Результат интеллектуальной деятельности: Устройство для бесслитковой прокатки и прессования металла
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к непрерывному литью, прокатке и прессованию цветных металлов и сплавов, и может быть использовано для получения длинномерных пресс-изделий из них. Одной из основных областей применения является производство прутков для модифицирования алюминиевых сплавов и сварочной проволоки.
Известно устройство для непрерывного литья, прокатки и прессования катанки [Патент РФ №2335376, B22D 11/06, В21С 23/00, опубл. 10.10.2008] включающее печь-миксер, валок с ручьем и валок с выступом, имеющие охлаждаемые полости и образующие рабочий калибр, на выходе из которого установлена матрица с клиновидными охлаждаемыми полостями.
Недостатком данного изобретения являются высокие температуры обработки вследствие недостаточного охлаждения рабочего инструмента, а также большие усилия деформации металла при продавливании металла через матрицу.
Известен также механоактивированный спеченный железографитовый композит для пресс-матриц совмещенного литья и прокатки-прессования [Патент РФ №2471881, опубл. 10.01.2013] на основе железа и углесодержащего компонента в виде литейного и скрытокристаллического графита с заданным содержанием этих компонентов. Однако устройств для бесслитковой прокатки и прессования с применением матриц из этого материала не имеется.
Наиболее близким по совокупности существенных признаков, по технической сущности и достигаемому результату является устройство для непрерывного литья, прокатки и прессования катанки [Патент РФ №2487777, B22D 11/06, опубл. 20.07.2013], которое содержит печь-миксер, валок с ручьем и валок с выступом, имеющие охлаждаемые полости и образующие рабочий калибр. На выходе из калибра установлена матрица с калибрующим пояском и продольными пазами, расположенными диаметрально на выходной поверхности матрицы с зазором относительно калибрующего пояска матрицы. В выходном отверстии матрицы установлена трубка с наружными ребрами, расположенными в продольных пазах матрицы. С одной стороны трубка упирается в калибрующий поясок матрицы, а с другой стороны - в матрицедержатель. Охлаждаемые каналы расположены в зазоре между выходной поверхностью матрицы и трубкой и сообщаются с каналами для подвода и отвода хладагента.
Недостатком данного изобретения являются высокие энергосиловые затраты, возникающие при выдавливании металла через матрицу, из-за высоких значений коэффициента трения в процессе прессования. Применение смазки в этом случае нежелательно, так как она, попадая в калибр валков, значительно снижает реализуемость процесса совмещенной прокатки-прессования, вызывая проскальзывание валков относительно деформируемого металла.
Технической задачей изобретения является снижение энергосиловых затрат в процессе прессования металла через матрицу за счет снижения коэффициента контактного трения на границе металл - рабочий поясок матрицы.
Технический результат - расширение технологических возможностей устройства за счет повышения эффективности процесса непрерывного литья, прокатки и прессования и снижение энергосиловых затрат на деформацию металла.
Поставленная задача достигается тем, что устройство для бесслитковой прокатки и прессования металла, содержащее печь-миксер, валок с ручьем и валок с выступом, имеющие охлаждаемые полости и образующие рабочий калибр ящичного типа, на выходе из которого в матрицедержателе установлена водоохлаждаемая матрица, имеющая прямоугольное поперечное сечение в выходном отверстии которой имеется трубка с наружными ребрами, расположенными в продольных пазах матрицы, при этом, на матрице на выходе из калибра закреплена быстросменная вставка, из железографитового композита с калибрующим пояском, необходимая для перекрытия калибра до момента его раскрытия, выполненная с рабочим каналом заданной формы и размерами.
Применение такой матрицы со вставкой из железографитового композита позволяет существенно снизить силы трения на контакте металла с прессовым инструментом и, тем самым, снизить усилие деформации при его выдавливании. Это увеличивает срок службы рабочего инструмента и энергосиловые затраты на деформацию металла. При этом рабочий канал вставки обеспечивает получение пресс-изделия заданной формы, а калибрующий поясок - заданные размеры. Прямоугольная форма поперечного сечения вставки определенных размеров необходима для гарантированного перекрытия ящичного калибра до момента его раскрытия, когда формоизменение металла становится неконтролируемым. Дополнительным преимуществом такой конструкции устройства является возможность гарантированного прижатия матрицы с вставкой из железографитового композита к валкам, так как усилие поджима становится меньше и вероятность проникновения металла в зазор между валками и матрицей значительно снижается.
