Результат интеллектуальной деятельности: СПОСОБ РЕГУЛИРОВАНИЯ ЧАСТОТЫ ВРАЩЕНИЯ ВАЛКОВ ШАРОПРОКАТНЫХ СТАНОВ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, в частности к способам регулирования частоты вращения валков шаропрокатного стана.
Известен способ и устройство для выравнивания моментов на рабочих валках прокатной клети с индивидуальным электроприводом патент RU №2362641, МПК В21В37/46, опубликованный 27.07.2009 [1], включающий выдачу задания на скорость вращения электроприводов рабочих валков, сравнение моментов для верхнего и нижнего валков, получение рассогласования моментов, выдачу коррекции на ограниченное изменение скорости вращения валков, если превышена допустимая разница моментов.
Преимуществом способа является то, что для определения коррекции на выравнивание моментов используется только интегральные составляющие скоростей валков и корректируются поочередно только скорости вращения электропривода наиболее загруженного по моменту валка (верхнего или нижнего), при этом коррекции всегда направлены на уменьшение момента электропривода наиболее загруженного валка.
Наиболее близким (прототипом) по технической сущности к заявленному способу, по количеству сходных признаков, является способ регулирования скорости металла на многоклетьевом непрерывном стане горячей прокатки для обеспечения минимальных продольных тяговых усилий в металле с учетом неравномерного нагрева металла по его длине патент RU №2075358 МПК В21В37/46, опубликованный 20.03.1997 [2]http://www.freepatent.ru/patents/2075358, где регулировка скоростей происходит в зависимости от нагрузки. Этот способ заключается в том, что при неправильном начальном определении скорости прокатки, которое проявляется в виде скачкообразного изменения нагрузочного момента на первой клети изменяется число оборотов двигателя первой клети, определяется коэффициент согласования (КА) за счет деления момента нагрузки предыдущей клети на момент нагрузки последующей клети, который запоминается на время прокатки данной заготовки в предыдущей клети, изменяется масштаб всех следующих значений момента нагрузки за счет умножения на коэффициент (КА), а в момент выхода заготовки из валков предыдущей клети определяется разность моментов нагрузки предыдущей клети до и после выхода заготовки и в зависимости от установленного максимального значения, а также от знака разности при прокатке последующей заготовки осуществляется подрегулировка числа оборотов электропривода валков предыдущей клети.
Предложенный в патенте № 2075358 [2] способ регулирования скоростного режима в прокатных станах горячей прокатки для обеспечения минимальных усилий продольной тяги в прокатываемом материале при принятии во внимание неравномерности его нагрева вдоль заготовки базируется на использовании пропорционального моменту сигнала при свободной прокатке в каждой предшествующей клети в качестве эталонной величины для регулирования скоростного режима каждой последующей клети в прокатном стане.
Известны способы, где переменная частота валков используется для выравнивания скоростей валков в онлайн режиме, в многоклетьевых станах патент RU № 2075358, МПК В21В37/46, опубликованный 20.03.1997 [2] для обеспечения минимальных тяговых усилий в металле при неравномерном нагреве металла по длине, либо для клетей с индивидуальными приводами валков патент RU №2362641, МПК В21В37/46, опубликованный 27.07.2009 [1] для повышения стабильности процесса прокатки на высокой скорости, достижения высокой производительности стана и снижение отсортировки холоднокатаного проката по дефектам поверхности.
В предлагаемом изобретении автоматическую регулировку частоты предлагается использовать на шаропрокатных станах, для увеличения стойкости наиболее изнашиваемых реборд, и как следствие увеличение ресурса валков.
В процессе прокатки шаров наибольший износ происходит по ребордам валков, в частности в зоне захвата заготовки. Исходя из условия захвата заготовки определяющим параметром является окружное ускорение Ω.
В отличие от всех остальных станов горячей прокатки на шаропрокатных станах пятно контакта в момент захвата заготовки минимально и составляет несколько квадратных миллиметров, что создает высокое удельное контактное давление.
Кроме того, в отличие от всех остальных станов горячей прокатки, где на момент задачи в валки заготовки имеют скорость перемещения, на шаропрокатном стане заготовка задается в валки с нулевым ускорением, что создает повышенные характеристики динамики захвата.
В отличии от аналога, где функция данной регулировки связана со стабильностью прокатки полосы и предназначена для многоклетьевых непрерывных станов, в предлагаемом изобретении данная задача направлена на увеличение ресурса валков одноклетьевых шаропрокатных станов и осуществляется в только в момент захвата заготовки.
