Результат интеллектуальной деятельности: ЭКСТРУДЕР СТРОИТЕЛЬНЫХ СМЕСЕЙ ДЛЯ 3D ПРИНТЕРА
Вид РИД
Изобретение
Область техники
Изобретение относится к строительной области, а именно к строительным 3D принтерам, в частности к экструдерам строительных смесей, предназначенных для установки на строительные 3D принтеры объемной печати различной схемы компоновки с целью изготовления строительных конструкций, в том числе для строительства жилых домов, зданий и сооружений различного назначения, изготовление частей и элементов зданий, деталей строительных конструкций, строительных материалов и прочих изделий простой и сложной геометрической формы по аддитивной технологии.
Уровень техники
Основой всех известных способов 3D печати являются следующие шаги: формирование поперечных сечений изготавливаемого объекта, послойное наложение этих сечений и комбинирование слоев, с созданием заданной геометрии изделия, соответствующей компьютерной 3D модели.
В зависимости от выбранной технологии трехмерной печати изделий могут использоваться различные материалы: металлические и керамические порошки, жидкие смолы, воск, пластик, различные листовые материалы, композитные материалы (из соединений целлюлозы, специальных волокон и других добавок, смесь литейного песка и добавок), строительные смеси на основе цемента, гипса, шамотной глины.
Строительная 3D-печать может осуществляться разными способами и с использованием различных материалов, в основе которых лежит принцип послойного создания (выращивания) твердого объекта, в результате которой объект формируется путем послойной укладки строительного материала на высоту сформированного слоя.
Для печати строительных конструкций применяют следующие материалы: цемент (портландцемент), песок (двуокись кремния, оливин, хромит, циркон, глинозем, муллит, кварцевое стекло, шамот), гипс, модифицирующие и антизамерзающие добавки, пластификаторы, фиброволокна, ускорители (замедлители) отвердевания, воду, и композитные материалы на основе лигнина и целлюлозы.
Во всех известных случаях, независимо от конструкции принтера (портальная, с угловыми координатами на базе роботов - манипуляторов), строительные принтеры не оснащены экструдерами, позволяющими одновременно использовать автоматизированную и ручную подачу строительной смеси, накапливать строительную смесь, дозировать её с применением исполнительных устройств на базе ЧПУ, вводить пластифицирующие и иные добавки непосредственно в экструдер, исключать самопроизвольное вытекание строительной смеси запорным клапаном, подмешивать строительную смесь в ёмкости экструдера во избежание расслаивания и комкования смеси, использовать строительные смеси на основе не только цементного вяжущего.
Из уровня техники известно формирование (экструдирование) стенки с внутренними ребрами (см. [1] заявку РСТ № WO2007050972, МПК B28B 1/16, опубл. 03.05.2007). В опубликованной заявке представлено описание сопла для выдавливания, в состав которого входит три выхода с контролером, позволяющим направлять экструдируемый материал в три выхода.
Недостатками данного аналога являются:
- отсутствие ёмкости, позволяющей накапливать строительную смесь при ручной или автоматизированной загрузке экструдера;
- отсутствие интегрированного в ёмкость дозатор строительных смесей, позволяющий регулировать количество строительной смеси при формировании печатаемого слоя. Дозатор может содержать механизмы, построенные на элементах привода и управления ЧПУ;
- отсутствие подмешивающего устройства, позволяющее избежать расслаивания и комкования строительного материала, используемого для печати;
- отсутствие дополнительных коммуникаций для введения пластифицирующих и иных добавок;
- отсутствие запорного клапана для исключения самопроизвольного вытекания строительной смеси.
Наиболее близким аналогом к заявленному изобретению по совокупности признаков, принятым за прототип, является способ и устройство для подачи цементных материалов (см. [2] заявку РСТ № WO2013064826, МПК B28B 17/00, B28B 3/20, B28B 3/26, опубл. 10.05.2013). В заявке представлено описание экструдирования материала на основе цемента из резервуара через сопло. В данном решении предложено размещение экструдера только на манипуляторе, строительные смеси предполагаются только на основе цементного вяжущего.
В упрощенной конструкции экструдера строительных смесей для 3D принтера не предусмотрено использование:
- ёмкости как накопителя строительной смеси при ручной или автоматизированной загрузке экструдера;
- дозатора строительных смесей, позволяющий регулировать количество строительной смеси при формировании печатаемого слоя;
- подмешивающего устройства, позволяющее избежать расслаивания и комкования строительного материала, используемого для печати;
- вибратора, позволяющего уплотнять экструдированный строительный материал при его укладке в слой;
- дополнительных коммуникаций для введения пластифицирующих и иных добавок;
- запорного клапана для исключения самопроизвольного вытекания строительной смеси.
Сущность изобретения
Технической задачей, стоящей перед изобретением, является устранение недостатков аналогов и расширение функциональных возможностей.
Техническим результатом заявленного изобретения является значительное увеличение производительности принтера, повышение точности печати и качества укладки строительных смесей, сокращение времени на промывку и регламентное обслуживание оборудования.
