Результат интеллектуальной деятельности: Способ изготовления осесимметричных деталей сложного профиля
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к изготовлению различных осесимметричных деталей сложного профиля из сталей и алюминиевых сплавов, например, газовых баллонов, лейнеров, огнетушителей, ресиверов и т.п.
Важнейшей проблемой при производстве деталей сложного профиля, представляющего собой сочетание цилиндрических, конических, сферических и тороидных участков, является принципиальная возможность их получения методами прессовой и давильной обработки с высокой размерной точностью и качеством обрабатываемой поверхности и высокой производительности, зависящих от стойкости деформирующего инструмента.
Известен способ изготовления деталей сложного профиля, описанный в книге «Справочник по холодной штамповке», В.П. Романовский, изд. «Машиностроение», 1971 г., стр. 292÷294, заключающийся в обжиме шейки втулки рис. 254, 255.
К недостатку данного способа относится невозможность получения обжатой части заготовки большей длины.
Известен способ изготовления деталей сложного профиля давильной обработкой, описанный в книге «Справочник по холодной штамповке», В.П. Романовский, изд. «Машиностроение», Ленинград, 1971 г., стр. 369÷371, рис. 358÷361, заключающийся в формоизменении кружка из тонколистовой стали, зафиксированного прижимом на оправке, за несколько переходов давильником или деформирующими роликами.
К недостаткам данного способа относится низкий коэффициент использования металла.
Известны способы изготовления деталей сложного профиля, описанные в книге «Обкатка металлоизделий в производстве», В.Г. Капорович, г. Москва, изд. Машиностроение», 1973 г., стр. 7÷22, представляющие собой различные способы обжатия трубных и плоских заготовок инструментом трения. Недостатком данного способа является низкое качество обрабатываемой поверхности, что приводит к необходимости введения дополнительной механической обработки.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления осесимметричных деталей сложного профиля, описанный в справочнике «Ковка и штамповка», т. 4, г. Москва, изд. «Машиностроение», 1987 г., стр. 200÷216, заключающийся в обжиме трубной заготовки (рис. 1в).
Под действием продольной внешней силы заготовка перемещается относительно матрицы и принимает форму детали, состоящей из сферического 1, тороидного 2 и цилиндрического 3 участков.
При обжиме наибольшая толщина стенки находится на обжатом цилиндрическом участке 3 (стр. 208), что снижает коэффициент использования металла, так как требуется дополнительная механическая обработка утолщенного участка.
Недостатком данного способа является также небольшая длина обжатого участка.
Основным недостатком способа, принятого за прототип является низкая стойкость деформирующего инструмента, приводящая к снижению качества обрабатываемой поверхности и точности изготовления деталей.
Применяемая для повышения стойкости в данном способе смазочно-охлаждающая жидкость и смазка (стр. 345 таблица 4, стр. 347 таблица 7) малоэффективны при изготовлении деталей сложного профиля.
Применение для повышения стойкости деформирующего инструмента в качестве износостойких покрытий (стр. 470÷473): азотирования, электролитического хромирования, борирования и вакуумно-плазменного нанесения карбида титана (TiC) и нитрида титана (TiN) требует высоких затрат на приобретение оборудования.
Кроме того в прототипе не отражены виды покрытий деформирующего инструмента и смазок при обработке деталей сложного профиля с нагревом.
Таким образом, задачей данного технического решения, принятого за прототип, являлась разработка способа изготовления осесимметричных деталей сложного профиля обжимом трубной заготовки с использованием износостойкого покрытия деформирующего инструмента, смазочно-охлаждающей жидкости и смазки.
Общими признаками с предлагаемым авторами способом являются операции обжима трубных заготовок с использованием износостойкого покрытия деформирующего инструмента, смазочно-охлаждающей жидкости и смазки.
В отличие от прототипа в предлагаемом способе изготовления осесимметричных деталей сложного профиля выполняют резку труб на мерные заготовки, калибровку по наружной и, или внутренней поверхности, предварительную механическую обработку, обжим прессовой или давильной обработкой за несколько переходов с промежуточным рекристаллизационным смягчающим отжигом и фосфатированием в холодном состоянии или с нагревом, при этом перед последним переходом обжима выполняют вытяжку заготовки с утонением стенки по внутренней поверхности пуансоном с профилем рабочей поверхности в виде сочетания конических и цилиндрического переходного участков с радиусами их сопряжения, затем выполняют отжиг уменьшающий напряжения и окончательную механическую обработку.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- профиль рабочей поверхности пуансона выполнен с углом переднего конического участка 10÷15°, углом заднего конического участка 3÷7°, длиной цилиндрического участка 8÷10 мм, радиусом сопряжения переднего конического и цилиндрического участков 7÷12 мм и радиусом сопряжения заднего конического и цилиндрического участков 15÷25 мм;
- при давильной обработке используют деформирующие ролики с эвольвентным профилем рабочей поверхности с радиусом при вершине 5-5-10 мм;
- при обжиме заготовок в холодном состоянии в качестве смазки используют 0,4÷0,8% эмульсию перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле, а перед обжимом на рабочие поверхности деформирующего инструмента наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе;
- обжим заготовок осуществляют с предварительным нагревом заготовок индукционным методом токами высокой частоты при температуре 950÷1000°С и в качестве смазки используют коллоидно-графитовый раствор ПСВ, при этом графит перед приготовлением коллоидно-графитового раствора пропитывают фторсодержащим поверхностно-активным веществом и сушат.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объект правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является разработка способа изготовления осесимметричных деталей сложного профиля, позволяющего за счет повышения стойкости деформирующего инструмента обеспечить возможность изготовления осесимметричных деталей сложного профиля с высокой размерной точностью и качеством обрабатываемой поверхности, высоким коэффициентом использования металла, высокой производительностью.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем обжим трубной заготовки с использованием износостойкого покрытия деформирующего инструмента, смазочно-охлаждающей жидкости и смазки, особенность заключается в том, что выполняют резку труб на мерные заготовки, калибровку по наружной и, или внутренней поверхности, предварительную механическую обработку, обжим прессовой или давильной обработкой за несколько переходов с промежуточным рекристаллизационным смягчающим отжигом и фосфатированием в холодном состоянии или с нагревом, при этом перед последним переходом обжима выполняют вытяжку заготовки с утонением стенки по внутренней поверхности пуансоном с профилем рабочей поверхности в виде сочетания конических и цилиндрического переходного участков с радиусами их сопряжения, затем выполняют отжиг уменьшающий напряжения и окончательную механическую обработку.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- резки труб на мерные заготовки повысить коэффициент использования металла;
- калибровки заготовки по наружной и, или внутренней поверхности обеспечить необходимые диаметральные размеры под последующие операции обжима;
- предварительной механической обработки обеспечить необходимые размеры заготовки под обжим;
- выполнения обжима прессовой обработкой за несколько переходов в холодном состоянии с промежуточным рекристаллизационным смягчающим отжигом обеспечить возможность изготовления деталей сложного профиля с большим перепадом диаметров исходной заготовки и ее обжатой части, так как при рекристаллизационным отжиге структура и пластические свойства металла возвращаются в исходное состояние;
- выполнения обжима прессовой обработкой за несколько переходов в холодном состоянии с промежуточным фосфатированием снизить силу трения в очагах деформации, и повысить качество обрабатываемой поверхности заготовок;
- обжима давильной обработкой за несколько переходов с промежуточным рекристаллизационным смягчающим отжигом и фосфатированием в холодном состоянии расширить технологические возможности способа и обеспечить высокую размерную точность и качество обрабатываемой поверхности заготовок;
- обжима прессовой или давильной обработкой с нагревом снизить трудоемкость изготовления деталей, так как при этом сокращается количество переходов и количество промежуточных операций;
- выполнения перед последним переходом обжима вытяжки заготовки в холодном состоянии с утонением стенки по внутренней поверхности пуансоном с профилем рабочей поверхности в виде сочетания конических и цилиндрического переходного участков с радиусами их сопряжения обеспечить утонение обжатой утолщенной части заготовки и этим повысить коэффициент использования металла, кроме этого такой профиль пуансона обеспечивает плавность течения металла по поверхности матрицы без образования гофр и утяжек металла;
- выполнения отжига, уменьшающего напряжения, снизить уровень внутренних остаточных напряжений;
- окончательной механической обработки получить резьбовые концевые участки для соединения с сопрягаемыми комплектующими деталями.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют в частности, за счет:
- выполнения профиля рабочей поверхности пуансона с углом переднего конического участка 10÷15°, углом заднего конического участка 3÷7°, длиной цилиндрического участка 8÷10 мм, радиусом сопряжения переднего конического и цилиндрического участков 7÷12 мм и радиусом сопряжения заднего конического и цилиндрического участков 15÷25 мм обеспечить плавное течение металла вдоль поверхности матрицы по внутренней поверхности заготовки без образования гофр и утяжек и с меньшим усилием вытяжки, так как течение металла совпадает с движением пуансона;
- использования при давильной обработке деформирующих роликов с эвольвентным профилем рабочей поверхности с радиусом при вершине 5÷10 мм обеспечить высокую устойчивость процесса давильной обработки в холодном состоянии и с нагревом, так как в процессе формоизменения участвуют эвольвентный и радиусный участки рабочей поверхности роликов;
- использования при обжиме заготовок в холодном состоянии в качестве смазки 0,4÷0,8% эмульсии перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле снизить износ рабочих поверхностей деформирующих роликов и оправки, при содержании в смазке эмульсии перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле менее 0,4% износ не уменьшается, а при содержании эмульсии более 0,8% увеличивается расход материала.