Техническим результатом, на достижение которого направлено предполагаемое изобретение, является: увеличение ресурса шаропрокатных валков, снижение удельного контактного давления на наиболее изнашиваемые реборды в месте захвата.
Технический результат достигается благодаря тому, что в способе регулирования частоты вращения валков шаропрокатного стана, включающем вращение валков шаропрокатного стана, подачу заготовки в валки, прокатку заготовки, захват последующей заготовки, предусмотрено то, что в период между прокаткой и захватом последующей заготовки производят управление частоты вращения валков, при этом в случае падения нагрузки снижают частоту вращения оборотов валков на 20-50% от рабочей частоты, в зависимости от диаметра прокатываемой заготовки и характеристики стана, а после захвата последующей заготовки и появления момента валка производят увеличение частоты до рабочей частоты, при этом управление частотой вращения валков производят автоматически в зависимости от фиксируемой нагрузки по логическому коду, записанному, в память тиристорного преобразователя.
По предлагаемому способу предусмотрены следующие отличия:
- при помощи записанного в память тиристорного преобразователя логического кода производят управление частотой вращения валков в автоматическом режиме.
- в момент захвата заготовки, уменьшается окружное ускорение Ω, за счет уменьшения разницы скоростей задаваемой заготовки с нулевым ускорением и вращающихся валков, и как следствие снижение удельного контактного давления на реборды в момент захвата и получение непрерывного процесса с равномерными усилиями за весь период прокатки.
Изобретение поясняется чертежами:
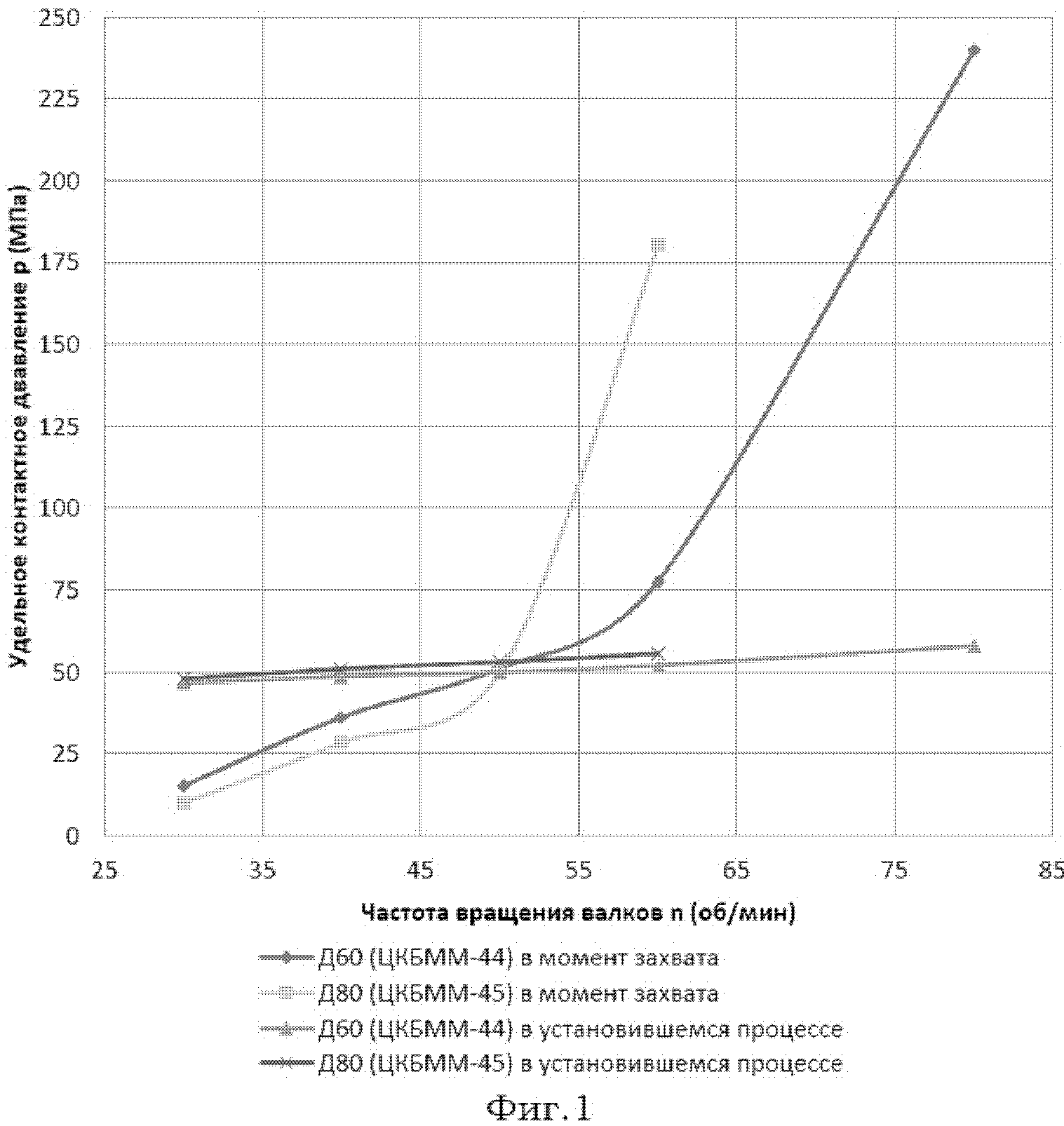
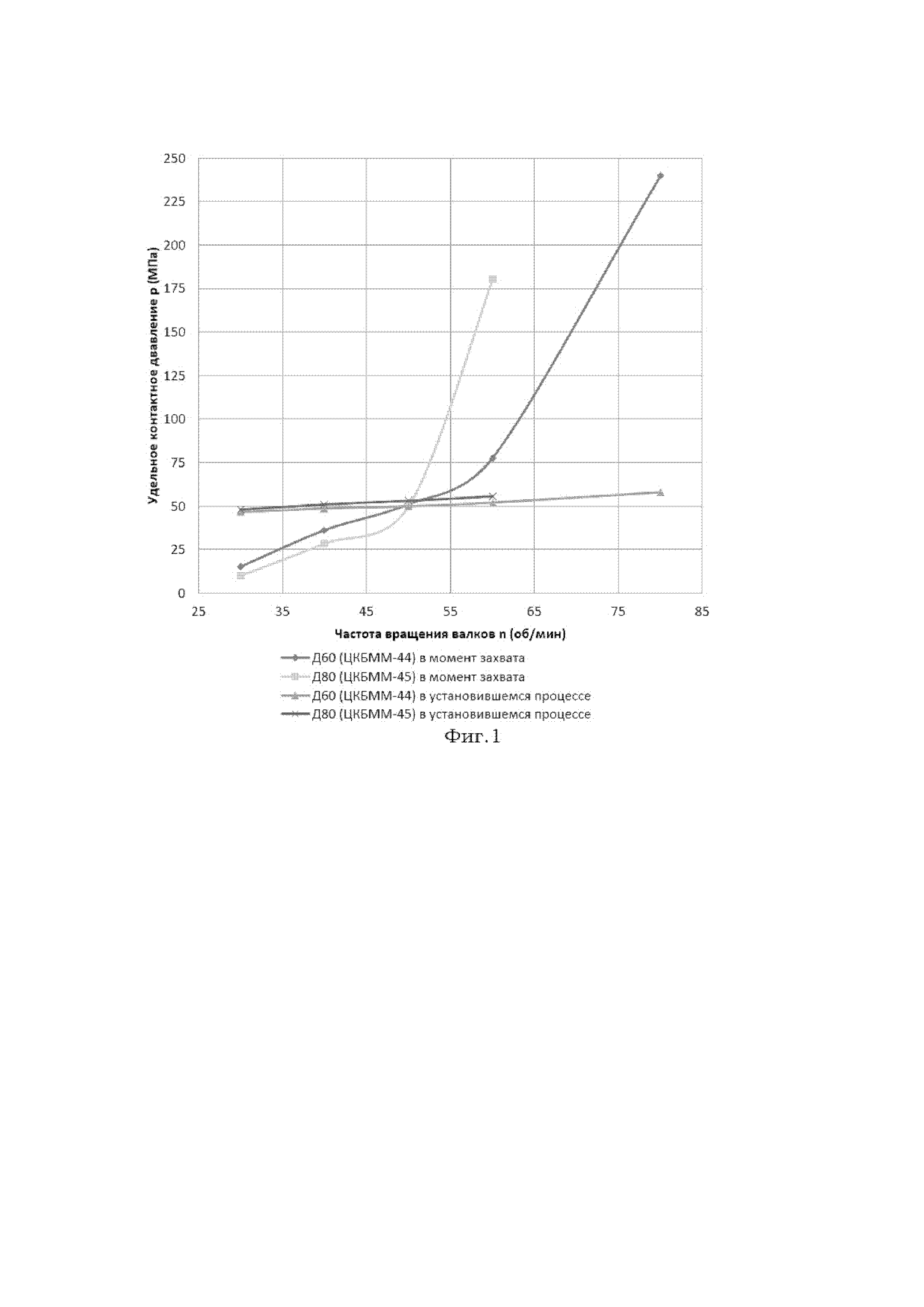
Фиг.1. График удельного контактного давления от частоты вращения валков.