Согласно изобретению, техническая задача решается, а технический результат достигается за счет того, что экструдер строительных смесей для 3D принтера состоит из ёмкости с устройством крепления, позволяющим закрепить экструдер на исполнительных механизмах принтера, отверстия для загрузки строительного материала, сопла с выходным отверстием для экструдирования строительного материала, при этом в нижнюю часть ёмкости интегрирован дозатор строительных смесей, позволяющий регулировать количество строительной смеси при формировании печатаемого слоя, также экструдер содержит подмешивающее устройство, выполненное в виде подмешивающей рамки с приводом, который одновременно является приводом для дозатора строительных смесей.
Также техническая задача решается, а технический результат достигается за счет того, что дозатор строительных смесей выполнен в виде шнека или героторной пары.
Также техническая задача решается, а технический результат достигается за счет того, что содержит запорный клапан для исключения самопроизвольного вытекания строительной смеси.
Также техническая задача решается, а технический результат достигается за счет того, что дополнительно содержит коммуникации для введения пластифицирующих и/или иных добавок.
Также техническая задача решается, а технический результат достигается за счет того, что коммуникации выполнены в виде штуцера.
Также техническая задача решается, а технический результат достигается за счет того, что выходное отверстие сопла для экструдирования строительного материала выполнено с круглым сечением или с квадратным сечением, или с прямоугольным сечением, или с зубчатым краем для формирования слоя необходимой формы.
Также техническая задача решается, а технический результат достигается за счет того, что выходное отверстие сопла расположено под углом к направлению укладки слоя.
Также техническая задача решается, а технический результат достигается за счет того, что на сопло установлено устройство формирования поверхности в виде заглаживающих или фактурных лопаток.
Также техническая задача решается, а технический результат достигается за счет того, что сопло выполнено поворотным, с приводом поворотной оси для поворота сопла по направлению движения.
Также техническая задача решается, а технический результат достигается за счет того, что дополнительно содержит устройство для укладки гибкой арматуры из стальной или композитной проволоки, выполненное в виде привода с катушкой, которая содержит проволоку, и входным приспособлением, которое расположено непосредственно в сопле для подачи проволоки непосредственно в выкладываемую смесь.
Краткое описание чертежей
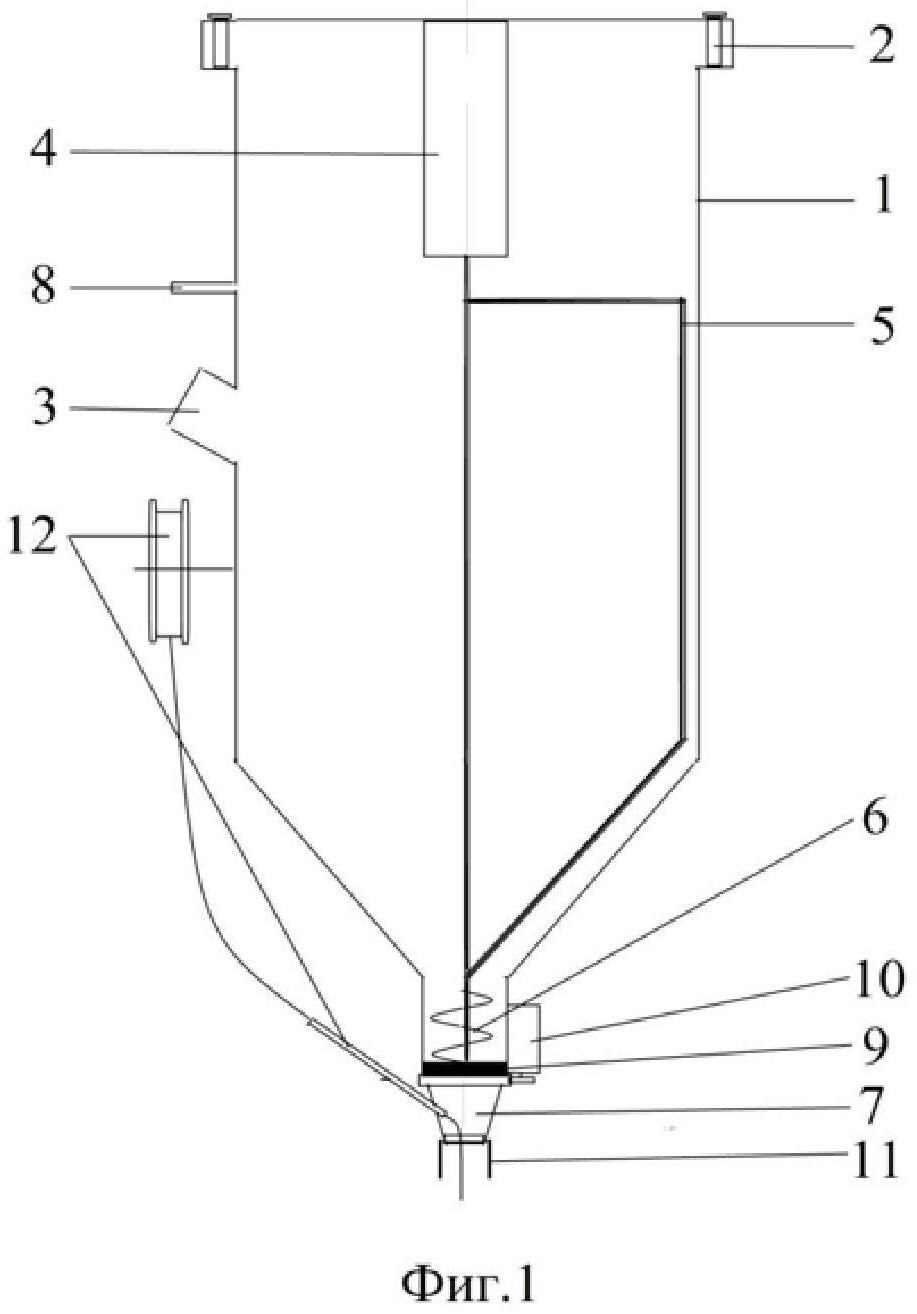
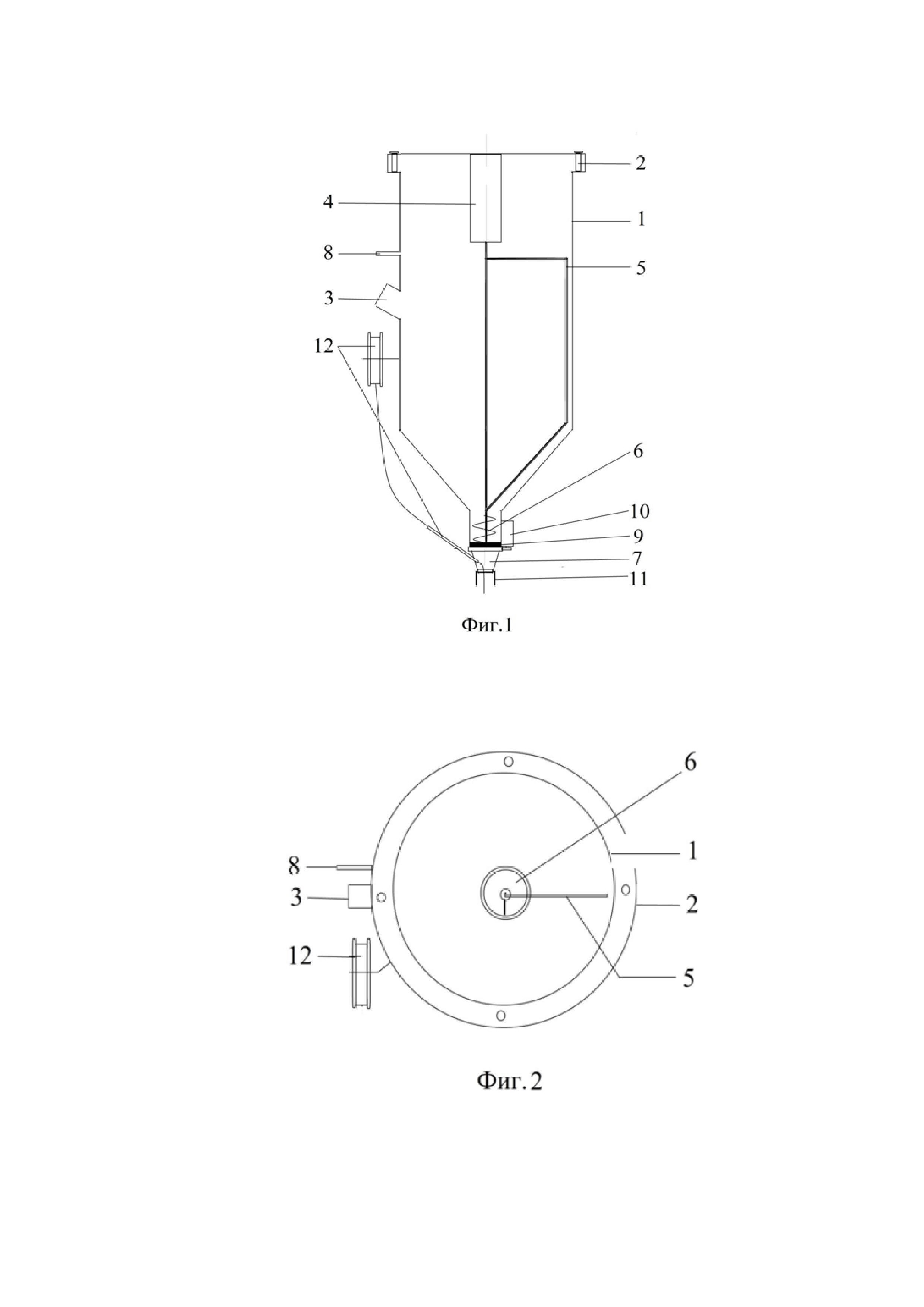
На фиг. 1 - вид сбоку (в разрезе) экструдера строительных смесей для 3D принтера.
На фиг. 2 - вид сверху экструдера строительных смесей для 3D принтера.
