Результат интеллектуальной деятельности: СПОСОБ СВЕРХЗВУКОВОЙ ТЕРМОШОКОВОЙ ПОДГОТОВКИ ПОВЕРХНОСТИ И ВЫСОКОСКОРОСТНОГО ГАЗОДИНАМИЧЕСКОГО И ТЕРМОДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области сверхзвуковой термоабразивной (термошоковой) обработки поверхностей деталей с последующим высокоскоростным нанесением металлических или композиционных защитных покрытий за счет одновременной реализации процессов газодинамического и термодиффузионного нанесения защитных покрытий и может быть использовано в различных отраслях промышленности при обработки изделий как для очистки их поверхности при любом загрязнении до степени очистки Sa3 по ISO 8501 и требуемому профилю и степени шероховатости, так и для последующего нанесении в едином технологическом цикле металлических и композиционных покрытий требуемой толщины с качеством, соответствующим требованиям ГОСТов 9.304, 9.307, 9.316.
Известен способ термодиффузионного цинкования стальных изделий, включающий подготовку состава для термодиффузионного цинкования, загрузку изделий и состава, нагрев до 420 град. С и ведение термодиффузионной обработки стальных изделий в течение 90 минут (Патент RU 2 539 888). Недостатками такого способа являются низкое качество очистки поверхностей изделий и нанесения покрытия, низкая производительность, плохая экологичность способа.
Наиболее близким по технической сущности к заявляемому изобретению является способ термодиффузионной обработки металлов и сплавов, включающий загрузку изделий и насыщающей смеси в реактор, его герметизацию, заполнение инертным газом, нагрев и ведение термодиффузионной обработки при постоянном перемешивании, после окончания обработки насыщающую смесь отделяют от обработанных изделий, затем выгружают изделия и охлаждают их (Патент RU 2 221 898).
Недостатками такого способа являются низкое качество очистки поверхностей изделий и нанесения покрытия, низкая производительность, плохая экологичность способа.
Техническим результатом настоящего изобретения является повышение качества очистки поверхностей деталей за счет термошоковой обработки, улучшения качества нанесения покрытия за счет предельного сокращения времени между операциями очистки и покрытия, увеличения производительности за счет интенсификации процесса обработки, сокращения межоперационных переходов и использования принципа «револьверности» процесса обработки, улучшения экологичности за счет исключения попадания в цех пылеобразных и газообразных компонентов.
Способ сверхзвуковой термошоковой подготовки поверхности и высокоскоростного газодинамического и термодиффузионного нанесения защитных покрытий на изделия предусматривает следующую последовательность выполняемых операций: реакционную камеру в положении «загрузка» заполняют изделиями на 0,2-0,5 от ее объема, переводят в положение «обработка», прикрывают фланцем реакционной камеры, соединенным с системой отвода продуктов сгорания, рекуперации материалов и пылеулавливания, приводят во вращение камеру при неподвижном фланце реакционной камеры, имеющим небольшой зазор между вращающейся камерой и фланцем реакционной камеры, через который в реакционную камеру поступает воздух из окружающей среды для транспортировки пыли и порошков в систему их рекуперации и очистки, в специальном отверстии в неподвижной крышке введенную в камеру сопло сверхзвукового аппарата по формированию регулируемых и управляемых по параметрам сверхзвуковой струи продуктов сгорания жидкого или газообразного углеводородного топлива в потоке сжатого воздуха (скорость струи регулируется в пределах 1-7 Маха, температура в реакционной камере в диапазоне от 30 до 600 град, по Цельсию) переводят в положении «работа», причем в реакционной камере в зоне обработке деталей и в процессе их очистки и в процессе нанесения защитных покрытий свободный кислород практически отсутствует за счет его выдавливания сверхзвуковым аппаратом, как правило, цикл подготовки поверхности загруженных деталей и цикл нанесения на них защитных покрытий может занимать последовательно от 1 до 3 минут каждый в непрерывном по времени процессе и без выключения установки, только переключая режим ее работы, в частности, управляя подачей в сверхзвуковой аппарат требуемых порошковых материалов, заданных технологической картой составом, расходом и продолжительностью, причем допустимо на завершающей стадии нанесения защитных покрытий в реакционную камеру вводить пассирующие растворы, далее переводят реакционную камеру при отодвинутом фланце реакционной камеры с соплом сверхзвукового аппарата в положении «парковка» в положение «выгрузка», изделия высыпаются из камеры и подаются системой выгрузки на контроль качества обработки поверхности деталей, параллельно с этим цикл работы установки по обработки новой партии деталей повторяется. Соответствующие положения реакционной камеры, сверхзвукового аппарата и процесс обработки деталей контролируют датчиками положения и системой видеоконтроля. Для эффективности перемешивания деталей реакционную камеру снабжают сегментным дном и ворошителями.
