Результат интеллектуальной деятельности: УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству для непрерывного литья полосы, имеющему направляющую плиту (apron table) (или называемую поворотной или качательной направляющей плитой).
УРОВЕНЬ ТЕХНИКИ
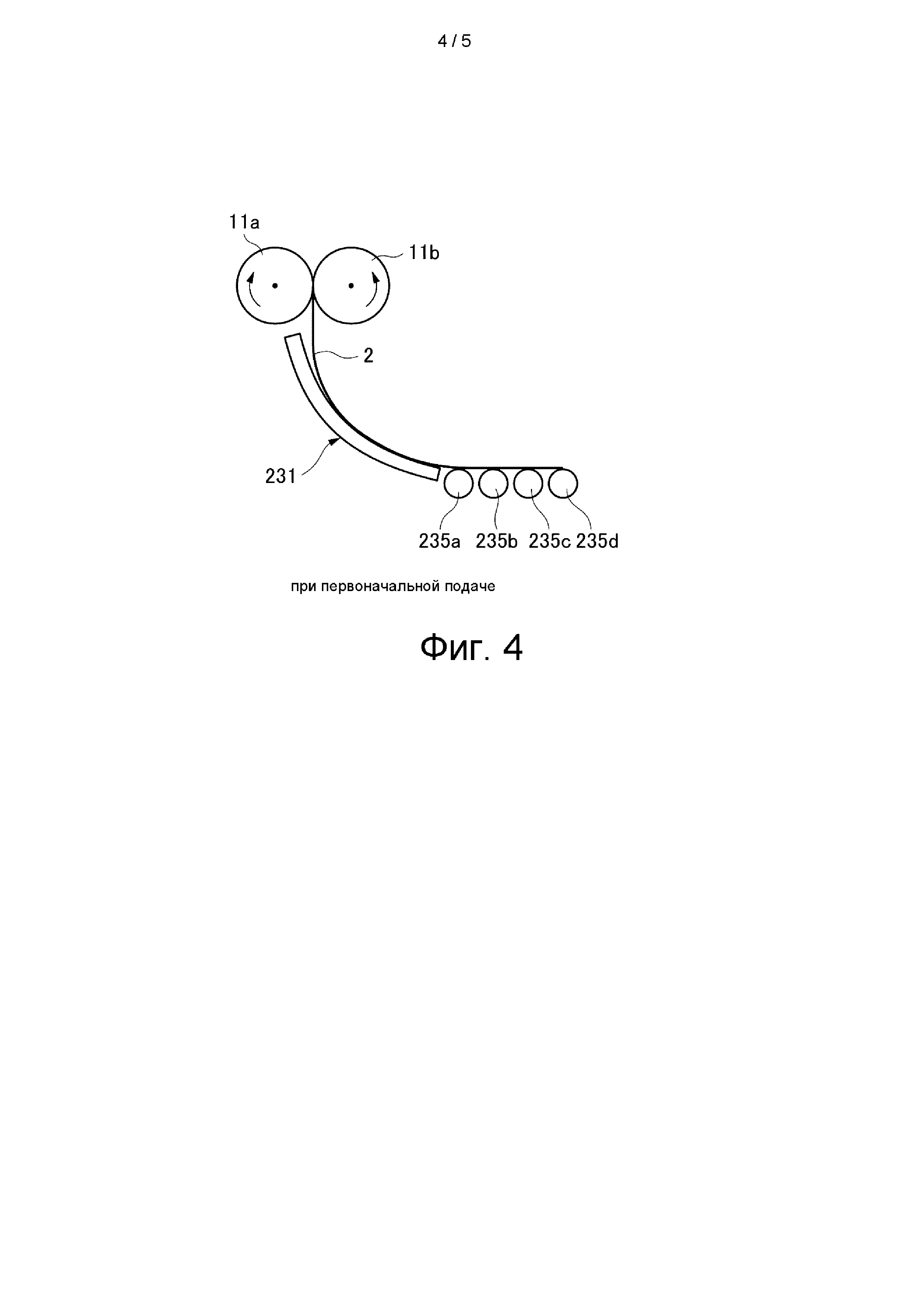
[0002] В устройстве для непрерывного литья полосы полосу (литейные полосы), протягиваемую от пары из левого и правого валков, направляют к прокатному стану посредством множества направляющих валков подачи с помощью устройства приложения натяжения (например, пары из верхнего и нижнего тянущих валков). Например, как показано на фиг. 4, для плавного направления полосы 2, протягиваемой от пары из левого и правого валков 11а и 11b, к направляющим валкам 235a~d подачи во время первоначальной подачи полосы используют направляющую плиту 231. Когда полоса проходит под управлением петлей, иногда применяют следующий способ, т.е. для образования петли, свисающей на пути пропускания полосы 2, направляющую плиту 231 перемещают между парой из левого и правого валков 11а, 11b и направляющими валками 235a~d подачи. Таким образом, даже при наличии разницы между скоростью (скоростью литья), с которой полосу 2 протягивают от пары из левого и правого валков 11а и 11b, и скоростью (скоростью прокатки), с которой полосу 2 прокатывают в прокатном стане, литье полосы 2 может быть продолжено.