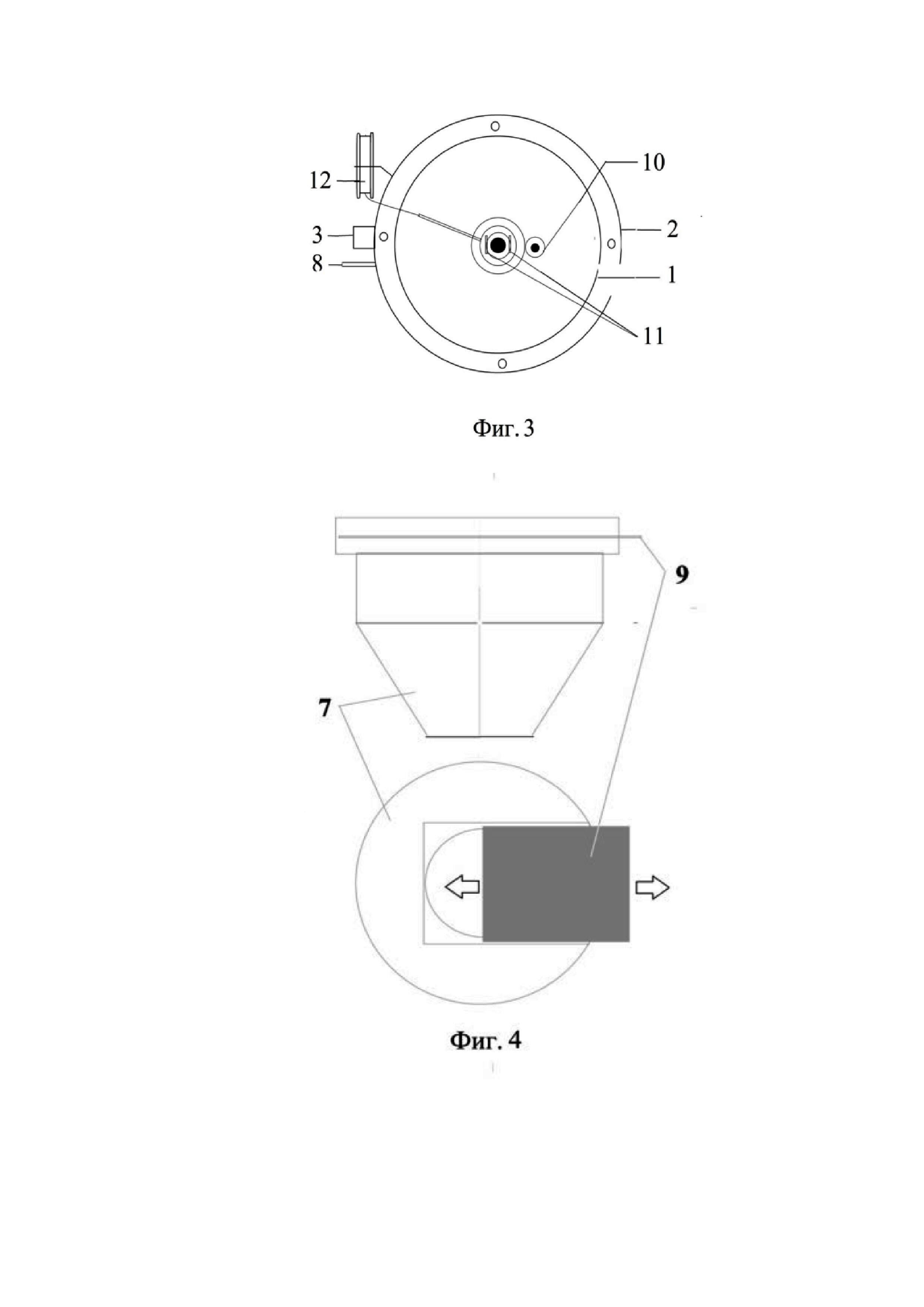
На фиг. 3 - вид снизу экструдера строительных смесей для 3D принтера.
На фиг. 4 - запорный клапан для исключения самопроизвольного вытекания строительной смеси; дополнительные коммуникации для введения пластифицирующих и иных добавок.
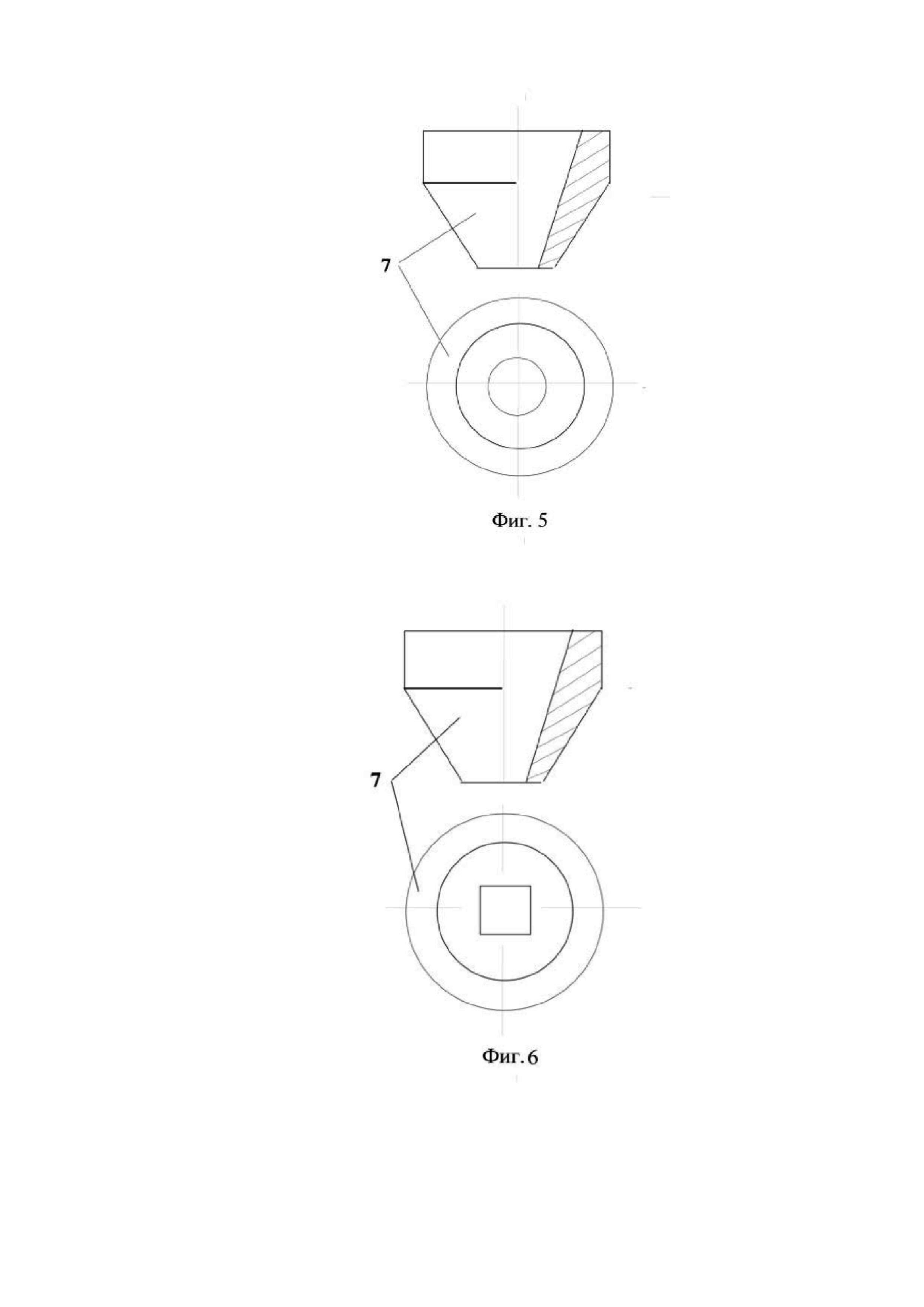
На фиг. 5 - сопло для укладки строительных смесей с круглым отверстием.
