Результат интеллектуальной деятельности: Оснастка для формования крупногабаритных изделий из композиционного материала
Вид РИД
Изобретение
Изобретение относится к авиационной и аэрокосмической технике, а именно к оснасткам для изготовления крупногабаритных корпусных деталей из полимерных композиционных материалов для отсеков космических кораблей, и может быть использовано при изготовлении замкнутых конструкций оболочечного типа.
Известна оснастка в сборе, выполненная с возможностью размещения одного или более слоёв композиционного материала для формования изделия. Оснастка в сборе может включать опору, имеющую внешнюю формующую стенку, окружающую осевое отверстие, и верхнее кольцо, закреплённое на опоре с возможностью съёма (заявка на патент США US 2016/0193782 A1, опубликованная 07.07.2016). Верхнее кольцо может отделяться от опоры после того, как слои композиционного материала будут выложены вокруг внешней формующей стенки опоры и, по крайней мере, части верхнего кольца. Изделие отделяется от опоры после того, как с неё будет снято верхнее кольцо.
Недостатком данной оснастки являются большая трудоемкость при изготовлении дополнительных приспособлений для извлечения верхнего кольца, в особенности в тех случаях, когда часть верхнего кольца, на которой выложен композиционный материал, сопоставима с внешней формующей поверхностью опоры.
Известно также составное устройство для вакуумного формования деталей из композиционных материалов (патент USRE46,321 E, опубликованный 28.02.2017 - прототип), включающее в себя первый внутренний элемент и второй наружный элемент, установленный на первый по оси. При этом на каком либо участке первого элемента второй элемент не перекрывает его поверхности. На первый и второй элементы может быть выложена как минимум часть заготовки изделия из композиционного материала. После формования изделия второй элемент может быть извлечен с первого элемента вдоль оси.
Недостатком данного устройства являются большая трудоемкость в изготовлении дополнительных приспособлений для извлечения по оси второго элемента, в особенности на устройствах, предназначенных для изготовления крупногабаритных деталей, когда площади поверхности внутреннего и наружного (не перекрываемой вторым элементом)элементов, используемые для выкладки композиционного материала сопоставимы. Кроме того устройство является нетехнологичным в эксплуатации, поскольку съем наружного элемента, расположенного между внутренним элементом и отформованным изделием, требует больших усилий.
Задачей изобретения является снижение трудоемкости изготовления устройства и повышения его технологичности при эксплуатации, реализация которой обеспечивается следующим образом.
1. Оснастка для формования крупногабаритных изделий из композиционного материала, состоящая из первого и второго элементов, при этом второй элемент надет на первый с прилеганием внутренней поверхности второго элемента к части внешней поверхности первого с образованием формующей поверхности для изделия внешней поверхностью второго элемента и не закрытой частью внешней поверхности первого элемента, отличающаяся тем, что второй элемент выполнен сборно-разборным и состоит из не менее, чем двух сегментов с технологическими зазорами между ними с возможностью их съема внутрь оснастки.
2. Оснастка для формования крупногабаритных изделий из композиционного материала по п.1, отличающаяся тем, что сегменты могут быть стянуты между собой.
3. Оснастка для формования крупногабаритных изделий из композиционного материала по п.,п.1,2, отличающаяся тем, что элементы выполнены из материала с термическим коэффициентом линейного расширения близким с материалом формуемого изделия.
Конструктивное выполнение второго элемента сборно-разборным из сегментов с технологическими зазорами между ними с возможностью их съема внутрь оснастки, что позволяет извлекать сегменты поочередно внутрь изделия и снижает усилия при съеме детали (совместно со вторым элементом) с первого элемента, что снижает требования к дополнительным приспособлениям для извлечения детали с оснастки и уменьшает трудоемкость ее изготовления. При этом количество сегментов должно быть не менее двух для возможности разборки и извлечения второго элемента к оси оснастки по частям. Количество сегментов определяется габаритами изделия и их весовыми характеристиками, чтобы их можно было извлечь без использования специальных приспособлений.
Стягивание сегментов между собой, в особенности когда их более двух, позволяет плотно прижать сегменты к первому элементу и исключает воздействие монтажных перемещений второго элемента в процессе формования на качество изделия, улучшая технологичность изготовления детали.
Выполнение элементов из материала с термическим коэффициентом линейного расширения близким с материалом изделия позволяет в особенности на крупногабаритных оснастках (диаметром более 2 м) обеспечить заданную геометрию изделия без упреждений, вызванных разным поведением материалов изделия и оснастки при формовании, снижая трудоемкость изготовления оснастки.