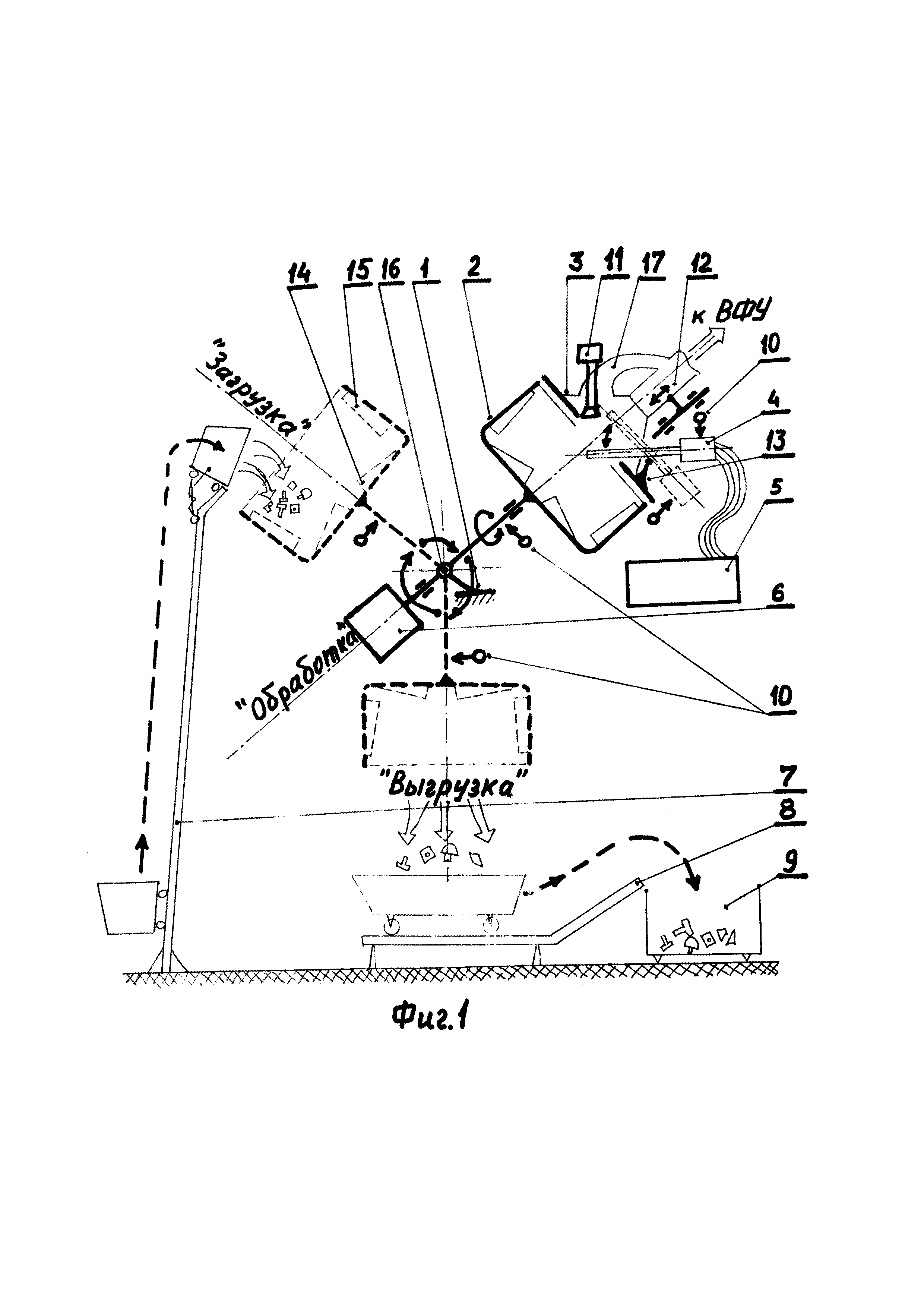
На Фиг. 1 предоставлен комплекс высокоскоростной газодинамической термодиффузии по технологии ПРАНС.
