Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС
Вид РИД
Изобретение
Изобретение относится к области сортовой прокатки и может быть реализовано при прокатке профилей подкладочных полос с двумя, преимущественно, высокими и узкими гребнями на прокатных станах дуо и трио.
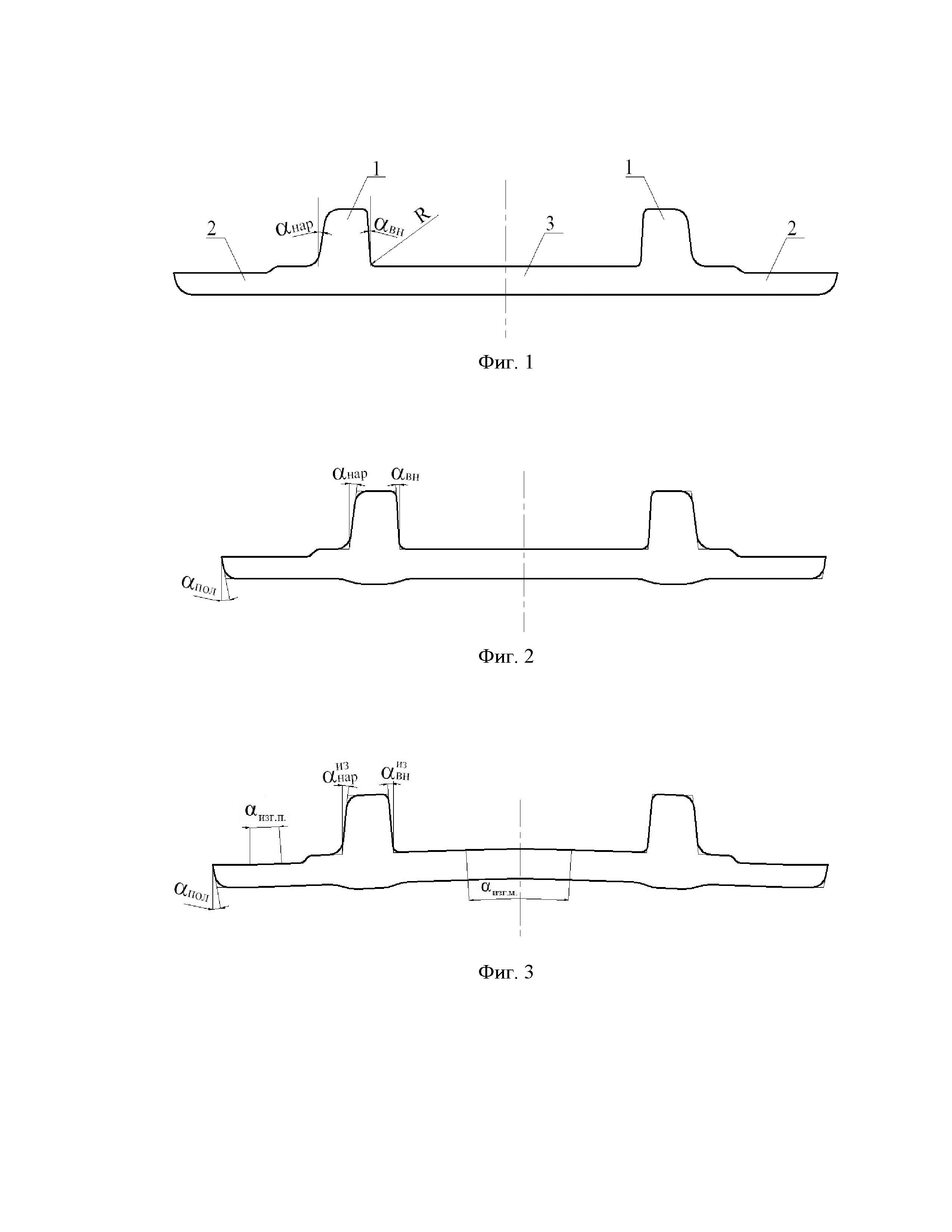
Профили подкладочных полос относятся к классификационной группе двухгребневых полосовых профилей (см. [1], рис. 1.1, группа 13; [2], рис. 212 и др.) и используются для изготовления подкладок для железнодорожных рельсов. Типичная форма таких профилей показана на фиг. 1. Профиль состоит из горизонтального полотна и двух вертикальных гребней 1, называемых так же ребордами. Полотно имеет два крайних участка 2, называемых полками и средний межребордный участок 3. Межребордный участок подкладки служит для установки железнодорожного рельса с последующим его закреплением к подкладке при помощи специальных клемм (см. [3], черт. 77, [4], с. 13). Реборды (гребни) профиля должны обеспечивать надежную фиксацию рельса от поперечного смещения. Это определяет особые требования к геометрии межребордного участка, внутренних граней реборд и места сопряжения реборд и межребордного участка полотна. Межребордная часть полотна должна быть прямолинейной и иметь точность изготовления, соответствующую точности изготовления подошвы рельса по ее ширине, причем, только в плюсовом поле допуска. Для высокой жесткости фиксации рельса, внутренние боковые поверхности реборд должны иметь малый уклон, обычно, в диапазоне от 1:40 до 1:16 (обозначен на фиг.1 углом  ). В то время как уклон наружных боковых поверхностей реборд (обозначен на фиг.1 углом
). В то время как уклон наружных боковых поверхностей реборд (обозначен на фиг.1 углом  ), как правило, существенно больше. Места сопряжения реборд и межребордного участка (обозначены на фиг.1 величиной R) должны иметь малый радиус сопряжения, примерно соответствующий радиусу закругления нижней грани подошвы рельса (обычно, не более 3 мм [5]).
