Результат интеллектуальной деятельности: Цельная концевая керамическая фреза
Вид РИД
Изобретение
Изобретение относится к области обработки металлов фрезерованием и предназначено для формообразования плоских участков, пазов и уступов на деталях из труднообрабатываемых материалов, в том числе из жаропрочных сталей на станках с ЧПУ.
Из уровня техники известна конструкция концевой фрезы с угловым радиусом, содержащая соединительную подточку, продолжающуюся вдоль режущей кромки и образованную в угловом секторе концевой фрезы. Соединительная подточка продолжается от первой крайней точки так, что она оставляет больше половины режущей кромки с угловым радиусом без подточки и соединяет поверхность концевой подточки с передней поверхностью канавки (RU 2635681 С2, опубл. 15.11.2017).
Недостатком данной конструкции фрезы является низкая прочность режущей части в случае, если фреза будет выполнена из режущей керамики.
Наиболее близким техническим решением, выбранным за прототип к предлагаемому изобретению, является цельная концевая керамическая фреза с тороидальным режущим участком, содержащая хвостовик, выполненный в форме цилиндра, периферийную и торцевую режущие части, сопряженные соответственными радиусными переходами, режущие зубья на периферийной части, каждый из которых образован пересечением двух (передней и задней) винтовых поверхностей, зубья на торце, каждый из которых образован пересечением двух (передней и задней) плоских поверхностей(US 8647025 В2 опубл. 11.02.2014).
Недостатком известного технического решения, в том числе технической проблемой является неравномерное распределение передних углов вдоль участка подточки, что приводит к снижению износостойкости фрезы.