На Фиг. 1 введены следующие обозначения:
1 - рама;
2 - реакционная камера;
3 - фланец реакционной камеры;
4 - сверхзвуковой аппарат СВА;
5 - блок управления и измерения параметров техпроцесса, подачи и дозирования порошковых материалов (сокр. блок управления);
6 - привод вращения реакционной камеры;
7 - система загрузки;
8 - система выгрузки;
9 - тара;
10 - датчики контроля и фиксации положения реакционной камеры и сверхзвукового аппарата СВА (сокр. датчики положения);
11 - система видеоконтроля полости реакционной камеры (сокр. система видеоконтроля);
12 - тракт системы отвода продуктов сгорания, рекуперации материалов и пылеулавливания (сокр. тракт системы отвода);
13 - привод СВА;
14 - сегментное дно реакционной камеры;
15 - ворошители реакционной камеры; 16-ось рамы;
17 - газоотвод парковочный.
Заявленное изобретение осуществляют следующим образом.
Переводят реакционную камеру 2 в положение «загрузка» путем вращения вокруг оси рамы 16 рамы 1. Затем системой загрузки 7 заполняют реакционную камеру 2 изделиями на 0,2-0,5 от объема реакционной камеры 2. В качестве системы загрузки 7 используется или конвейер или нория или скиповый загрузчик или шнековый загрузчик или любую другую систему загрузки известного типа.
Далее, реакционную камеру 2 путем вращения вокруг оси рамы 16 рамы 1. переводят в положение «обработка», закрывают фланцем реакционной камеры 3, снабженным приводом СВА 13 и трактом системы отвода продуктов сгорания, рекуперации материалов и пылеулавливания 11 (далее по тексту сокр.: тракт системы отвода 11). С помощью привода вращения реакционной камеры 6 реакционную камеру 2 приводят во вращение. При этом между вращающейся реакционной камерой 2 и неподвижным фланцем реакционной камеры 3 имеется небольшой зазор. Данный зазор также обеспечивает поступление воздуха из окружающей среды для транспортировки продуктов сгорания, избыточных материалов и пыли в систему их рекуперации и очистки через тракт системы отвода 11. Введенное через специальное отверстие во фланце реакционной камеры 3 в рабочую полость реакционной камеры 2 сопло сверхзвукового аппарата СВА 4 используя привод СВА 13 переводят из положения «парковка» в положение «работа». Блок управления и измерения параметров техпроцесса, подачи и дозирования порошковых материалов 5 (далее по тексту сокр.: блок управления 5) регулирует и управляет параметрами сверхзвуковой струи продуктов сгорания жидкого или газообразного углеводородного топлива в потоке сжатого воздуха. Параметры формируются в следующих пределах: скорость струи регулируется в пределах 1-7 Маха, доводят температуру на поверхности обрабатываемых изделий в реакционной камере 2 в диапазоне от 30 до 600 град. Цельсию за время не более 2 секунд достигая эффекта термошока. Такой эффект термошока обеспечивает эффективную очистку поверхности изделий от загрязнений, окалины и окислов и далее активацию этих поверхностей, формируют на поверхности детали требуемую шероховатость и ее профиль В процессе обработки в реакционной камере 2 в зоне обработке изделий свободный атмосферный кислород практически отсутствует за счет его выдавливания под воздействием сверхзвукового аппарата СВА 4. Защитные покрытия наносят в непрерывном по времени процессе и без выключения установки, только переключая режим ее работы с помощью блока управления 5, в частности, управляя подачей в сверхзвуковой высокоскоростной аппарат требуемых порошковых материалов и/или пассирующих растворов, заданных технологической картой составом, расходом и продолжительностью. Эффективность перемешивания деталей в реакционной камере 2 обеспечивают сегментное дно реакционной камеры 14 и ворошители реакционной камеры 15.
