Результат интеллектуальной деятельности: Разрушаемая поддерживающая структура для аддитивного производства
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[0001] Данное изобретение в целом относится к способам аддитивного производства, согласно которым в процессе построения объекта применяют поддерживающие структуры, а также к новым поддерживающим структурам, применяемым в рамках указанных AM процессов.
[0002] В отличие от субтрактивных способов производства аддитивные технологии (AM), как правило, включают наращивание одного или более материалов с образованием объекта, имеющего окончательную или почти окончательную форму (NNS). Хотя выражение «аддитивное производство» относится к отраслевым стандартам, AM включает разные технологии производства и прототипирования, известные под разными названиями, включая создание объектов произвольной формы, 3D печать, быстрое прототипирование/обработку и т.д. AM технологии могут обеспечить изготовление объектов сложной формы, выполняемых из разнообразных материалов. Как правило, самостоятельный объект может быть изготовлен по модели компьютерного проектирования (CAD). В AM технологии определенного типа применяют пучок энергии, например, электронный луч или электромагнитное излучение, такое как лазерный луч, с целью спекания или расплавления порошкового металлического материала с образованием твердого объемного предмета, в котором частицы порошкового материала связаны друг с другом. Применяют разные группы материалов, например, конструкционные пластики, термопластичные эластомеры, металлы и керамику. Лазерное спекание или плавление относится к известной AM технологии, используемой для быстрого изготовления функциональных объектов, прототипов и инструментов.
[0003] Выражения «селективное лазерное спекание», «прямое лазерное спекание», «селективное лазерное плавление» и «прямое лазерное плавление» являются общепринятыми отраслевыми терминами, относящимися к производству объемных (3D) объектов с использованием лазерного луча с целью спекания или плавления мелкодисперсного металлического порошка. Указанные процессы в данном документе могут называться аддитивным производством с использованием металлического порошка. Точнее, спекание подразумевает сплавление (агломерацию) частиц порошка при температуре ниже точки плавления порошкового материала, тогда как плавление предполагает полное расплавление частиц порошка с образованием твердой однородной массы. Физические процессы, связанные с лазерным спеканием или лазерным плавлением, включают передачу тепла порошковому материалу и далее либо спекание, либо плавление порошкового металлического материала.
[0004] С помощью аддитивных технологий с использованием металлического порошка создают слои расплавленного металла или обеспечивают агломерацию металла по уже сформированным слоям затвердевшего металла. В тех местах, где затвердевший металл находится под новым слоем, он служит опорой для нового слоя. Одна проблема аддитивного производства заключается в построении поверхностей, не являющихся вертикальными, таких как неопертые горизонтальные поверхности или наклоненные от вертикали поверхности, то есть, наклоненные относительно горизонтали и не имеющие под собой опоры. В частности, в тех местах, где часть нового слоя расположена не поверх ранее образованного, уже затвердевшего металла, находящийся рядом, термически не обработанный металлический порошок не обеспечивает достаточную опору, и сила тяжести оказывает неблагоприятное воздействие на окончательную форму объекта. Известно, что для разрешения указанной ситуации, в процессе аддитивного производства металлического объекта с использованием металлического порошка и с целью поддержки неопертых поверхностей образуют поддерживающие структуры, являющиеся частью металлического объекта. Например, поддерживающие структуры могут быть образованы в топливных форсунках, применяемых в газовых турбинах, с целью сохранения разделения между частями, к примеру, отстоящими друг от друга концентрическими трубчатыми компонентами, расположенными в непосредственной близости один к другому. Во многих областях применения поддерживающие структуры удаляют из готового металлического объекта, например, если эксплуатация объекта не предусматривает наличие поддерживающих структур или разрушение указанной структуры может вызвать дополнительное повреждение. В указанных случаях поддерживающие структуры удаляют в ходе процессов обработки, следующих за AM производством, таких как механическая обработка или химические процессы. В некоторых случаях, поддерживающие структуры, встроенные в металлический объект, можно в нем оставить. В данном случае разрушение поддерживающих структур могут обеспечить напряжения (например, термическое напряжение), возникающие в процессе эксплуатации металлического объекта. Например, в условиях напряжений, возникающих внутри объекта, разрушение с целью улучшения эксплуатации может быть обеспечено за счет обеспечения большей свободы движения. В некоторых областях применения трудно создать такую конфигурацию поддерживающих структур, которая в процессе эксплуатации обеспечила бы их разрушение способом, вообще не влияющим на объект. Несмотря на то, что указанные трудности были описаны применительно к аддитивному производству с использованием металлического порошка, они также присущи и другим типам аддитивного производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Согласно первому аспекту изобретения предложен объект, изготовленный способом аддитивного производства, имеющий первую поверхность, вторую поверхность, которая в вертикальном направлении расположена напротив первой поверхности, и разрушаемую поддерживающую структуру, которая имеет первое основание, соединенное с первой поверхностью и проходящее по направлению ко второй поверхности, второе основание, соединенное со второй поверхностью и проходящее по направлению к первой поверхности, и перемычку, которая соединяет первое основание со вторым основанием, может выборочно разрушаться под воздействием термического напряжения и имеет основную часть и ослабленную зону, образованную в основной части.
[0006] Согласно второму аспекту изобретения предложен способ изготовления объекта, включающий формование объекта вместе с разрушаемой поддерживающей структурой с использованием аддитивной технологии, при этом разрушаемая поддерживающая структура включает первое основание, соединенное с первой поверхностью объекта и проходящее по направлению ко второй поверхности объекта, которая в вертикальном направлении расположена напротив первой поверхности, второе основание, соединенное со второй поверхностью и проходящее по направлению к первой поверхности, и перемычку, которая соединяет первое основание со вторым основанием и имеет основную часть и образованную в ней ослабленную зону; причем способ также включает обеспечение разрушения перемычки под воздействием термического напряжения после формования объекта с использованием аддитивной технологии.
[0007] Согласно третьему аспекту изобретения предложена разрушаемая поддерживающая структура для противоположных в вертикальном направлении первой и второй поверхностей объекта, которая содержит первое основание, соединенное с первой поверхностью и проходящее по направлению ко второй поверхности; второе основание, соединенное со второй поверхностью и проходящее по направлению к первой поверхности, и перемычку, которая соединяет первое основание со вторым основанием, выборочно может разрушаться под воздействием термического напряжения и имеет основную часть и ослабленную зону, образованную в указанной основной части.