Техническим результатом, достигаемым при реализации заявленного изобретения, является расширение эксплуатационных возможностей за счет увеличения времени работы цельной концевой керамической фрезы.
Технический результат достигается тем, что в цельной концевой керамической фрезе с тороидальным режущим участком, содержащей хвостовик, выполненный в форме цилиндра, периферийную и торцевую режущие части, сопряженные соответственно радиусными переходами, режущие зубья на периферийной части, каждый из которых образован пересечением передней и задней винтовыми поверхностями, зубья на торце, каждый из которых образован пересечением передней и задней плоских поверхностей, на каждом соответствующем радиусном переходе выполнена подточка с постоянным нормальным передним углом, поверхность которой ограничена передней винтовой поверхностью, передней плоской поверхностью соответствующего торцевого зуба и задней винтовой поверхностью, образующей в при этом режущую кромку пересечением с производящей тороидальной поверхностью.
Изобретение поясняется графическими изображениями.
На фиг. 1 представлен вид с периферии цельной концевой керамической фрезы.
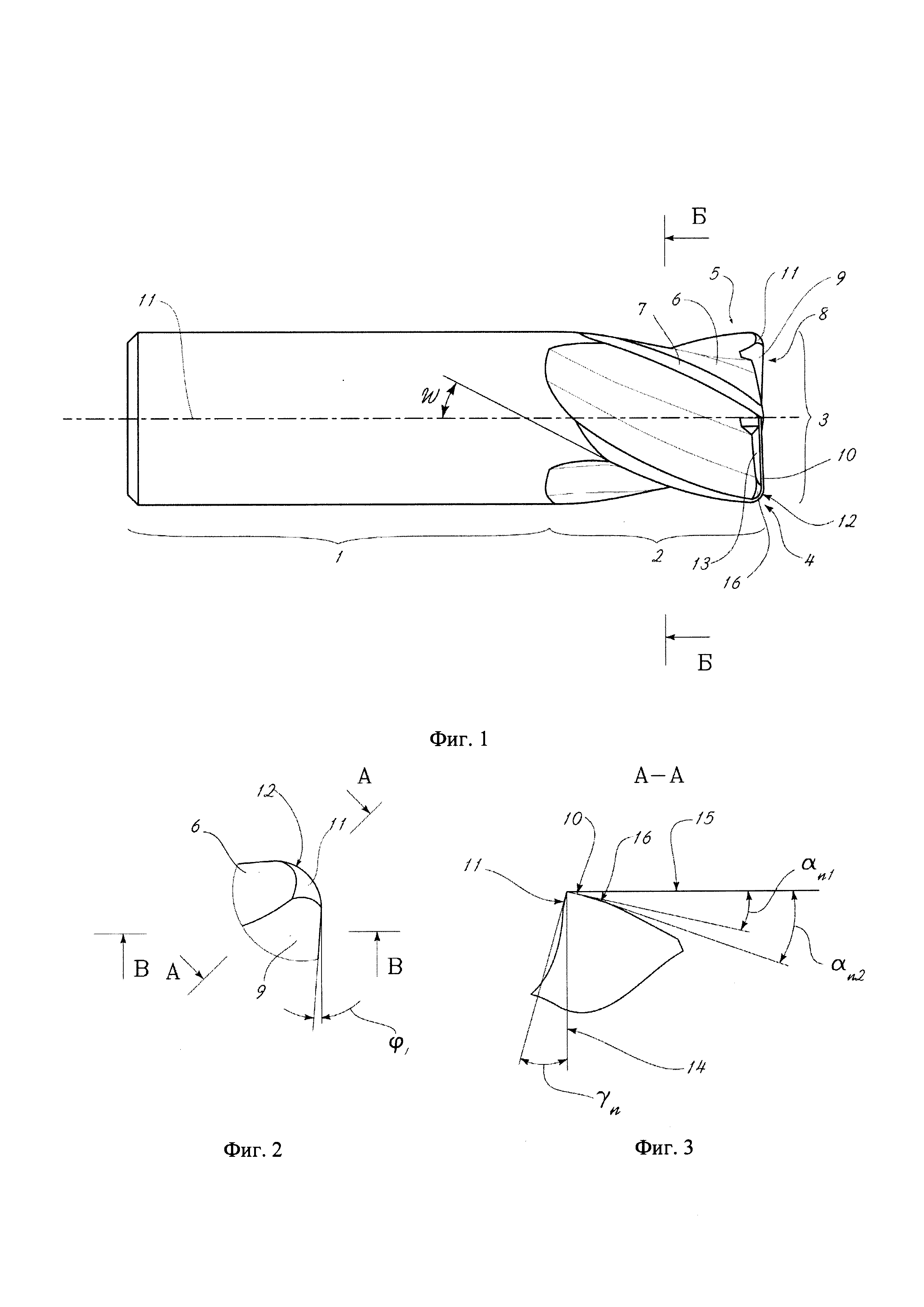
На фиг. 2 представлен увеличенный вид передней поверхности тороидального режущего участка.
На фиг. 3 - нормальное сечение А-А к тороидальной режущей кромке.
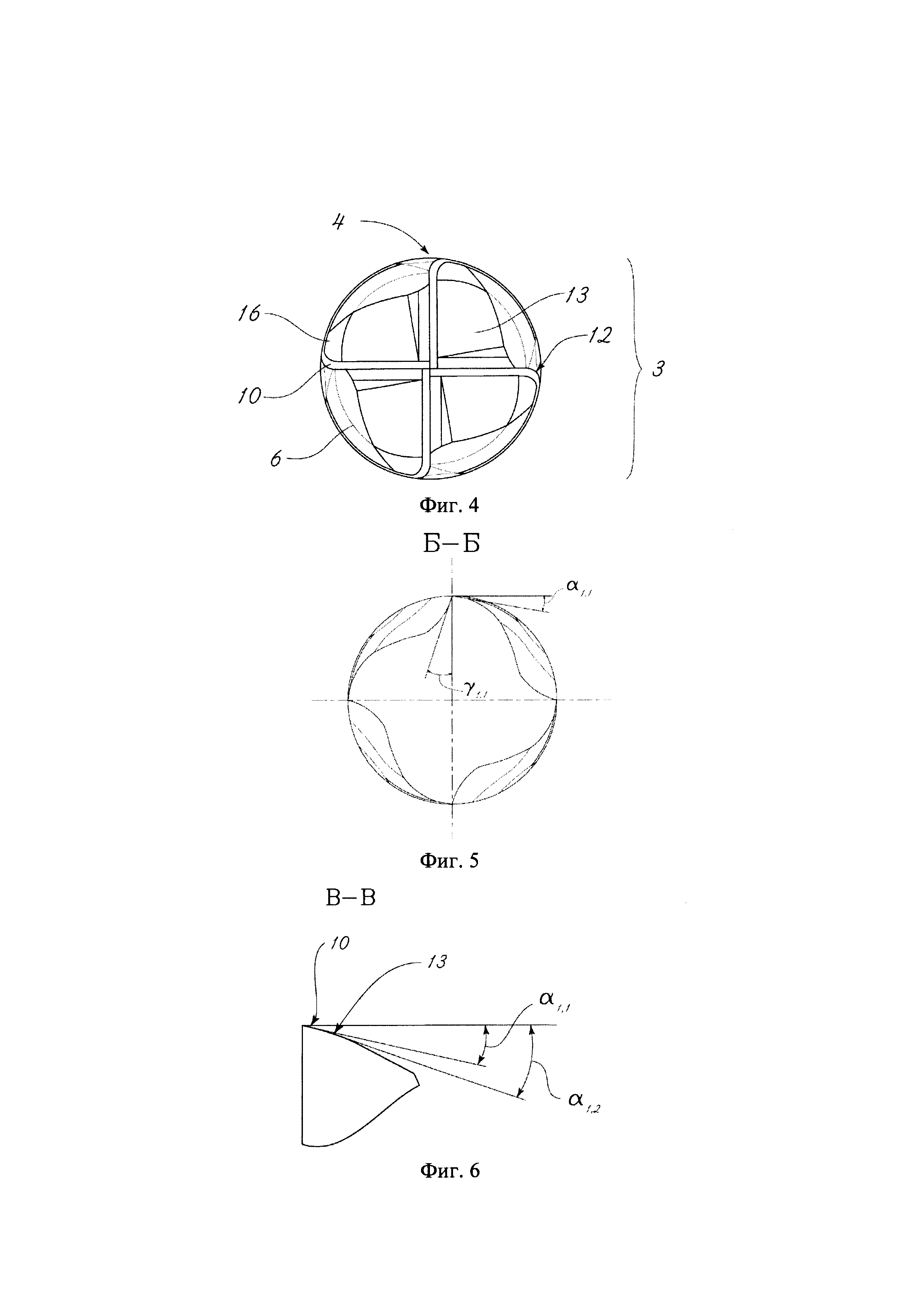
На фиг. 4 - торцевой вид цельной концевой керамической фрезы
На фиг. 5 - радиальное сечение цельной концевой керамической фрезы.