[0003] В патентном документе 1 описано устройство для непрерывного литья металлической литой полосы, которое перемещает чистовой головной конец литой полосы, получаемой в результате литья с выходом из межвалкового зазора пары литейных валков, к тянущему валку с помощью поворотной плиты и направляющего валка подачи, затем поворотная плита возвращается в обеспечивающее свисание положение, и после свисания литой полосы в форме петли на нижней стороне устройства для литья с двумя валками полоса достигает направляющего валка подачи, причем устройство для непрерывного литья металлической литой полосы расположено в ряд таким образом, что направляющие валки подачи установлены от тянущего валка до устройства для литья с двумя валками, и ряд валков может принимать и плавно направлять литую полосу в форме петли посредством отгибания вниз на одном конце на противоположной стороне к тянущему валку.
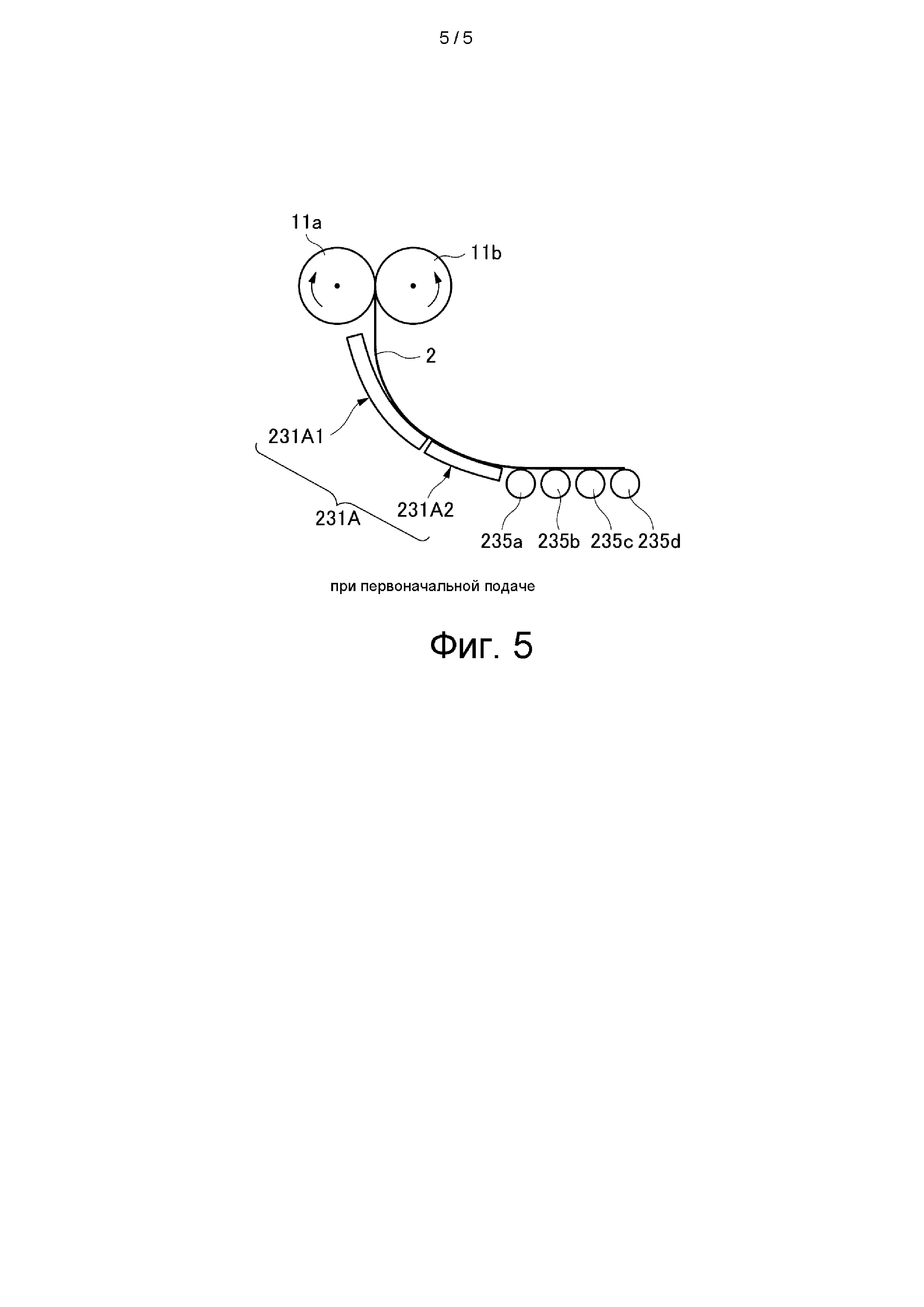
[0004] В нижеследующем патентном документе 2, описано устройство для непрерывного литья полосы, которое состоит из корпусов 231А1 и 231А2 направляющей плиты, полученных путем разделения направляющей плиты 231А на две части, как показано на фиг. 5.