Изобретение поясняется чертежами.
На фиг. 1 изображен продольный разрез оснастки с выложенным на ней изделием из полимерного композиционного материала.
На фиг. 2 представлен вид оснастки сверху с изображением расположения двух сегментов.
На фиг. 3 представлен вид оснастки сверху с изображением расположения четырех сегментов.
На фиг. 4 представлен выносной элемент Б, на котором приведены технологические зазоры между сегментами;
На фиг. 5 показан выносной элемент А с приспособлениями для стяжки сегментов.
На фиг. 6 изображен разрез отформованной детали, снятой с первого элемента вместе со вторым элементом.
Оснастка для формования крупногабаритных изделий из композиционного материала, состоящая из первого 1 и второго 2 элементов, при этом второй элемент 2 надет на первый 1 с прилеганием внутренней поверхности второго элемента к части внешней поверхности первого, с образованием формующей поверхности для крупногабаритного изделия 3, состоящей из наружной поверхности второго элемента 2 и части не закрытой вторым элементом наружной поверхности первого элемента 1, по которой осуществляется герметизация пакета при формовании. Для облегчения съема детали с оснастки, второй элемент 2 состоит из не менее чем двух сегментов 4, которые после снятия второго элемента 2 совместно с отформованным крупногабаритным изделием 3 с первого элемента 1, извлекаются поочередно внутрь изделия 3.
Для облегчения сборки сегменты 4 изготавливают с технологическими зазорами 6 между ними. Для исключения воздействия монтажных перемещений в процессе формования сегменты 4 при выполнении второго элемента 2 из, более чем двух сегментов, стягивают между собой проволокой 5, чтобы плотно прижать их к первому элементу 1. Для обеспечения заданной геометрии детали без учета разности поведения материала оснастки и крупногабаритного изделия 3,при габаритах изделия 3 более двух метров в диаметре, элементы 2 и 3 выполняют из материала с термическим коэффициентом линейного расширения близким по значению с материалом крупногабаритного изделия 3.
Пример. Оснастка была изготовлена для формования корпусной оболочки из углепластика для отсека космического аппарата и состояла из первого элемента, выполненного из углеродной ткани, пропитанной эпоксидным связующим, с доведением после формования наружной поверхности элемента до заданного контура с помощью механической обработки (диаметр цилиндрической части отсека более 4 метров, высота отсека более 2,5 метров) и шести сегментов второго элемента (разделение второго элемента на шесть сегментов обусловлено исходя из веса каждого сегмента не более 60 кг)обработанных по наружной и внутренней поверхностям до теоретического контура с обеспечением прилегания внутренней поверхности сегментов к наружной поверхности первого элемента. Сегменты поочередно устанавливались на первый элемент с образованием замкнутого контура второго элемента и технологических зазоров между сегментами. С целью более плотного прилегания сегментов к первому элементу, сегменты стягивались между собой стальной проволокой в трех местах. После формования изделие извлекали вдоль оси оснастки с первого элемента вместе с сегментами, затем поочередно извлекали сегменты внутрь изделия (к оси оснастки).
Конструктивное решение оснастки для формования крупногабаритных изделий из композиционного материала позволяет снизить трудоемкость изготовления и обеспечить повышение ее технологичности при эксплуатации за счет снижения усилий при съеме отформованной детали с оснастки и отсутствия дополнительных приспособлений для обеспечения извлечения.