[0008] Проиллюстрированные чертежами аспекты данного изобретения обеспечивают разрешение описанных в данном документе и/или иных проблем, не обсуждаемых в данном документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Указанные и другие особенности данного изобретения станут более понятными из приведенного ниже подробного описания его разных аспектов, выполненного со ссылкой на прилагаемые чертежи, отображающие разные варианты выполнения изобретения. На чертежах:
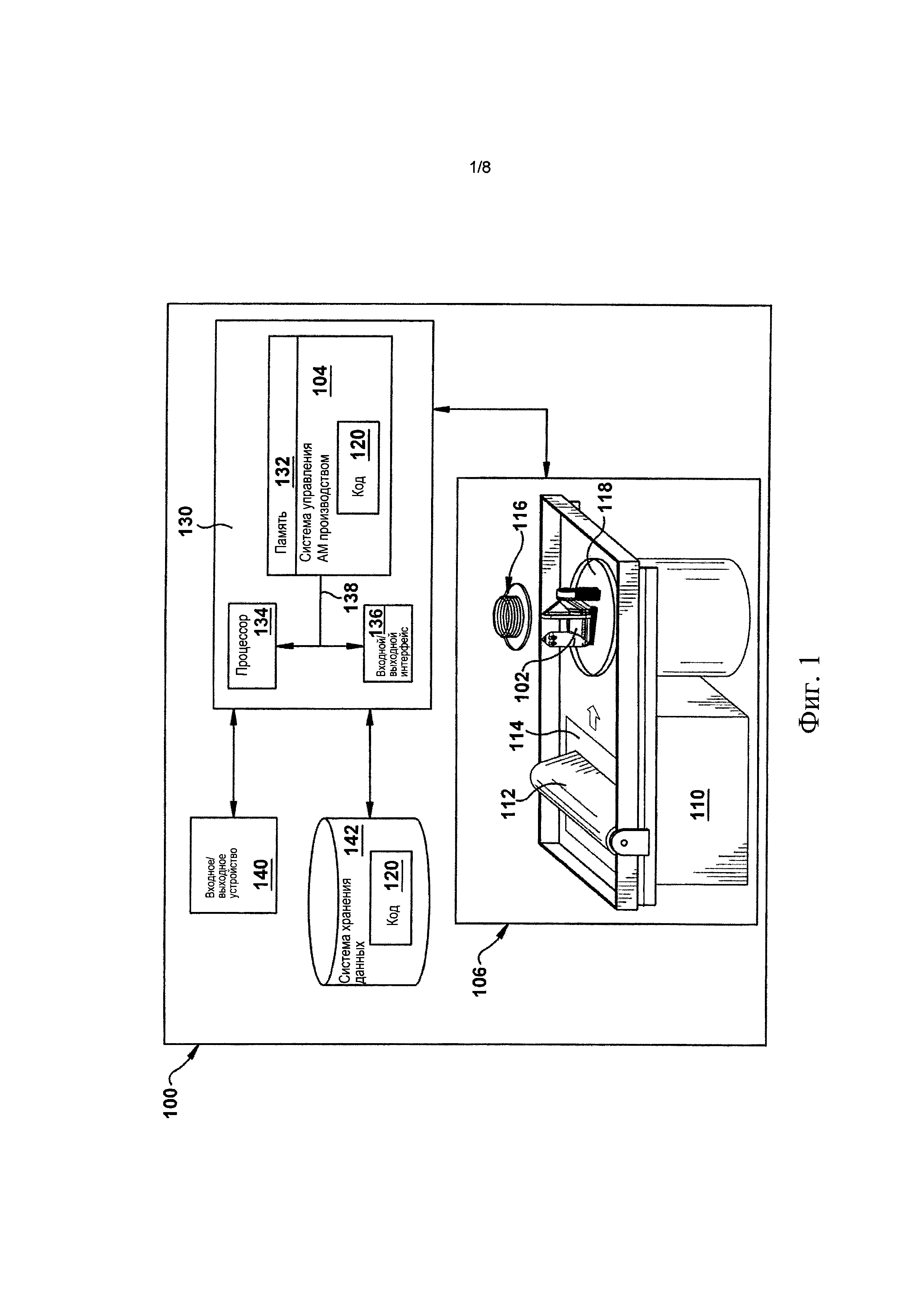
[0010] Фиг. 1 изображает блок-схему процесса аддитивного производства, включающего энергонезависимый машиночитаемый информационный носитель, в котором хранится код объекта, согласно вариантам выполнения изобретения.
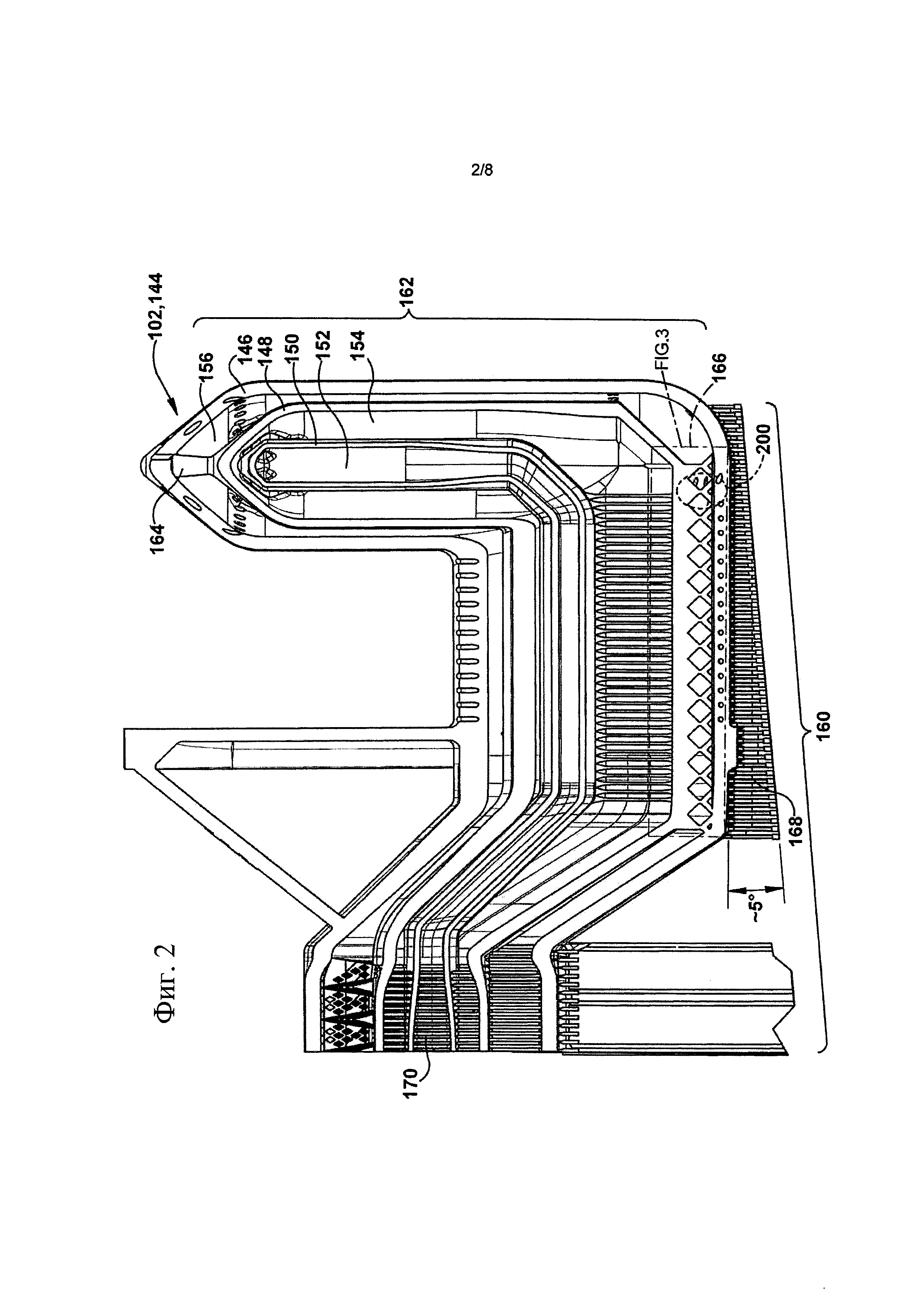
[0011] Фиг. 2 изображает разрез топливной форсунки, которая является объектом, образуемым в процессе аддитивного производства, проиллюстрированного на Фиг. 1, согласно вариантам выполнения изобретения.