Документы уровня техники
[0005] Патентные документы
Патентный документ 1: публикация №JP 10(1998)-263757A
Патентный документ 2: публикация №CN 103182490B (Сообщение о намерении выдать патент)
Патентный документ 3: публикация №CN 102416450B (Сообщение о намерении выдать патент)
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая проблема, решаемая настоящим изобретением
[0006] Однако в устройстве для непрерывного литья полосы, описанном на фиг. 4, при прохождении полосы под управлением петлей на пути прохождения полосы 2 может образоваться петля. Но поскольку в области (переходной части), переходящей к направляющим валкам 235a~d подачи, полоса 2 принимает неестественную форму (состояние увеличенного изгиба по отношению к полосе 2), управление петлей будет нестабильно, и, таким образом, очень легко происходит разрыв полосы.
[0007] В устройстве для непрерывного литья металлической литой полосы, описанном в патентном документе 1, благодаря тому, что при первоначальном проходе полосы перемещение литой полосы от поворотной плиты к несущему валку для литой полосы осуществляется относительно плавно, при прохождении полосы под управлением петлей петля принимает естественную форму (форму с меньшим изгибом литой полосы), может быть обеспечена стабильная работа. Из-за необходимости установки лишних направляющих валков подачи для литой полосы, которые не используются во время первоначальной подачи (которые используются только при прохождении полосы под управлением петлей), в этом случае существует проблема увеличения длины устройства, а также стоимости и времени обслуживания и ремонта. Кроме того, для поддержания прокатным станом заданной толщины литой полосы существует проблема, заключающаяся в том, что, когда число несущих валков для литой полосы увеличивается по отношению к скорости литья, которая часто меняется, сложно осуществлять управление линейной скоростью.
[0008] В устройстве для непрерывного литья полосы, описанном в патентном документе 2, благодаря тому, что корпус направляющей плиты может быстро перемещаться по сравнению со случаем, когда направляющая плита состоит из одного компонента, хотя стабильность первоначальной подачи полосы увеличивается, в области (переходной части), переходящей к направляющим валкам 235a~d подачи, полоса 2 принимает неестественную форму (состояние увеличенного изгиба по отношению к полосе 2), и управление петлей становится нестабильным, так что очень легко происходит разрыв полосы.
[0009] В устройстве для непрерывного литья полосы, описанном в патентном документе 3, применяют следующий способ, т.е. когда полоса проходит под управлением петлей, полоса, протягиваемая от пары холодных валков без разрыва полосы, стабильно перемещается в горизонтальном направлении, что приводит к наклонному перемещению множества направляющих валков подачи. Механизм для перемещения направляющего валка подачи является относительно сложным и будет уменьшать надежность устройства. В частности, в устройстве для непрерывного литья полосы, поскольку температура полосы является относительно высокой, износ устройства будет увеличиваться из-за влияния теплового воздействия, тем самым уменьшается надежность, а трудоемкость обслуживания устройства относительно увеличивается.
[0010] Ввиду вышесказанного, поскольку настоящее изобретение предназначено для решения вышеуказанных проблем, задача настоящего изобретения заключается в обеспечении устройства для непрерывного литья полосы с относительно высокой надежностью, в котором полоса принимает естественную форму в месте перемещения к направляющему валку подачи независимо от положения прохождения полосы, протягиваемой от пары валков (при первоначальной подаче полосы и управлении петлей для пропускания полосы), при этом устройство выполнено таким образом, что управление петлей остается стабильным, полоса не разрывается, и направляющий валок подачи может быть поднят и опущен, и при этом на него не воздействует высокая температура полосы.
