Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СЕКТОРНЫМ ПРИЖИМОМ ШТАМПА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в прессовых машинах для управляемого воздействия на сектора прижима штампа для листовой штамповки, следствием которого является управление прижимными усилиями на различных участках заготовки.
Известен механический пресс для опробования и отладки штампов (патент РФ на изобретение №2169078, опубл. 20.06.2001, бюл. №17) содержащий станину, состоящую из стола, траверсы и стоек, стянутых в жесткую раму стяжными шпильками, привод, муфту, тормоз, рычажный исполнительный механизм, размещенный в траверсе станины, механизм регулировки усилия ползуна с предохранителем защиты штампа по усилию и вытяжные подушки, размещенные в столе и ползуне, при этом стол в зоне приложения технологических нагрузок образован несущими балками, выполненными в виде сотовой панели, несущей подштамповую плиту, размещенная в столе вытяжная подушка образована комплектом управляемых силовых цилиндров, установленным в нижней части стола, и имеет ползун, сочлененный с цилиндром обратного хода подушки посредством поперечной траверсы и тяг, а в ползуне пресса в зоне технологической нагрузки установлены жесткие неподвижные опоры надштамповой плиты, расположенные между цилиндрами подушки ползуна.
Наиболее конструктивно близким является устройство регулирования нагрузки подушки прессовой машины для регулирования нагрузки пресса (патент РФ на изобретение №2401742, опубл. 20.10.2010, бюл. №29), действующей на подушку штампа, расположенную под ползуном, выполненным с возможностью перемещения вверх и вниз. Рассматриваемое устройство содержит гидравлический цилиндр, образующий подушку штампа, соединенный с ним гидравлический регулирующий клапан, гидравлический источник, регулирующий степень открытия блок, блок определения скорости опускания подушки штампа, блок корректировки сигнала. Гидравлический источник соединен с цилиндром посредством гидравлического регулирующего клапана.
Общим недостатком описанных конструкций является то, что подушка пресса не позволяет управлять прижимными усилиями на различных участках поверхности заготовки.
Задачей изобретения является обеспечение заданных прижимных усилий на всех участках поверхности заготовки.
Технический результат достигается тем, что устройство для управления секторным прижимом штампа для листовой штамповки содержит гидроцилиндры со штоками, связанными с секторами прижима. Дополнительно снабжено пневмогидравлическим аккумулятором, управляемыми дросселями, блоками регулирования степени открытия управляемых дросселей, датчиками давления в гидроцилиндрах, датчиками текущего положения штоков гидроцилиндров при их перемещении вдоль оси и системой числового программного управления, при этом с каждым сектором прижима связан шток по меньшей мере одного гидроцилиндра, система числового программного управления выполнена с возможностью установления давления в гидроцилиндрах в зависимости от положения штоков, а пневмогидравлический аккумулятор выполнен с возможностью обеспечения возврата поршней гидроцилиндров в исходное положение путем вытеснения жидкости из пневмогидравлического аккумулятора в поршневую полость гидроцилиндров через обратные клапаны. Устройство для управления секторным прижимом штампа для листовой штамповки может быть снабжено установочными элементами, выполненными с возможностью закрепления гидравлических цилиндров с управляемыми дросселями на столе пресса в зависимости от расположения секторов прижима штампа.
