующей указанным параметрам.
За счет последующего взаимного соединения внешних окружных участков пластинчатых элементов 12 в состоянии после послойного наложения друг на друга в результате сваривания обеспечивается возможность беспрепятственного получения вышеупомянутой многослойной гайки 10.
При этом настоящее изобретение не ограничивается вышеописанным вариантом осуществления и допускает возможность использования самые различных конструкций, не выходящих за пределы объема настоящего изобретения.
Поворотный исполнительный механизм
Переключающий клапан
Гидро (пневмо) цилиндр
Зажимное устройство
Устройство для пробивки отверстий
Гидро(пневмо)цилиндр
Гидро(пневмо)цилиндр
Гидро(пневмо)цилиндр
Приспособление для крепления датчика (варианты)
Гидро(пневмо)цилиндр
Электрический исполнительный механизм
Устройство удаления пыли и система удаления пыли