Способы решения технической проблемы
[0011] Устройство для непрерывного литья полосы, относящееся к настоящему изобретению для решения вышеуказанной технической проблемы, содержит: пару валков, выполненных с возможностью вращения для протягивания полосы снизу; направляющую плиту, имеющую дугообразное сечение для направления протягиваемой полосы в боковом направлении; множество направляющих валков подачи, выполненных с возможностью обеспечения опоры для полосы, направляемой в боковом направлении, и с возможностью ее поворота для обеспечения прохождения полосы в боковом направлении; перемещающий блок для направляющей плиты, выполненный с возможностью перемещения направляющей плиты между положением, относящимся к направлению полосы, и отведенным положением, не относящимся к ее направлению; литейную камеру, имеющую входное отверстие и выходное отверстие и образованную частью в виде стенки, которая образует пространство, в котором содержатся направляющая плита и направляющие валки подачи, причем входное отверстие выполнено для обеспечения возможности входа полосы ниже пары валков, а выходное отверстие выполнено для обеспечения возможности выхода полосы, проходящей в боковом направлении, при этом устройство также содержит: открытую часть, которая выполнена на боковой поверхности части в виде стенки и сквозь которую проходит часть в виде вала первого направляющего валка подачи на самой передней по потоку стороне в направлении прохождения полосы по направляющим валкам подачи; несущую часть, выполненную с возможностью обеспечения вращаемой опоры для части в виде вала; подъемно-опускающий блок, размещенный с внешней стороны литейной камеры и выполненный с возможностью подъема и опускания несущей части.
[0012] Кроме того, боковое направление относится к направлению для выполнения пропускания полосы, протягиваемой вниз от пары из левого и правого валков в положении, в котором части боковой поверхности полосы, противоположные периферийным поверхностям пары из левого и правого валков, заданы в качестве верхней поверхности (передней поверхности) и нижней поверхности (задней поверхности).
[0013] Кроме того, в устройстве для непрерывного литья полосы, относящемся к настоящему изобретению для решения вышеуказанной технической проблемы, несущая часть имеет уплотнительную пластину, которая может закрывать открытую часть даже при перемещении несущей части вверх и вниз подъемно-опускающим блоком.
[0014] Кроме того, в устройстве для непрерывного литья полосы, относящемся к настоящему изобретению для решения вышеуказанной технической проблемы, между уплотнительной пластиной и частью в виде вала и между уплотнительной пластиной и боковой поверхностью части в виде стенки соответственно расположены уплотнения.
[0015] Кроме того, устройство для непрерывного литья полосы, относящееся к настоящему изобретению для решения вышеуказанной технической проблемы, содержит: приводной блок для вращения первого направляющего валка подачи; универсальный соединитель, один конец которого соединен с одним концом части в виде вала первого направляющего валка подачи, а другой конец которого соединен с приводным блоком.
[0016] Кроме того, в устройстве непрерывного литья полосы, относящемся к настоящем изобретению для решения вышеуказанной технической проблемы, подъемно-опускающий блок, открытая часть и уплотнительная пластина обеспечены только на первом направляющем валке подачи из множества направляющих валков подачи.
[0017] Кроме того, в устройстве для непрерывного литья полосы, относящемся к настоящем изобретению для решения вышеуказанной технической проблемы, направляющая плита имеет верхний корпус направляющей плиты и нижний корпус направляющей плиты, которые разделены на две части на стороне пары из левого и правого валка и на стороне направляющего валка подачи, причем каждый из верхнего корпуса направляющей плиты и нижнего корпуса направляющей плиты имеет ось вращения, выполненную с возможностью обеспечения вращаемой опоры для соответствующего одного из верхнего корпуса направляющей плиты и нижнего корпуса направляющей плиты, а устройство для непрерывного литья полосы содержит подъемно-опускающий блок для нижнего корпуса направляющей плиты, выполненный с возможностью подъема и опускания нижнего корпуса направляющей плиты.
Обеспечиваемые изобретением технические результаты
[0018] Согласно настоящему изобретению, благодаря тому, что первый направляющий валок подачи или его часть в виде вала может быть перемещен(а) вверх и вниз подъемно-опускающим блоком, и подъемно-опускающий блок размещен с внешней стороны литейной камеры, можно предотвратить воздействие теплового излучения в литейной камере от полосы, имеющей высокую температуру, можно предотвратить износ от высокой температуры подъемно-опускающего блока для направляющего валка подачи, и, таким образом, можно сохранить надежность подъема и опускания. Кроме того, при первоначальной подаче первый направляющий валок подачи выполнен так, чтобы располагаться на одной высоте, что и другие направляющие валки подачи в положении, когда направляющая плита расположена для направления полосы к направляющему валку подачи, так что полоса может быть легко перемещена от направляющей плиты к направляющему валку подачи. Сразу после этого, при выполнении пропускания полосы на стадии управления петлей посредством опускания первого направляющего валка подачи, первый направляющий валок подачи выполнен так, чтобы располагаться в более низком положении, чем другие направляющие валки подачи, при условии, что направляющая плита расположена там, где полоса не поддерживается после того, как направляющая плита поддерживает и направляет полосу к направляющим валкам подачи. Кроме того, за счет приема полосы полоса может принять состояние естественного изгиба в месте перемещения к направляющим валкам подачи, что затрудняет возникновение разрыва полосы.