Оснастка для формования крупногабаритных изделий из композиционного материала, состоящая из первого и второго элементов, при этом второй элемент надет на первый с прилеганием внутренней поверхности второго элемента к части внешней поверхности первого с образованием формующей поверхности для изделия внешней поверхностью второго элемента и не закрытой частью внешней поверхности первого элемента, отличающаяся тем, что второй элемент выполнен сборно-разборным и состоит из не менее чем двух сегментов с технологическими зазорами между ними с возможностью их съема внутрь оснастки, при этом сегменты стянуты между собой проволокой.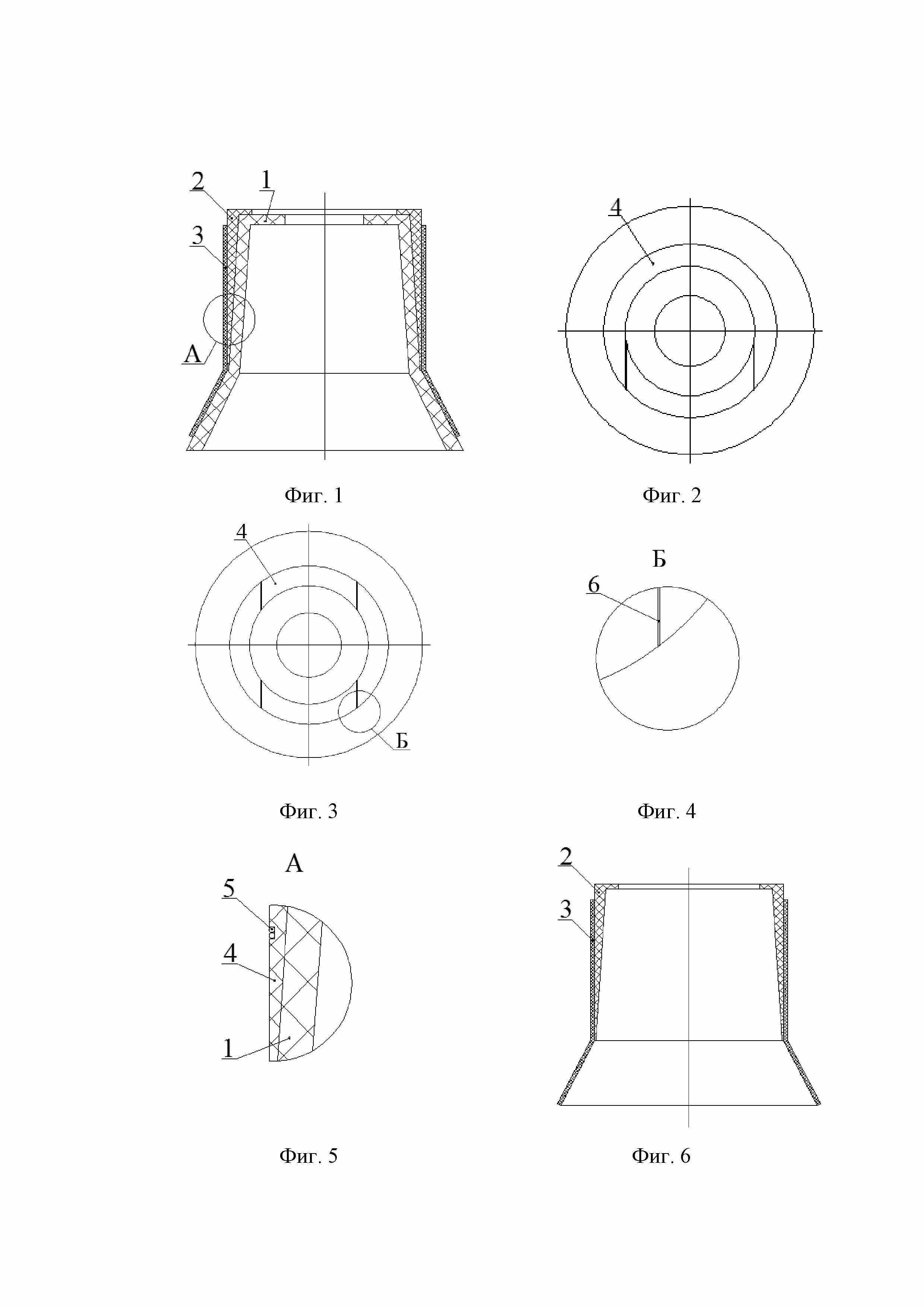
Способ оценки устойчивости тонкостенных стеклопластиковых оболочек
Способ управления нагревом при тепловых испытаниях керамических обтекателей
Способ изготовления изделий из эпоксидно-керамического материала
Способ изготовления термостойкой керамики
Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков
Способ соединения керамического изделия с металлическим шпангоутом
Способ получения изделий из стеклокристаллического материала литийалюмосиликатного состава
Способ обезгаживания и активирования газопоглотителя в рентгеновской трубке и катод рентгеновской трубки для его осуществления
Вакуумный пост для изготовления электровакуумного прибора
Устройство для нанесения покрытия на внутреннюю цилиндрическую поверхность отверстия
Образец для испытаний сотового заполнителя
Способ изготовления образца сотового заполнителя для испытаний
Пневмосистема для контроля герметичности изделия
Образец для определения прочности сотового заполнителя при расслаивании
Способ изготовления многослойных конструкций
Окантовочный элемент трехслойной панели
Способ определения местоположения рабочей поверхности изделия относительно лазерного проектора
Конструкционный деформируемый термически неупрочняемый сплав на основе алюминия
Способ изготовления армированной волокнами композиционной структуры