Таким образом, между отличительными признаками и решаемой задачей существует причинно-следственная связь. Выполнение устройства для бесслитковой прокатки и прессования профилей, имеющего указанную выше совокупность отличительных признаков, позволяет повысить эффективность процесса непрерывного литья, прокатки и прессования, повысить качество поверхности пресс-изделия и снизить энергосиловые затраты на деформацию металла.
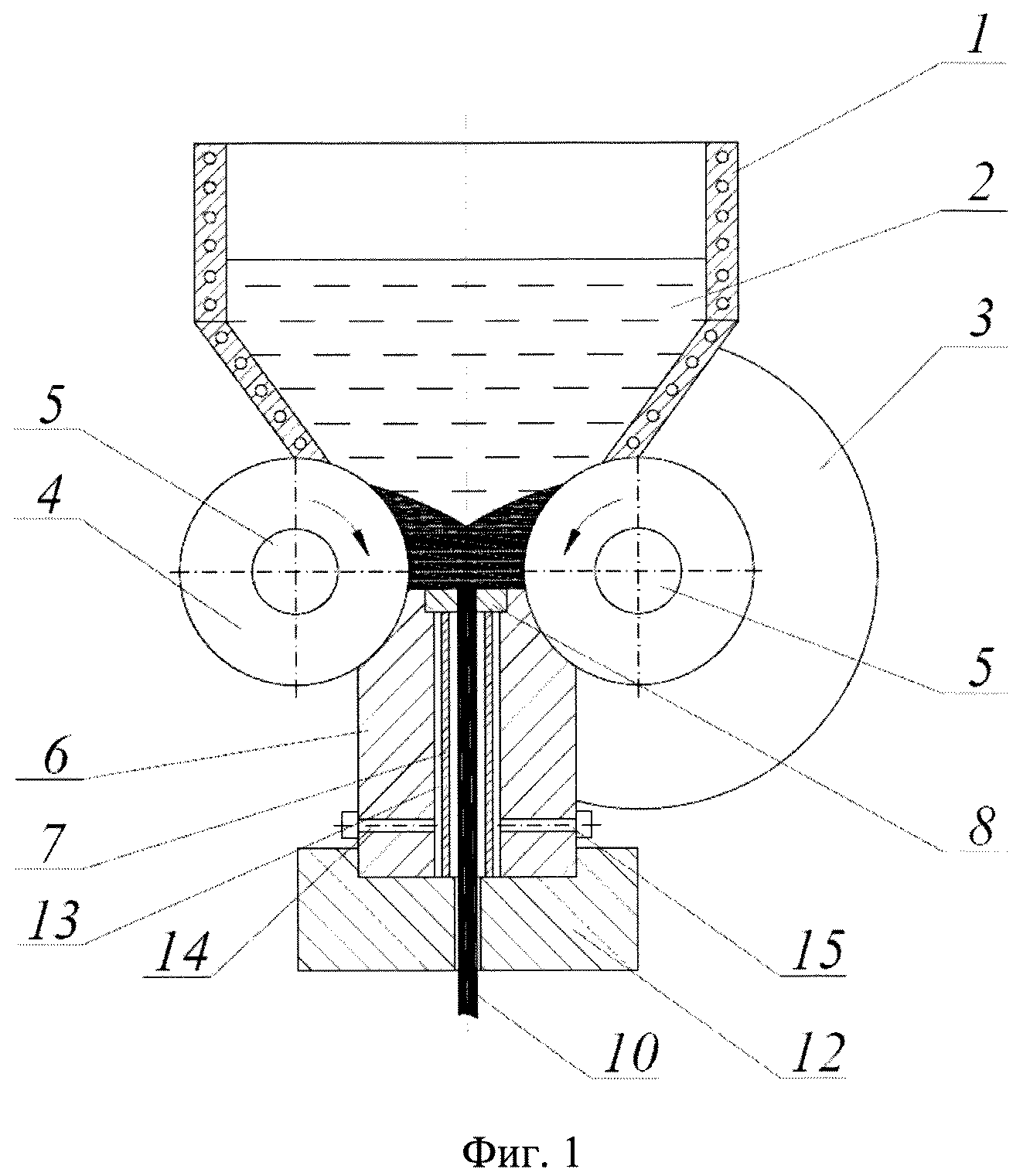
На фиг. 1 показан общий вид устройства в разрезе во время осуществления процесса бесслитковой прокатки и прессования металла; на фиг. 2 - матрица с железографитовой вставкой
Заявляемое устройство для бесслитковой прокатки и прессования металла включает печь-миксер 1 с расплавом 2, валок 3 с ручьем и валок 4 с выступом, имеющие охлаждаемые полости 5, при этом валки образуют закрытый калибр, перекрытый на выходе водоохлаждаемой матрицей 6, на выходной поверхности которой выполнены продольные пазы, расположенные в диаметральной плоскости и отстоящие от матрицы 6. В продольные пазы вставлены наружные ребра трубки 7, имеющей наружный диаметр меньше, чем внутренний диаметр выходной части матрицы 6. На матрице 6 расположена железографитовая вставка 8, имеющая рабочий канал 9 по форме и размерам пресс-изделия 10 и калибрующий поясок 11. С одной стороны трубка 7 упирается в железографитовую вставку 8 матрицы 6, а с другой стороны - в матрицедержатель 12. Водоохлаждаемые каналы 13, расположенные в зазоре между выходной поверхностью матрицы и трубкой 7, сообщаются с каналами для подвода 14 и отвода 15 хладагента.
