Результат интеллектуальной деятельности: 3D ПРИНТЕР
Вид РИД
Изобретение
Изобретение относится к средствам изготовления объемных трудоемких деталей и конструкций из металла послойным синтезом и может быть применено в различных отраслях машиностроения.
Трехмерная (3D) печать (послойный синтез) - это процесс изготовления трехмерного твердого объекта из цифровой модели. 3D печать, как правило, достигается с использованием процесса добавления, в котором последовательные слои материала укладываются в разные формы.
Трехмерная (3D) печать или аддитивное производство определяется как «способ соединения материалов, при котором происходит послойное создание объекта по заданной цифровой трехмерной модели».
Однако есть проблемы с 3D-печатью, в частности, в отношении использования металлических материалов для печати. Технологии с прямой подачей материала разделяются на две группы: с подачей порошка и подачей проволоки.
Несмотря на высокую точность и низкую шероховатость поверхности получаемых деталей для производства больших изделий технологии с подачей порошка неприменимы ввиду низких скоростей построения (порошок - 10 гр/мин, проволока - 330 гр/мин по нержавеющей стали).
Цена порошка существенно выше цены проволоки (порошок титана-200 USD/кг, проволока титана - 60 USD/кг), а потери порошка при печати могут составлять до 50%.
Изделия, напечатанные с подачей порошка, как правило, отличаются более высокой пористостью (0,1-2% в зависимости от материала).
Также существенным недостатком данного способа подачи являются высокие требования к охране труда при работе с мелкодисперсными порошками и экологический аспект.
Устройства 3D печати (3D принтеры), использующие в качестве расходуемого материала проволоку, в зависимости от источника концентрированной энергии могут подразделяться на лазерные, электронно-лучевые и электродуговые.
3D принтеры, использующие в качестве источника энергии лазерные лучи отличаются повышенной точностью, по сравнению с другими способами, использующими проволоку, но имеют низкую энергетическую эффективность около 2…5%.
3D принтеры, использующие электронно-лучевую аддитивную наплавку обладают более значительной энергетической эффективностью - 15…20%, однако изначально такие принтеры работают в вакуумной среде. Соответственно размер деталей, произведенных электроннолучевой наплавкой проволокой ограничен размером вакуумной камеры (с учетом размещаемого в ней оборудования). Кроме того, необходимость работы с вакуумным оборудованием накладывает определенные сложности.
По сравнению с лазерной и электронно-лучевой наплавкой, электродуговая наплавка произвольных форм, с привлечением электродуговой сварки плавящимся или не плавящимся электродом в защитном газе обладает значительной энергоэффективностью. Однако высокая энергоэффективность дуги не делает устройства с электродуговой наплавкой популярным, т.к. дуга обладает высокой нестабильностью, режим работы которой зависит от множества параметров, в том числе и от свойств материала. Работа с дугой требует защитной атмосферы инертного газа.
Технологии с использованием электронных пучков по энергоэффективности и точности построения находятся между лазерными и дуговыми, и являются оптимальными для построения крупногабаритных изделий с достаточно высокой точностью.
Все устройства аддитивной наплавки металлической проволокой обладают общими недостатками:
- остаточные напряжения и деформации изготовленных объектов, вызванные интенсивным нагревом,
характерная «ступенчатая» поверхность, .т.е. изготовленные объекты имеют низкую чистоту поверхности и, так следствие, относительно низкую точность изготовления,
- для всех устройств аддитивной печати с подачей проволоки характерна упрощенная геометрия изделий, которая обуславливается тем фактом, что невозможно резко прервать подачу расплавленного металла, расплавленная капля будет тянуться за головкой, создавая лишние соединения, не предусмотренные программой, т.е. печать проволокой используют при изготовлении деталей с замкнутой траекторией. Объекты сложной формы проволокой обычно не печатают.
