Результат интеллектуальной деятельности: Способ регулировки вылета расточного инструмента
Вид РИД
Изобретение
Изобретение относится к области обработки материалов резанием, в частности к к инструментальному обеспечению токарно-револьверных станков.
Известны способы регулировки вылета расточного инструмента (Маслов А.Р. Конструирование инструментальной оснастки // М: Янус-К. 2012. - 152 с.)
Наиболее близким к заявленному способу по совокупности существенных признаков - прототипом является способ регулировки вылета расточного инструмента относительно торца револьверной головки токарного станка, заключающийся в установке в револьверную головку станка державки, в установке в отверстие державки хвостовика расточного инструмента с регулировочным резьбовым соединением с приводом, в регулировке вылета, осуществляемой до заданной величины L от торца револьверной головки станка за счет привода и в закреплении хвостовика расточного инструмента.
Согласно прототипу, расточной инструмент, имеющий резьбовой цилиндрический хвостовик, в отрегулированном положении закрепляется в державке, после чего державка устанавливается в револьверную головку станка.
Недостатками прототипа, в том числе технической проблемой, является ограничение технологических возможностей обработки на токарно-револьверных станках из-за большого вылета расточного инструмента, что значительно сокращает номенклатуру обрабатываемых деталей, а также из-за недопустимо большой податливость режущей части расточного инструмента из-за большого количества промежуточных элементов в сборке, что ограничивает производительность при заданной точности обработки. Технический результат предлагаемого способа - расширение технологических возможностей обработки на токарно-револьверных станках, в виде расширения номенклатуры обрабатываемых деталей за счет значительного уменьшения вылета расточного инструмента, что существенно снижает его податливость под действием сил резания, а также за счет уменьшения количества промежуточных элементов сборки.
Поставленная задача решается, а заявленный технический результат достигается тем, что регулировку вылета расточного инструмента осуществляют вращением ведущего колеса зубчатой передачи, зафиксированного в направлении своей оси перпендикулярной оси расточного инструмента и взаимодействующего с ведомым колесом, при этом ведомое колесо вращается, взаимодействует с хвостовиком расточного инструмента, вывертывается из резьбы резьбового отверстия державки, перемещает расточной инструмент вдоль его оси и выдвигает его до заданной величины.
Изобретение поясняется изображениями:
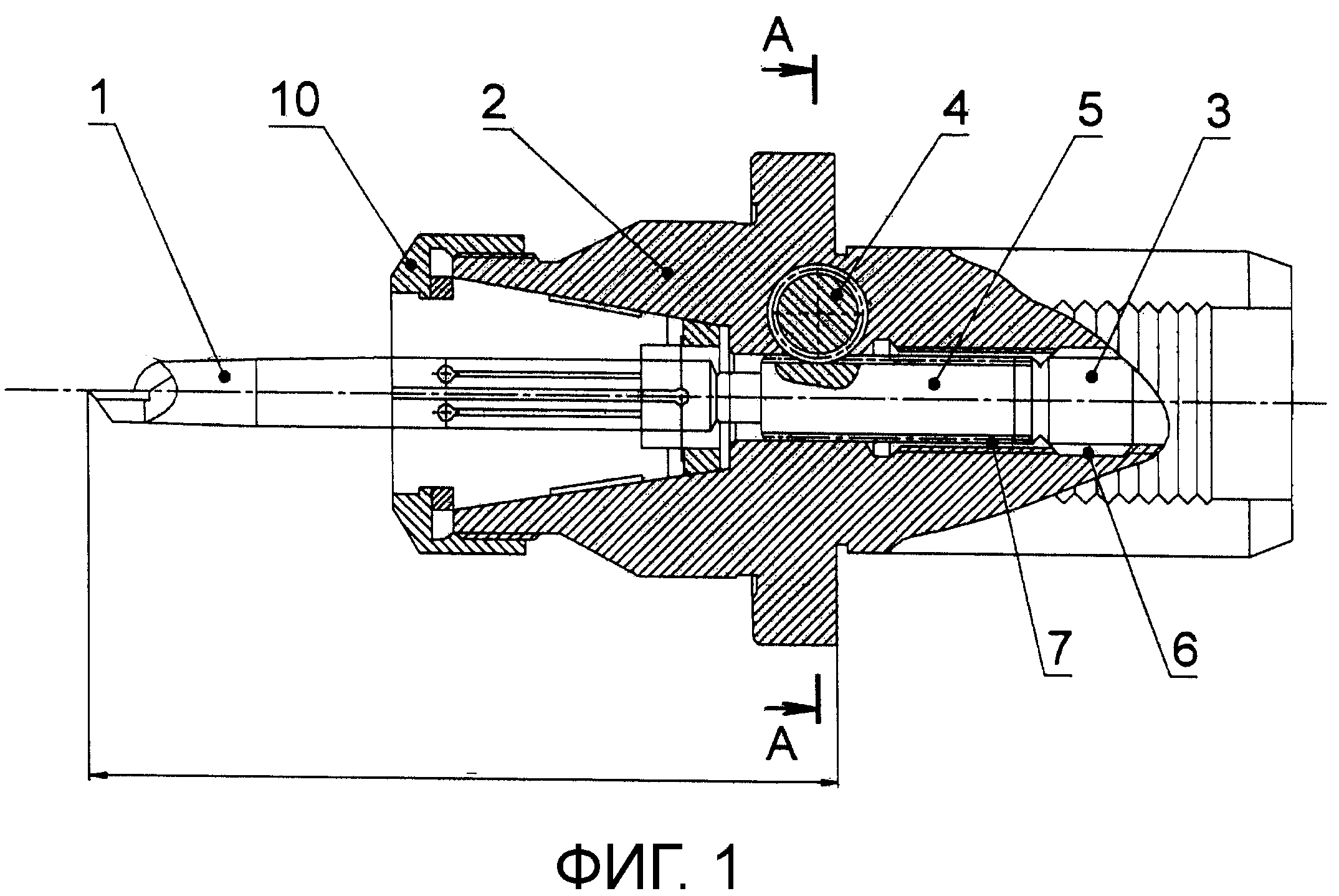
На фиг. 1 изображено устройство для осуществления заявленного способа регулировки вылета расточного инструмента (продольный разрез)
На фиг. 2 изображено устройство для осуществления заявленного способа регулировки вылета расточного инструмента (поперечный разрез).