Устройство работает следующим образом. Вначале расплавленный металл 2 заливается в печь-миксер 1, при этом начинается его кристаллизация на поверхностях валков 3 и 4 за счет охлаждения их с помощью полости 5. Далее закристаллизовавшийся металл захватывается валками 3 и 4, деформируется в закрытом калибре между валками 3 и 4 и выдавливается через калибрующий поясок 11 железографитовой вставки 8, расположенной в матрице 6 в виде пресс-изделия 10. В момент попадания расплава 2 в печь-миксер 1 одновременно подается хладагент в канал 14, отвод хладагента осуществляется через канал 15.
Пример.
При проведении опытов использовали прототип и заявляемую установку. В первом случае изготовили горячепрессованный пруток диаметром 9 мм из сплава системы Al-Mg, содержащего 0,25% скандия, предназначенный для получения сварочной проволоки. Расплав при температуре 780-790°С заливали в закрытый калибр валков установки СПП-200 с начальным диаметром валков 200 мм, где происходило обжатие при прокатке и выдавливание прутка диаметром 9 мм через отверстие матрицы, поджатой к валкам с помощью гидроцилиндра. Матрица была выполнена из стали марки 5ХНМ, рабочий поясок был равен 3 мм. Замеры усилия, действующего на матрицу, с помощью тензометрической аппаратуры показали, что оно составило 146 кН.
Во втором случае технология изготовления прутка диаметром 9 мм была аналогичной, но в матрицу помещалась вставка из железографитового композита. Замеры усилия, действующего на матрицу, показали, что оно составило 124 кН, что на 15% ниже усилия прессования по сравнению с устройством-прототипом. Качество поверхности прутка характеризовалось блестящей поверхностью и отсутствием наружных дефектов, что было обусловлено снижением сил трения на контактной поверхности рабочего пояска железографитовой вставки и прессуемого металла.
Таким образом, применение заявляемого устройства по сравнению с прототипом позволяет повысить качество поверхности пресс-изделия, увеличить срок службы рабочего инструмента и снизить энергосиловые затраты на деформацию металла.