- нанесения перед обжимом заготовки 1 в холодном состоянии на рабочие поверхности деформирующего инструмента антифрикционного покрытия в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе повысить срок службы деформирующего инструмента.
- использования при обжиме с предварительным нагревом заготовок индукционным методом токами высокой частоты при температуре 950÷1000°С и в качестве смазки коллоидно-графитового раствора ПСВ, с пропиткой и сушкой графита перед приготовлением коллоидно-графитового раствора фторсодержащим поверхностно-активным веществом снизить силу трения в очагах деформации и повысить износостойкость деформирующего инструмента.
Признаки, отличающие предлагаемое техническое решение, от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательный уровень».
Сущность изобретения заключается в том, что в способе изготовления осесимметричных деталей сложного профиля выполняют резку труб на мерные заготовки, калибровку по наружной и, или внутренней поверхности, предварительную механическую обработку, обжим прессовой или давильной обработкой за несколько переходов с промежуточным рекристаллизационным смягчающим отжигом и фосфатированием в холодном состоянии или с нагревом, при этом перед последним переходом обжима выполняют вытяжку заготовки с утонением стенки пуансоном по внутренней поверхности с профилем рабочей поверхности в виде сочетания конических и цилиндрического переходного участков с радиусами их сопряжения, затем выполняют отжиг уменьшающий напряжения и окончательную механическую обработку.