На фиг. 3 изображена схема расчета податливости расточного инструмента.
Способ регулировки вылета (см. фиг. 1 и 2) расточного инструмента 1 относительно торца револьверной головки токарного станка (на чертежах не показана) заключается в установке в эту головку державки 2, в установке в отверстие державки 2 хвостовика расточного инструмента 1 с регулировочным резьбовым соединением 3 с приводом, в регулировке вылета, осуществляемой до заданной величины L от торца револьверной головки станка за счет привода, и закреплении хвостовика расточного инструмента 1. При этом регулировку вылета осуществляют вращением ведущего колеса 4 зубчатой передачи, зафиксированного в направлении своей оси перпендикулярной оси расточного инструмента 1 и взаимодействующего с ведомым колесом 5, при этом ведомое колесо 5 вращается, взаимодействуя с хвостовиком расточного инструмента 1, а наружная резьба 6 ведомого колеса 5 вывертывается из резьбы 7 резьбового отверстия державки 2, перемещает расточной инструмент 1 вдоль его оси и выдвигает его до заданной величины L.
Осевое положение ведущего колеса 4 фиксируют втулкой 8, которую закрепляют в державке 2 винтом 9. Закрепляют расточной инструмент 1 в отрегулированном положении в отверстии державки 2, для этого вращают гайку 10 по наружной резьбе державки 2.
Отличием предложенного способа от прототипа является меньшая податливость закрепления расточного инструмента за счет уменьшения вылета державки, а также за счет уменьшения количества элементов сборки, что подтверждается нижеприведенными пояснениями и расчетами в отношении конкретного примера.
Величину податливости закрепления расточного инструмента можно определить как сумму изгибных и контактных перемещений, возникающих при нагрузке радиальной составляющей силы резания всех элементов сборки с линейными и угловыми размерами, имеющими соответствующие отклонения присоединительных поверхностей (Оснастка для станков с ЧПУ: справочник. 2-е изд., перераб. и доп. / Ю.И. Кузнецов, А.Р. Маслов, А.Н. Байков). - М.: Машиностроение, 1990 - 512 с.).
Расчет проводится для сборки по схеме на фиг. 3 по нижеприведенной формуле:
Данные для расчета податливости закрепления расточного инструмента в известном устройстве и в устройстве по предложенному способу регулировки вылета приведены в таблице.
Расчетная формула (1) для известного устройства имеет вид:

Расчеты по формуле (2) показывают, что величина податливости для известного устройства составляет δв=0,63 мм/кН и превышает максимально допустимую δв=0,25 мм/кН для расточных инструментов для получистовой обработки более, чем в 2,5 раза.
Для устройства по предложенному способу регулировки вылета расточного инструмента из-за уменьшения количества элементов сборки формула (2) имеет вид:

Расчеты по формуле (3) показывают, что величина податливости устройства по заявленному способу регулировки вылета расточного инструмента составляет δв=0,18 мм/кН, то есть удовлетворяет условиям растачивания отверстий на токарно-револьверных станках.
С учетом изложенного можно сделать вывод о том, что поставленная задача изобретения - создание способа регулировки вылета расточного инструмента, обеспечивающего существенное расширение технологических возможностей обработки на токарно-револьверных станках за счет снижения податливости расточного инструмента под действием сил резания - решена, а заявленный технический результат - расширение технологических возможностей обработки на токарно-револьверных станках в виде расширения номенклатуры обрабатываемых деталей за счет значительного уменьшения вылета расточного инструмента, что существенно снижает его податливость под действием сил резания, а также за счет уменьшения количества промежуточных элементов сборки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте нижеизложенной формулы признаки являются существенными и взаимосвязанными между собой с образованием устойчивой совокупности, необходимых признаков неизвестной на дату приоритета из уровня техники, достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области обработки материалов резанием, в частности к расточным инструментам для токарно-револьверных станков;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Способ регулировки вылета расточного инструмента относительно торца револьверной головки токарного станка, включающий установку в револьверную головку станка державки, установку в отверстие державки хвостовика расточного инструмента с регулировочным резьбовым соединением с приводом, регулировку вылета, осуществляемую до заданной величины L от торца револьверной головки станка за счет привода, и закрепление хвостовика расточного инструмента, отличающийся тем, что используют привод в виде ведущего и ведомого колес зубчатой передачи, при этом регулировку вылета осуществляют вращением ведущего колеса зубчатой передачи, зафиксированного в направлении своей оси, перпендикулярной оси расточного инструмента, и взаимодействующего с ведомым колесом с резьбой, расположенной в резьбовом отверстии державки, при этом ведомое колесо выполнено с возможностью при вращении взаимодействия с хвостовиком расточного инструмента, вывертывания из резьбы резьбового отверстия державки, перемещения расточного инструмента вдоль его оси и выдвижения его до заданной величины L.
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании
Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Способ достижения соосности двух конических внутренних поверхностей ступицы
Приспособление для устранения отклонений от круглости заготовок труб и трубной арматуры
Источник быстрых нейтральных молекул
Способ формообразования тонкополотной поковки
Штамп для канального углового прессования
Способ установки осевого двухлезвийного режущего инструмента