Устройство для бесслитковой прокатки и прессования металла, содержащее печь-миксер, валок с ручьем и валок с выступом, имеющие охлаждаемые полости и образующие рабочий калибр ящичного типа, на выходе из которого в матрицедержателе установлена водоохлаждаемая матрица, имеющая прямоугольное поперечное сечение, в выходном отверстии которой имеется трубка с наружными ребрами, расположенными в продольных пазах матрицы, отличающееся тем, что на матрице на выходе из калибра закреплена быстросменная вставка из железографитового композита с калибрующим пояском, обеспечивающая перекрытие калибра до момента его раскрытия, выполненная с рабочим каналом заданной формы и размеров.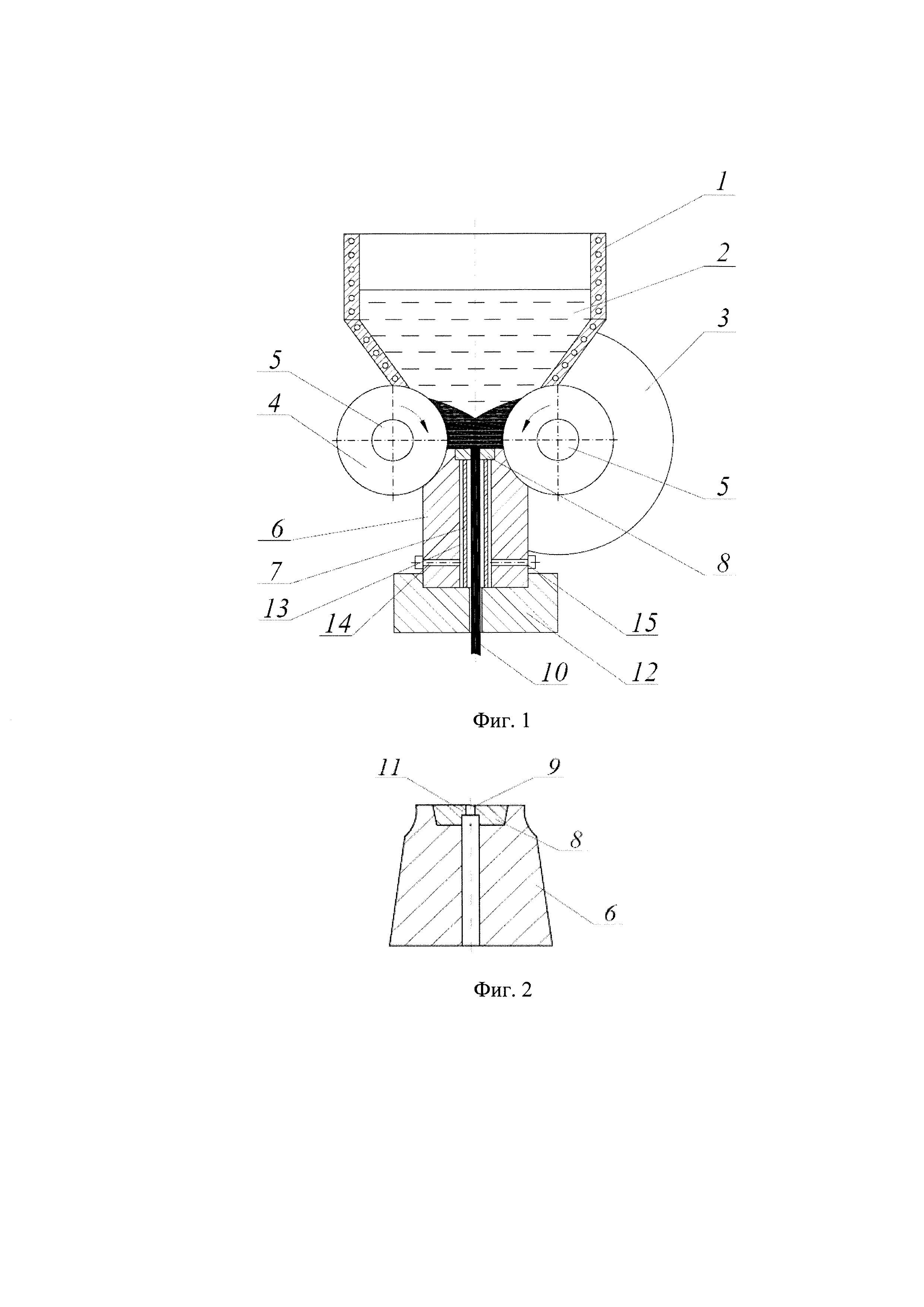
Стенд для измерения сопротивления грунтов и снежно-ледяных образований резанию
Анкерное крепление подпорной стенки
Способ проветривания карьера
Электропривод с планетарным редуктором для механических систем космических аппаратов
Устройство для поиска мин и минных полей на основе радиолокационного параметрического метода
Устройство для стабилизации мерзлого грунта свайного фундамента с обсадными трубами
Способ производства булочного изделия повышенной пищевой ценности
Способ конверсии метана
Способ снижения контактного напряжения в алюминиевом электролизере
Способ кристаллизации сульфата натрия из растворов газоочистки производства алюминия
Способ полунепрерывного литья слитков из алюминиевых сплавов
Сплав белого цвета на основе золота 585 пробы
Вакуумный ковш для выливки жидкого металла
Устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов
Установка для горизонтального непрерывного литья и прессования металла методом конформ
Установка для полунепрерывного литья плоских слитков
Способ полунепрерывного литья плоских крупногабаритных слитков из алюминиево-магниевых сплавов, легированных скандием и цирконием
Установка для модифицирования алюминиевого расплава
Универсальный штамп для гибки листового металла