Из уровня техники известны технические решения, направленные на уменьшение указанных выше недостатков 3D принтеров, использующих для печати проволоку.
Так в устройстве 3D печати по патенту US 20170144242 требуемая точность изготавливаемого объекта обеспечивается доработкой изготовляемых объектов в процессе печати объекта. Для этого устройство 3D печати содержит непосредственно 3D принтер, включающий в себя источник энергии, подвижную платформу на поверхности которой изготавливается трехмерный объект; систему подачи исходного материала, приводное устройство для перемещения платформы и/или системы подачи исходного материала в соответствии с 3D моделью объекта, компьютерную систему, являющаяся частью устройства, в которой хранятся 3D модели объектов (база данных) и инструмент, который выполнен с возможностью удаления металла, осажденного с помощью источника энергии во время изготовления металлических деталей, без удаления детали с платформы.
Таким образом, высокую чистоту поверхности и точность изготовленного объекта в описанном устройстве получают за счет введения в устройство дополнительного инструмента (например головок механической обработки поверхности), который управляются компьютером, что приводит к значительному усложнению и удорожанию устройства и увеличению времени изготовления.
Известно устройство 3D печати по патенту GB 2539485, в котором для повышения качества изготовления объектов используют предварительно сформированный, для нанесения на объект, исходный материал в виде проволоки или шариков. Описанное в патенте устройство содержит платформу сборки и модуль печати включающий в себя ультразвуковую головку, предназначенную для наплавки исходного материала на изготавливаемый объект, устройство подачи исходного материала, представляющего собой предварительно сформированные шарики или проволоку, контроллер для обработки файла печати. Наплавка осуществляется ультразвуковой головкой находящейся в непосредственном контакте с исходным материалом, который подается устройством непосредственно на платформу сборки, что позволяет удерживать шарики исходного материала в заданных точках.
Устройству 3D печати по патенту GB 2539485 присущи следующие недостатки:
- наплавка осуществляется ультразвуковым методом. При этом происходит трение и небольшая пластическая деформация слоя металла в зоне сварки. Расплавление всего объема участка проволоки или шарика не происходит и трудно получить высокую однородность в объеме конечного изделия. Поэтому с помощью такого устройства можно наплавлять только небольшие детали.
Несмотря на то, что в предполагаемом изобретении заявляется форма исходного материала, по количеству общих признаков наиболее близким к заявляемому устройству является техническое решение, описанное в патенте US 7168935, которое выбрано в качестве прототипа.
Известно устройство по патенту US 7168935, использующее для печати проволоку, а в качестве источника энергии электронный луч и содержащее:
вакуумную камеру в которой расположены платформа сборки, модуль печати с механизмом подачи исходного материала (проволоки), устройство формирования электронного луча, приводное устройство для перемещения модуля печати и/или платформы сборки в соответствии с 3D моделью, компьютерную систему, в которой хранятся 3D модели изготавливаемого объекта, управляющую перемещением модуля печати и/или платформы сборки.
Описанное выше устройство реализует способ послойного создания (выращивания) металлического объекта на основе использования пучка электронов, который фокусируется на источнике металла (проволоке), непрерывно подаваемого к лучу (пучку электронов) в условиях вакуума. Электронный пучок плавит металл на вращающейся поверхности платформы, укладывая его слоями в соответствии с 3D моделью объекта, хранящейся в памяти компьютера. Процесс продолжается до полного формирования объекта. Процесс 3D печати в устройстве по патенту US 7168935 осуществляется в вакуумной камере.
Описанное устройство малоэффективно при изготовлении объектов сложной формы т.к. невозможно резко прервать подачу расплавленного металла, расплавленная капля будет тянуться за модулем печати, создавая не предусмотренные лишние соединения между элементами объекта. На описанном принтере возможно получение объектов с упрощенной геометрий. Кроме того, с помощью описанного выше устройства невозможно реализовать высокую чистоту поверхности изготавливаемого объекта из-за нестабильных размеров капель расплавляемого исходного материала.
