Результат интеллектуальной деятельности: Способ безокислительной термической обработки изделий из аустенитной коррозионно-стойкой стали
Вид РИД
Изобретение
Изобретение относится к способам термической обработки изделий, к которым предъявляются особые требования, в частности к изготовлению переходников из аустенитной коррозионно-стойкой стали 08Х18Н10Т, используемых в качестве конструкционных элементов атомных реакторов.
Известны разные технологические приемы и решения по процедуре нагрева, выдержки и охлаждения при термической обработки коррозионно-стойкой стали, которые нашли промышленное применение в серийном производстве продукции общетехнического назначения. Однако они не обеспечивают требуемое состояние поверхности изделий без окисных пленок, в том числе цветов побежалости от соломенного до фиолетового, предъявляемое к поверхности переходников трубопроводов для атомных реакторов.
Изготовление изделий «Переходник», которое является переходным элементом между трубами разных типоразмеров, проводится штамповкой трубных заготовок из аустенитной коррозионно-стойкой стали 08Х18Н10Т с последующей высокотемпературной термической обработкой (далее-аустенизация) при температуре нагрева от 920 до 1100°С для обеспечения требуемых механических свойств и стойкости к межкристаллитной коррозии. После аустенизации в печах с окислительной атмосферой окисные пленки с наружной и внутренней поверхности изделий необходимо удалять.
Наибольшее распространение получили такие способы удаления окисных пленок, как: механическая и химическая обработки, электрохимическое полирование. Использование механической обработки или электрохимического полирования является затратной и трудоемкой операцией, так как для ее выполнения требуется дополнительное специальное оборудование, а применение химического травления не обеспечивает получения необходимого качества поверхности переходников, к которым как конструкционным элементам атомных реакторов, предъявляются особые требования.
Известен способ термической обработки длинномерных изделий, включающий индукционный нагрев при прохождении изделия через индукторы и последующее принудительное охлаждение, причем нагрев осуществляют в среде инертного газа в две стадии. На первой стадии проводят нагрев до температуры в интервале 750-800°С при скорости нагрева 12-13°С/сек, а на второй стадии - до температуры в интервале 650-900°С при скорости нагрева 0,8-6,2°С/сек. Время нагрева на каждой стадии составляет 24-60 сек. (патент РФ №2421527, С21D 1/42, опубл.20.06.2011). Данный способ позволяет предотвращать появление окалины.
Однако недостатком известного способа является то, что нагрев в среде инертного газа не гарантирует получение поверхности изделий без окисных пленок ввиду возможного наличия конденсата в газе. При этом степень окисления изделий возрастает при нагреве до температуры аустенизации, соответствующей интервалу от 920 до 1100°С и выдержке при этой температуре в течение 10 минут, необходимой для прогрева по толщине.
Наиболее близким к предлагаемому техническому решению является способ безокислительной термической обработки деталей, к поверхности которых предъявляются особые требования, взятый за прототип (патент РФ
№ 2456350, С21D 1/74, опубл. 20.07.2012). Способ безокислительной термической обработки, реализуемый при высоком отпуске деталей, включает загрузку обезжиренных деталей в печь, вакуумирование печи до уровня вакуума 10-3 мм рт.ст., нагрев садки до температуры 300-350°С, выдержку при этой температуре 30 - 40 минут для восстановления вакуума 10-3 мм рт. ст., окончательный нагрев до температуры высокого отпуска 600 - 620°С, выдержку при этой температуре, охлаждение до 100-150°С и выгрузку из печи. Указанным способом решаются задачи повышения качества поверхности деталей после термической обработки с обеспечением состояния поверхности без цветов побежалости, а также снижения себестоимости за счет исключения из технологического процесса трудоемкой и затратной операции электрохимического полировании, с помощью которой удаляются окисные пленки. Технический результат в известном способе заключается в применении ступенчатого отпуска для деталей из мартенситных сталей, например 25Х17Н2БШ, 09Х16Н4Б.
Как известно, классификация стали по структуре (аустенитная, мартенситная, ферритная и т.д.) зависит от содержания углерода и легирующих элементов, что в комплексе определяет свойства стали, область применения, способы и параметры термической обработки.
Отличия аустенитных коррозионно-стойких сталей от мартенситных сталей заключаются не только в разном содержании углерода и легирующих элементов, но и в легировании в специальном отношении к углероду (титаном, ниобием). Специальное легирование и аустенизация проводятся для предотвращения склонности к межкристаллитной коррозии аустенитных сталей.
Недостатком прототипа является то, что при нагреве изделий из аустенитной коррозионно-стойкой стали, например 08Х18Н10Т, в печи с уровнем вакуума соответствующим 10-3 мм рт.ст, невозможно получить требуемое состояние поверхности изделий без окисных пленок, в том числе цветов побежалости. Кроме этого, использование температурно-временных параметров термической обработки, а именно: нагрев в диапазоне от 600 до 620°С и выдержке при этой температуре, для аустенитной коррозионно-стойкой стали является не приемлемым, что обусловлено склонностью к межкристаллитной коррозии.