[0019] Кроме того, согласно настоящему изобретению часть в виде стенки имеет открытую часть, необходимую для перемещения вверх-вниз (вертикального) части в виде вала первого направляющего валка подачи, а уплотнительная пластина может закрывать открытую часть, даже когда несущая часть перемещается вверх и вниз, таким образом, можно предотвратить входящий поток воздуха (кислорода) из открытой части, что приводит к предотвращению окисления полосы.
[0020] Кроме того, согласно настоящему изобретению благодаря установке уплотнения на открытой части, обеспечено вращение части в виде вала и перемещение вверх-вниз части в виде вала с одновременным предотвращением протекания воздуха в литейную камеру, и кроме того, можно предотвратить передачу тепла наружу из литейной камеры вместе с потоком воздуха.
[0021] Кроме того, согласно настоящему изобретению благодаря вращению первого направляющего валка подачи на самой передней по потоку стороне, полоса может быть плавно перемещена, и благодаря тому, что универсальный соединитель и приводной блок не подвергаются воздействию высокой температуры, можно предотвратить ухудшение рабочих характеристик такого устройства, и таким образом можно сохранить надежность устройства.
[0022] Кроме того, согласно настоящему изобретению благодаря тому, что вместо множества направляющих валков подачи перемещается вверх и вниз только первый направляющий валок подачи, легко сохранить воздухонепроницаемость, и легко обеспечить надежность устройства
[0023] Кроме того, согласно настоящему изобретению, даже когда первый направляющий валок находится в опущенном положении, можно обеспечить расположение нижней направляющей плиты в отведенном положении, когда полосу не направляют посредством расположения нижнего корпуса направляющей плиты в еще более опущенном положении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
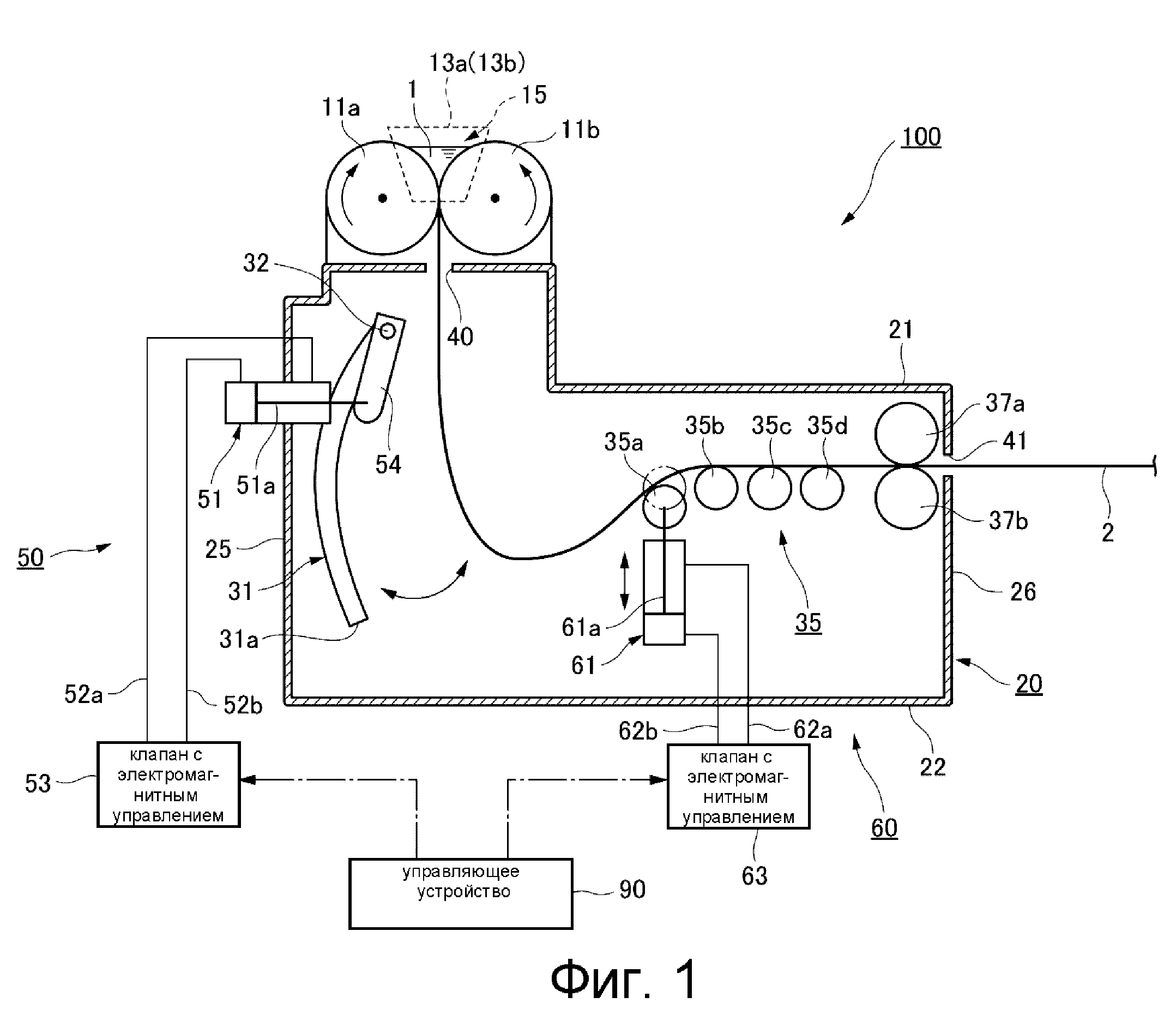
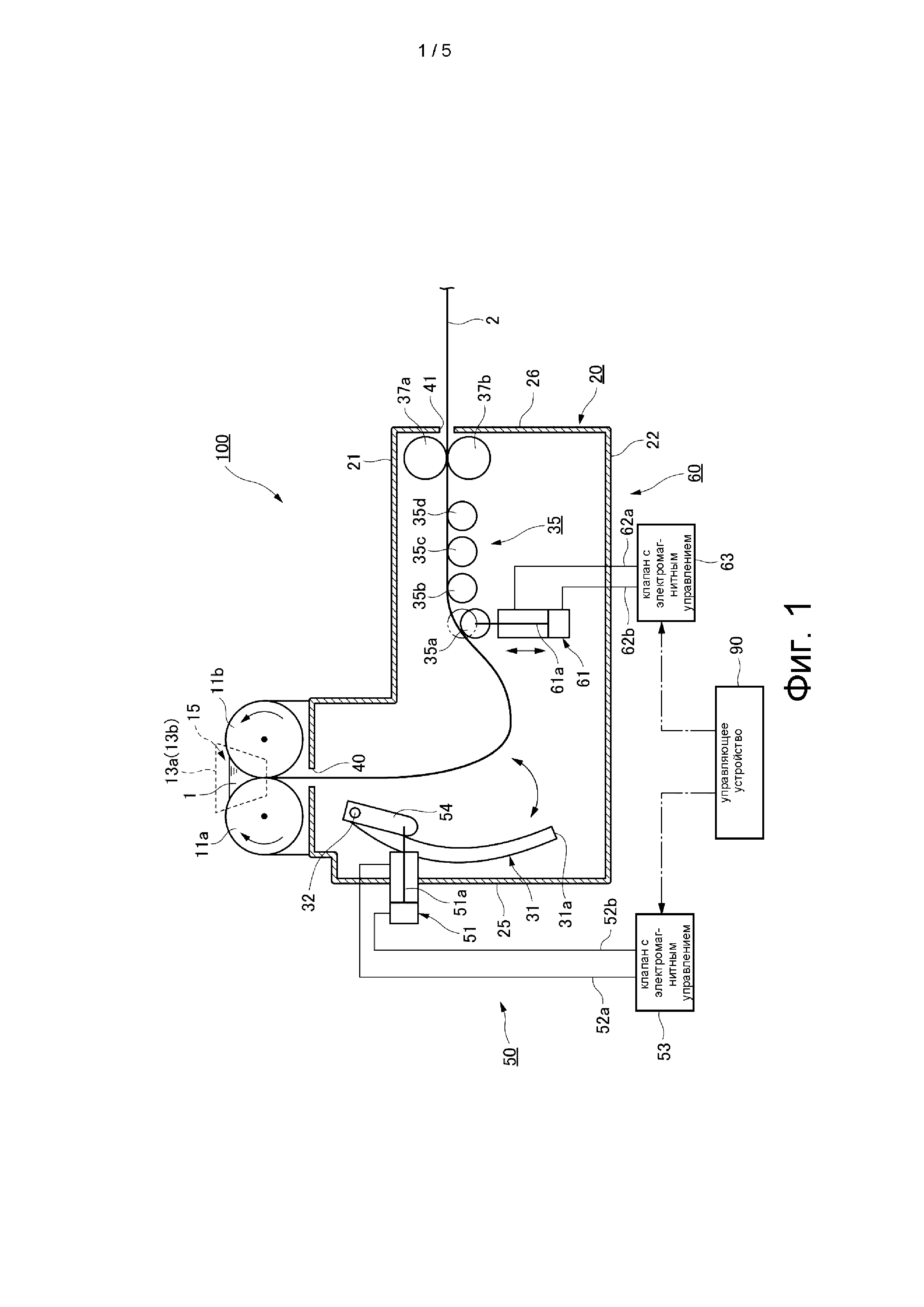
[0024] На фиг. 1 показано упрощенное схематическое изображение устройства для непрерывного литья полосы согласно первому варианту реализации настоящего изобретения.