Таким образом, с помощью описанного выше устройстве невозможно изготовить объекты сложной формы с хорошей чистотой поверхности. После изготовления объекты требуют механической обработки.
Целью предлагаемого изобретения является создание устройства 3D печати металлом, позволяющее получать объекты любой формы, с сохранением высокой скорости печати и более высокой чистотой поверхности без дополнительной механической обработки.
Для этого в устройстве 3D печати, включающем в себя камеру в которой размещены платформа на поверхности которой изготавливается трехмерный объект, модуль печати с механизмом подачи исходного материала, устройство формирования энергетического луча, приводное устройство для перемещения платформы или модуля печати в соответствии с 3D моделью объекта, компьютерную систему, в которой хранятся 3D модели объектов (база данных), используемый исходный материал представляет собой проволоку с секционированным профилем, выполненным в виде повторяющихся секций, включающих в себя утолщения и тонкие соединительные участки, площадь поперечного сечения соединительных участков меньше площади поперечного сечения утолщений не менее, чем в 10 раз, его длина не более продольного размера утолщений, причем механизм подачи исходного материала выполнен с возможностью пошаговой подачи исходного материала и точного позиционирования в заданной точке пространства очередной секции проволоки, а фокус энергетического луча сориентирован на упомянутую выше, позиционированную в нужной точке пространства, очередную секцию проволоки.
Объекты любой формы с помощью заявляемого устройства возможно изготавливать за счет того, что исходный материал подается нормированными дозами в виде расплавленной капли металла, прервать печать можно в любой точке, также как и начать печать можно в любой точке объекта. Причем указанное соотношение между площадью поперечного сечения утолщения и площадью поперечного сечения тонкой части обеспечивает с одной стороны достаточную гибкость и прочность секционной проволоки, с другой стороны теплопроводность тонкой части должна быть недостаточной для расплава утолщения следующей секции.
Длина тонкой части секции выбирается из следующих условий:
- с одной стороны расстояние между утолщениями секций должно быть достаточным, для того, чтобы в фокусе луча находилось только одно утолщение (одна секция проволоки),
- но увеличение расстояния между утолщениями приводит к уменьшению скорости подачи исходного материала, что уменьшает скорость печати.
Количество расплавленного исходного материала определяется размером утолщения секции проволоки и не зависит от времени действия луча, (т.к. исходный материал подается пошагово). При воздействии луча на исходный материал расплавляется только та секции, на утолщении которой сфокусирован луч, поэтому от капли к капле количество расплавленного материала остается постоянным. Тонкая соединительная часть секции практически не вносит изменения в массу капли. Зона расплава исходного материала на платформе меньше по сравнению с прототипом, причем размер этой зоны контролируемый и повторяется от капли к капле, что значительно уменьшает вероятность выхода расплавленного материала за пределы размера объекта, тем самым повышается точность изготовленного объекта и уменьшается шероховатость его поверхности (повышается чистота поверхности).
Высокая скорость печати, (не меньше, чем в прототипе) обуславливается тем, что расплав утолщения происходит быстрее чем расплав обычной проволоки (при одинаковой мощности энергетического луча). Это объясняется тем, что мощность, передаваемая вдоль проволоки за счет теплопроводности, определяется по формуле:
 где
где
- λ - теплопроводность материала;
- Swire - площадь сечения проволоки;
-  - длина проволоки;
- длина проволоки;
- (Т2-T1) - разность температур на концах.
Таким образом с уменьшением площади сечения и увеличением длины проволоки мощность, передаваемая вдоль проволоки уменьшается. Так для медной проволоки диаметром 2 мм мощность, теряемая за счет составляет порядка 900 Вт. При оценке принято, что проволока существенно охлаждается на расстоянии 1 мм от зоны расплава. Таким образом тонкая соединительная часть обладает малой теплопроводностью и мощность луча не передается на следующую секцию, т.е. не рассеивается по длине проволоки, как в прототипе, а вся используется для расплава утолщения секции. Поэтому расплав происходит быстрее.