На фиг. 6 - сопло для укладки смесей с прямоугольным отверстием, позволяющим формировать слой, близкий к гладкой в вертикальной плоскости стенки.
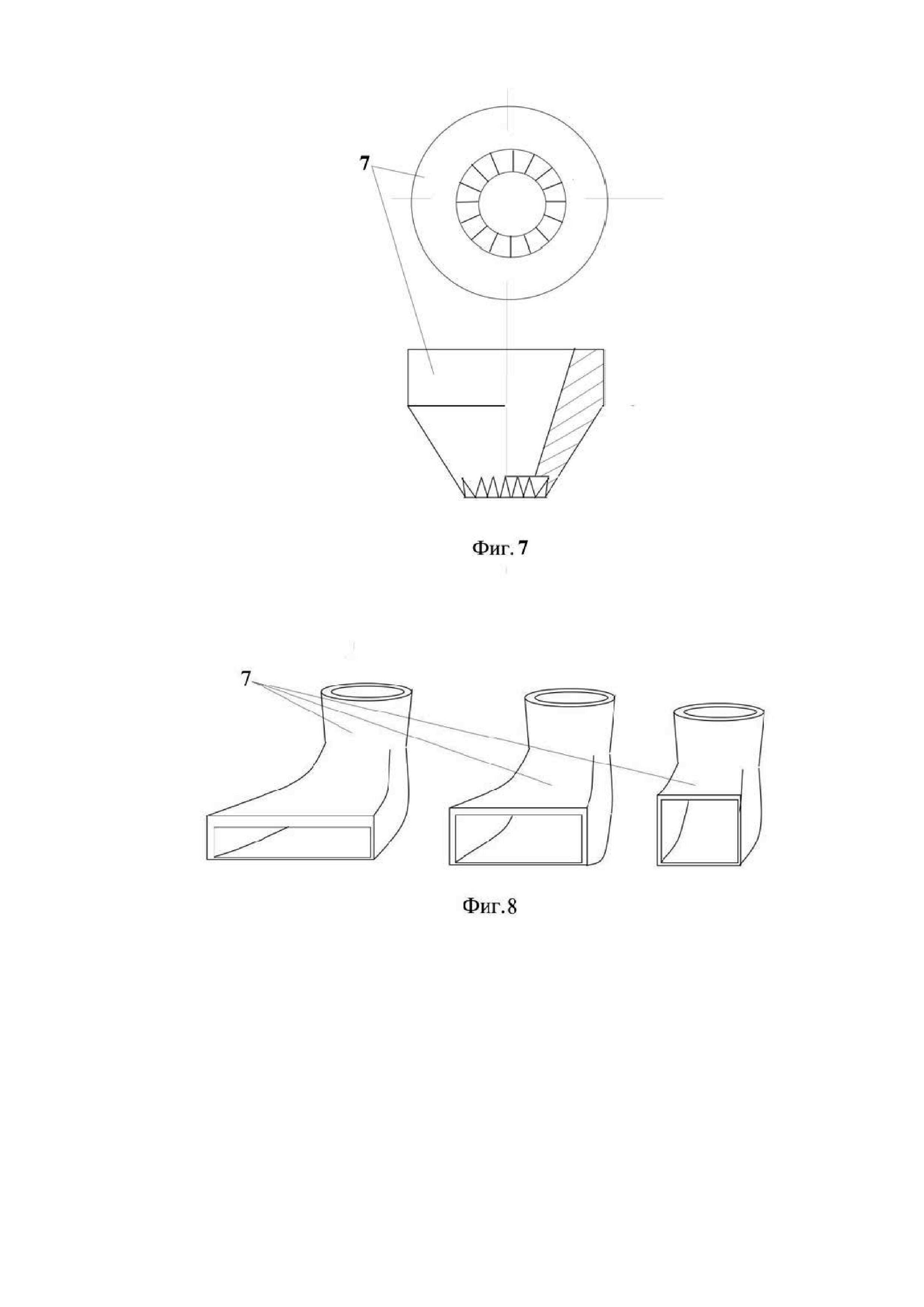
На фиг. 7 - сопло с зубчатым краем, позволяющим формировать неровную верхнюю поверхность слоя для обеспечения большей адгезии между слоями.