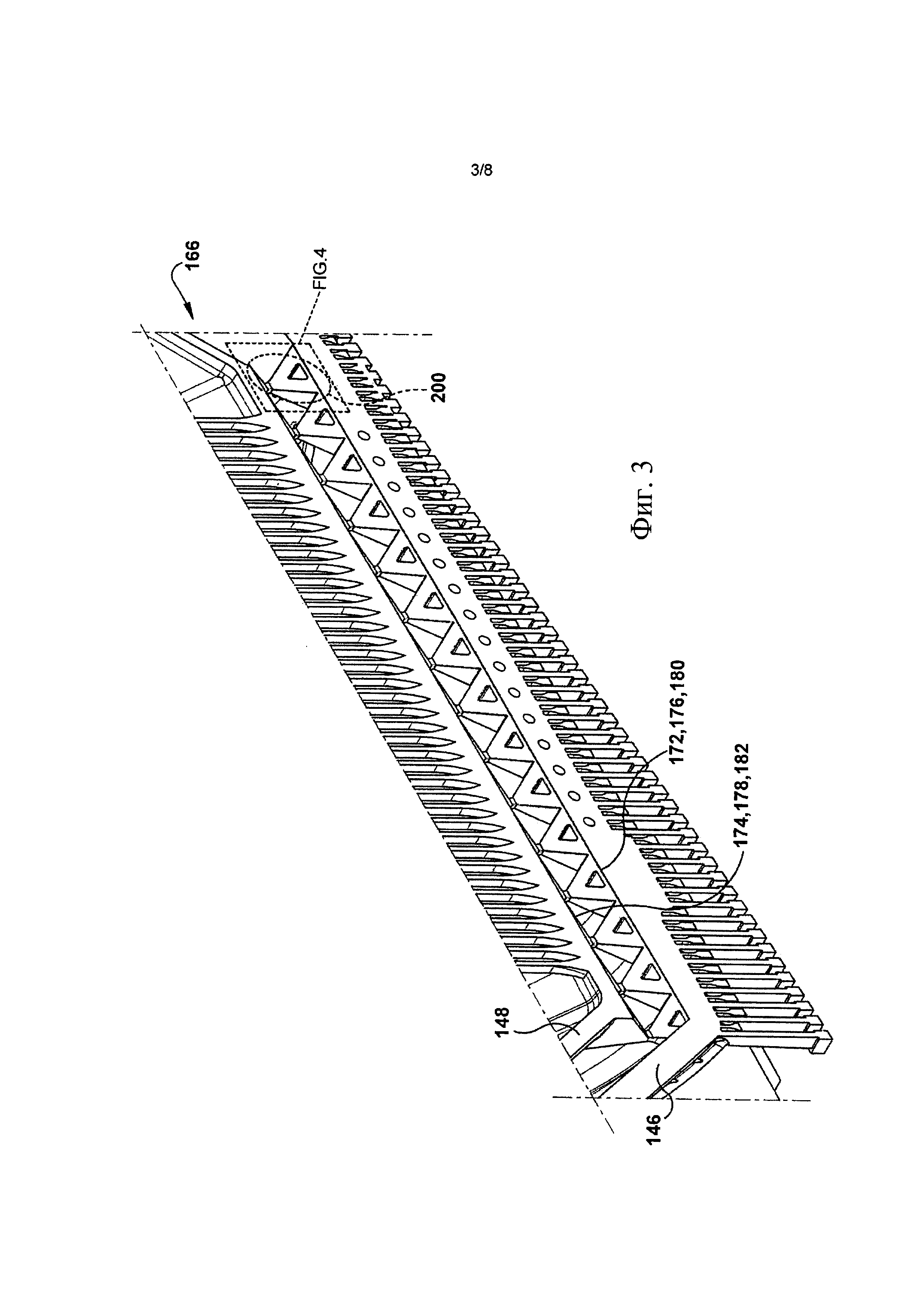
[0012] Фиг. 3 изображает увеличенный разрез в аксонометрии распылительного участка топливной форсунки, представленной на Фиг. 2, включающего разрушаемую поддерживающую структуру, согласно вариантам выполнения изобретения.
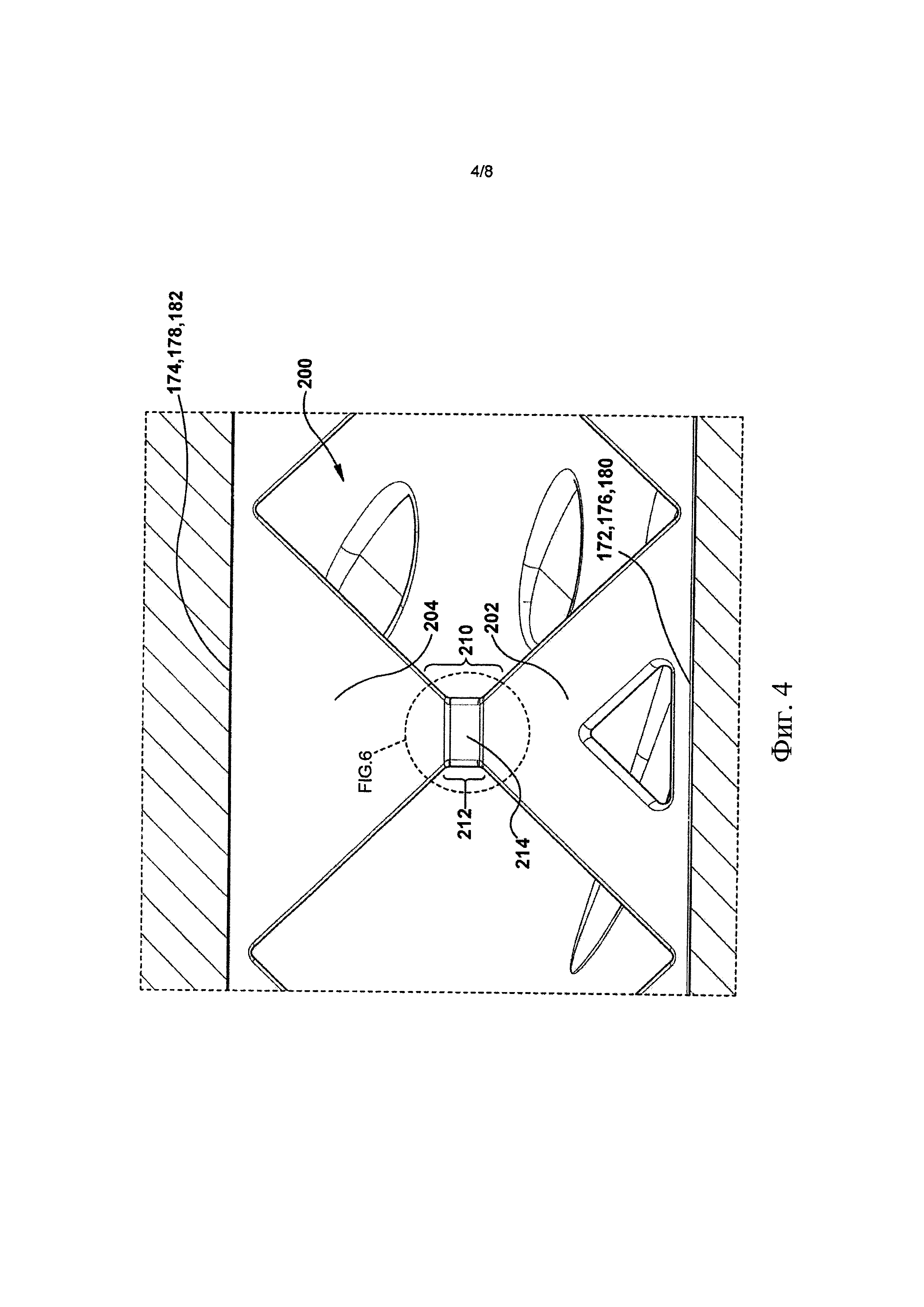
[0013] Фиг. 4 изображает увеличенный вид в аксонометрии разрушаемой поддерживающей структуры, расположенной на распылительном участке, представленном на Фиг. 3, согласно вариантам выполнения изобретения.
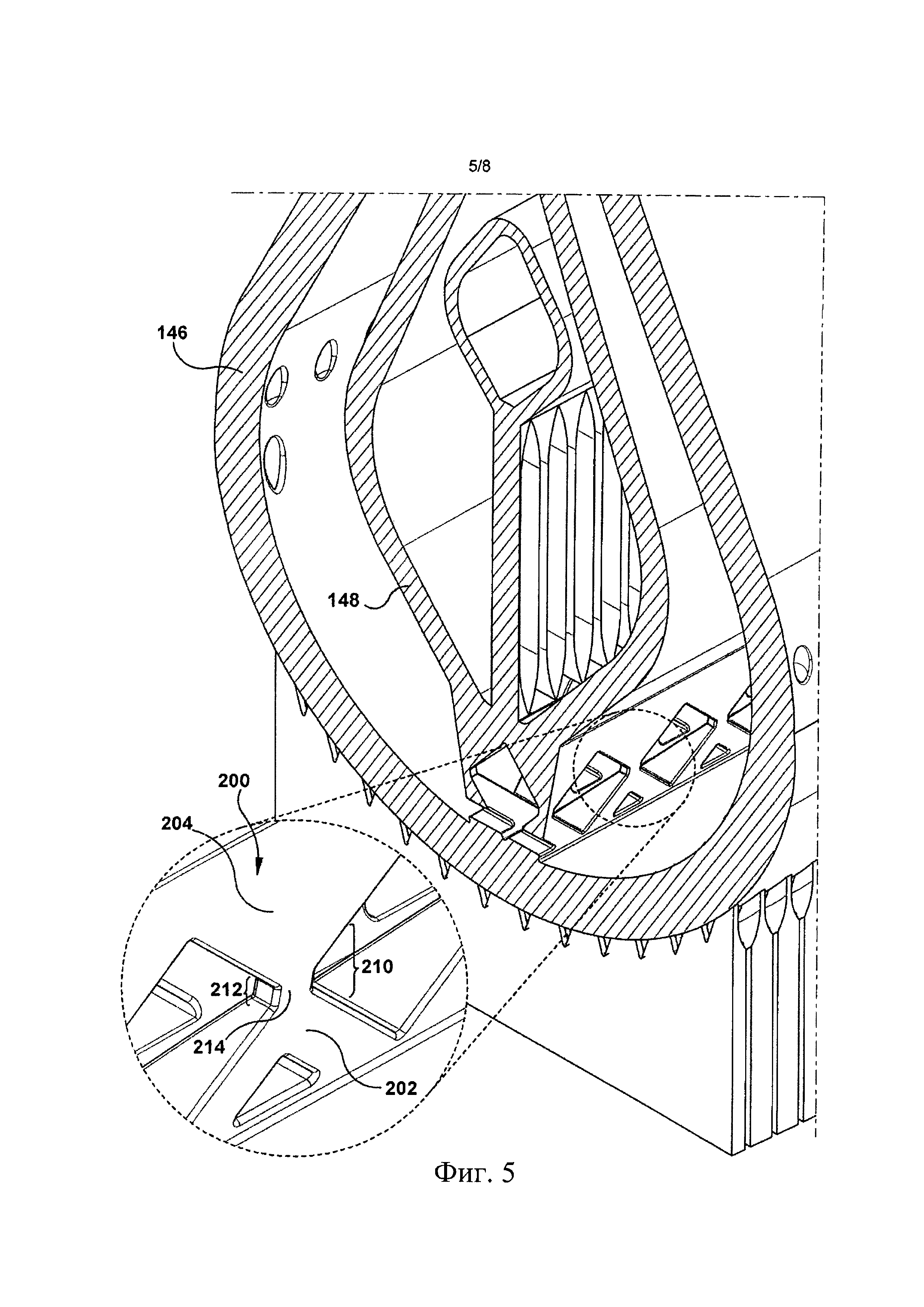
[0014] Фиг. 5 изображает вид сбоку в аксонометрии разрушаемой поддерживающей структуры, согласно вариантам выполнения изобретения.