Кроме того, благодаря тому, что в любой момент времени нагревается только одно утолщение одной секции снижает интенсивность предварительного нагрева исходного материала, тем самым, уменьшаются остаточные напряжения и деформация изготовленных объектов.
В заявляемом устройстве в качестве энергетического луча может быть использован электронный луч или лазерный луч.
При использовании в качестве энергетического луча электронного луча изготовление объекта выполняется в вакуумной среде, а при использовании лазерного луча, как правило, - в среде инертного газа, но может и в вакууме, и даже атмосферу для некоторых металлов.
На представленных чертежах показано заявляемое техническое решение:
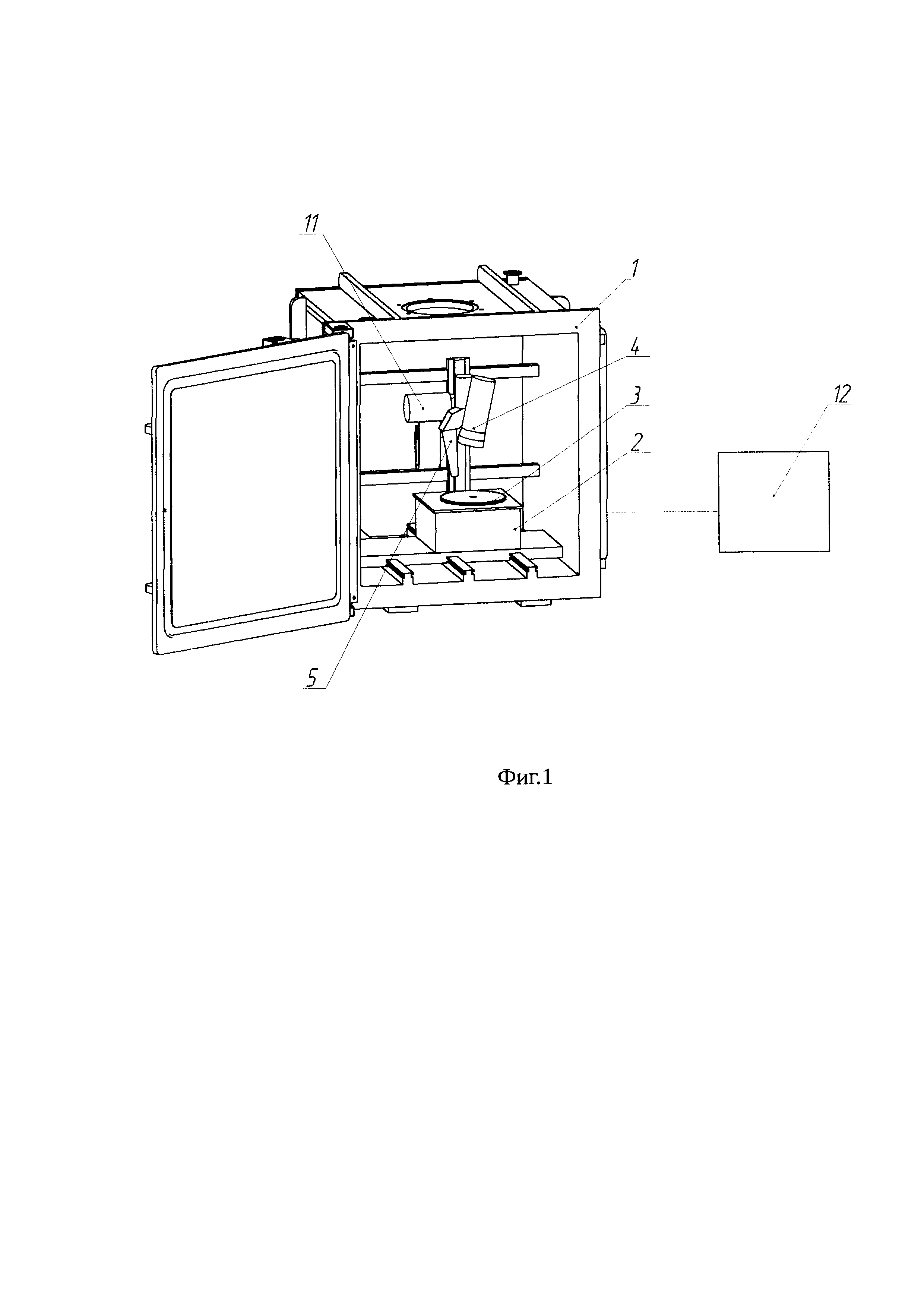
фиг. 1 3D принтер
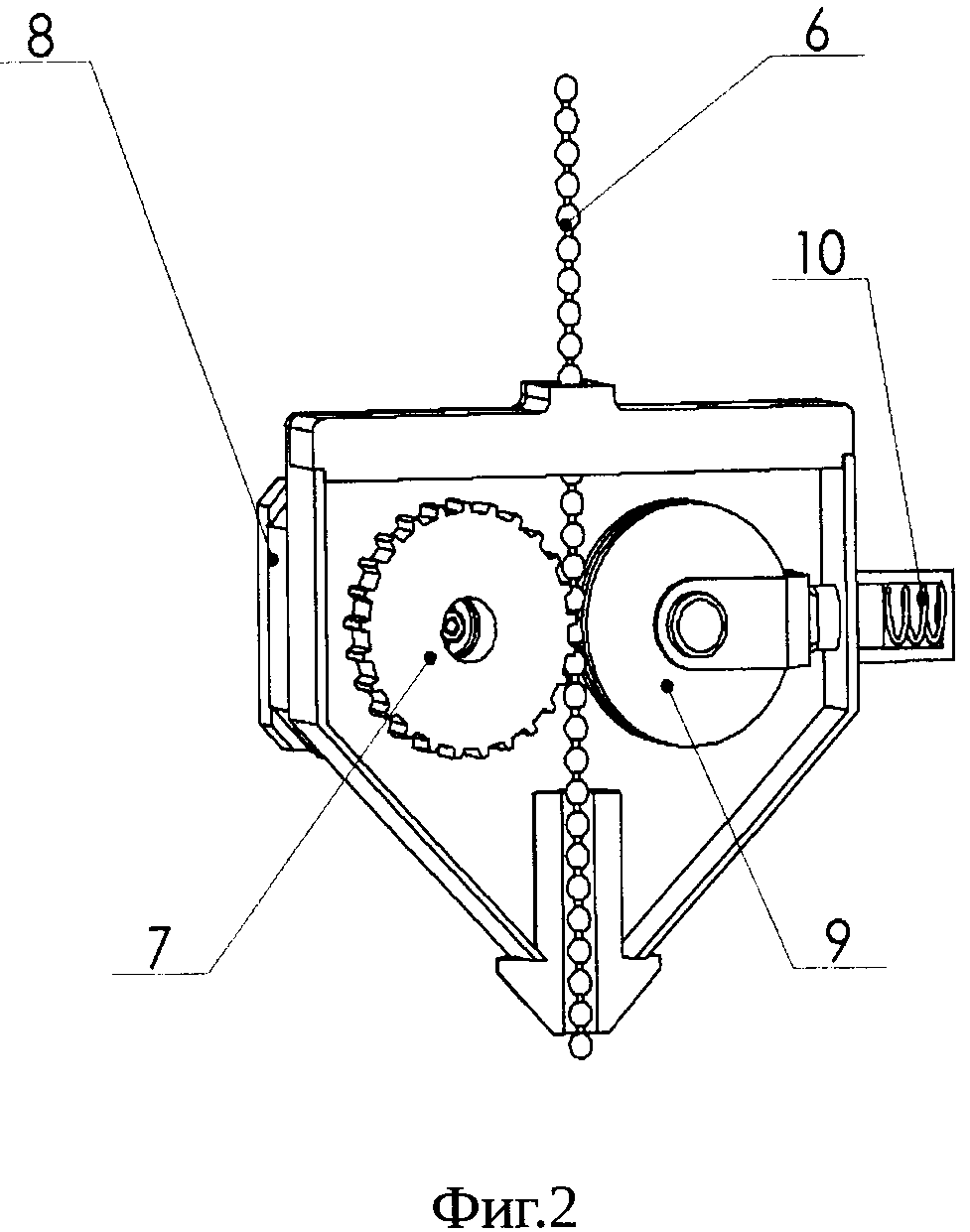
фиг. 2 Механизм подачи исходного материала.