Предлагаемое техническое решение решает задачу обеспечения состояния поверхности изделий из аустенитной коррозионно-стойкой стали после аустенизации без окисных пленок, в том числе цветов побежалости, с обеспечением требуемого уровня механических свойств и стойкости к межкристаллитной коррозии.
Технический результат заключается в том, что способ термической обработки изделий из аустенитной коррозионно-стойкой стали, включающий загрузку обезжиренных изделий, вакуумирование садки, нагрев до температуры аустенизации и выдержку при этой температуре с последующим охлаждением, термическую обработку проводят индукционным нагревом в индукторе, установленном в камере, обеспечивающей после вакуумирования остаточное давление не более 8х10-5 мм рт.ст (0,01 Па) и натекание менее 5,00х10-3 л х мм рт.ст/с (6,65х10-4 м3 хПа/с) в течение не менее 24 секунд, что обеспечивает оптимальное разряжение и возгонку в камере.
В отличие от прототипа в предлагаемом способе технический эффект достигается совместным соблюдением нескольких параметров: величины остаточного давления в камере после вакуумирования и величины натекания, обеспечивающих получение поверхности изделий без окисных пленок и цветов побежалости. При нагреве изделия в индукторе до температуры аустенизации от 920 до 970° С с предварительным вакуумированием камеры до остаточного давления не более 8х10-5 мм рт.ст (0,01 Па) и величине натекания менее 5,00х10-3 л х мм рт.ст/с (6,65х10-4 м3 хПа/с) в течение не менее 24 секунд достигается эффект быстрой возгонки, то есть быстрое удаление молекул адсорбированного газа с поверхности изделия, и предотвращение, таким образом, окисления поверхности. Молекулы адсорбированного газа, который образуется из составляющих атмосферы камеры газов (кислорода, углекислого газа, паров воды и т.д.) удерживаются у поверхности изделия силами молекулярного взаимодействия и образуют адсорбционный слой, который способен диффундировать или покидать поверхность вследствие теплового движения.
Увеличение объема и времени натекания увеличивает количество свободного окисляемого газа, что может вызвать появление цветов побежалости. Индукционный нагрев в индукторе, форма активного захвата которого выполнена в виде круговых витков, охватывающих изделие по всей длине, обеспечивает быстрый нагрев по высоте и толщине стенки изделия, что в условиях высокого вакуума 8х10-5 мм рт.ст (0,01 Па) и малой величиной натекания до 5,00х10-3 л х мм рт.ст/с (6,65х10-4 м3 хПа/с) в течение не менее 24 секунд исключает образование окисных пленок.
Способ осуществляют следующим образом.
Для подготовки к термической обработке изделий, полученных штампованием патрубков от труб размером ∅70х8 мм из аустенитной коррозионно-стойкой стали 08Х18Н10Т, их подвергают обезжириванию и загружают на поворотный стол в камеру установки диффузионной сварки УДС-М (далее-установка УДС-М). Герметизируют и вакуумируют камеру до значения остаточного давления воздуха в камере не более 8х10-5 мм рт.ст. (0,01 Па). Измеряют время повышения давления в камере установки УДС-М от 8х10-5 до 2х10-4 мм рт.ст. (от 0,01 до 0,026 Па), которое при величине натекания менее 5,00х10-3 л х мм рт.ст/с (6,65х10-4 м3 хПа/с) должно составлять не менее 24 секунд. Загружают в индуктор первый переходник садки, нагревают до температуры 950°С, выдерживают 10 минут, выгружают из индуктора на поворотный стол камеры установки УДС-М. Вращением поворотного стола устанавливают под индуктор следующий переходник, загружают в индуктор, выполняют нагрев, выдержку и выгружают из индуктора на стол камеры. Повторяют операции для каждого переходника садки, после чего охлаждают переходники в камере установки УДС-М при остаточном давлении воздуха в диапазоне от 8х10-5 до 2х10-4 мм рт.ст. (от 0,01 до 0,026 Па) до температуры не более 200°С. После проводят разгерметизацию камеры и выгружают переходники.
Состояние поверхности переходников из аустенитной коррозионно-стойкой стали 08Х18Н10Т после термической обработки и результаты испытаний образцов приведены в таблице.
Из приведенных результатов следует, что вакуумная термическая обработка переходников из аустенитной коррозионно-стойкой стали 08Х18Н10Т по предлагаемому техническому решению обеспечивает получение светлой поверхности изделий без окисных пленок, в том числе цветов побежалости, а также требуемые механические свойства и стойкость против межкристаллитной коррозии.