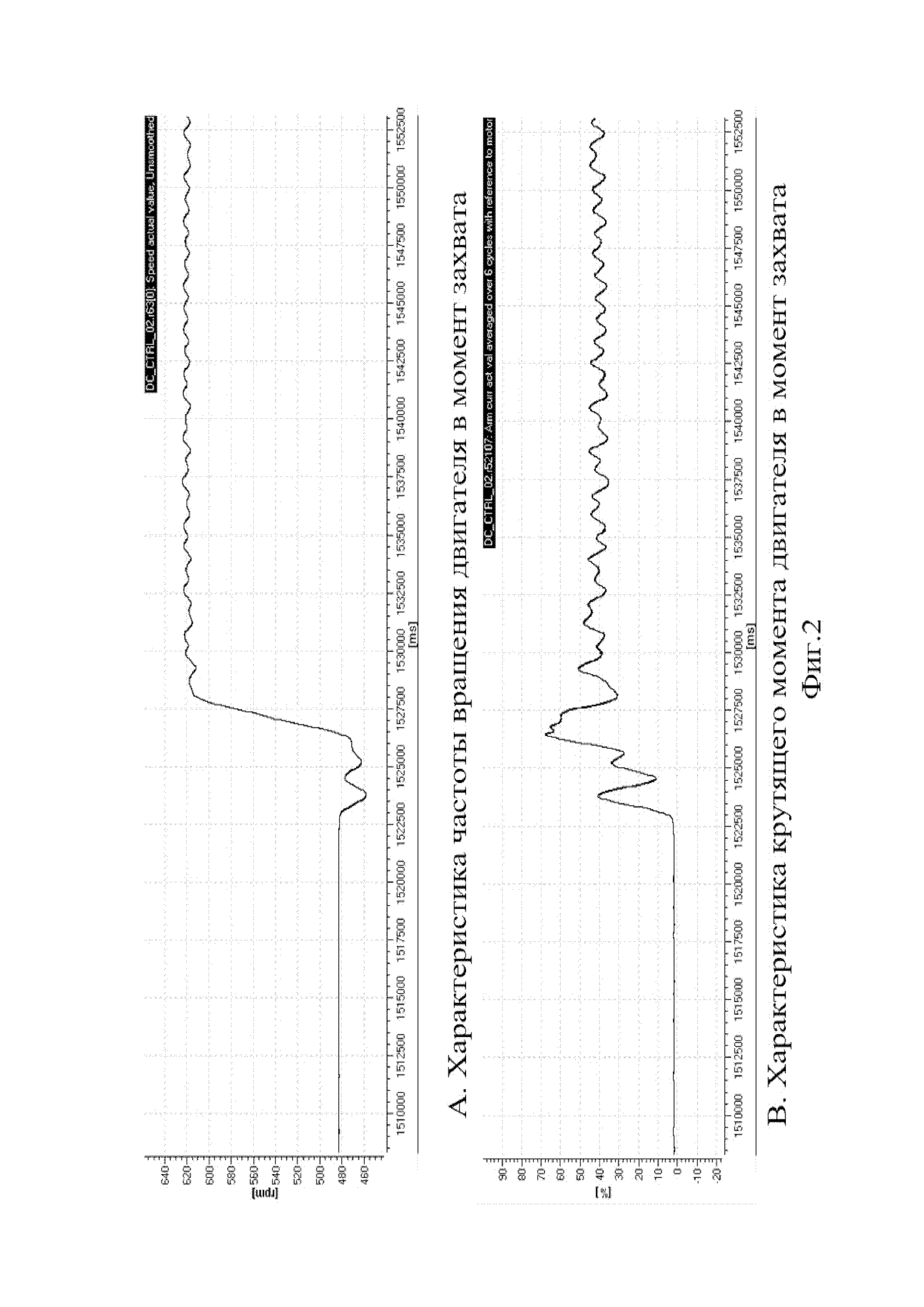
Фиг. 2. Осциллограмма работы шаропрокатного стана в режиме автоматической регулировки скоростей. (фиг.2А. характеристика крутящего момента двигателя в момент захвата и фиг.2B. характеристика частоты вращения двигателя в момент захвата).
Сущность предложенного способа осуществляется следующим образом. При помощи записанного в память тиристорного преобразователя логического кода осуществляют управление частотой вращения валков в автоматическом режиме. После прокатки заготовки, при падении нагрузки снижают частоту оборотов валков на 20-50% от рабочей частоты, в зависимости от диаметра прокатываемой заготовки и характеристики стана, а после захвата последующей заготовки и появления момента валка производят увеличение частоты до рабочей. Это обеспечит падение удельного контактного давления на наиболее изнашиваемые реборды (в зоне захвата) и увеличит ресурс валков до 20%.