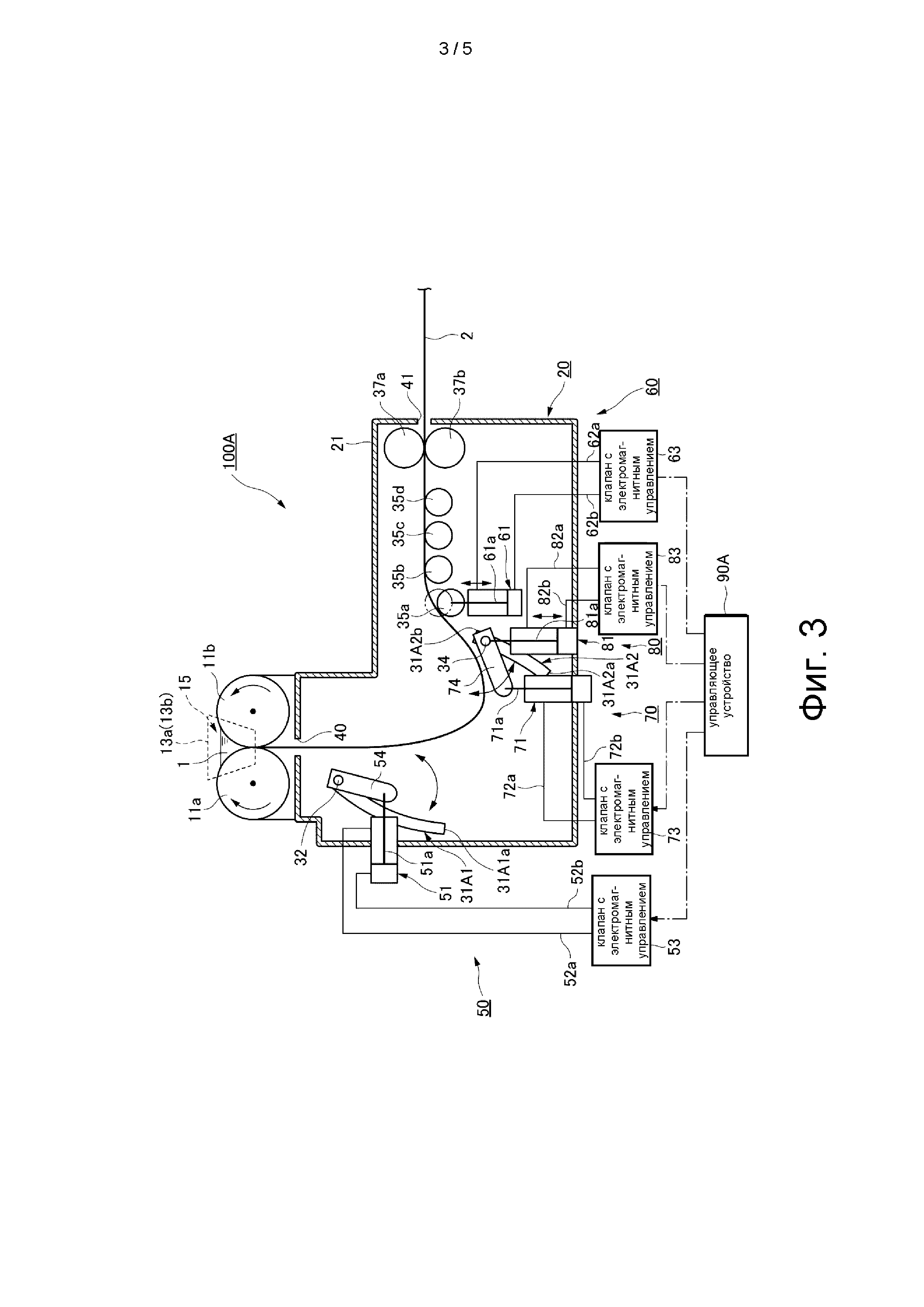
[0025] На фиг. 2 показано пояснительное схематическое изображение подъемно-опускающего устройства для направляющего валка подачи, выполненного в устройстве для непрерывного литья полосы, причем на фиг. 2(a) показано состояние, когда направляющий валок подачи поднят, на фиг. 2(b) показан вид сбоку по фиг. 2(а), на фиг. 2(c) показано состояние, когда направляющий валок подачи опущен, а на фиг. 2(d) показан вид сбоку по фиг. 2(c).