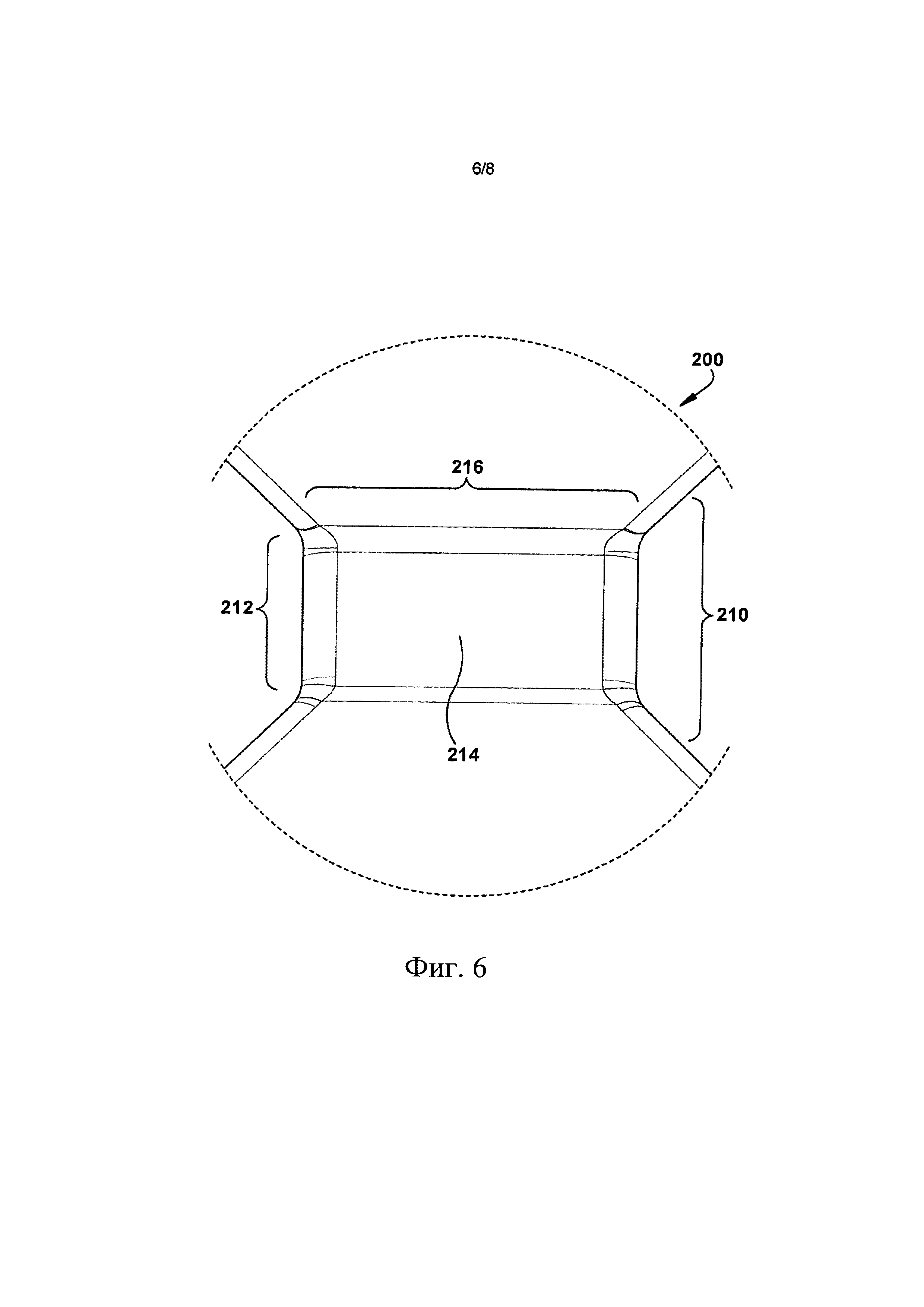
[0015] Фиг. 6 изображает увеличенный вид спереди ослабленной зоны разрушаемой поддерживающей структуры, согласно вариантам выполнения изобретения.
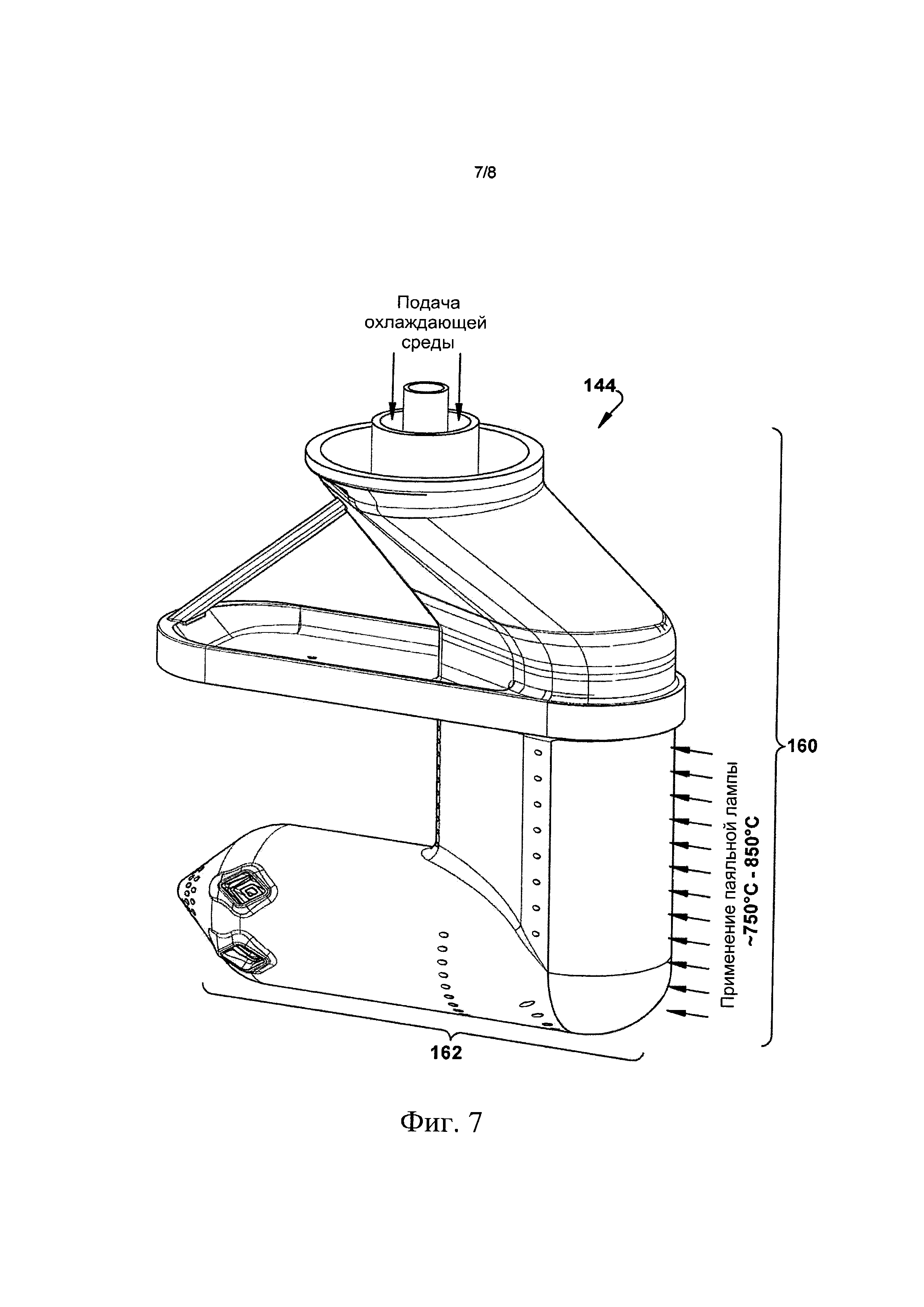
[0016] Фиг. 7 изображает вид в аксонометрии топливной форсунки, представленной на Фиг. 2, иллюстрирующий образование напряжений, согласно вариантам выполнения изобретения.