На фиг. 8 - сопло с различными конфигурациями выходных отверстий, расположенных под углом к направлению укладки для формирования различных по геометрии слоёв, в том числе прямоугольных, позволяющих формировать слой, близкий к гладкой в вертикальной плоскости стенки.
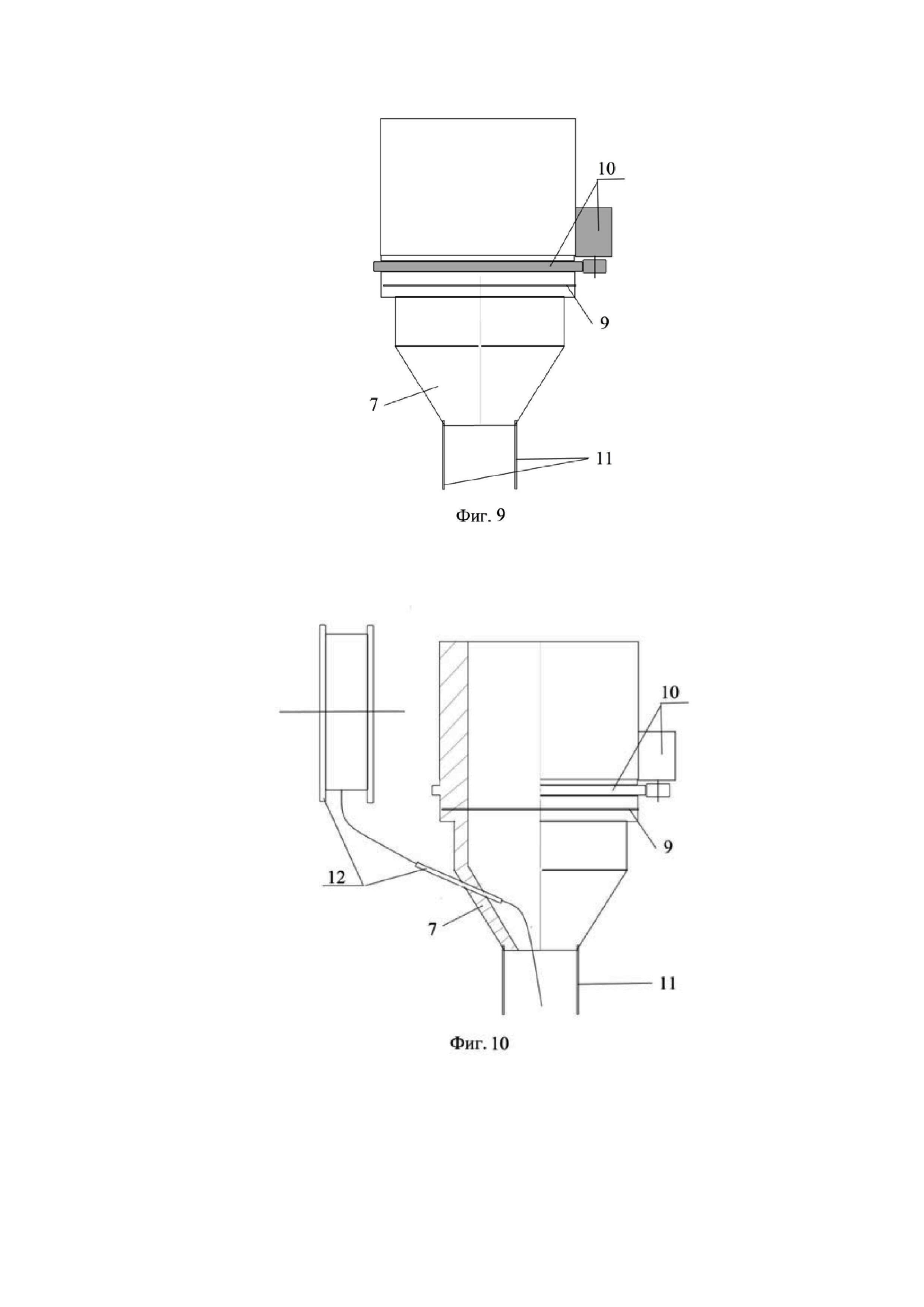
На фиг. 9 - поворотная ось для поворота сопла по направлению движения печатающей головки.
На фиг. 10 - устройство для укладки арматуры, представляющее из себя привод для сматывания гибкой арматуры из стальной, либо композитной проволоки.