), как правило, существенно больше. Места сопряжения реборд и межребордного участка (обозначены на фиг.1 величиной R) должны иметь малый радиус сопряжения, примерно соответствующий радиусу закругления нижней грани подошвы рельса (обычно, не более 3 мм [5]).
Основным способом получения профилей подкладочных полос на станах дуо и трио является его прокатка из стальной заготовки прямоугольного поперечного сечения в закрытых калибрах, подобных по форме готовому профилю и отличающихся друг от друга размерами и местом положения разъема (см. [1], с. 75, рис. II.134, II.137, II.140, II.143 и др.).
Наиболее близким способом, принятым в качестве прототипа изобретения, является способ прокатки профиля для рельсовых подкладок КБ-65 (см. [1], рис. II.134). По этому способу в обжимной клети стана из прямоугольной заготовки получают разрезной профиль с двумя ребордами, двумя противоребордами и полками. Дальнейшую прокатку разрезного профиля ведут в закрытых полосовых калибрах с глубокими ручьями (кольцевыми вырезами) на верхнем валке для получения реборд профиля. Используют калибры, в которых межребордный участок остается прямолинейным (в некоторых калибрах может иметь небольшую двухстороннюю выпуклость). Уклоны внутренних и наружных поверхностей реборд и радиусы сопряжения реборд и полотна последовательно уменьшают по ходу прокатки пропорционально обжатию полотна профиля. Причем, как и у готового профиля, уклоны внутренней и наружной боковых поверхностей реборд в каждом из промежуточных калибров отличаются – уклоны внутренних боковых граней реборд всегда меньше, чем у его наружных граней. Контроль ширины полотна производится за счет использования закрытых калибров с чередованием мест разъема валков, малых уклонов наружных граней полок и стеснения уширения металла при прокатке.