3D принтер содержит камеру 1, в которой размещены платформа 2, на поверхности которой изготавливается трехмерный объект 3, модуль печати, включающая в себя устройство формирования энергетического луча 4 и механизм подачи исходного материала 5 с секционированной проволокой 6, передвигаемой помощью шестерного колеса 7, механически связанного с шаговым двигателем 8, и прижимного ролика 9, подпружиненного пружиной 10, приводное устройство перемещения модуля печати 11 в соответствии с 3D моделью объекта, компьютерную систему 12, управляющую процессом печати.
При использовании в качестве энергетического луча электронного луча устройство 4 формирует электронный луч, и сможет быть выполнено как описано в патенте CN 105655215 А.
При использовании в 3D принтере в качестве энергетического луча лазерного луча камера заполняется обычно инертным газом (но могут иметь и вакуум, и даже атмосферу для некоторых металлов), а устройство формирования энергетического луча может быть выполнено как описано в US 6143378 А.
Устройство работает следующим образом
Работа устройства начинается с создания с загрузки в компьютерную систему 12 цифровой модели изготавливаемого объекта. В вакуумную камеру 1 устанавливается платформа 2. В механизм подачи исходного материала 5 заправляется секционированная проволока 6 и выполняется первоначальное позиционирование утолщения секции относительно фокуса электронного луча.
Механизм подачи исходного материала осуществляет пошаговую подачу исходного материала с точным позиционированием в заданной точке пространства очередной секции проволоки. Подача проволоки осуществляется следующим образом:
- первоначальное позиционирование осуществляется программно. Первоначальное позиционирование проволоки предполагает установку утолщения секции в фокусе луча.
- далее по команде с компьютерной системы 12, подается команда на на привод механизма подачи исходного материала 8 (в описываемом устройстве это шаговый двигатель), привод поворачивает шестерное колесо 7 на заданный угол, зубья колеса захватывают очередную секцию проволоки и продвигают ее. Прижимной ролик 8 исключает возможность отклонения проволоки, тем самым обеспечивается точное позиционирование секции проволоки в пространстве. А это, в свою очередь, гарантирует, что утолщение секции всегда попадет в фокус луча, причем в момент расплава в фокусе будет находится только одно утолщение (одна секция)
Далее, в зависимости от размера секций проволоки и материала проволоки программно задается размер фокусного пятна электронного луча, его энергия и ток. В камере создается необходимый вакуум, порядка 10-2 Па. Приводное устройство перемещения модуля печати 7 устанавливает модуль печати в начальное положение (точку начала печати) в соответствии с цифровой моделью объекта. Устройство формирования луча 4 формирует луч, происходит расплав секции и расплавленная капля металла падает на платформу 2, где происходит формирование объекта. После расплавления устройство формирования луча 4 по сигналу с компьютерной системы 12 отключает луч, приводное устройство модуля печати 11 передвигает его в соответствии с 3D моделью, а механизм подачи исходного материала 5, управляемый компьютерной системой 12, подает в фокус луча следующую секцию проволоки.