Сущность изобретения поясняется чертежами, где на фиг. 1, 2, 3, 4, 5, 6 и 7 изображен обжим заготовок в холодном состоянии и с нагревом, прессовой и давильной обработками и вытяжка заготовки с утонением стенки пуансоном с фигурным профилем рабочей поверхности в виде сочетания конических и цилиндрического участков.
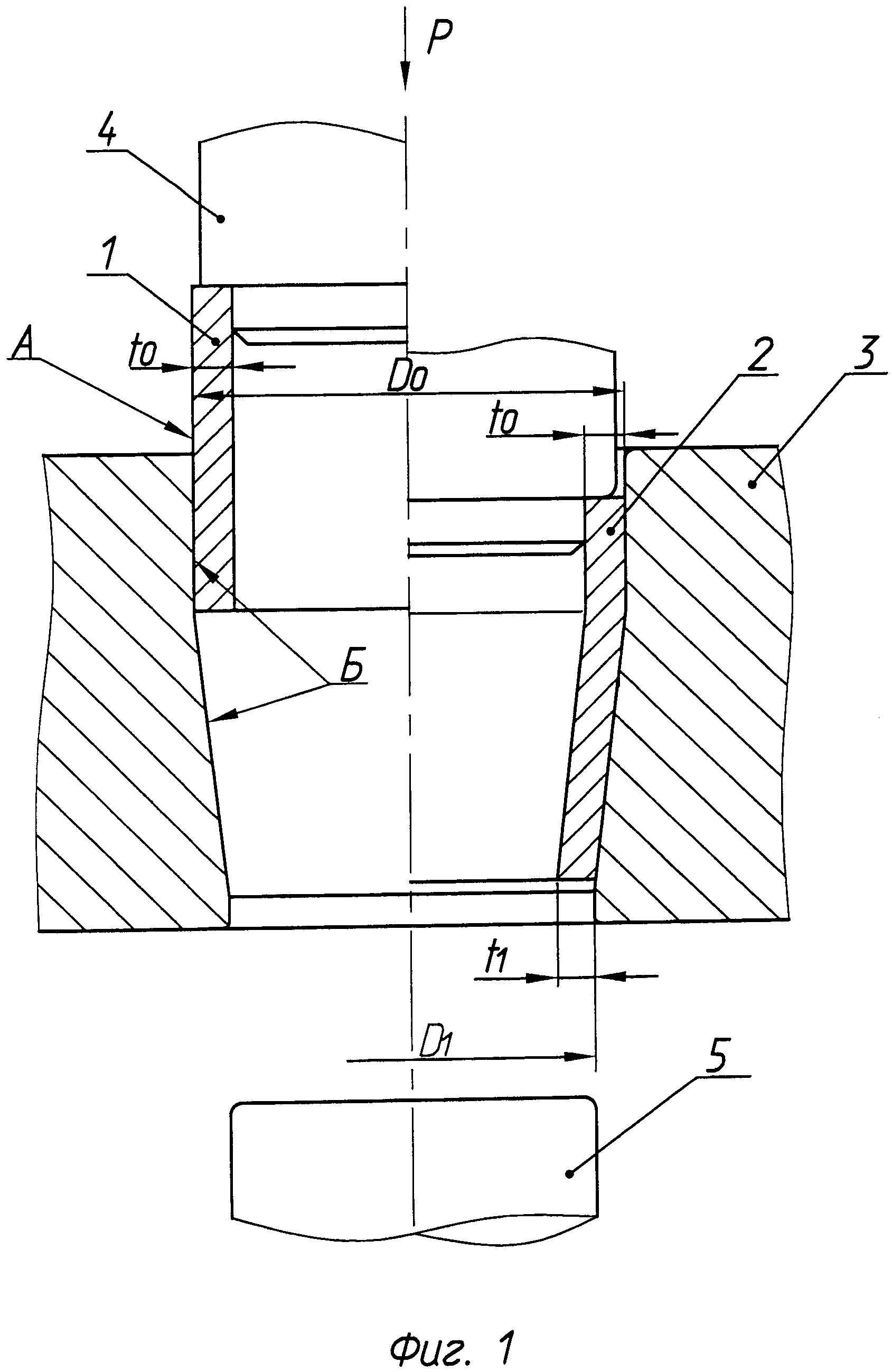
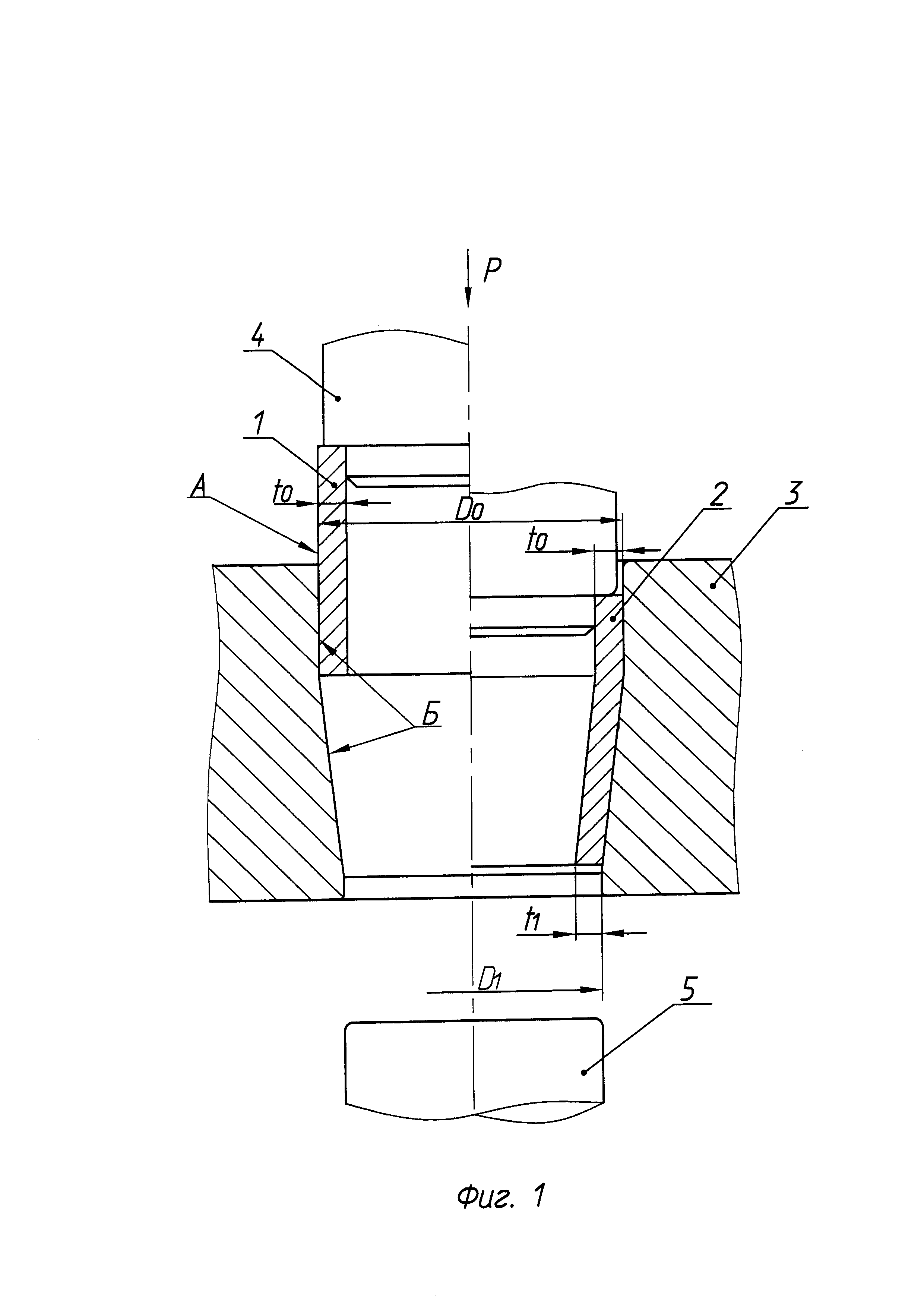
На фиг. 1 изображен первый переход обжима трубной заготовки 1 диаметром D0 (мм) и толщиной t0 (мм) пуансоном 4 в матрице 3 в холодном состоянии прессовой обработкой.
Под действием усилия Р заготовка 1 входит в рабочую полость матрицы 3, происходит обжим с образованием цилиндрической части заготовки 2 с толщиной t0 (мм) и диаметром D0 (мм), равными диаметру D0 (мм) и толщине стенки t0 (мм) исходной заготовки 1 и конической части толщиной t1 (мм) и диаметром D1 (мм).
После окончания обжима пуансон 1 возвращается в исходное положение и выталкивателем 5 заготовка 2 извлекается из матрицы.
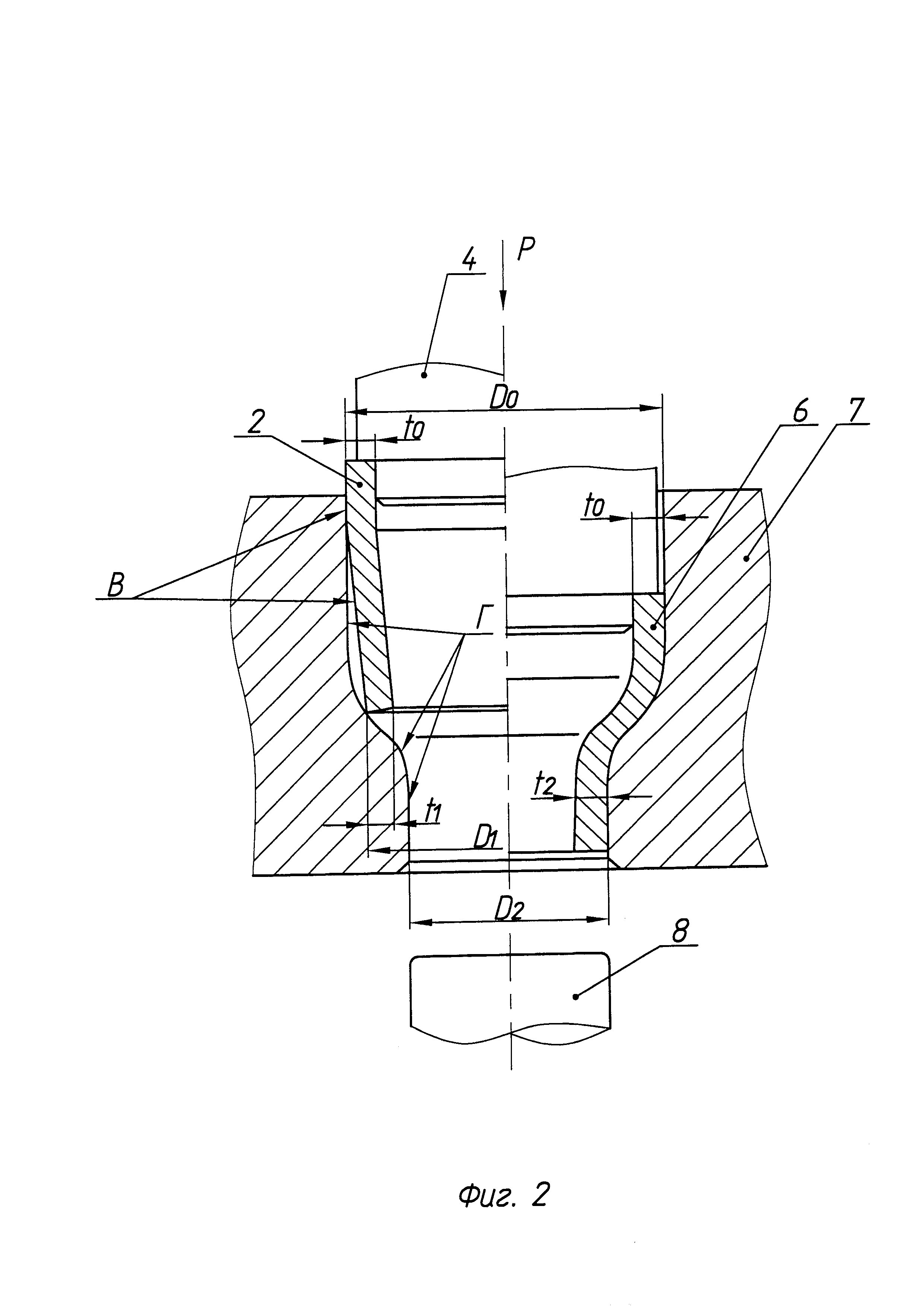
На фиг. 2 изображен второй переход обжима заготовки 2 пуансоном 4 в матрице 7 под действием усилия Р в холодном состоянии прессовой обработкой.
Получают заготовку 6 с цилиндрическим участком диаметром D0 (мм) и толщиной t0 (мм), сферическим, тороидным и цилиндрическим участком диаметром D2 (мм) и толщиной t2 (мм).
Выталкивателем 8 заготовка 6 удаляется из матрицы 7.