Недостатком прототипа является сложность получения высоких и узких, хорошо оформленных гребней, что связано со значительной их утяжкой по высоте при прокатке в закрытых частях верхнего ручья. Причинами утяжки высоты гребней являются, существенно, большие обжатия соседних участков полотна профиля и малые уклоны внутренних граней реборд. Другим отрицательным последствием малых уклонов внутренних граней реборд, характерным для прототипа, является значительный износ калибров по этим поверхностям и радиусам их сопряжения с межребордной частью полотна, в то время как аналогичные наружные элементы, имеющие большие значения уклона и радиуса сопряжения, изнашиваются существенно меньше. Кроме того, малые величины уклонов изношенной боковой грани реборды приводят к необходимости применять большие величины съема металла с валка по его диаметру при ремонте (переточке) валка, что приводит к повышенному расходу валков и ухудшает экономические показатели работы прокатного стана.
Изложенное позволяет сформулировать техническую проблему: сложность формирования высоких и узких гребней, значительный износ калибров по внутренним граням реборд и радиусам их сопряжений с межребордной частью полотна, а также большие величины съема металла с валка при его переточке.
Решение технической проблемы обеспечивается тем, что в способе прокатки подкладочных полос, включающем получение из заготовки прямоугольного поперечного сечения чернового профиля с двумя ребордами и полками и последующую его прокатку в промежуточных и чистовых калибрах, отличается тем, что прокатку осуществляют с получением в разрезном калибре чернового профиля с двумя ребордами и полками, последующую его деформацию в промежуточных и чистовых калибрах, имеющих выпуклый изгиб полотна по межребордной его части на величину  , определяемую по выражению
, определяемую по выражению  , а противоположно направленный изгиб наружных частей полотна на величину
, а противоположно направленный изгиб наружных частей полотна на величину  , определяемую по выражению
, определяемую по выражению  , где
, где  и
и  - углы наклона наружной и внутренней боковых граней реборд, соответственно, в неизогнутом калибре, показанном на фиг. 1. При этом величины углов уклонов наружной и внутренней боковых граней реборд после изгиба выравниваются
- углы наклона наружной и внутренней боковых граней реборд, соответственно, в неизогнутом калибре, показанном на фиг. 1. При этом величины углов уклонов наружной и внутренней боковых граней реборд после изгиба выравниваются  при увеличении уклона внутренней грани ( увеличивается до величины
при увеличении уклона внутренней грани ( увеличивается до величины  ), а углы уклонов наружных граней полок αпол, обеспечивающие контроль уширения металла в калибре, остаются неизменными. Выправление изогнутого полотна производится или в чистовом калибре, или, при возможности, в роликовой правильной машине, одновременно с правкой профиля после его охлаждения.
), а углы уклонов наружных граней полок αпол, обеспечивающие контроль уширения металла в калибре, остаются неизменными. Выправление изогнутого полотна производится или в чистовом калибре, или, при возможности, в роликовой правильной машине, одновременно с правкой профиля после его охлаждения.