Электронный луч попадет в центр утолщения секции и разогревает ее. Секция расплавляется отрывается от проволоки и падает на платформу. Тепло от расплавленного секции проволоки передается соседней секции через тонкий участок проволоки (пока он не разрывается), его недостаточно для плавления следующей секции проволоки. Таким образом, печать объекта осуществляется отдельными дозированными каплями, которые не тянутся за модулем печати.
Испытания опытного образца показали, что при заявляемых размерах секционной проволоки, а именно -площадь сечения соединительных участков меньше площади поперечного сечения утолщений не менее чем в 10 раз, а его длина не более продольного размера утолщений- обеспечивает
- в момент расплава расположение в фокусе только одной секции,
- точное позиционирование в заданной точке пространства относительно создаваемой детали или фокуса луча очередной секции проволоки.
Использование в качестве источника энергии электронного луча позволяет расплавлять металл с высокой производительностью (скоростью) и энергоэффективностью при высокой точности и повторяемости.
Использование в качестве источника энергии лазерного луча позволяет создавать крупногабаритные металлические объекты в среде защитного газа или на атмосфере при высокой точности и повторяемости.
Предложенное в заявке устройство 3D принтера с исходным материалом в виде секционированной проволоки и использованием энергетического луча сохраняет достоинства и нивелирует недостатки, характерные для известных устройств аддитивного изготовления объектов. Устройство позволяет существенно увеличить точность построения объекта и уменьшить шероховатость изготовленного объекта. При этом заявленное устройство с использованием секционированной проволоки позволяет печатать из металлической проволоки изделия сложной формы с тонкими перегородками, каналами, ячеистой структурой и др. Это существенно снизит себестоимость и увеличит спрос на аддитивное изготовление металлических изделий в большинстве металлоемких производств.