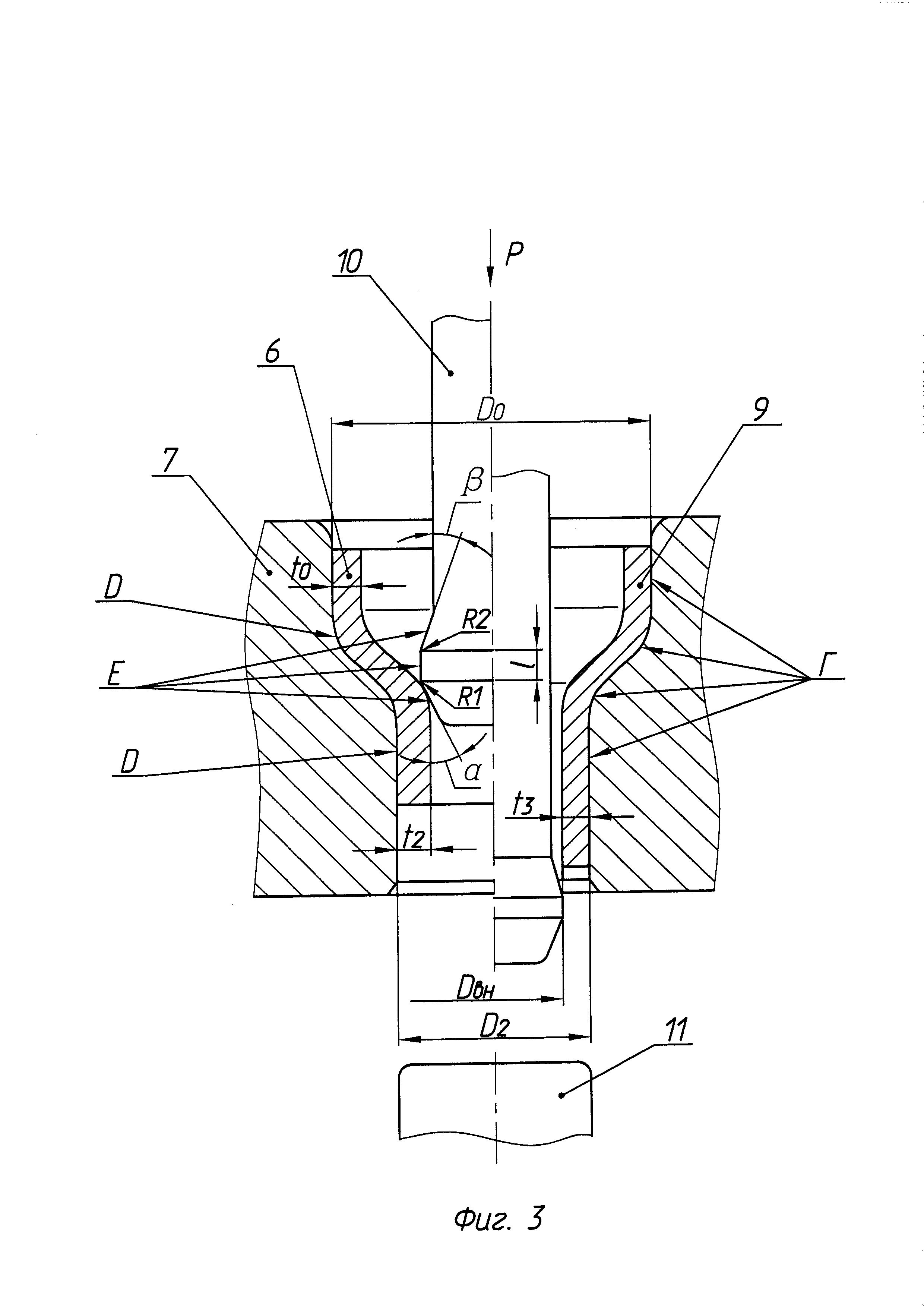
На фиг. 3 изображена вытяжка в холодном состоянии прессовой обработкой заготовки 6 с утонением стенки по внутренней поверхности цилиндрического участка пуансоном 10 с рабочей поверхностью в виде сочетания переднего конического участка с углом α, цилиндрического участка длиной 1 (мм) и и заднего конического участка с углом β, с радиусом сопряжения R1 (мм) переднего конического и цилиндрического участков и радиусом сопряжения R2 (мм) заднего конического и цилиндрического участков.
В результате вытяжки получают заготовку 9 с утоненной цилиндрической частью толщиной t3 (мм), внутренним диаметром Dвн (мм) и наружным диаметром D2 (мм).
После окончания вытяжки пуансон 10 возвращается в исходное положение и выталкивателем 11 удаляется заготовка 9 из матрицы 7.
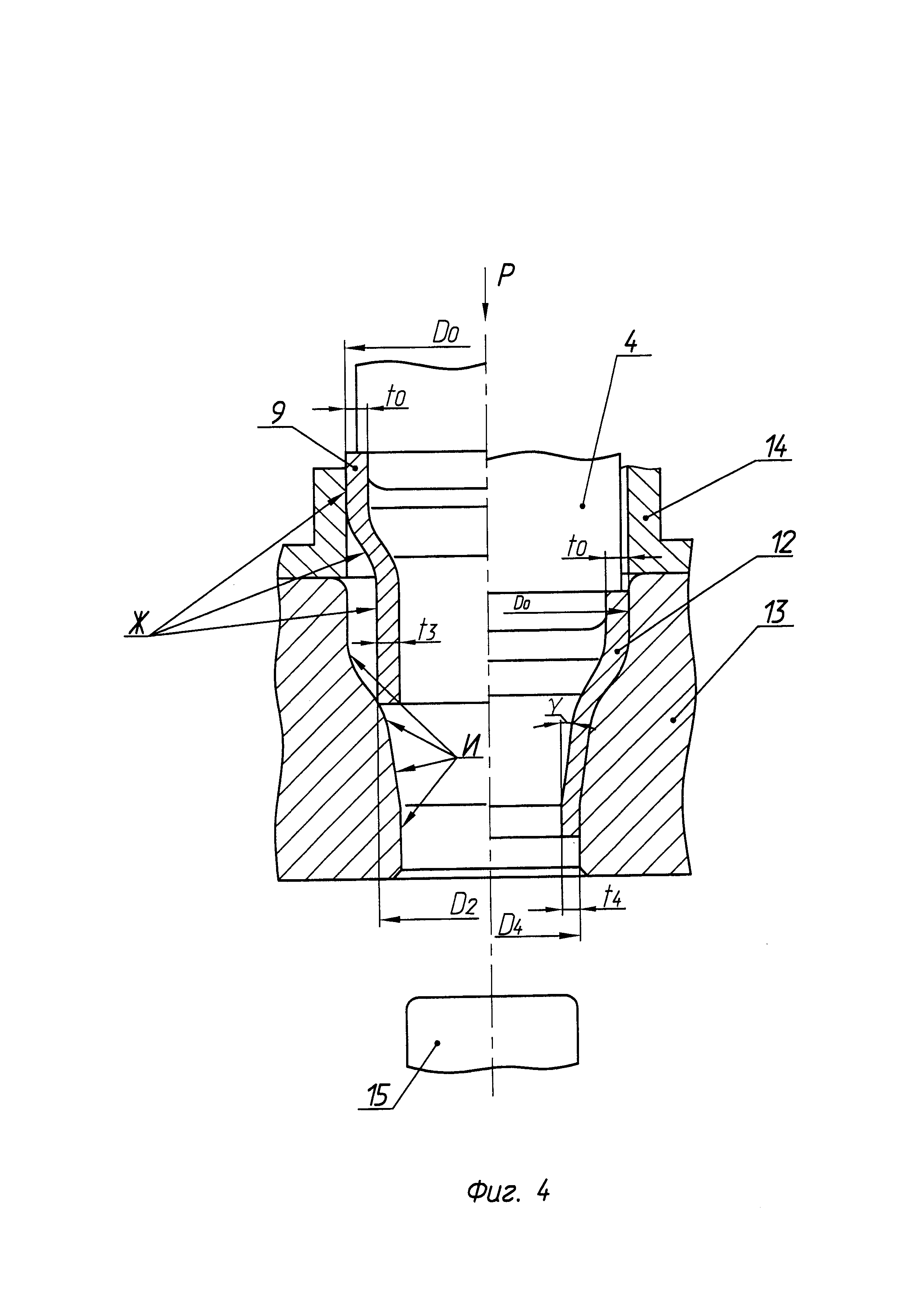
На фиг. 4 изображен последний переход обжима в холодном состоянии прессовой обработкой пуансоном 4 заготовки 9 с размерами D0 (мм), t0 (мм), D2 (мм), t3 (мм), установленной в направляющей втулке 14 и в матрице 13.