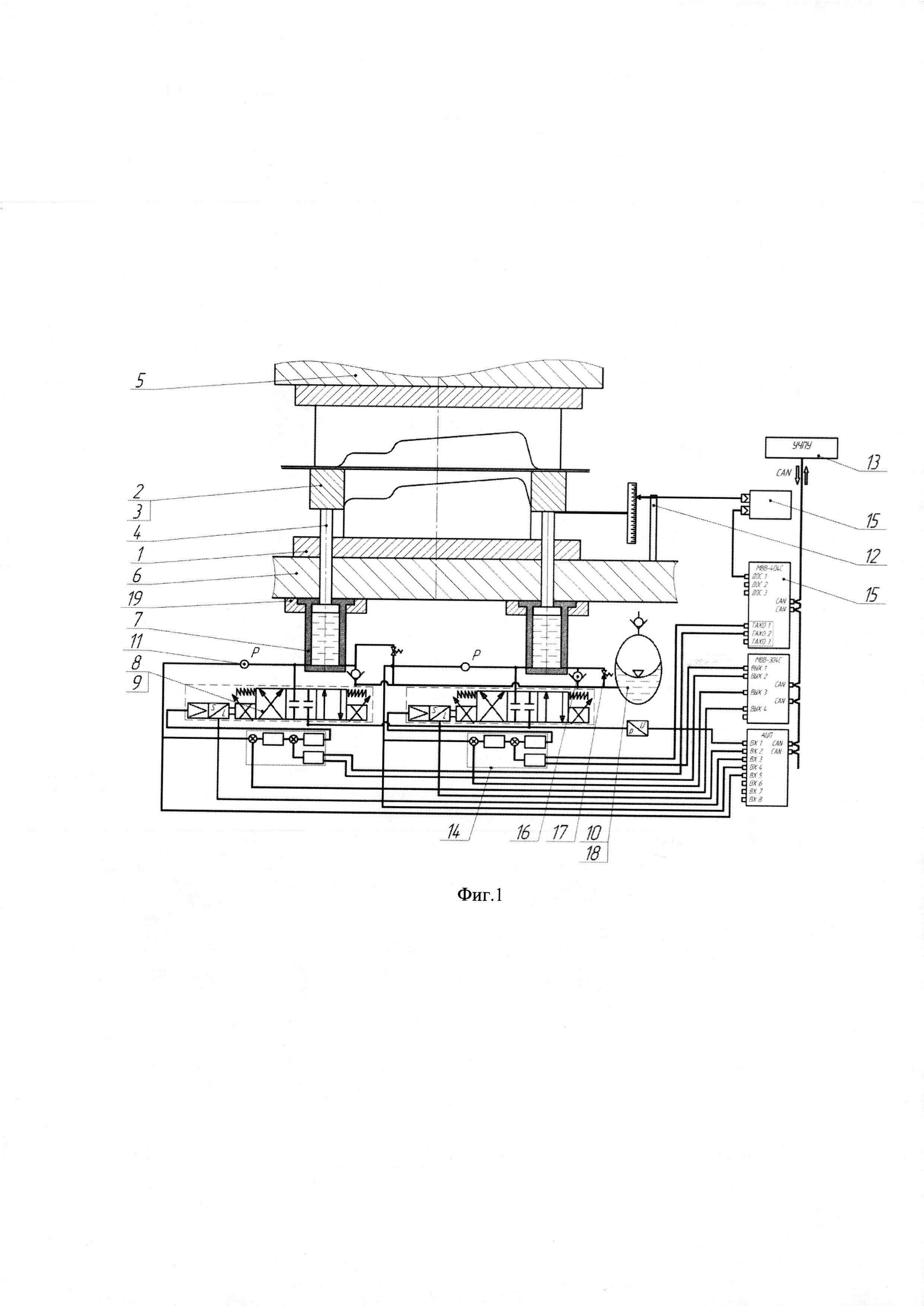
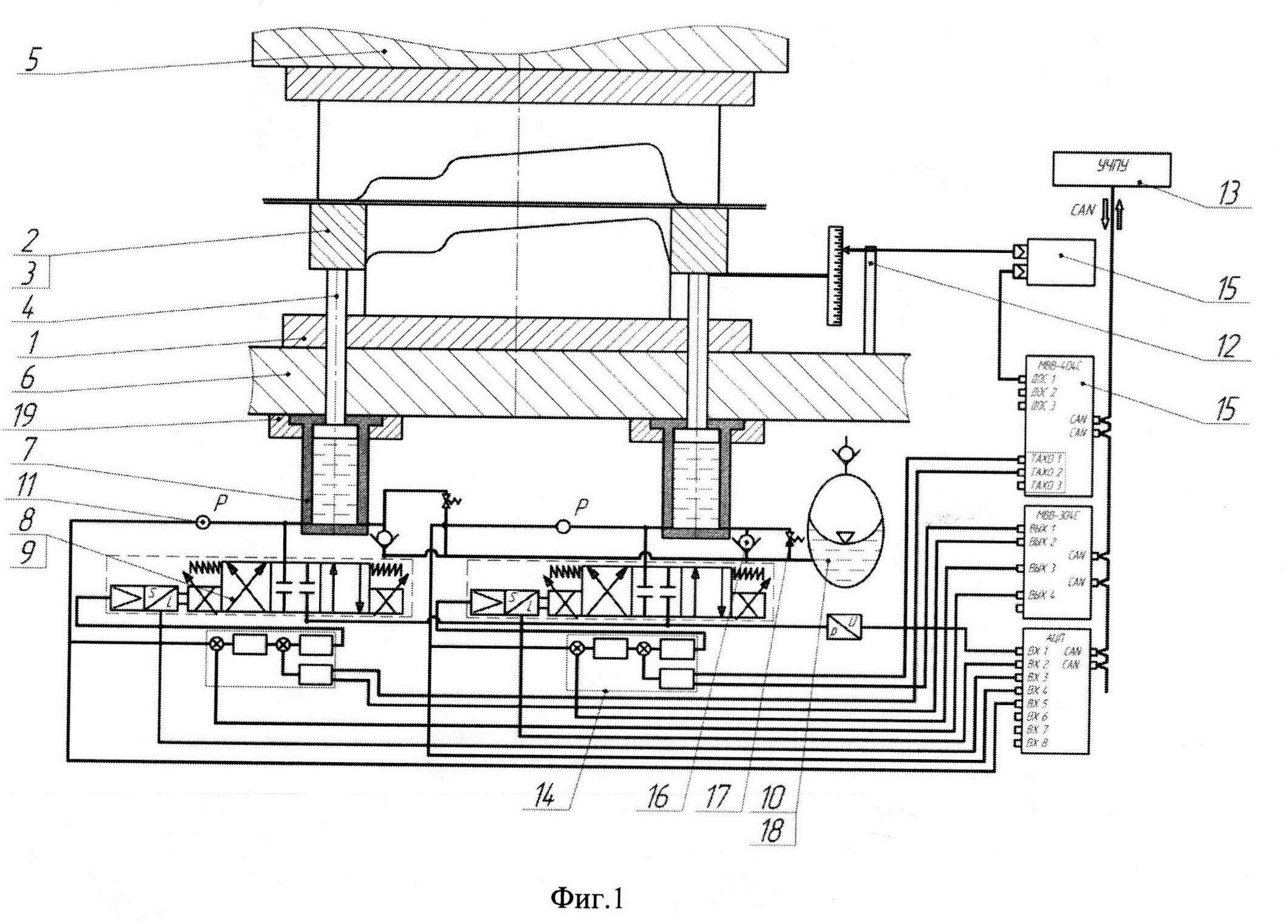
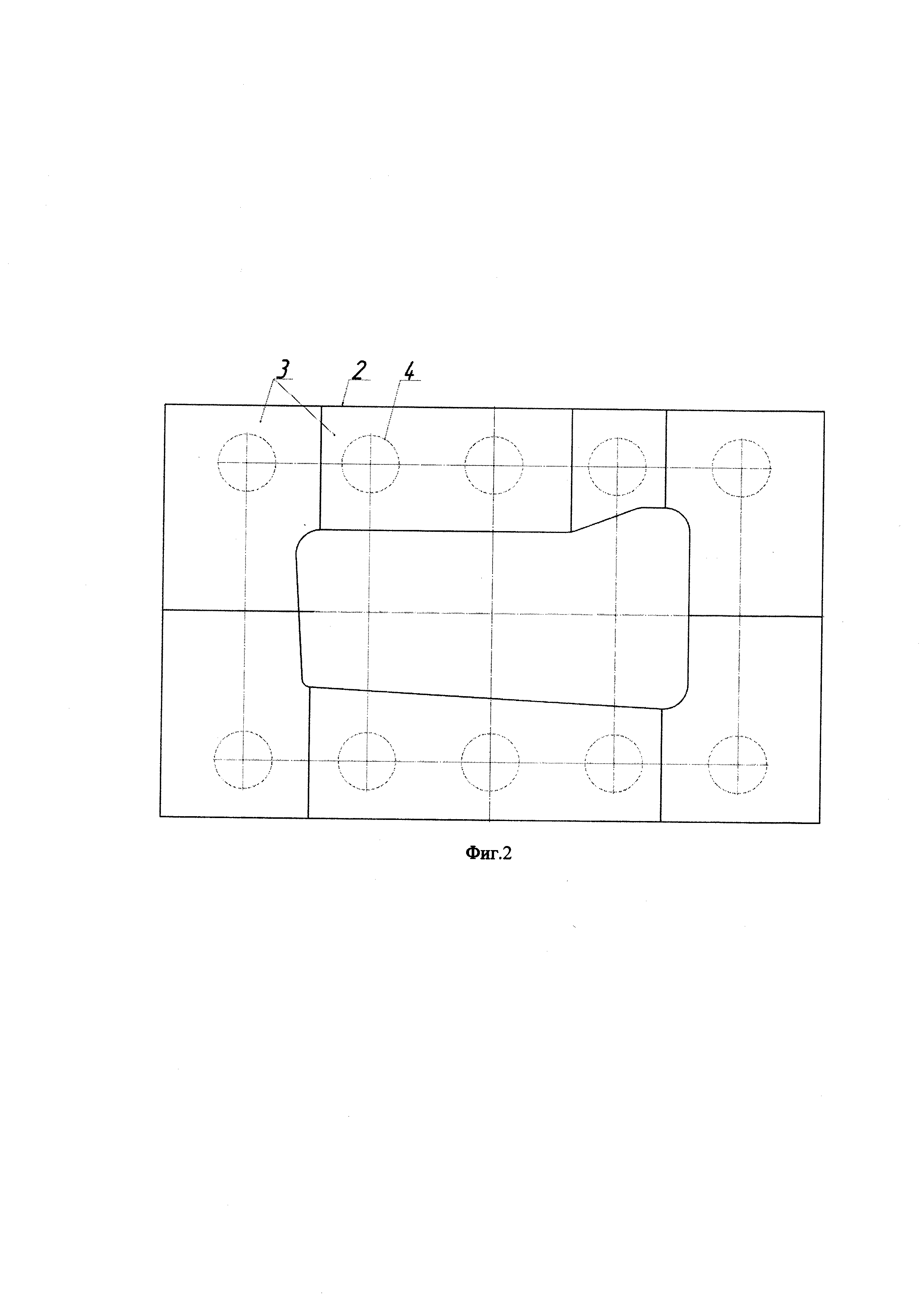
Конструкция устройства управления прижимным усилием в процессе листовой штамповки поясняется чертежами. На фиг. 1 представлено устройство для управления секторным прижимом штампа для листовой штамповки, на фиг. 2 - сектора прижима с местами соприкосновения штоков гидравлических цилиндров.