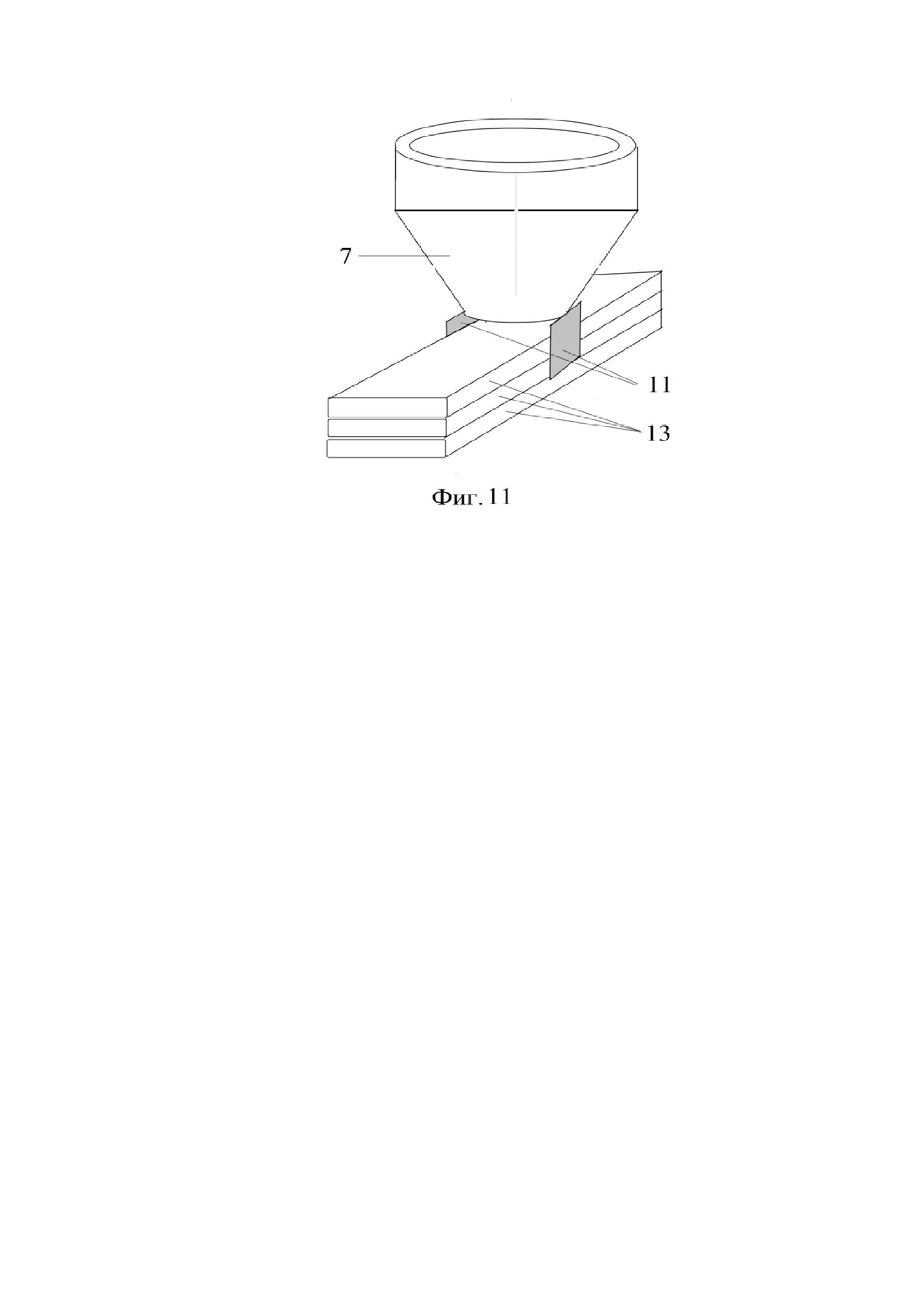
На фиг. 11 - устройство формирования поверхности в виде заглаживающих, либо фактурных лопаток.
На фигурах обозначены следующие позиции:
1 - ёмкость (корпус) экструдера;
2 - устройство крепления;
3 - отверстие для загрузки (подачи) в экструдер строительного материала (строительной смеси);
4 - привод дозатора и подмешивающей рамки;
5 - подмешивающая рамка;
6 - дозатор (шнек или героторная пара);
7 - сопло;
8 - штуцер (коммуникации) для подачи пластифицирующих и иных добавок к строительной смеси;
9 - запорный клапан;
10 - привод поворотной оси для поворота сопла и устройства формирования поверхности в виде заглаживающих, либо фактурных лопаток по направлению движения печатающей головки;
11 - устройство формирования поверхности в виде заглаживающих, либо фактурных лопаток;
12 - устройство для укладки арматуры, представляющее из себя привод для сматывания гибкой арматуры из стальной, либо композитной проволоки;
13 - печатаемая конструкция (заглаженные слои).
Осуществление изобретения
Экструдер строительных смесей для 3D принтера предназначен для послойной, автоматической укладки слоев из смесей (строительного материала) на основе цемента, гипса, шамотной глины.