После обжима получают заготовку 12 с цилиндрическим участком с размерами D0 (мм), t0 (мм), сферическим и тороидным участками, полученными на предыдущих операциях обжима и вытяжки (фиг. 2 и 3), с коническим участком с углом γ и цилиндрическим участком с размерами D4 (мм) и t4 (мм).
Заготовка 12 удаляется из матрицы 13 выталкивателем 15.
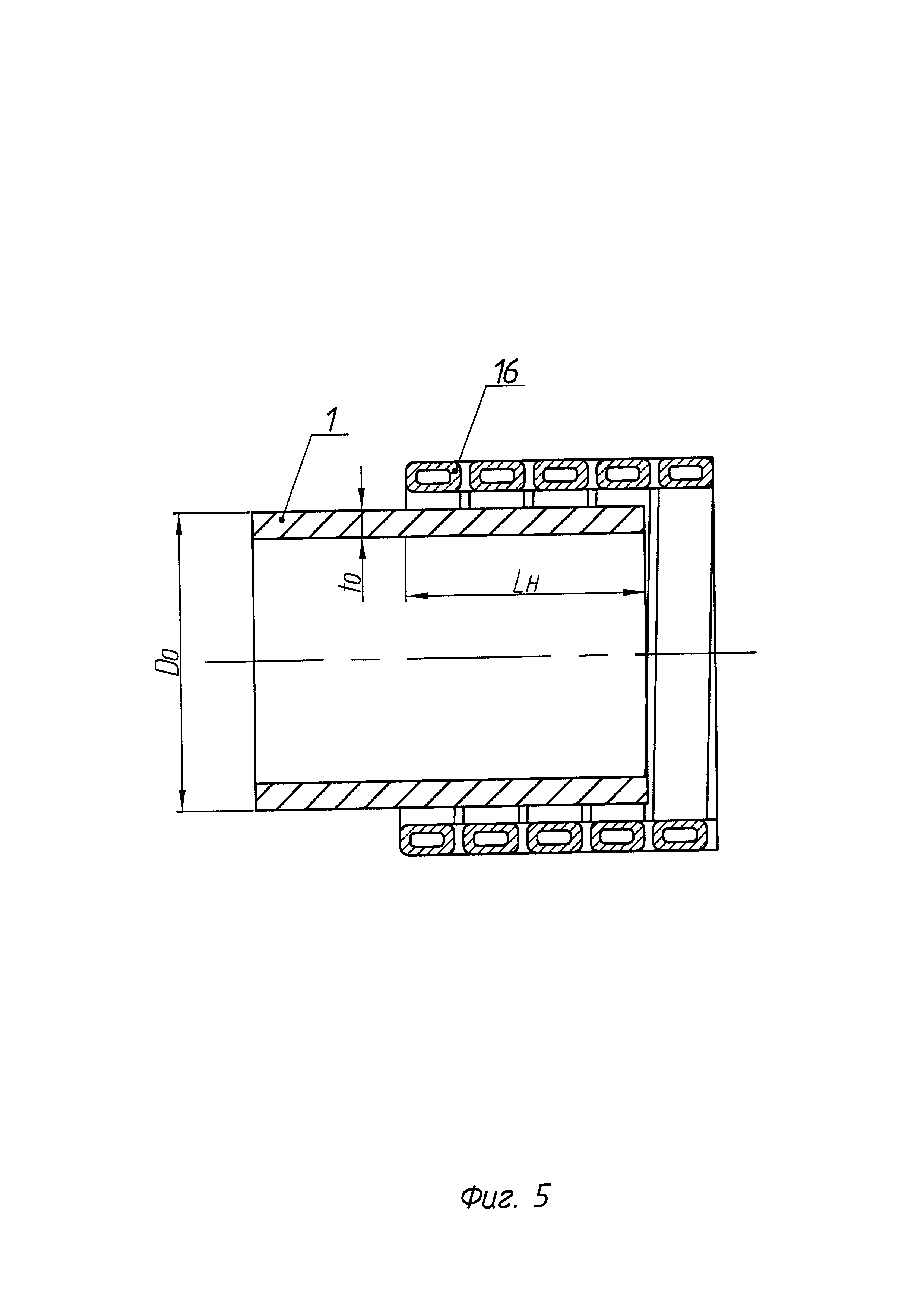
На фиг. 5 изображен индукционный нагрев заготовки 1 с размерами D0 (мм) и t0 (мм) в индукторе 16 токами высокой частоты на длине Lн (мм) под последующие операции обжима прессовой и давильной обработками.
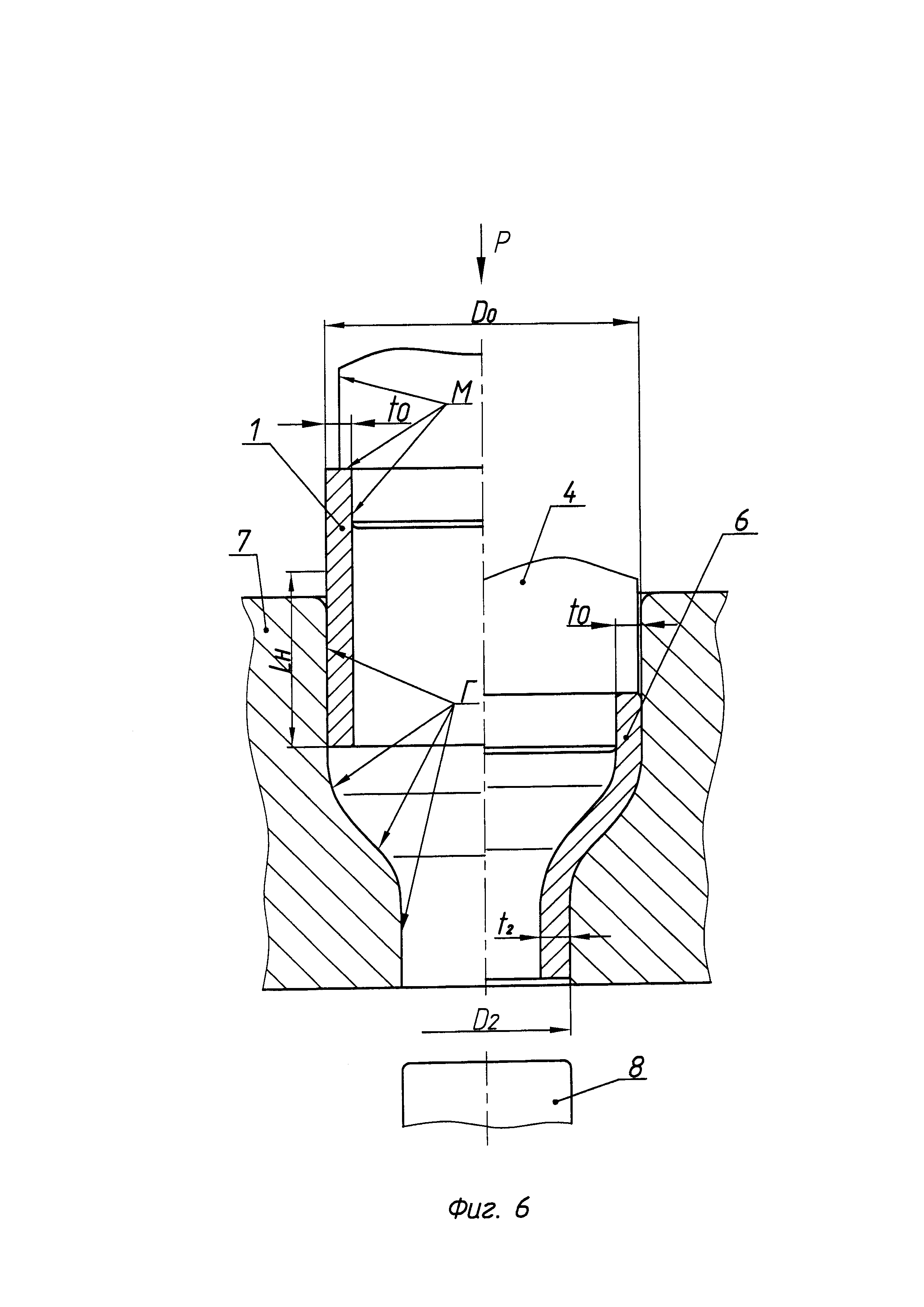
На фиг. 6 изображен обжим прессовой обработкой заготовки 1, предварительно нагретой на длине Lн (мм), в матрице 7 пуансоном 4.