На фиг. 6 - осевое сечение к торцевому зубу цельной концевой керамической фрезы.
Цельная концевая керамическая фреза с тороидальным режущим участком, содержит хвостовик 1, выполненный в форме цилиндра, периферийную 2 и торцевую режущие части 3, сопряженные соответственно радиусными переходами 4, режущие зубья 5, число которых может быть, например, четыре, как представлено на фиг. 4, на периферийной части, каждый из которых образован пересечением передней 6 и задней 7 винтовыми поверхностями, зубья 8 на торце, каждый образован пересечением передней плоской поверхностью 9 и задней вспомогательными плоской поверхностью 10, на каждом соответствующем радиусном переходе выполнена подточка 11 с постоянным нормальным передним углом γn, поверхность которой ограничена передней винтовой поверхностью 6, передней плоской поверхностью 9 соответствующего торцевого зуба и задней винтовой поверхностью 7, образующей в при этом режущую кромку 12 пересечением с производящей тороидальной поверхностью.
Передняя и задние винтовые поверхности имеют постоянный угол наклона ω вдоль всей периферийной режущей части 2. Задние винтовые поверхности имеют задний угол α1,1. Передняя винтовая поверхность имеет отрицательный передний угол γ1,1. Зубья на торце имеют дополнительные задние поверхности 13, расположенные под соответствующим задним углом α1,2. Задние поверхности расположены под вспомогательным углом в плане ϕ1. B нормальном сечении к режущей кромке на радиусном переходе имеется постоянный передний угол γn, образованный подточкой 11 и нормалью 14 к касательной 15 к обработанной поверхности, задний угол αn1 и дополнительный задний угол αn2, образованные между задними поверхностями 9 и 16 соответственно и касательной 15 к обработанной поверхности.
Цельная концевая керамическая фреза с тороидальным режущим участком работает следующим образом.
Фреза закрепляется за цилиндрический хвостовик 1 в переходной элемент, как например цанга или переходная втулка, (на чертеже не показано), которая в свою очередь крепится в инструментальном патроне (на чертеже не показано) с гидравлическим или цанговым способом зажатия. Инструментальный патрон закрепляется в шпинделе станка. В процессе эксплуатации вращение со шпинделя передается на цельную концевую керамическую фрезу. Движение подачи инструмента относительно заготовки выполняется за счет приводов подачи станка с ЧПУ.
Фреза опускается на необходимую глубину, не превышающую длины ее периферийной части 2, далее за счет перемещения органов станка происходит формообразование поверхностей заготовки. Съем материала осуществляется периферийными и торцевыми зубьями. Стружка сходит по передним поверхностям 6 и 8, а также по подточке 10 с постоянным нормальным передним углом γn. В процессе эксплуатации задние поверхности 7 и 9 изнашиваются. За счет постоянной величины переднего угла на подточке силовая нагрузка распределяется равномерно вдоль участка, задействованного в резании, а именно винтовой передней поверхности 5, участка подточки 9 и плоской передней поверхности 7, что снижает вероятность возникновения скола на режущем зубе.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - расширение эксплуатационных возможностей за счет увеличения времени работы цельной концевой керамической фрезы.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для фрезерования металлов и предназначен для формообразования плоских участков, пазов и уступов на деталях из труднообрабатываемых материалов, в том числе из жаропрочных сталей на станках с ЧПУ.