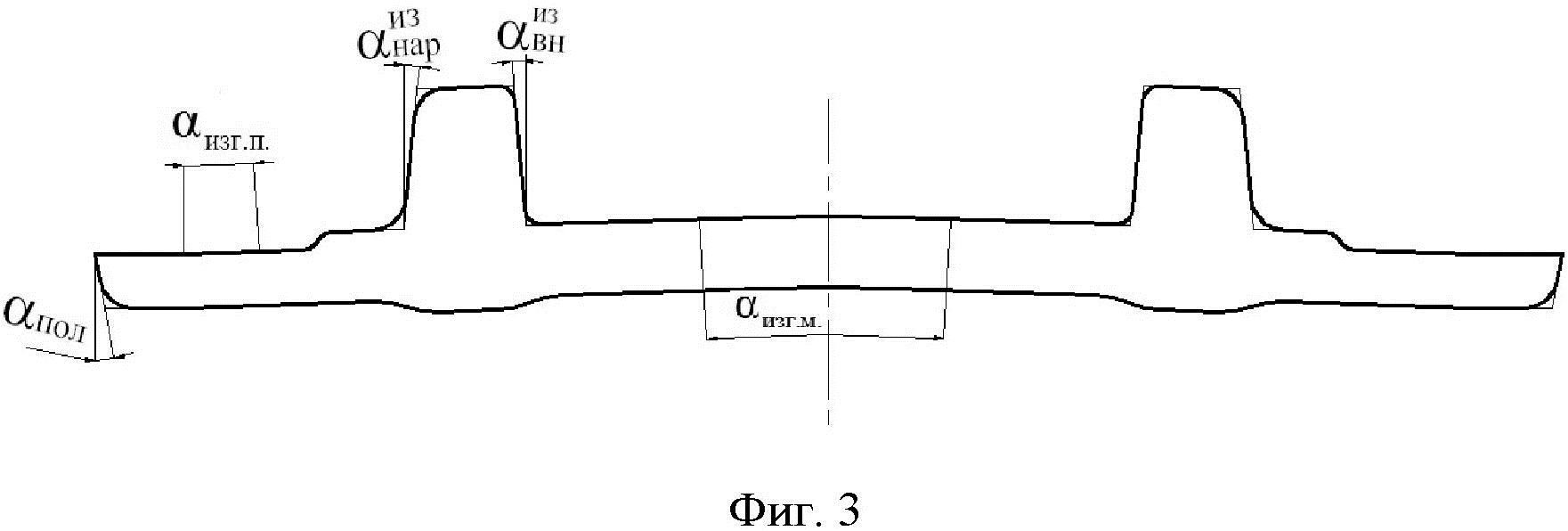
Сущность изобретения поясняется чертежами на фиг. 2 и фиг. 3. На фиг. 2 показан один из промежуточных калибров, применяемых в способе-прототипе для прокатки подкладочной полосы КБ-65, производимой по ГОСТ 16277-93 [5], с указанием углов уклона боковых граней реборд ( и
и  ) и наружных граней полок (αпол=10,9°). На фиг. 3 показан аналогичный калибр, но с изгибом полотна по межребордной части на величину, равную разности между углами уклонов наружной и внутренней боковых граней реборд в калибре способа-прототипа (
) и наружных граней полок (αпол=10,9°). На фиг. 3 показан аналогичный калибр, но с изгибом полотна по межребордной части на величину, равную разности между углами уклонов наружной и внутренней боковых граней реборд в калибре способа-прототипа ( и по полкам на величину, равную половине величины изгиба по межребордному участку (
и по полкам на величину, равную половине величины изгиба по межребордному участку ( ). Такая конфигурация калибра позволяет увеличить уклоны внутренних боковых поверхностей реборд при сохранении прежних углов между боковыми гранями реборд и полотном. Сохранение этих углов важно для предотвращения искажения радиусов сопряжений полотна и реборд, а так же для обеспечения наилучших условий входа полосы в валки при прокатке в последующем калибре.
). Такая конфигурация калибра позволяет увеличить уклоны внутренних боковых поверхностей реборд при сохранении прежних углов между боковыми гранями реборд и полотном. Сохранение этих углов важно для предотвращения искажения радиусов сопряжений полотна и реборд, а так же для обеспечения наилучших условий входа полосы в валки при прокатке в последующем калибре.
Для рассмотренных на фиг. 2 и фиг. 3 калибров, изгиб полотна по межребордной части позволил увеличить уклоны внутренних граней реборд с величины  до величины
до величины  , то есть почти в полтора раза. А это значит, что при одной и той же величине износа внутренних боковых граней гребня, при ремонте валков, для калибра с изгибом полотна, показанного на фиг. 3, величина необходимой переточки по диаметру будет почти в три раза меньше чем для аналогичного калибра без изгиба полотна, показанного на фиг. 2. Кроме того, пропорционально улучшаются условия для заполнения реборд металлом и уменьшается износ по внутренним граням реборд. Изгиб наружных частей полотна (полок) позволяет сохранить прежними уклоны наружных граней калибра и обеспечить тем самым прежние условия контроля уширения металла в калибре.