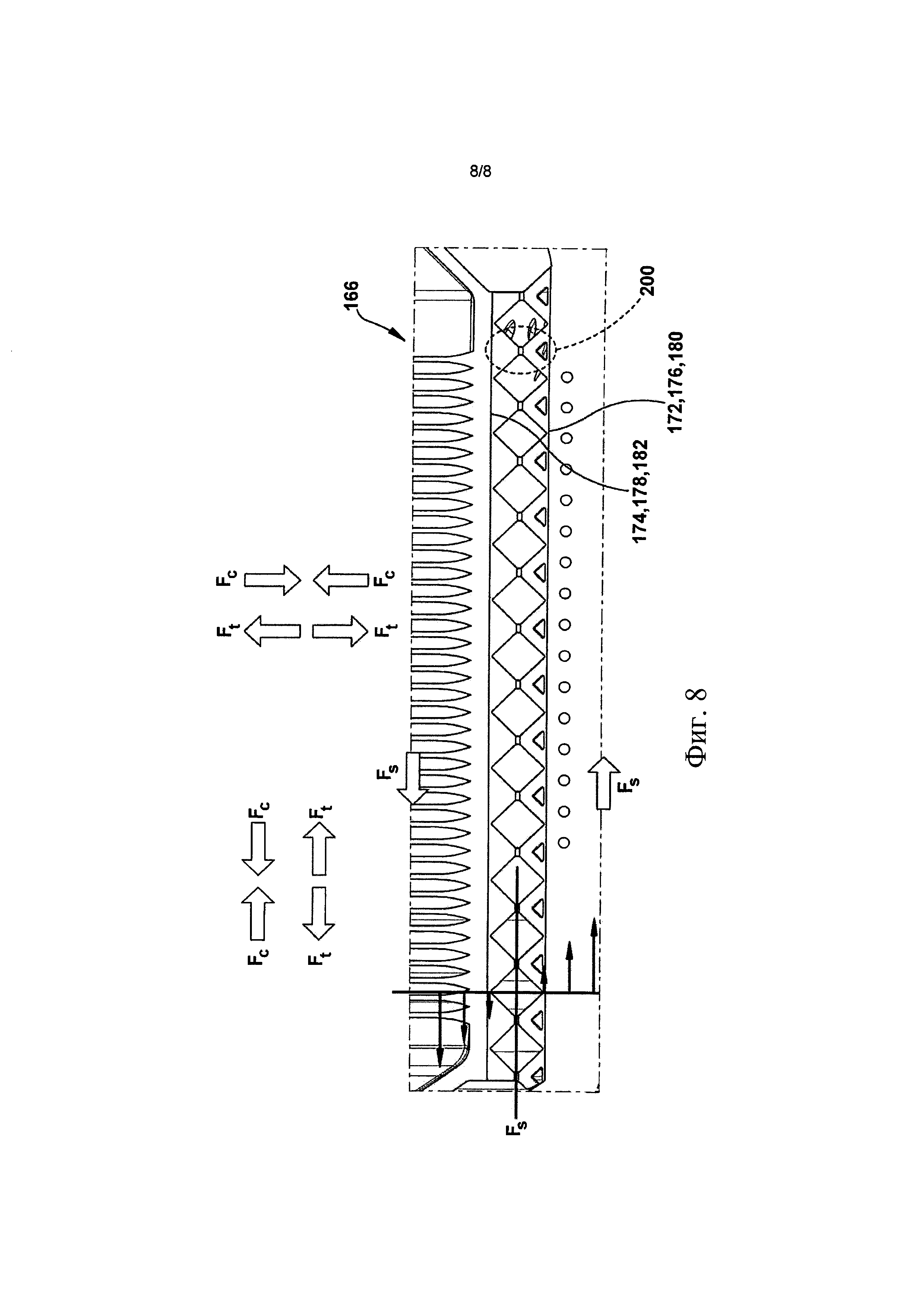
[0017] Фиг. 8 изображает увеличенный разрез в аксонометрии распылительного участка топливной форсунки, представленной на Фиг. 2, включающего ряд разрушаемых поддерживающих структур, иллюстрирующий создание термических напряжений посредством указанных структур, согласно вариантам выполнения изобретения.
[0018] Следует отметить, что чертежи выполнены не в масштабе. Чертежи отображают лишь типичные аспекты изобретения и поэтому не должны считаться отграничивающими его объем. На чертежах подобными номерами позиций обозначены подобные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0019] Прежде всего, для четкого описания изобретения необходимо определиться с терминологией, используемой при ссылке на объект, изготавливаемый согласно данному документу, и его характеристике. По возможности используется единая отраслевая терминология, применяемая в соответствии с ее общепринятым значением. Если не указано иное, данная терминология подразумевает расширенное толкование в соответствии с контекстом данной заявки и объемом прилагаемой формулы изобретения. Специалисты поймут, что часто конкретный объект может именоваться с использованием нескольких разных или частично совпадающих терминов. Предмет, который в данном документе может быть описан как единая деталь, в другом контексте может включать несколько компонентов и может быть упомянут как состоящий из нескольких компонентов. В альтернативном варианте, предмет, который в данном документе может быть описан как состоящий из нескольких компонентов, в некоторых случаях может быть указан как единая деталь.
[0020] Кроме того, в данном документе могут регулярно использоваться некоторые описательные термины, и будет полезным определиться с их значением в начале данного раздела. Указанные термины, а также их значения, при условии, что не сделано специальной оговорки, приведены далее. Применяемое в данном документе слово «разрушаться» означает, что соответствующая поддерживающая структура 200 или ее перемычка 210 ломается, больше не являясь одним целым, или иным образом повреждается, так что по меньшей мере ухудшается ее способность поддержки соответствующей конструкции. Применяемое в данном документе выражение «металлический объект» может включать любой физический предмет, содержащий металл или металлический сплав и образованный в процессе аддитивного производства с использованием металлического порошка, а слово «объект» может включать любой физический предмет, образованный в процессе аддитивного производства, возможно с использованием других, не металлических материалов, таких как полимеры и керамические композиционные материалы, но не ограничиваясь указанным. Применяемые на протяжении описания и формулы изобретения формулировки, указывающие на приблизительное соответствие, в данном документе могут быть использованы для варьирования любого количественного обозначения, которое может изменяться, не приводя к изменению базовой функции, от которой оно зависит. Следовательно, величина, определяемая таким выражением или выражениями, как «около», «примерно» и «по существу», не ограничена точно указанным значением. По меньшей мере в некоторых случаях формулировки, указывающие на приблизительное соответствие, могут соответствовать точности инструмента для измерения величины. В данном случае и на протяжении описания и формулы изобретения границы диапазона могут быть объединены и/или заменены, при этом указанные диапазоны устанавливают и включают все входящие в них поддиапазоны, если только в контексте или тексте не указано иное. Выражение «примерно», применяемое при ссылке на конкретную величину из диапазона значений, относится к обоим значениям и вне зависимости от точности инструмента, применяемого для измерения указанной величины, может включать +/-10% от установленного значения (значений). Выражение «по существу вертикальный» может предполагать отклонение +/-5° от вертикали, выражение «по существу горизонтальный» может предполагать отклонение +/-5° от горизонтали, а выражение «по существу перпендикулярные», относящееся к двум конструкциям, может подразумевать угол между ними, составляющий 85°-95°. Выражение «по существу треугольный» может относиться к конфигурации, имеющей три основные поверхности, но при этом предусмотрено небольшое отклонение формы поверхностей или изменение количества дополнительных, второстепенных поверхностей. Выражение «по существу круглый» может относиться к конфигурации, имеющей вид круга, но при этом допустимо некоторое непостоянство его диаметра. Указания в данном документе на элементы в единственном числе, подразумевают и множественное число, если в контексте четко не указано иначе. Следует также понимать, что выражения «содержит» и/или «содержащий», при использовании в данном описании указывают на наличие заявленных признаков, целостностей, шагов, операций, элементов и/или объектов, но не исключают наличие или добавление одного или нескольких других признаков, целостностей, шагов, операций, элементов, объектов и/или их групп. Выражение «возможный» или «возможно» означает, что описанное далее событие или ситуация может иметь место или может не случиться, и что описание включает случаи, когда событие возникает, и случаи, когда событие не имеет места.