На Фиг. 1. видно, что в момент прокатки заготовки влияние частоты вращения валков не оказывает значительного воздействия на реборды валка, т.к. нагрузка распределена равномерно и удельное контактное давление примерно одного порядка. В момент захвата заготовки частота вращения валка категорично влияет на удельное контактное давление в месте захвата. Если условие захвата производить для шара 60 и 80, при 50 об/мин, то удельное контактное давление на реборды не превысит рабочее (в процессе прокатки).
На фиг.2. представлен процесс захвата, где при появлении нагрузки на валки в момент захвата частота вращения валков увеличивается до рабочих оборотов. Электрический ток на прокатном двигателе незначительно выше, чем при постоянной частоте – это характеризуется инерционной составляющей разгона механизмов и маховика, но при этом, удельное контактное давление на реборды значительно снижено.
На действующих шаропрокатных станах заготовка задается в валки с нулевым окружным ускорением и вращение ей придается валками после захвата, поэтому ускорение будет являться квадратом скорости. Наибольшее давление приходится на реборды в месте захвата валками заготовки. В зависимости от диаметра заготовки, диаметра валков и прочих параметров незначительное уменьшение частоты вращения валков приведёт к существенному уменьшению удельного контактного давления на валки в зоне захвата. При устоявшемся процессе удельное контактное давление на валки при изменении частоты вращения меняется незначительно. На графике (Фиг. 1.) представлены зависимости изменения удельного контактного давления на валки, для различных частот вращения валков, при прокатке шаров 60, 80 мм.
Пример
Предлагаемый способ был опробован и реализован на шаропрокатном стане крупносортного цеха АО «ЕВРАЗ Нижнетагильский металлургический комбинат».
Для этого предварительно в память тиристорного преобразователя был занесён алгоритм, написанный на языке функциональных блоков в среде DCC тиристорного преобразователя Sinamics DCM. Для определения наличия заготовки в клети использовали ток (механический момент) прокатного двигателя.
В момент испытания заготовки Ø120 мм предварительно нагрели в секционной печи до температуры 1050°С и последовательно задавали в стан.
В момент захвата, при увеличении момента прокатки на валках выше 20% от номинального (фиг.2 А. характеристика крутящего момента двигателя в момент захвата), произошло автоматическое увеличение частоты вращения валков на 20% - по оборотам двигателя это составило от 480 об/мин до 600 об/мин (фиг.2 B. характеристика частоты вращения двигателя в момент захвата). К этому времени захват заготовки уже произошел, и заготовка начала приобретать вращение (первый амплитудный скачок на графике). Время ускорения составило 2 секунды, за это время валок совершил 2 оборота, и заготовка оказалась в зоне устоявшегося положения (рабочего контакта с валком). Как видно по графику (фиг.2) фактический момент не превышает 70% от номинального. После прокатки заготовки момент на валках упал и при падении его ниже 20% от номинального обороты валка автоматически уменьшились на 20%, при этом обороты на валу двигателя составили 480 об/мин. После прокатки была проведена оценка состояния валков. Реборды валков в месте захвата имели значительно меньше дефектов, чем при штатном режиме прокатки.
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении по их функциональному назначению. Следовательно, предполагаемое изобретение соответствует критерию «изобретательский уровень».
Теоретические исследования и испытания способа регулирования частоты вращения шаропрокатных валков, согласно заявленной формуле, показали: снижение удельного контактного давления на наиболее изнашиваемые реборды в месте захвата, увеличение ресурса шаропрокатных валков до 20%, в зависимости от диаметра прокатываемой заготовки и характеристик стана.
Источники информации
[1] патент RU №2362641, МПК В21В37/46, опубликованного 27.07.2009;
[2] патент RU №2075358, МПК В21В37/46, опубликованного 20.03.1997.
Выпускной главный желоб доменной печи
Шихта для производства ванадиевого чугуна
Профиль доменной печи для высокоинтенсивной работы
Устройство торможения вертикального валка универсальной клети прокатного стана
Способ вращения якоря двигателя постоянного тока с независимым возбуждением с номинальным напряжением якоря более 600в и мощностью более 3мвт для проточки коллектора
Железнодорожное колесо
Способ изготовления заготовок корпусов для бетонобойных и бронебойных снарядов
Способ циркуляционного вакуумирования металлического расплава
Устройство торможения вертикального валка универсальной клети прокатного стана