Источники информации, принятые во внимание при экспертизе
1. Патент № US 20170144242 оп. 25.05.2017 МПК B23K 9/042 «3D принтер и способ металлической печати»
2. Патент № GB 2539485 оп. 21.12.2016 МПК В23К 20/10, B33Y 30/00 « 3D принтер и соответствующий способ печати»
3. Патент № US 7168935 оп. 30.01.2007 МПК В23К 15/00 «Устройство и способ формирования трехмерного объекта
4. Патент US 6143378 оп. 07.11.2000 МПК В29С 67/00
Процесс производства энергетическим осаждением с подающей проволокой
5. Патент CN 105655215 оп. 08.06.2016 МПК H01J 29/48
Электронная пушка для получения электронного пучка при аддитивном производстве оборудования.
3D принтер для печати объекта из металлической секционированной проволоки, включающий в себя камеру, в которой размещены платформа, на поверхности которой изготавливается трехмерный объект, модуль печати с механизмом подачи исходного материала, устройство формирования энергетического луча, приводное устройство для перемещения платформы или модуля печати в соответствии с 3D моделью объекта, компьютерную систему, в которой хранятся 3D модели объектов в виде базы данных, отличающийся тем, что используемый исходный материал представляет собой проволоку с секционированным профилем, выполненным в виде повторяющихся секций, включающих в себя утолщения и тонкие соединительные участки, площадь поперечного сечения соединительных участков меньше площади поперечного сечения утолщений не менее чем в 10 раз, а их длина не более продольного размера утолщений, причем механизм подачи исходного материала выполнен с возможностью пошаговой подачи исходного материала и точного позиционирования в заданной точке пространства очередной секции проволоки, а фокус энергетического луча сориентирован на упомянутую выше позиционированную в нужной точке пространства очередную секцию проволоки.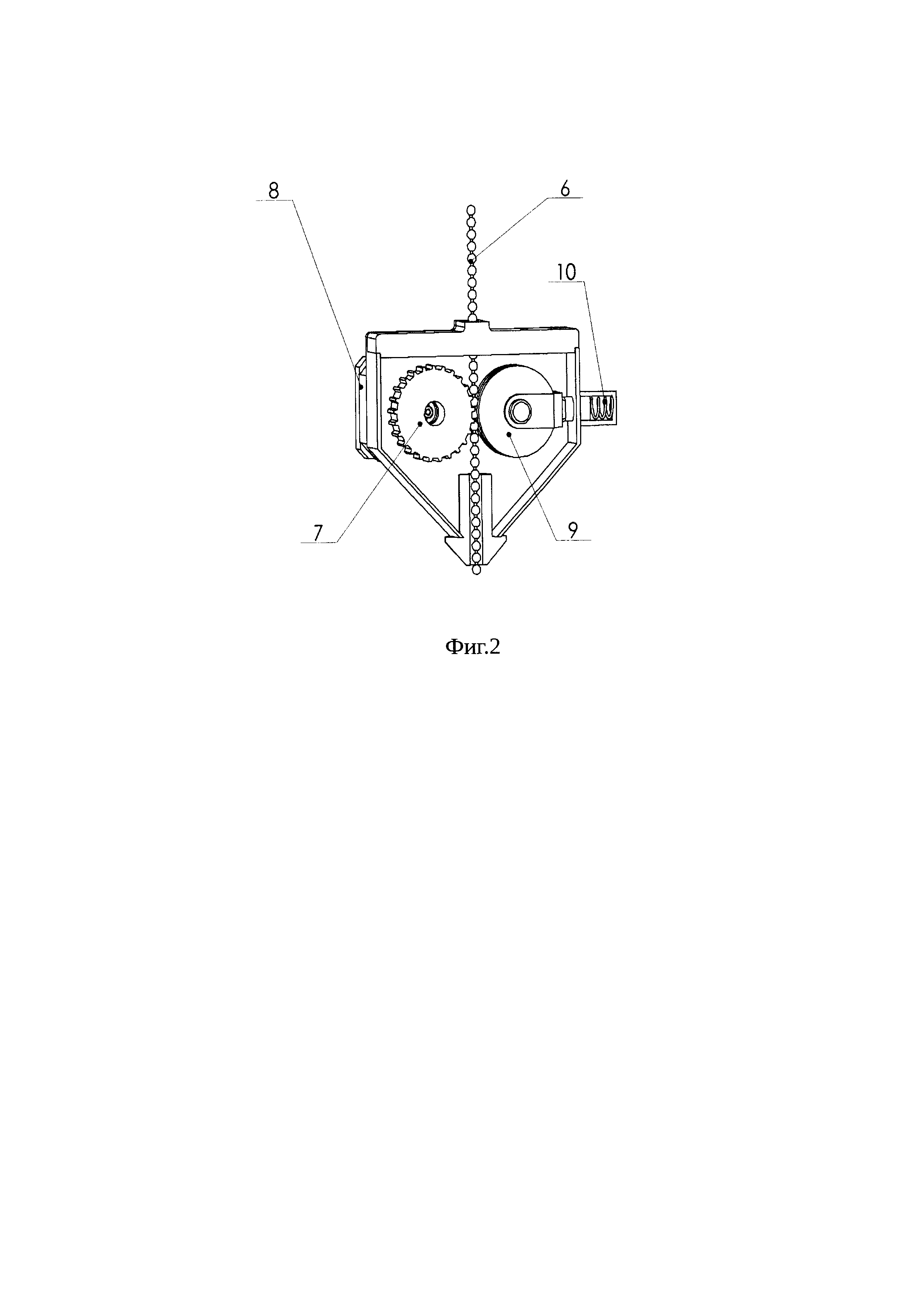
Способ 3d печати секционированной проволокой
Способ управления скоростью распыления материала в геттерном насосе и устройство геттерного насоса
Способ 3d печати секционированной проволокой