[0021] Как указано выше, в изобретении предложен объект, формируемый способом аддитивного изготовления, включающий разрушаемую поддерживающую структуру для противоположных в вертикальном направлении первой и второй поверхностей объекта. Также описаны способ изготовления объекта, содержащего разрушаемую поддерживающую структуру, и сама указанная структура.
[0022] В качестве примера процесса аддитивного производства на Фиг. 1 изображена блок-схема иллюстративной компьютеризированной системы 100 аддитивного производства, обеспечивающей образование объекта 102. В данном примере система 100 предназначена для выполнения DMLM процесса по аддитивной технологии с использованием металлического порошка. Следует понимать, что основные идеи изобретения в равной степени применимы к другим видам аддитивного производства. Объект 102 изображен в виде топливной форсунки. Однако понятно, что технология аддитивного производства в действительности может предполагать изготовление любого объекта. AM система 100, как правило, включает компьютеризированную систему 104 управления аддитивным производством (AM) и AM принтер 106. Как описано далее, AM система 100 обеспечивает выполнение кода 120, который включает набор выполняемых с помощью компьютера команд, задающих объект 102, с целью его физического воплощения посредством AM принтера 106. В каждом AM процессе могут использоваться разные исходные материалы, например, в виде мелкозернистого металлического порошка, запас которого может храниться в камере 110 AM принтера 106. В данном случае объект 102 может быть выполнен из металла или металлического сплава. Как изображено на чертеже, устройство 112 для нанесения может создавать тонкий слой исходного материала 114, распределяемого в виде сплошного полотна, из которого будет создан каждый последующий пласт окончательного объекта. В изображенном примере лазерный или электронный луч 116 расплавляет частицы каждого пласта в соответствии с кодом 120. Разные части AM принтера 106 могут перемещаться, обеспечивая наращивание каждого нового слоя, например, формирующая платформа 118 может опускаться, и/или после образования каждого слоя могут подниматься камера 110 и/или устройство 112.
[0023] Изображенная на чертеже система 104 управления AM производством реализована в компьютере 130 в виде компьютерного программного кода. В данном случае изображен компьютер 130, включающий память 132, процессор 134, входной/выходной (I/O) интерфейс 136 и шину 138. Более того, компьютер 130 изображен в сообщении с внешним (I/O) устройством/ресурсом 140 и системой 142 хранения данных. Как правило, процессор 134 обеспечивает выполнение компьютерного программного кода, например, системы 104 управления AM производством, который хранится в памяти 132 и/или системе 142 хранения данных, согласно командам, получаемым от кода 120, задающего объект 102. Во время выполнения компьютерного программного кода процессор 134 может считывать и/или записывать информацию, поступающую в/из памяти 132, системы 142 хранения данных, (I/O) устройства 140 и/или AM принтера 106. Шина 138 обеспечивает канал связи между каждым из объектов в компьютере 130, а (I/O) устройство 140 может содержать любое устройство, способное обеспечивать взаимодействие пользователя с компьютером 130 (например, клавиатуру, указательное устройство, дисплей и т.д.). Компьютер 130 представляет собой всего лишь разные возможные комбинации аппаратного и программного обеспечения. Например, процессор 134 может содержать только один блок обработки данных или может быть распределен между несколькими блоками обработки данных в одном или нескольких местоположениях, например, для клиента и сервера. Подобным образом, память 132 и/или система 142 хранения данных может содержать любую комбинацию разного типа энергонезависимых машиночитаемых носителей информации, включающих оптические носители, оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM) и т.д. Компьютер 130 может содержать вычислительное устройство любого типа, такое как сетевой сервер, настольный компьютер, компактный портативный компьютер, мобильное устройство, телефон сотовой связи, устройство персонального вызова, карманный компьютер и т.д.
[0024] Процесс аддитивного производства начинается с энергонезависимых машиночитаемых носителей информации (например, памяти 132, системы 142 хранения данных и т.п.), в которых хранится код 120 отображения объекта 102. Как отмечено выше, код 120 включает набор выполняемых компьютером команд, обеспечивающих образование объекта 102, которые могут быть использованы для физического воплощения объекта после выполнения кода системой 100. Например, код 120 может включать строго определенную 3D модель объекта 102 и может состоять из целого ряда любых хорошо известных комплексных программ системы компьютерного проектирования (CAD), таких как AutoCAD®, TurboCAD®, DesignCAD 3D Мах и т.д. С учетом изложенного, код 120 может иметь любой неизвестный или разработанный в будущем файловый формат. Например, код 120 может соответствовать формату Standard Tessellation Language (STL), который был создан для программ компьютерного проектирования (CAD) стереолитографических 3D систем, или формату файла для аддитивного производства (AMF), который является стандартом Американского Общества инженеров-механиков (ASME), представляя формат на основе расширяемого языка разметки (XML), обеспечивающего с помощью любого (CAD) программного обеспечения описание формы и композиции любого трехмерного объекта, изготавливаемого на любом AM принтере. Код 120 при необходимости может быть переведен между разными форматами, преобразован в набор информационных сигналов и передан, получен в виде набора информационных сигналов и преобразован в код, сохранен в памяти и т.д. Код 120 может представлять собой входные данные для системы 100 и может исходить со стороны дизайнера, провайдера интеллектуальной собственности (IP), проектной организации, оператора или заказчика системы 100, либо из других источников. В любом случае, система 104 управления AM производством обеспечивает выполнение кода 120, разделяя объект 102 на ряд тонких срезов, которые собирают с использованием AM принтера 106 из последовательных слоев порошка. В примере прямого лазерного плавления металлов (DMLM) каждый слой расплавляют или спекают, добиваясь точной геометрической конфигурации, задаваемой кодом 120, и сплавляют с предыдущим слоем. Впоследствии объект 102 может быть подвергнут любым разнообразным чистовым процессам, например, вторичной механической обработке, запечатыванию, полировке, сборке с другой деталью и т.д.