После обжима получают заготовку 6 с теми же размерами, что и на фиг. 2, так как используется одна и та же матрица 7 (фиг. 2).
Выталкивателем 8 заготовка 6 удаляется из матрицы 7.
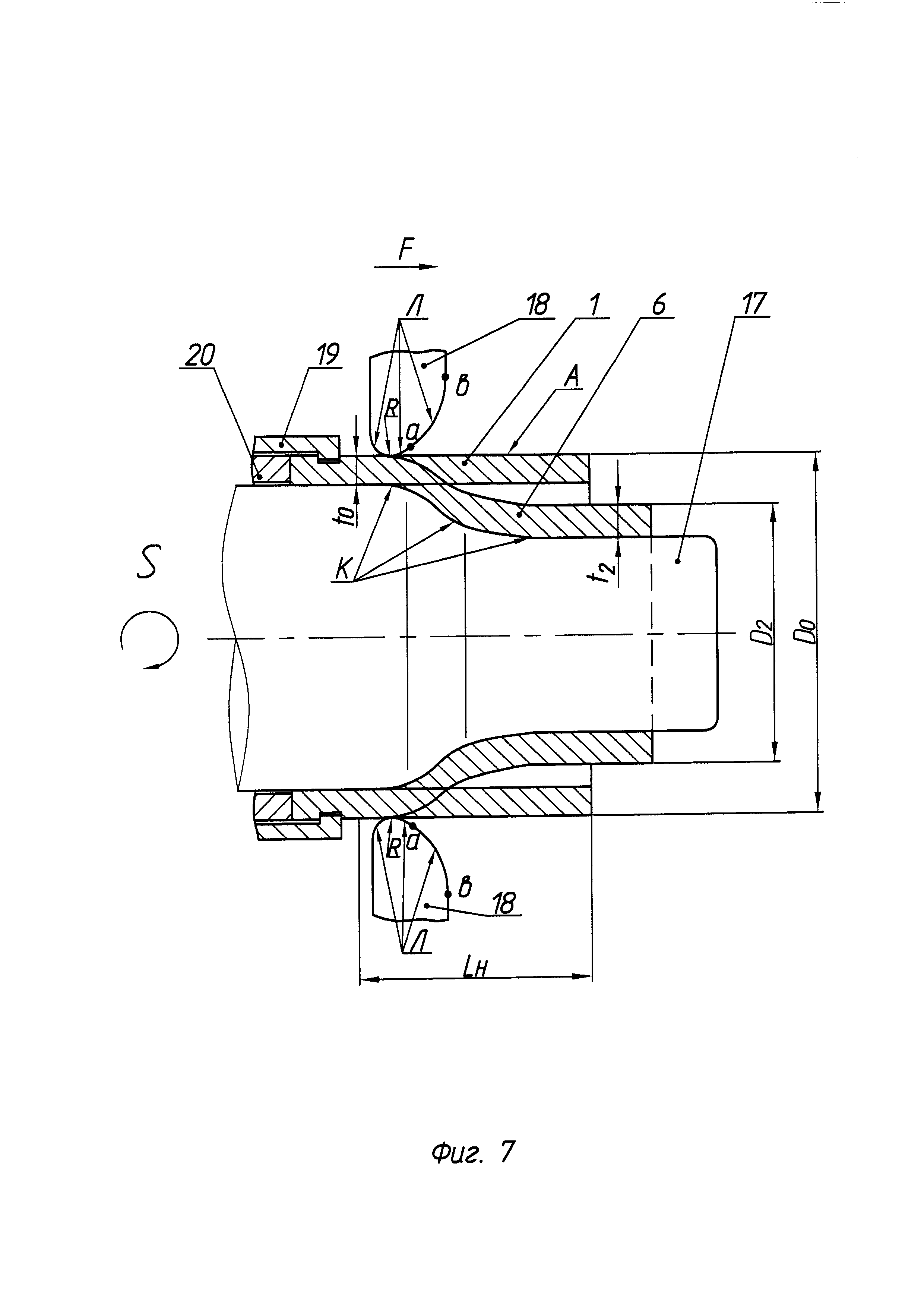
На фиг. 7 изображен обжим давильной обработкой заготовки 1 на оправке 17 деформирующими роликами 18 в холодном состоянии и с предварительным нагревом на длине LH (мм) (фиг. 5).
Заготовка 1 закреплена на оправке 17 зажимом 19.
S (мин-1) - скорость вращения заготовки.
F (мм/мин) - осевая подача.
Деформирующие ролики 18 выполнены с рабочей поверхностью в виде сочетания участков эвольвентного профиля ab и участка окружности с радиусом R (мм).
После обжима давильной обработкой заготовка 6 получает те же размеры как и при обжиме прессовой обработкой (фиг. 2).
Заготовка 6 удаляется с оправки 17 съемником 20.
Способ изготовления осесимметричных деталей сложного профиля осуществляется следующим образом.
Вначале выполняют резку труб на мерные заготовки на трубоотрезном станке. Затем заготовку калибруют по наружной и, или внутренней поверхности в зависимости от номенклатуры труб.
Выполняют предварительную механическую обработку на токарном станке с получением заготовки 1 с размерами D0 (мм) и t0 (мм) (фиг. 1).
Затем заготовку 1 обжимают на первом переходе в холодном состоянии прессовой обработкой (фиг. 1) пуансоном 4 в матрице 3 с получением заготовки 2 с цилиндрическим участком с размерами D0 (мм) и t0 (мм) и с коническим участком с размерами D1 (мм) и t1 (мм), при этом заготовка 2 на коническом участке утолщается (t1мм>t0мм)
Перед обжимом на рабочие поверхности Б матрицы 3 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе, а при обжиме в качестве смазки поверхности А заготовки 1 и поверхности Б матрицы 3 используют 0,4÷0,8% эмульсию перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле. Заготовка 2 удаляется из матрицы 3 выталкивателем 5.
После рекристаллизационного смягчающего отжига и фосфатирования заготовку 2 обжимают на втором переходе в холодном состоянии прессовой обработкой пуансоном 4 (фиг. 2) в матрице 7 с получением заготовки 6 с цилиндрическим участком с размерами D0 (мм), t0 (мм), со сферическим, тороидным и цилиндрическим утолщенным участком с размерами D2 (мм) и t2 (мм), при этом t2мм>t1мм.
Перед обжимом на рабочие поверхности матрицы 7 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе.
При обжиме в качестве смазки рабочих поверхностей Г матрицы 7 и поверхности В заготовки 2 используют 0,4÷0,8% эмульсию перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле.
Заготовка 6 удаляется из матрицы 7 выталкивателем 8.
После рекристаллизационного смягчающего отжига и фосфатирования заготовку 6 подвергают вытяжке в холодном состоянии прессовой обработкой с утонением по внутренней поверхности утолщенного обжатого участка в матрице 7 пуансоном 10 с передним коническим участком с углом α, цилиндрическим переходным участком длиной 1 (мм) и задним коническим участком с углом β, с радиусами сопряжения R1 (мм) и R2 (мм) (фиг. 3).
Получают заготовку 9 с цилиндрическим участком с размерами D0 (мм) и t0 (мм), сферическим и тороидным участками, полученными на предыдущей операции обжима (фиг. 2) и утоненным и удлиненным цилиндрическим участком с размерами Dвн (мм) и t3 (мм), при этом t3мм<t2мм.