, то есть почти в полтора раза. А это значит, что при одной и той же величине износа внутренних боковых граней гребня, при ремонте валков, для калибра с изгибом полотна, показанного на фиг. 3, величина необходимой переточки по диаметру будет почти в три раза меньше чем для аналогичного калибра без изгиба полотна, показанного на фиг. 2. Кроме того, пропорционально улучшаются условия для заполнения реборд металлом и уменьшается износ по внутренним граням реборд. Изгиб наружных частей полотна (полок) позволяет сохранить прежними уклоны наружных граней калибра и обеспечить тем самым прежние условия контроля уширения металла в калибре.
Аналогичные изменения конфигурации предусмотрены для всех промежуточных калибров, а при возможности выпрямления полотна в ходе правки профиля на роликовой правильной машине – включая и чистовой калибр.
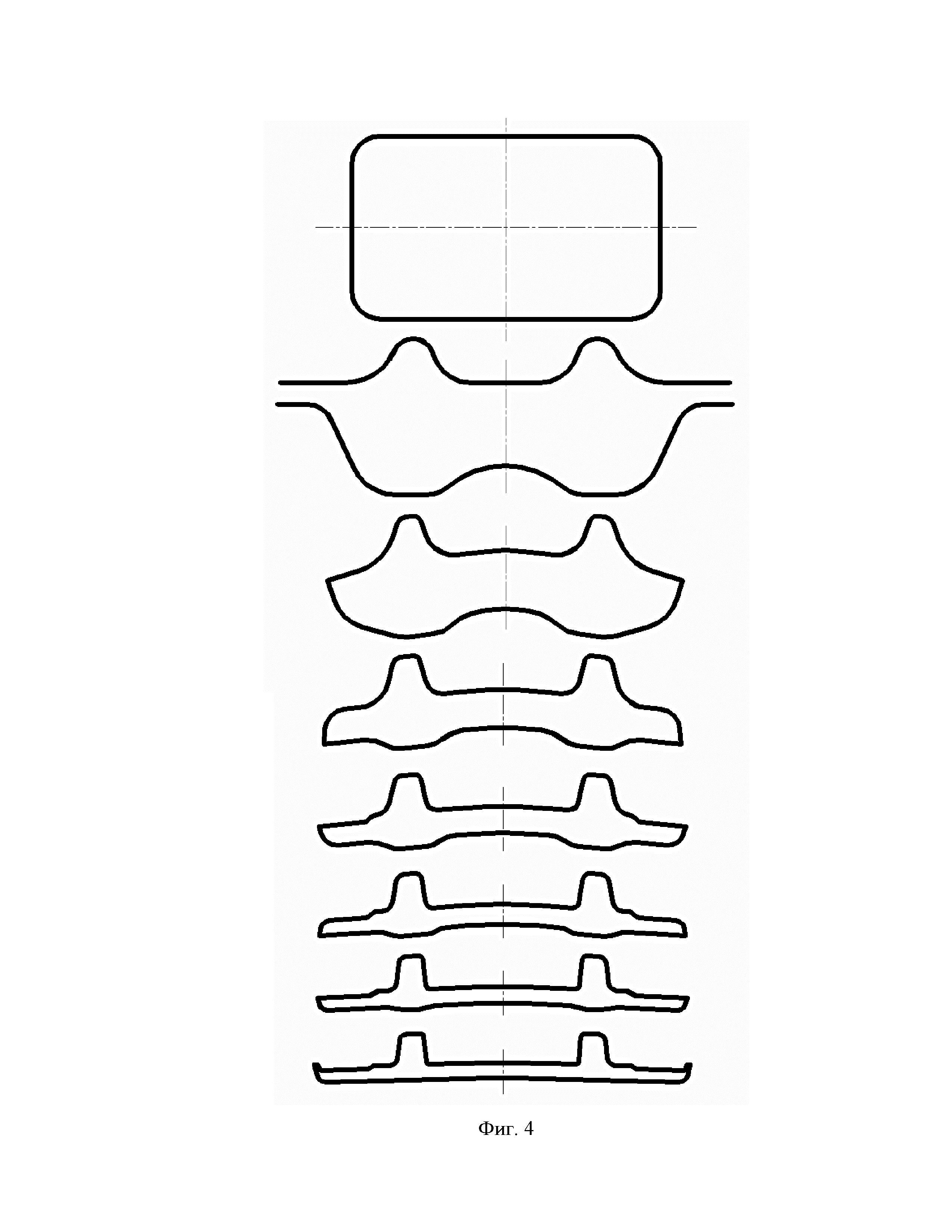
На фиг. 4 показан пример последовательности калибров для прокатки профиля подкладочной полосы в двухвалковых калибрах с изогнутым полотном. Способ прокатки осуществляется следующим образом. В обжимной клети, используя разрезной калибр, из прямоугольной заготовки получают черновой профиль, который затем последовательно прокатывают в черновых и чистовом двухвалковых калибрах с изогнутым полотном профиля с чередованием мест разъема валков. При этом по ходу прокатки уменьшаются толщина полотна, толщины и высоты реборд, уклоны боковых поверхностей реборд и радиусы сопряжения реборд и полотна. Для компенсации утяжки реборд по высоте предусмотрено использование противореборд (в нижней части калибра) с последовательным уменьшением их высоты по ходу прокатки. В чистовом калибре формируют окончательные размеры готового профиля и устраняются противореборды. При наличии возможности выправления полотна на роликовой правильной машине в процессе правки профиля, чистовой калибр так же выполняется с изгибом полотна.