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Цельная концевая керамическая фреза с тороидальным режущим участком, содержащая цилиндрический хвостовик, периферийную и торцевую режущие части, сопряженные радиусными переходами, режущие зубья, выполненные на периферийной режущей части пересечением передней и задней винтовых поверхностей, и зубья, выполненные на торцевой режущей части пересечением передней и задней плоских поверхностей, отличающаяся тем, что каждый радиусный переход выполнен с подточкой, имеющей постоянный нормальный передний угол и ограниченной передней винтовой и передней плоской поверхностями соответствующего торцевого зуба и задней винтовой поверхностью с образованием режущей кромки пересечением с производящей тороидальной поверхностью.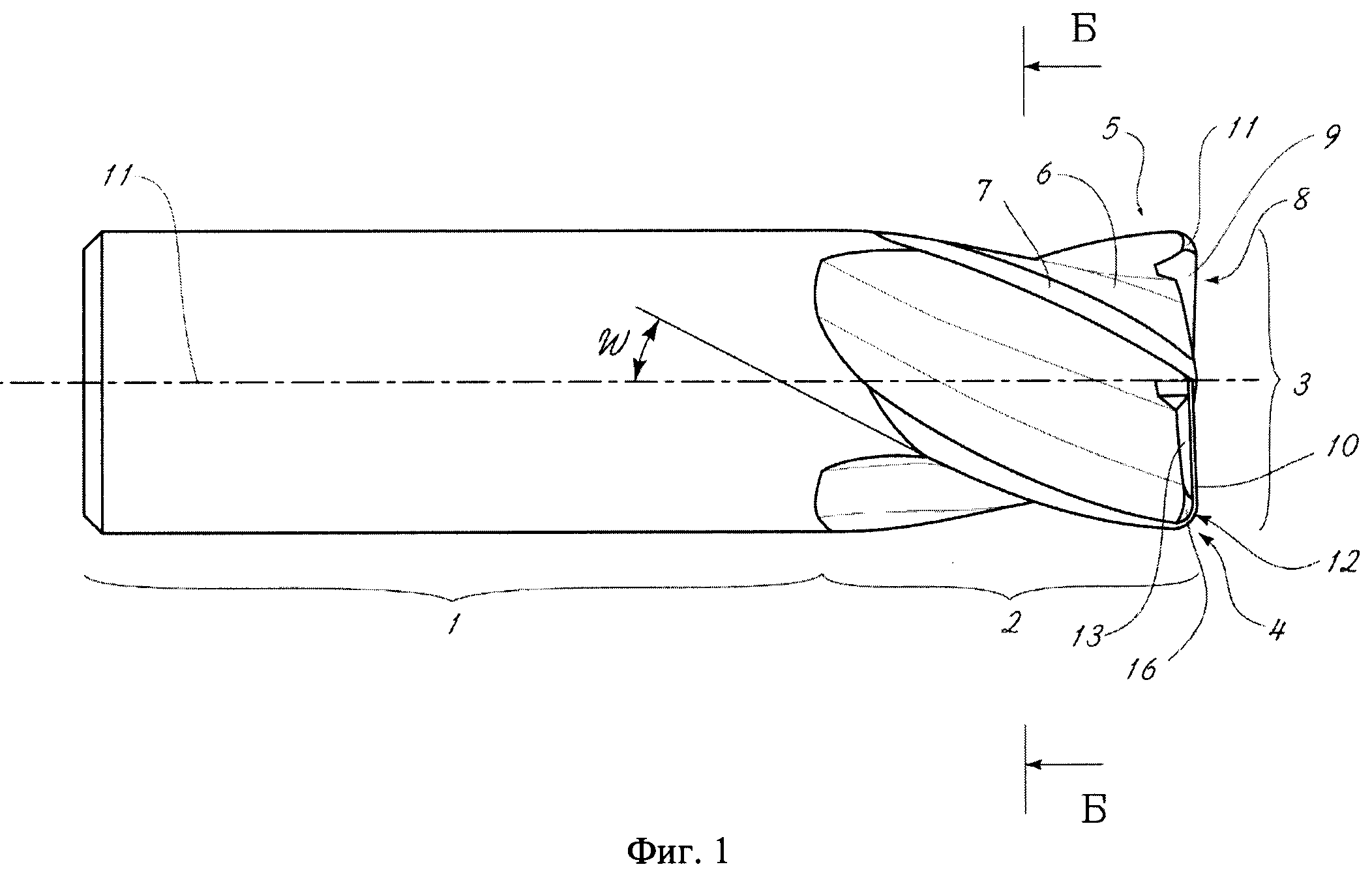
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ изготовления композитных керамических изделий
Способ автоматической регулировки технических характеристик в свч-приборах и комплекс средств для его осуществления
Устройство для синтеза и осаждения покрытий
Способ управления трением в парах трения
Способ вырезной электроэрозионной обработки изделия
Способ выбора инструментального материала
Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с чпу