Предлагаемая конструкция предназначена для управления прижимными усилиями в штампе 1, имеющем секторный прижим 2. Количество секторов 3 прижима 2 зависит от габаритных размеров и формы штампуемой заготовки. При этом каждый из секторов 3 прижима 2 связан с одним или несколькими штоками 4 и контактирует с ползуном 5 пресса 6. В состав устройства управления прижимными усилиями в процессе листовой штамповки для штампов с секторными прижимами входят: гидроцилиндры 7, вертикально закрепленные в столе пресса 6; штоки 4 гидроцилиндров 7, которые являются одновременно толкателями; управляемые дроссели 8, со встроенными клапанами 9; пневмогидравлический аккумулятор 10; датчики 11 давления жидкости в гидроцилиндрах 7; датчик 12 текущего положения ползуна 5; устройство 13 числового программного управления; блоки 14 регулирования степени открытия управляемых дросселей 8 и блок управления 15, гидравлические клапаны 16, обеспечивающие заполнение рабочей жидкостью гидроцилиндры 7. Гидроцилиндры 7 имеют возможность располагаться в столе пресса 6 произвольно в зависимости от конструкции штампа. В гидроцилиндрах 7 предусмотрены предохранительные переливные клапаны 17. Кроме того предусмотрен датчик 18 давления жидкости в пневмогидравлическом аккумуляторе 10. Пресс 6 имеет установочные элементы 19, позволяющие закреплять гидравлические цилиндры 7 с управляемыми дросселями 8 в столе пресса 6 в зависимости от расположения секторов 3 прижима 2 штампа.
Устройство для управления секторным прижимом штампа для листовой штамповки работает следующим образом. Штоки 4 поршней гидроцилиндров 7 при перемещении вниз из крайнего верхнего положения в рабочей фазе цикла штамповки контактируют через заготовку и сектора 3 прижима 2 с ползуном 5 пресса 6 и действуют на него с силой, возникающей вследствие гидравлического сопротивления вытесняемой из гидроцилиндров 7 жидкости, зависящего от размера переменного сечения проходных отверстий управляемых дросселей 8. Размеры гидроцилиндров 7 и пневмогидравлического аккумулятора 10 выбраны таким образом, чтобы относительное приращение объема жидкости в результате вытеснения из гидроцилиндров 7 в пневмогидравлический аккумулятор 10, а следовательно, и давление в нем не превышало 5%, кроме того градиент температуры жидкости в пневмогидравлическом аккумуляторе 10 не превышал 10% от исходного значения. На этапе движения ползуна 5 пресса 6 вверх, ползун 5 уже не воздействует на штоки 4, так как между ними отсутствует механическая связь. Однако штоки 4 также движутся вверх до упора вслед за ползуном 5 за счет вытеснения жидкости из пневмогидравлического аккумулятора 10 через клапаны 16 обратно в поршневую полость гидроцилиндров 7. Скорость возврата штоков 4 вверх будет определяться давлением в пневмогидравлическом аккумуляторе 10, гидравлическим сопротивлением клапанов 16, площадью поршня, силами трения и инерции, весом движущихся частей системы прижим-поршень-толкатель. Гидравлическое сопротивление клапанов 16 должно быть снижено до минимума, чтобы обеспечить относительно большую скорость возврата штоков 4 вверх.