Технический эффект от предложенного способа состоит в создании благоприятных условий для лучшего заполнения реборды металлом, для уменьшения износа по внутренним боковым поверхностям реборд, а так же в уменьшении необходимой величины съема металла с поверхности валков по диаметру при ремонте валков.
Использованные источники:
1. Калибровка сложных профилей (справочник) / Н.Е.Скороходов, Б.М.Илюкович, И.П.Шулаев и др. М.: Металлургия, 1979.
2. Прокатка и калибровка фасонных профилей (справочник) / Б.М.Илюкович, В.Т.Жадан, И.П.Шулаев и др. М.: Металлургия, 1989.
3. Альбом чертежей верхнего строения железнодорожного пути. Под. ред. А.С. Яновского. М.: Транспорт, 1995. 155 с.
4. ГОСТ Р 50542-93. Изделия из черных металлов для верхнего строения рельсовых путей. Термины и определения. М.: Госстандарт России, 1993. 48 с.
5. ГОСТ 16277-93. Подкладки раздельного скрепления железнодорожных рельсов типов Р50, Р65 и Р75. Технические условия. Минск: Межгосударственный совет по стандартизации, метрологии и сертификации, 1993. 22 с.




Универсальный термоэнергетический генератор. варианты
Твердый экстрагент с высокой динамической обменной емкостью для извлечения скандия и способ его получения
Способ получения нанокристаллического магнитотвердого материала из сплава системы (nd, ho)-(fe, co)-b
Гелиодистиллятор
Солнечный опреснитель
Способ переработки жидких отходов производства диоксида титана
Способ получения безобжигового зольного гравия
Глушитель звука выстрела, изготовленный по технологии селективного лазерного сплавления металлов
Способ подготовки к контролю качества монолитного бетона в сборно-монолитных стенах с элементами несъемной железобетонной опалубки
Способ повышения электрической и механической прочности вакуумно-плотных окон ввода/вывода свч-излучений (варианты)
Способ прокатки рельсов
Способ прокатки рельсов