Как правило, цикл подготовки поверхности загруженных изделий и цикл нанесения на них защитных покрытий может занимать последовательно от 1 минуты до 3 минут каждый в непрерывном по времени процессе и без выключения установки, только переключая режим ее работы, в частности, управляя подачей в сверхзвуковой высокоскоростной аппарат СВА 4 требуемых порошковых материалов, заданных технологической картой составом, расходом и продолжительностью. Допустимо на завершающей стадии нанесения защитных покрытий в реакционную камеру 2 вводить пассирующие растворы. Продукты сгорания жидкого или газообразного углеводородного топлива в потоке сжатого воздуха направляют через тракт системы отвода продуктов сгорания, рекуперации материалов и пылеулавливания (далее по тексту сокр. тракт системы отвода) 12 в систему рекуперации материалов и пылеулавливания и, далее, в вентиляционно-фильтрующую установку ВФУ, в котором абразивные и порошковые материалы возвращаются для повторного использования. Колебательным движением сверхзвукового высокоскоростного аппарата СВА 4 за счет привода СВА 13 обеспечивают качественную обработку поверхностей изделий с различных направлений.
Далее, сверхзвуковой аппарат СВА 4 устанавливают в положение «парковка», продукты сгорания удаляют через газоотвод парковочный 17, отодвигают фланец реакционной камеры 3, переводят реакционную камеру 2 в положение «выгрузка». Изделия высыпаются из реакционной камеры 2 в систему выгрузки 8 и подаются на контроль качества обработки поверхности деталей. В качестве система выгрузки 8 используется любой известный выгрузчик непрерывного действия или периодического действия. При необходимости указанные циклы работы установки могут выполняться в параллельном режиме по принципу револьверности смены дополнительно установленных реакционных камер 2. Соответствующие положения реакционной камеры 2, сверхзвукового аппарата СВА 4 и процесс обработки деталей контролируют датчики контроля и фиксации положения реакционной камеры (далее по тексту сокр. датчики положения) 10 и система видеоконтроля полости реакционной камеры (далее по тексту сокр. система видеоконтроля) 11 любыми известными способами.
Способ сверхзвуковой термошоковой подготовки поверхности и высокоскоростного газодинамического и термодиффузионного нанесения защитных покрытий на изделия и устройство для его осуществления поясняются следующими примерами.
Пример 1
В качестве системы загрузки 7 используется загрузчик скипового типа. Далее на устройстве для осуществления данного способа выполняются операции согласно ранее изложенному описанию.
Параметры формируются в следующих режимах: скорость струи устанавливается в значении 1 Маха, тепловая мощность в пределах 10 кВт, температура в реакционной камере 30 град, по Цельсию.
В качестве системы выгрузки 8 используется ленточный транспортер непрерывного действия.
Пример 2
В качестве системы загрузки 7 используется загрузчик типа нория. Далее на устройстве для осуществления данного способа выполняются операции согласно ранее изложенному описанию.
Параметры формируются в следующих режимах: скорость струи устанавливается в значении 7 Махов, тепловая мощность в пределах 300 кВт, температура в реакционной камере 600 град, по Цельсию.
В качестве системы выгрузки 8 используется вагонетка с направляющими дорожками периодического действия.
Предложенный способ обеспечивает повышение качества очистки поверхностей деталей за счет термошоковой обработки, улучшения качества нанесения покрытия за счет предельного сокращения времени между операциями очистки и покрытия, увеличения производительности за счет интенсификации процесса обработки, сокращения межоперационных переходов и использования принципа «револьверности» процесса обработки, улучшения экологичности за счет исключения попадания в цех пылеобразных и газообразных компонентов.
Двигатель внутреннего сгорания с высокой ограничительной характеристикой и высокой скоростью приема нагрузки