Экструдер состоит из ёмкости (1) с устройством крепления (2), отверстия (3) для загрузки строительного материала, сопла (7) с выходным отверстием для экструдирования строительного материала. Устройством крепления (2) позволяет конструктивно закрепить экструдер на исполнительных механизмах 3D принтера различных компоновочных схем: работающая в декартовых, либо угловых координатах, либо иметь конструкцию робота - манипулятора. В нижнюю часть ёмкости (1) интегрирован дозатор (6) строительных смесей выполненный в виде шнека или героторной пары, позволяющий регулировать количество (подачу) экструдируемой строительной смеси при формировании печатаемого слоя. Экструдер также содержит подмешивающее устройство, расположенное в ёмкости (1) и выполненное в виде подмешивающей рамки (5) с приводом (4), расположенным в верхней части ёмкости (1). Подвешивающее устройство позволяет избежать расслаивания и комкования строительного материала, используемого для печати.
Экструдер дополнительно содержит запорный клапан (9), расположенный между соплом (7) и дозатором (6), для исключения самопроизвольного вытекания строительной смеси (фиг.4). В ёмкости (1) выполнены коммуникации (8), например, в виде штуцера, для введения пластифицирующих и иных добавок.
Выходное отверстие сопла (7) для экструдирования строительного материала может быть выполнено различной конфигурации, для формирования укладываемого слоя строительного материала необходимой формы, например, с круглым сечением (фиг. 5) или с квадратным сечением, или с прямоугольным сечением (фиг. 6), или с зубчатым краем (фиг. 7), позволяющим формировать неровную верхнюю поверхность слоя для обеспечения большей адгезии между слоями. При этом сопло (7) с выходным отверстием различной конфигурацией может быть расположено под углом к направлению укладки для формирования различных по геометрии слоёв, в том числе прямоугольных, позволяющих формировать слой, близкий к гладкой в вертикальной плоскости стенки (фиг.8). На сопло также может быть установлено устройство формирования поверхности (11) в виде заглаживающих или фактурных лопаток (фиг.11).
Дополнительно экструдер может содержать механизмы, построенные на элементах привода и управления ЧПУ. Так в заявленном изобретении сопло (7) может быть выполнено поворотным, с приводом (10) поворотной оси для поворота сопла (7) по направлению движения (фиг.9).
Дополнительно экструдер содержит устройство (12) для укладки гибкой арматуры из стальной или композитной проволоки, выполненное в виде привода для сматывания/разматывания проволоки (гибкой арматуры) на катушку, и входным приспособлением, которое расположено непосредственно в сопле для подачи проволоки непосредственно в выкладываемую смесь.
Устройство работает следующим образом.
Строительная смесь загружается (подаётся) в ёмкость (1) экструдера, прикреплённого к исполнительным механизмам принтера посредством устройства крепления 2, через отверстие (3) для загрузки (подачи) в экструдер строительного материала (строительной смеси). Смесь подаётся в сопло (7) экструдера посредством дозатора (6), выполненного в виде шнека или героторной пары, приводимого во вращение приводом (4) дозатора и подмешивающей рамки. Подмешивающая рамка (5), установленная на валу привода (4), служит для размешивания смеси, во избежание её расслаивания и комкования. Дозатор (6) строительных смесей позволяет регулировать количество экструдируемой строительной смеси при формировании печатаемого слоя, печатаемой конструкции (13).
Для исключения самопроизвольного вытекания строительной смеси экструдер может содержать запорный клапан (9). Для введения пластифицирующих и иных добавок экструдер может оснащаться дополнительными коммуникациями (8) в виде штуцером для подачи пластифицирующих и иных добавок к строительной смеси.
Для укладывания слоя в направлении движения экструдера принтера применяется привод (10) поворотной оси для поворота сопла. Он же поворачивает по направлению движения экструдера устройство (11) формирования поверхности в виде заглаживающих или фактурных лопаток.
Для укладки арматуры в теле печатаемого слоя может применяться устройство (12) для укладки арматуры, представляющее из себя привод для сматывания гибкой арматуры из стальной или композитной проволоки.
Промывка экструдера по окончанию работы осуществляется через отверстие для загрузки (подачи) в экструдер строительного материала (строительной смеси) и через штуцер для подачи пластифицирующих и иных добавок к строительной смеси.
Причинно-следственная связь между техническим результатом и существенными признаками формулы изобретения заключается в следующем:
- достижение высокого качества поверхности и повышения механических характеристик, печатаемых объектов при печати зданий и сооружений за счет установки дозатора строительных смесей, позволяющий регулировать количество строительной смеси при формировании печатаемого слоя, и подмешивающее устройство, позволяющее избежать расслаивания и комкования строительного материала, используемого для печати, оснащения запорным клапаном для исключения самопроизвольного вытекания строительной смеси, а так же соплами различной конфигурации для формирования укладываемого слоя строительного материала;
- расширение функциональных возможностей экструдера строительных смесей для 3D принтера, который может содержать механизмы, построенные на элементах привода и управления ЧПУ, позволяющих управлять поворотом сопла и заглаживающего устройства (устройства формирования поверхности), дополнительные коммуникации для введения пластифицирующих и иных добавок, экономить время и средства за счёт упрощения регламентного обслуживания;
- автоматизация армирования процесса печати за счёт оснащения экструдера устройством для укладки арматуры.
Способ изготовления и обработки аддитивной футеровки
Экструдер 3д принтера c конвекционным нагревом
Мобильный строительный 3d-принтер
Способ изготовления и обработки аддитивной футеровки
Экструдер 3д принтера c конвекционным нагревом
Способ изготовления футеровки для металлургического оборудования в виде плавильного или разливочного устройства с использованием аддитивных технологий