[0025] На Фиг. 2 изображен типичный объект 102, в котором может быть использована разрушаемая поддерживающая структура 200 согласно идеям изобретения. В представленном на чертежах примере объект 102 включает топливную форсунку 144, образованную по технологии AM производства, представленной на блок-схеме Фиг. 1. Следует отметить, что топливная форсунка приведена в качестве примера и понятно, что процесс AM производства может предусматривать изготовление любого объекта, который тоже может включать разрушаемую поддерживающую структуру 200 согласно изобретению. Топливная форсунка 144 включает систему из трех концентрических трубопроводов 146, 148, 150 (внешнего 146, внутреннего среднего 148, внутреннего центрального 150), образующих камеры 152, 154, 156 для топлива и/или воздуха. Следует отметить, что топливная форсунка 144 может включать любое количество трубопроводов и камер, которое считается преимущественным. Кроме того, следует отметить, что поперечное сечение трубопроводов 146, 148, 150 может иметь любую форму, например, по существу круглую, в форме капли и т.д. Топливная форсунка 144 включает первую часть 160, которая является по существу горизонтальной, и вторую часть 162, которая является по существу вертикальной (как изображено на чертеже). Первая часть 160 и вторая часть 162 включают участки трубопроводов 146, 148, 150 и камер 152, 154, 156. Следует отметить, что топливная форсунка 144 может быть образована по технологии AM производства при фиксировании в точке 164, связывающей один или более трубопроводов 146, 148, 150 с целью обеспечения соосности в ходе AM процесса. Первая часть 160 топливной форсунки 144 также включает распылительный участок 166, содержащий разрушаемую поддерживающую структуру 200 согласно изобретению. Применяемое в данном документе выражение «распылительный участок» включает внутреннюю часть топливной форсунки 144, по меньшей мере частично недоступную снаружи указанной форсунки и имеющую две противостоящие в вертикальном направлении поверхности. Топливная форсунка 144 может быть образована по AM технологии и с применением обычных, удаляемых вертикальных поддерживающих структур 168, подпирающих один или несколько внешних трубопроводов 146. Кроме того, топливная форсунка 144 может быть образована по AM технологии и с применением обычных, отделяемых вертикальных поддерживающих структур 170, подпирающих один или несколько внутренних трубопроводов 148, 150.
[0026] На Фиг. 3 изображен увеличенный разрез в аксонометрии распылительного участка 166 топливной форсунки, представленной на Фиг. 2, включающего разрушаемую поддерживающую структуру 200. Участок 166 включает часть внешнего трубопровода 146 и часть внутреннего среднего трубопровода 148. Внешний трубопровод 146 имеет первую поверхность 172, противоположную в вертикальном направлении второй поверхности 174 внутреннего среднего трубопровода 148. Применяемое в данном документе выражение «противоположный в вертикальном направлении» указывает на то, что одна поверхность имеет по меньшей мере часть, которая расположена по вертикали выше по меньшей мере части другой поверхности.
[0027] Вертикально противоположные поверхности 172, 174 могут проходить горизонтально или под углом относительно горизонтали. В данном примере распылительный участок 166 проходит примерно под углом 5° относительно горизонтали (смотри Фиг. 2). Следовательно, первая поверхность 172 включает первую, наклоненную от вертикали поверхность 176, а вторая поверхность 174 включает вторую, наклоненную от вертикали поверхность 178, противоположную по вертикали первой поверхности 176 и проходящую под углом 5°. Применяемое в данном документе выражение «наклоненный от вертикали» указывает на то, что поверхность не является ни вертикальной, ни горизонтальной, а проходит относительно горизонтали под углом, отличным от 90°. Как известно из области AM технологий, по причинам, связанным с пригодностью к печати, угол наклона большинства наклоненных от вертикали поверхностей относительно горизонтали не превышает 45°. Соответственно, первая наклоненная от вертикали поверхность 176 может быть наклонена относительно горизонтали под углом, не превышающим 45°, и вторая наклоненная от вертикали поверхность может быть наклонена относительно горизонтали под углом, не превышающим 45°. Следует подчеркнуть, что в данном документе топливная форсунка 144 (смотри Фиг. 2) приведена исключительно в качестве иллюстрации и понятно, что идеи изобретения применимы к наклоненным от вертикали поверхностям и другим противоположным по вертикали поверхностям, одна или несколько из которых могут быть горизонтальными.
[0028] Вертикально противоположные поверхности 172, 174 и наклоненные от вертикали поверхности 176, 178 могут иметь любую форму, например, плоскую, закругленную, неровную и т.д. Как изображено на разрезе распылительного участка 166, представленном в аксонометрии на Фиг. 3, по существу круглое устройство трубопровода имеет первую наклоненную от вертикали поверхность 176, включающую внутреннюю закругленную поверхность 180, и вторую наклоненную от вертикали поверхность 178, включающую наружную закругленную поверхность 182, которая вертикально противостоит указанной поверхности 180.
[0029] Несмотря на то, что трубопроводы 146, 148, 150 на конце форсунки связаны с точкой 164 фиксации (смотри Фиг. 2) с целью сохранения соосности, преимущественно обеспечить их дополнительную опору. Для этого также используют разрушаемую поддерживающую структуру 200 согласно вариантам выполнения изобретения, которая изображена на Фиг. 2 - Фиг. 3. Разрушаемая структура 200 устойчива в течение AM процесса, например, DMLM, и может обеспечивать надежную поддержку поверхностей 172, 174. Как описано подробно далее, конфигурация структуры 200 обеспечивает возможность ее разрушения под воздействием термических напряжений, образуемых усилиями, индуцированными в результате возникновения градиента температуры в указанной структуре. Следует отметить, что устойчивость структуры 200 также может предполагать ее устойчивость в процессе дополнительной обработки (например, фрезерования внешних поддерживающих структур 168, 170 топливной форсунки 144, представленной на Фиг. 2) объекта 102 после выполнения AM процесса. Хотя на Фиг. 2 - Фиг. 3 структура 200 изображена в одном определенном местоположении, следует подчеркнуть, что данная структура может быть выполнена в любом месте топливной форсунки 144 или объекта 102, образованного в результате AM производства, считающемся преимущественным. Несмотря на то, что на Фиг. 2 - Фиг. 3 показано конкретное количество разрушаемых поддерживающих структур 200, можно использовать любое их количество. Каждая структура 200 может быть дополнительно включена в код 120 (или любой предыдущий или последующий формат кода) для объекта 102 в любом заданном местоположении и может быть напечатана вместе с указанным объектом. Структура 200 может быть расположена слева.
[0030] На Фиг. 4 изображен увеличенный вид в аксонометрии структуры 200, а на Фиг. 5 вид сбоку указанной структуры в аксонометрии. Согласно вариантам выполнения изобретения, разрушаемая поддерживающая структура 200 включает первое основание 202, соединенное с первой поверхностью 172 и проходящее навстречу второй поверхности 174. Структура 200 также включает второе основание 204, соединенное со второй поверхностью 174 и проходящее по направлению к первой поверхности 172. Перемычка 210 соединяет первое основание 202 со вторым основанием 204 и обеспечивает опору между поверхностями 172, 174. Например, на Фиг. 5 перемычка 210 проходит по существу вертикально между первым основанием 202 и вторым основанием 204. Как описано подробно далее, перемычка 210 включает основную часть 212 и образованную в указанной основной части ослабленную зону 214, которая обеспечивает разрушение данной перемычки под действием достаточного термического напряжения. Следует подчеркнуть, что на Фиг. 4 и Фиг. 5 изображен пример разрушаемой поддерживающей структуры 200. Структура 200 может имеет другие разнообразные формы, выбираемые на основании ряда факторов, таких как, но не исключительно: любое количество характеристик первой и второй поверхностей 172, 174, например, расстояние между ними, взаимные углы наклона, углы наклона каждой из них и т.д.; заданное количество необходимых поддерживающих структур; заданное местоположение разрушения ослабленной зоны 214; и/или заданное напряжение, необходимое для разрушения структуры 200.
[0031] Каждое основание 202, 204 может иметь любую форму, обеспечивающую опорную функцию или положение структуры 200, в котором необходимо обеспечить поддержку поверхностей в процессе аддитивного производства. Например, в представленных вариантах выполнения каждое основание имеет по существу треугольное поперечное сечение (за исключением участка, где от него отходит основная часть 212).
[0032] На Фиг. 6 изображен увеличенный вид спереди ослабленной зоны 214 структуры 200. Зона 214 может включать любой вид физической конструкции, способной обеспечивать разрушение основной части 212 под воздействием заданного усилия. В примере, изображенном на Фиг. 6, ослабленная зона 214 включает утоненную в поперечном сечении область 216 в основной части 212 (по сравнению с остальными областями указанной основной части). Ослабленная зона 214, образованная в основной части 212 перемычки 210, может обеспечивать разрушение в любом преимущественном местоположении вдоль длины разрушаемой поддерживающей структуры 200. В одном примере зона 214 может обеспечивать разрушение примерно в середине длины структуры 200. Ослабленная зона 214 может включать любое разнообразие форм, например, углы, закругления и т.д. Согласно вариантам выполнения изобретения, в отличие от обычных технологий конфигурация ослабленной зоны 214 обеспечивает разрушение за счет образования температурного градиента в структуре 200 после выполнения процесса аддитивного производства. А именно, разрушение структуры 200 происходит посредством термических напряжений в данной структуре, создаваемых в результате деформации под действием теплового расширения, вызванного температурным градиентом, образованным в указанной структуре.