Перед вытяжкой на рабочие поверхности Г матрицы 7 и на рабочие поверхности Е пуансона 10 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе.
При вытяжке на рабочие поверхности матрицы Г, на рабочие поверхности Е пуансона 10 и на поверхности Д заготовки 6 наносят смазку в виде 0,4÷0,8% эмульсии перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле.
Заготовка 9 удаляется из матрицы 7 выталкивателем 11.
После рекристаллизационного смягчающего отжига и фосфатирования на последнем переходе обжима заготовку 9 обжимают в холодном состоянии прессовой обработкой пуансоном 4 в матрице 13 (фиг. 4) с образованием заготовки 12 с цилиндрическим участком с размерами D0 (мм) и t0 (мм), сферическим и тороидным участками, полученными на предыдущих операциях обжима и вытяжки (фиг. 2, фиг.3), коническим участком с углом у и цилиндрическим участком с размерами D4 (мм) и t4 (мм).
Перед обжимом на рабочие поверхности И матрицы 13 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе.
При обжиме в качестве смазки рабочих поверхностей И матрицы 13, и поверхности Ж заготовки 9 используют 0,4÷0,8% эмульсию перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле.
После обжима заготовка 12 удаляется из матрицы 13 выталкивателем 15.
Затем заготовку 12 подвергают отжигу, уменьшающему напряжения в электропечи и окончательной механической обработке на токарном станке с образованием резьбовых участков для соединения с комплектующими деталями.
Как вариант, способ изготовления осесимметричных деталей сложного профиля давильной обработкой в холодном состоянии осуществляется следующим образом.
После резки труб на мерные заготовки, калибровки и предварительной механической обработки заготовку подвергают давильной обработке на давильно-раскатном стане за несколько переходов с промежуточным рекристаллизационным отжигом и фосфатированием.
Заготовку 1 устанавливают на оправку 17 (фиг. 7), фиксируют на оправке зажимом 19 и обжимают деформирующими роликами 18 с образованием заготовки с размерами цилиндрического, сферического, тороидного и цилиндрического участков равными размерам этих участков, получаемых обжимом прессовой обработкой (фиг. 2).
Перед обжимом на рабочие поверхности К оправки 17 и на рабочие поверхности Л роликов 18 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе.
При обжиме на рабочие поверхности К оправки 17, на рабочие поверхности Л роликов 18 и на поверхность А заготовки 1 наносят смазку в виде 0,4÷0,8% эмульсии перфторполиэфиркислоты марки 6МФК-180 в индустриальном масле.
После обжима заготовка 6 удаляется с оправки 17 съемником 20.
Дальнейшая обработка заготовки осуществляется вышеописанным способом: выполняют отжиг рекристаллизационный смягчающий, фосфатирование, вытяжку с утонением (фиг. 3), отжиг рекристаллизационный смягчающий, фосфатирование, обжим (фиг. 4), отжиг уменьшающий напряжения и окончательную механическую обработку.
Как вариант, способ изготовления осесимметричных деталей сложного профиля давильной обработкой с нагревом осуществляется следующим образом.
Заготовку 1, полученную резкой труб на мерные заготовки, калибровкой и предварительной механической обработкой с размерами D0 (мм) и t0 (мм), нагревают токами высокой частоты при температуре 950÷1000°С в индукторе 16 на длине LH (мм) (фиг. 5).
Затем заготовку устанавливают на оправку 17 давильно-раскатного станка, фиксируют зажимом 19 и обжимают деформирующими роликами 18 на длине LH (мм) за несколько переходов без съема заготовки с оправки (фиг. 7) до получения заготовки 6 с размерами цилиндрического, сферического, тороидного и цилиндрического участков, равными размерам этих участков, получаемых обжимом прессовой обработкой (фиг. 2).
Перед обжимом на рабочие поверхности К оправки 17 и на рабочие поверхности Л роликов 18 наносят смазку в виде коллоидно-графитового раствора ПСВ, при этом графит перед приготовлением раствора пропитывают фторсодержащим поверхностно-активным веществом и сушат.
Заготовка 6 удаляется с оправки 17 съемником 20.
Дальнейшую обработку выполняют вышеописанным способом (фиг. 3, фиг. 4).
Как вариант, способ изготовления осесимметричных деталей сложного профиля обжимом прессовой обработкой с нагревом осуществляют следующим образом.
Заготовку 1, полученную резкой труб на мерные заготовки, калибровкой и предварительной механической обработкой, нагретую до температуры 950-Ч000°С токами высокой частоты в индукторе 16 на длине LH (мм) (фиг. 5) обжимают (фиг. 6) прессовой обработкой в матрице 7 на длине LH (мм) пуансоном 4.
Получают заготовку 6 с теми же размерами, как и получаемыми обжимом прессовой обработкой (фиг. 2).
Перед обжимом на рабочие поверхности Г матрицы 7 и рабочие поверхности М пуансона 4 наносят смазку в виде коллоидно-графитового раствора ПСВ, при этом графит перед приготовлением раствора пропитывают фторсодержащим поверхностно-активным веществом и сушат.
После окончания обжима заготовка 6 удаляется из матрицы 7 выталкивателем 8.
Дальнейшую обработку заготовок 6 выполняют вышеописанным способом (фиг. 3, фиг. 4).
Пример 1.
Изготовление осесимметричных деталей сложного профиля в холодном состоянии прессовой обработкой осуществляется следующим образом.
Горячекатаную трубу ∅426×18 мм длиной кратной 380 мм из стали 10, 20, 30, 35 и др. режут на заготовки длиной 380 мм на трубоотрезном станке.
Заготовки калибруют на прессе по наружной поверхности вначале по диаметру 414 мм и после отжига рекристаллизационного смягчающего по диаметру 402,5 мм, затем после отжига рекристаллизационного смягчающего калибруют заготовки по внутренней поверхности и получают заготовку с внутренним диаметром Dвн 370,5 мм и длиной 390 мм.
Выполняют предварительную механическую обработку заготовок на токарном станке по наружной поверхности и торцам. Получают заготовку диаметром 403 мм, длиной 380 мм, толщиной 16,25 мм.
После рекристаллизационного смягчающего отжига в электропечи и фосфатирования в ваннах выполняют первый переход обжима заготовки 1 на прессе (фиг. 1).
Получают заготовку 2 с размерами цилиндрического участка D0=403 мм, t0=16,25 мм, длиной 60 мм, конического участка диаметром D1=333 мм толщиной t1=18 мм и общей длиной заготовки 385 мм.
Перед обжимом на рабочие поверхности Б матрицы 3 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе 6СФК-180-05 ТУ 2229-004-26008884-2015.
При обжиме перед включением рабочего хода пресса на рабочие поверхности Б матрицы 3 и на поверхность А заготовки 1 наносят смазку в виде 0,6% эмульсии перфторполиэфиркислоты марки 6МФК-180 ТУ 2154-003-26008884-2015 в индустриальном масле И-20 ГОСТ 20799-88.
Выполняют рекристаллизационный смягчающий отжиг в электропечи и фосфатирование заготовок в ваннах.
После этого выполняют второй переход обжима заготовки 2 пуансоном 4 в матрице 7 (фиг. 2) на прессе.
Получают заготовку 6 с цилиндрическим участком диаметром D0=403 мм, толщиной t0=16,25 мм, длиной 60 мм, сферическим и тороидным участками длиной 88 мм и обжатым цилиндрическим участком диаметром D2=311 мм, толщиной t2=20 мм, длиной 182 мм при общей длине заготовки 330 мм.
Перед обжимом на рабочие поверхности Г матрицы 7 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе 6СФК-180-05 ТУ 2229-004-26008884-2015.
При обжиме перед включением рабочего хода пресса на рабочие поверхности Г матрицы 7 и на поверхности В заготовки 2 наносят смазку в виде 0,6% эмульсии перфторполиэфиркислоты марки 6МФК-180 ТУ 2154-003-26008884-2015 в индустриальном масле И-20 ГОСТ 20799-88.