Для обеспечения автоматизированной работы применяются датчики 11 давления жидкости в гидроцилиндрах 7 и датчик 12 текущего положения штока 4 вдоль вертикальной оси, устройство 13 числового программного управления и блоки 14 регулирования управляемыми дросселями 8. Датчик 12 текущего положения включает в себя подвижную часть, которая механически связана с штоком 4, и неподвижную часть, связанную со столом пресса 6. В устройстве 13 числового программного управления имеются управляющие программы, представленные табличными функциями, которые определены на интервале изменения аргумента Z, равного ходу штока 4, определяющие величину проходных сечений для каждого из управляемых дросселей 8, а, следовательно, давление в гидроцилиндрах 7. В устройствах управления, имеются два входных канала приема данных, через один канал поступает информация о текущем координатном положении штока 4, а через другой канал - управляющая программа, с устройства 13 числового программного управления. Блок управления 15, сравнивает данные на обоих входах и формирует на выходе, управляющий сигнал Р.
Управляющие сигналы на выходе устройств управления, соответствующих управляющим программам, предписывают оказывать сопротивление движению ползуна 5 каждым из штоков 4 гидроцилиндров 7 с силой, представленной в управляющей программе. Кроме того, устройство управления, также, сравнивая данные со входных каналов, формирует на выходе сигнал управления состоянием управляемого дросселя 8. Блок 14 регулирования корректирует гидравлическое сопротивление управляемого дросселя 8, и содержит в своем составе устройство сравнения и регулятор. Устройство сравнения вычисляет ошибку АР регулирования, равную разности между установленным программным значением сигнала Pj и сигналом Рц с датчика 11 давления в цилиндре, которое пропорционально силе противодействия каждого штока 4 перемещению ползуна 5. Регулятор формирует сигнал управления гидравлическим сопротивлением управляемого дросселя 8. Сигнал управления равен произведению ошибки АР регулирования и передаточной функции К регулятора. Передаточная функция регулируемого дросселя 8 имеет не линейный вид, так как зависит от величины потока жидкости проходящего через него, от его быстродействия, от температуры рабочего тела в гидроцилиндре. Управляемый дроссель 8 представлен электроуправляемым пропорциональным гидравлическим клапаном, на выходе, которого формируется аналоговый сигнал, пропорциональный положению золотника этого клапана. Этот сигнал необходим для оценки управляемости клапана 9 дросселя 8.
Пневмогидравлический аккумулятор 10, снабжен обратным пневматическим клапаном, служащим для зарядки аккумулятора сжатым воздухом до уровня требуемого давления. Для обеспечения малого гидравлического сопротивления в открытом состоянии, когда при движении штока 4 вверх требуется коммутировать относительно большой поток жидкости, имеется клапан 16. Обратный гидравлический клапан 16 обеспечивает движение штока 4 вверх под действием давления в пневмогидравлическом аккумуляторе 10. Для исключения аварийных ситуаций в связи с возможным резким повышением давления в гидроцилиндре 7 предусмотрен предохранительный переливной клапан.
Устройство 13 числового программного управления включает в себя периферийные блоки, аналогово-цифровой преобразователь, объединенные информационным каналом связи. Для возможности измерять положения штока 4 при больших скоростях его движения, и при значительном удалении датчика 12 от приемника его выходного сигнала, применен датчик с синусоидальными выходными сигналами.
Положительный эффект достигается тем, что по крайней мере один из штоков гидроцилиндров связан с сектором прижима штампа. При этом рабочее перемещение штоков фиксируется датчиком положения. Система числового программного управления задает величину проходного сечения в управляемых дросселях и давление внутри гидроцилиндра в зависимости от положения штока, тем самым регулируя гидравлическое сопротивление. Их возврат в исходное положение осуществляется пневмогидравлическим аккумулятором через обратный клапан. Согласно схеме размещения секторов прижима штампа размещаются гидравлические цилиндры, каждый из которых оснащен управляемыми дросселями, датчиком давления и блоком регулирования. Для каждого из гидроцилиндров составляется управляющая программа определяющая степень открытия или закрытия проходного сечения дросселя и давления в гидроцилиндре, тем самым задающая гидравлическое сопротивление в зависимости от текущего положения штоков гидроцилиндров.
Приспособление для крепления обрабатываемых деталей на металлорежущих станках
Фруктовый наполнитель, способ его производства и содержащий его пищевой продукт
Комплексная молочная соль, способы ее получения и содержащие ее пищевые продукты
Способ производства сычужного сыра
Способ листовой штамповки и дифференцированное прижимное устройство штампа листовой штамповки
Приспособление для крепления обрабатываемых деталей на металлорежущих станках