Способ безокислительной термической обработки изделий из аустенитной коррозионно-стойкой стали, включающий загрузку садки из обезжиренных изделий в камеру, вакуумирование камеры с садкой, индукционный нагрев в индукторе, установленном в камере, до температуры аустенизации 920-970°С, выдержку при этой температуре с последующим охлаждением, отличающийся тем, что остаточное давление после вакуумирования камеры составляет не более 8×10 мм рт.ст., а натекание составляет менее 5,00×10 л × мм рт.ст./с в течение не менее 24 с.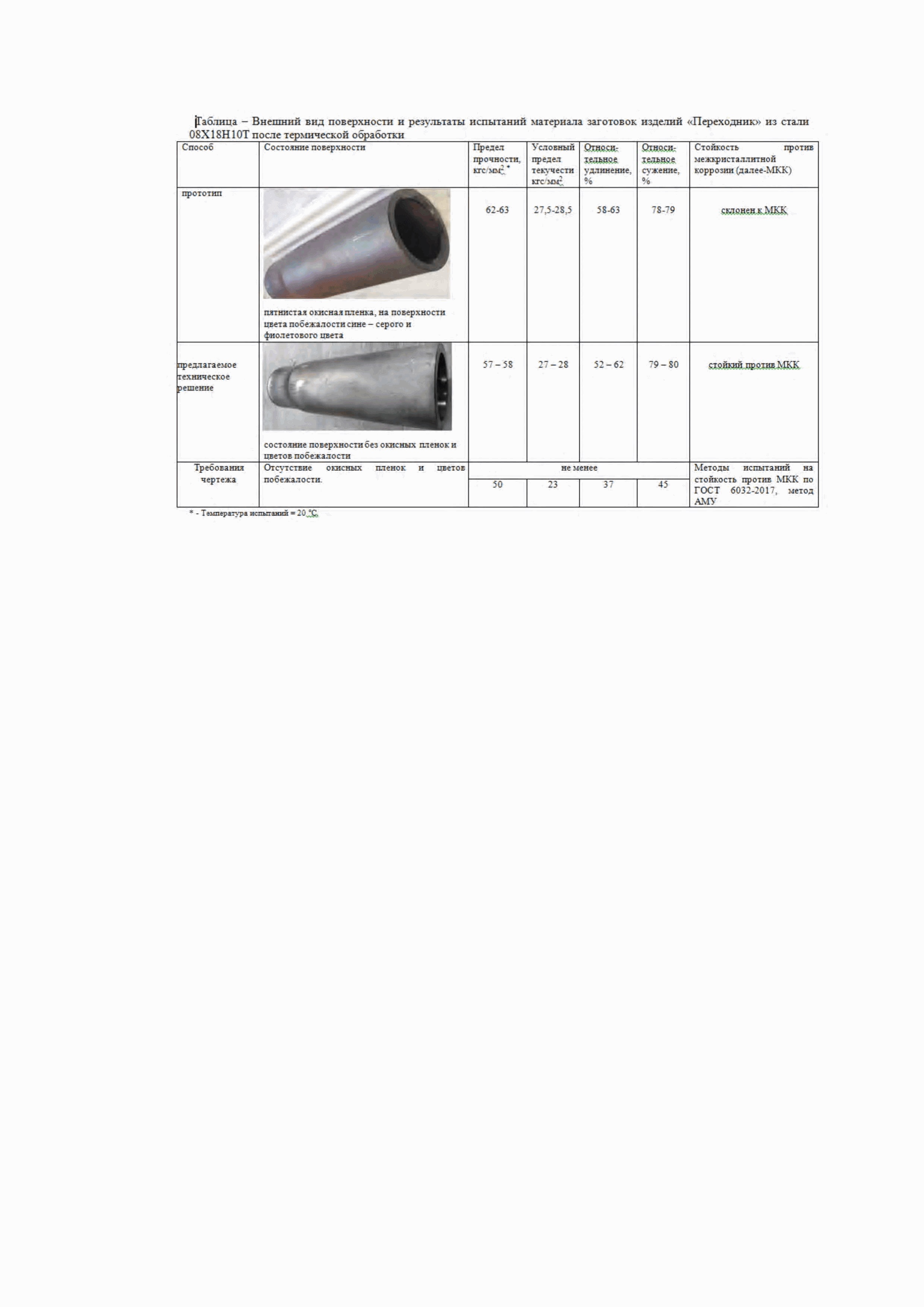
Способ получения слитков гафния вакуумно-дуговым переплавом
Способ определения порога напряжений коррозионного растрескивания стали или сплава при постоянной деформации
Способ получения циркония электролизом расплавленного электролита (варианты)
Способ изготовления проволоки для обработки металлургических расплавов и проволока для обработки металлургических расплавов
Коррозионностойкий сплав
Способ очистки смеси тетрахлоридов циркония и гафния от примесей
Проволока для ковшевой обработки стали
Способ многопроходной реверсивной винтовой прокатки прутков большого диаметра
Способ изготовления проволоки из высокопрочных сплавов на основе титана
Способ получения слитков из сплавов циркония на основе магниетермической губки