Выполняют рекристаллизационный смягчающий отжиг и фосфатирование заготовок.
Затем выполняют вытяжку заготовок 6 (фиг. 3) на прессе в матрице 7 пуансоном 10 с передним коническим участком с углом α=10°, с цилиндрическим участком длиной 1=10 мм, с задним коническим участком с углом β=5° и радиусами сопряжений R1=10 мм, R2=20 мм.
После вытяжки получают заготовку 9 с цилиндрическим участком диаметром D0=403 мм, толщиной t0=16,25 мм, длиной 60 мм, сферическим и тороидным участками длиной 88 мм и цилиндрическим участком толщиной t3=16 мм, диаметром внутренним Dвн=228,5 мм, диаметром наружным D2=311 мм, длиной 272 мм и общей длиной 424 мм.
То есть, на операции вытяжки получают утонение и удлинение цилиндрического утолщенного участка, полученного на предыдущей операции обжима (фиг. 2), при этом цилиндрический участок диаметром D0=403 мм, сферический и тороидный участки длиной 88 мм остаются без изменения.
Перед вытяжкой на рабочие поверхности Г матрицы 7 и на рабочие поверхности Е пуансона 10 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе 6СФК-180-05 ТУ 2229-004-26008884-2015.
При вытяжке перед включением рабочего хода пресса на рабочие поверхности Г матрицы 7, на рабочие поверхности Е пуансона 10 и на поверхности Д заготовки 6 наносят смазку в виде 0,6% эмульсии перфторполиэфиркислоты марки 6МФК-180 ТУ 2154-003-26008884-2015 в индустриальном масле И-20 ГОСТ 20799-88.
Выполняют отжиг рекристаллизационный смягчающий и фосфатирование.
Затем выполняют последний переход обжима на прессе заготовки 9 пуансоном 4 (фиг. 4) в матрице 13 с направляющей втулкой 14.
Получают заготовку 12 с обжатой конической частью с углом конусности γ=4° и цилиндрической частью диаметром D4=279 мм, толщиной t4=17 мм, длиной 96 мм при общей длине заготовки 460 мм.
Перед обжимом на рабочие поверхности И матрицы 13 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе 6СФК-180-05 ТУ 2229-004-26008884-2015.
При обжиме перед включением рабочего хода пресса на рабочие поверхности И матрицы 13 и на поверхности Ж заготовки 9 наносят смазку в виде 0,6% эмульсии перфторполиэфиркислоты марки 6МФК-180 ТУ 2154-003-26008884-2015 в индустриальном масле И-20 ГОСТ 20799-88.
Выполняют отжиг, уменьшающий напряжения в электропечи и окончательную механическую обработку на токарном станке.
Пример 2.
Изготовление осесимметричных деталей сложного профиля давильной обработкой в холодном состоянии осуществляют следующим образом.
Заготовку 1, полученную резкой трубы на мерные заготовки, калибровкой и предварительной механической обработкой (см. пример 1) обжимают давильной обработкой на давильно-раскатном стане за два перехода с промежуточным рекристаллизационным смягчающим отжигом в электропечи и фосфатированием в ваннах.
Заготовку 1 обжимают на оправке 17 (фиг. 7) деформирующими роликами 18 с рабочими поверхностями в виде сочетания участков эвольвентного профиля ab и участка окружности радиусом R=5 мм с получением заготовки 2 после первого перехода (см. фиг. 1, пример 1) и заготовки 6 после второго перехода (см. фиг. 2, пример 1).
Перед обжимом на рабочие поверхности К оправки 17 и на рабочие поверхности Л деформирующих роликов 18 наносят антифрикционное покрытие в виде раствора фторсодержащего поверхностно-активного вещества во фторсодержащем растворителе 6СФК-180-05 ТУ 2229-004-26008884-2015.
При обжиме перед включением рабочего цикла станка на рабочие поверхности К оправки 17, на рабочие поверхности Л деформирующих роликов 18 и на поверхность А заготовки 1 наносят смазку в виде 0,4% эмульсии перфторполиэфиркислоты марки 6МФК-180
ТУ 2154-003-26008884-2015 в индустриальном масле И-20 ГОСТ 20799-88.
Дальнейшая обработка выполняется, как в примере 1.
Пример 3.
Изготовление осесимметричных деталей сложного профиля давильной обработкой с нагревом осуществляется на давильно-раскатном станке следующим образом.
Заготовку 1 (см. пример 1) нагревают в индукторе 16 токами высокой частоты (фиг. 5) на длине LH=3 10 мм до температуры 950÷1000°С.
Заготовку 1 устанавливают на оправку 17, фиксируют на ней зажимом 19 и обжимают на длине LH=310 мм деформирующими роликами 18 за два перехода без съема с оправки.
После первого перехода получают заготовку 2 с размерами (см. фиг. 1, пример 1) и после второго перехода заготовку 6 с размерами (см. фиг. 2, пример 1).
При обжиме перед включением рабочего цикла станка на рабочие поверхности К оправки 17 и на рабочие поверхности Л роликов 18 наносят смазку в виде коллоидно-графитового раствора ПСВ при этом графит перед приготовлением раствора пропитывают фторсодержащим поверхностно-активным веществом 6СФК-180-20 ТУ 2229-004-26008884-2015 в течении 20 минут при температуре 22°С, затем сушат в течении 30 минут при температуре 80°С.
Дальнейшая обработка выполняется, как в примере 1.
Пример 4.
Способ изготовления осесимметричных деталей прессовой обработкой с нагревом осуществляется следующим образом.
Заготовку 1 после резки труб на заготовки, калибровки и предварительной механической обработки (пример 1) нагревают в индукторе 16 токами высокой частоты (фиг. 5) на длине LH=310 мм до температуры 950÷1000°С.
Затем заготовку обжимают на прессе пуансоном 4 в матрице 7 на длине LH=310 мм (фиг. 6) и получают заготовку 6 с размерами теми же, что в примере 1 (фиг. 2)
При обжиме перед включением рабочего хода пресса на рабочие поверхности Г матрицы 7 и на рабочие поверхности М пуансона 4 наносят смазку в виде коллоидно-графитового раствора ПСВ, при этом графит перед приготовлением раствора пропитывают фторсодержащим поверхностно-активным веществом 6СФК-180-20 ТУ 2229-004-26008884-2015 в течении 20 минут при температуре 22°С, затем сушат в течении 30 минут при температуре 80°С.
Дальнейшую обработку выполняют, как в примере 1
Выполнение способа изготовления осесимметричных деталей сложного профиля в соответствии с изобретением обеспечивает возможность получения деталей различных типоразмеров сложного профиля с высокой точностью геометрических размеров, высоким качеством обрабатываемых поверхностей, высоким коэффициентом использования металла, высокой производительностью и высокой стойкостью деформирующего инструмента.
Изобретение может быть использовано при производстве различных типоразмеров осесимметричных деталей сложной формы из сталей и алюминиевых сплавов как в холодном, так и в горячем состоянии.
Указанный положительный эффект подтвержден испытаниями на опытах образцов деталей, изготовленных по данному техническому предложению.
В настоящее время разработана техническая документация, проведены испытания и намечено серийное производство продукции по предлагаемому изобретению.
Стабилизированный по крену реактивный снаряд для запуска из трубчатой с винтовым пазом направляющей
Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек
Способ измерения внутреннего объема сосудов различных объемов со сложной внутренней поверхностью и устройство для его осуществления
Ракетная часть реактивного снаряда
Способ изготовления сварных сосудов высокого давления
Адаптивное устройство для исследования упругости биологической ткани при эндоскопическом обследовании
Газодинамическое исполнительное устройство
Система угловой стабилизации вращающегося снаряда
Устройство для ротационной вытяжки тонкостенных оболочек
Гибкий печатный кабель и способ его изготовления
Способ ротационной вытяжки тонкостенных оболочек с утолщениями
Способ изготовления осесимметричных сварных оболочек, работающих под высоким давлением
Способ изготовления оболочки из конструкционной комплекснолегированной холоднодеформируемой стали
Способ изготовления тонкостенных осесимметричных сварных оболочек с концевыми утолщенными кольцами