[0033] На Фиг. 7 изображен вид в аксонометрии топливной форсунки 144, представленной на Фиг. 2, иллюстрирующий образование температурного градиента в разрушаемой поддерживающей структуре 200, представленной на Фиг. 4, согласно одному варианту выполнения изобретения. В примере, изображенном на Фиг. 7, разрушение структуры 200 может возникнуть, например, после завершения процесса аддитивного изготовления топливной форсунки 144, но до ее эксплуатации, в результате повышения температуры распылительного участка 166 (смотри Фиг. 2) внешнего трубопровода 146, например, до значений примерно 750°С-850°С, с использованием, к примеру, паяльной лампы, и/или (при необходимости) за счет уменьшения температуры во внутреннем среднем трубопроводе 148, например, посредством протекания охлаждающей среды, к примеру, воды, по указанному трубопроводу. То есть, в примере, изображенном на Фиг. 7, материал первой поверхности 172 (смотри Фиг. 3 расширяется вследствие повышения ее температуры, а материал второй поверхности 174 (смотри Фиг. 3 стягивается вследствие уменьшения температуры данной поверхности, что приводит к образованию вызванного нагревом сдвигающего усилия, оказываемого на разрушаемую поддерживающую структуру 200 (смотри Фиг. 6), передающего напряжение сдвига на перемычку 210. Напряжение сдвига на перемычке приводит к тому, что основная часть 212 разрушается примерно по ослабленной зоне 214. Следует понимать, что момент времени для выборочно разрушаемой структуры 200 не ограничен интервалом, начинающимся после завершения процесса аддитивного производства топливной форсунки 144 и заканчивающимся перед ее эксплуатацией, как описано для примера, изображенного на Фиг. 7. Например, топливная форсунка 144 может быть изготовлена в результате двух процессов аддитивного производства, к примеру, один из них выполняют для первой части 160, а другой для второй части 162, и структура 200 может быть разрушена, например, путем образования температурного градиента после завершения процесса аддитивного изготовления первой части 160 и до начала аддитивного изготовления второй части 162. Нужно подчеркнуть, что способ образования температурного градиента в разрушаемой поддерживающей структуре 200 не ограничен иллюстрацией Фиг. 7. В альтернативном варианте температурный градиент может быть получен, например, только в результате повышения температуры либо первой поверхности 172, либо второй поверхности 174; только в результате уменьшения температуры либо первой поверхности 172, либо второй поверхности 174; и т.д. Более того, механизм нагревания или охлаждения поверхностей не ограничен применением паяльной лампы или охлаждающей среды, как изображено на Фиг. 7. Механизм повышения температуры может включать, например, использование паяльной лампы, воздуха, воды и т.д. Механизм понижения температуры может включать, например, использование охлаждающих сред, таких как воздух, вода и т.д. Хотя в примере, изображенном на Фиг. 7, паяльную лампу применяют для внешнего трубопровода 146, а во внутренний средний трубопровод 148 подают охладитель, следует отметить, что место охлаждения и/или нагревания не ограничено первой поверхностью 172 и второй поверхностью 174. Кроме того, отметим, что температура, до которой первая поверхность 172 или вторая поверхность 174 либо нагревается, либо охлаждается, не ограничена значениями примера, изображенного на Фиг. 7. Поверхности 172, 174 или основания 202, 204 могут быть нагреты и/или охлаждены до любой температуры, которая обеспечивает температурный градиент, приводящий к разрушению поддерживающей структуры 200.
[0034] На Фиг. 8 в разрезе изображен распылительный участок 166 топливной форсунки 144, включающий ряд разрушаемых поддерживающих структур 200, иллюстрируя образование усилий, вызванных нагревом и посредством указанной структуры 200, выполненной согласно вариантам выполнения изобретения. Хотя на Фиг. 8, изображающей часть топливной форсунки 144, представлены сдвигающие усилия Fs, оказываемые на разрушаемую поддерживающую структуру 200, понятно, что вызванные нагревом усилия, действующие на данную структуру, не ограничены сдвигающим усилием. Например, ослабленная зона 214 может быть разрушена под действием растягивающего усилия Ft и/или сжимающего усилия Fc. Более того, следует отметить, что в дополнение к образованию термического градиента также можно использовать и другие механизмы приложения силы к разрушаемой поддерживающей структуре 200. Например, в дополнение к образованию термического градиента можно применить силы вибрации, приводящие к объединению растягивающих, сжимающих и сдвигающих усилий, вызывающих разрушение указанной структуры 200.
[0035] Способ изготовления объекта 102 согласно вариантам выполнения изобретения может включать образование объекта 102 вместе с описанной в данном документе разрушаемой поддерживающей структурой 200, используя технологию аддитивного производства (которая изображена на Фиг. 1). Как уже отмечено, первое основание 202 может быть соединено с первой поверхностью 172 объекта и проходит по направлению ко второй поверхности 174 объекта, которая противостоит в вертикальном направлении первой поверхности. Второе основание 204 может быть соединено со второй поверхностью 174 и проходит по направлению к первой поверхности 172. Более того первое основание 202 и второе основание 204 может соединять перемычка 210, включающая основную часть 212 и расположенную в указанной части ослабленную зону 214. Способ может включать сохранение целостности перемычки 210 в процессе формирования объекта 102 способом аддитивного изготовления, и разрушение перемычки 210 в результате приложения к разрушаемой поддерживающей структуре 200 усилий, вызванных нагревом, за счет образования температурного градиента в указанной структуре после завершения AM процесса формирования данного объекта. Например, способ может включать повышение температуры первого основания 202 и первой поверхности 172 путем нагревания внешнего трубопровода 146, и уменьшение температуры второго основания 204 и второй поверхности 174 путем охлаждения внутреннего пространства среднего внутреннего трубопровода 148. В альтернативном варианте способ может включать разрушение перемычки 210 в результате приложения к разрушаемой поддерживающей структуре 200 растягивающих и/или сжимающих усилий. Способ может включать разрушение структуры 200, например, в результате только нагревания любой поверхности 172, 174 или в результате только охлаждения любой из данных поверхностей. Структура 200 может дополнительно предусматривать воздействие на нее сжимающих и/или растягивающих усилий, например, образованных в результате вибрации объекта 102, при этом оказывая на данную структуру сдвигающее усилие, возникающее за счет образования в ней термического градиента. Способ может включать разрушение ослабленной зоны 214 примерно в середине длины структуры 200. Более того, способ может включать разрушение перемычки 210 под воздействием термических усилий, оказываемых после удаления из объекта 102 внешних поддерживающих структур 168, 170. Кроме того, способ может предусматривать нахождение структуры 200 внутри объекта 102 в процессе его эксплуатации.
[0036] В приведенной ниже формуле изобретения соответствующие конструкции, материалы, действия и эквиваленты всех элементов «средство плюс функция» или «шаг плюс функция» включают любую конструкцию, материал или действие для выполнения функции в сочетании с другими элементами, заявленными в конкретных пунктах формулы изобретения. Описание изобретения приведено с иллюстративной и описательной целью, но не исчерпывается или не ограничено рамками. Специалистам будут очевидны многочисленные модификации и варианты, не выходящие за рамки объема и сущности изобретения. Выбранный и описанный вариант выполнения наилучшим образом поясняет основные принципы и практическое применение изобретения и дает возможность прочим специалистам сделать вывод о соответствии разнообразных модифицированных вариантов выполнения предполагаемой конкретной области применения.
Турбомашина, содержащая лопатку турбомашины, турбомашина, содержащая концевой бандаж лопатки турбомашины, и турбинная лопатка, содержащая концевой бандаж
Турбинная система и способ регулирования зазоров в турбине
Теплоустойчивые препараты наночастиц и ассоциированные с ними способы
Система датчика для измерения уровня поверхности раздела в многофазных флюидах
Роторное колесо, ротор газовой турбины и способ продувки ротора газовой турбины
Камера сгорания газовой турбины и установка, содержащая камеру сгорания (варианты)
Герметично уплотненный демпферный узел и способ его сборки
Система и способ рекуперации отработанного тепла
Система (варианты) и способ демпфирования динамических процессов в камере сгорания
Картридж предварительного пленкообразования для жидкого топлива