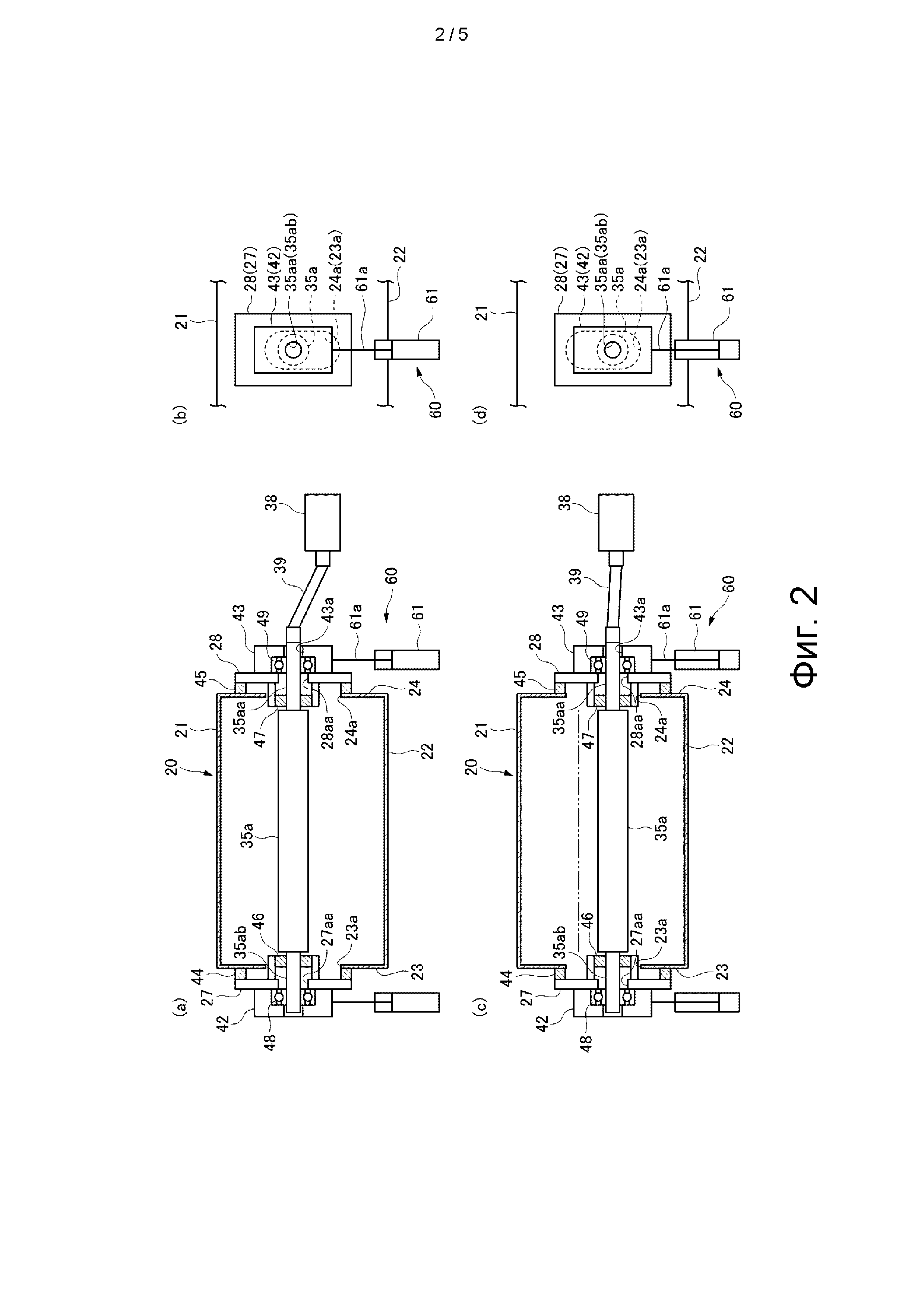
[0026] На фиг. 3 показано схематическое изображение устройства для непрерывного литья полосы согласно второму варианту реализации настоящего изобретения.
[0027] На фиг. 4 показано рабочее пояснительное схематическое изображение примера устройства для непрерывного литья полосы уровня техники, на котором показана первоначальная подача.
[0028] На фиг. 5 показано рабочее пояснительное схематическое изображение другого примера устройства для непрерывного литья полосы уровня техники, на котором показана первоначальная подача.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0029] Далее будут описаны варианты реализации устройства для непрерывного литья полосы и способа непрерывного литья полосы, относящиеся к настоящему изобретению, и настоящее изобретение не ограничено следующими вариантами реализации, описанными со ссылкой на чертежи.
[Первый вариант реализации]
[0030] Со ссылкой на фиг. 1-3 будет описано устройство для непрерывного литья полосы и способ непрерывного литья полосы согласно первому варианту реализации настоящего изобретения.
[0031] Как показано на фиг. 1, устройство 100 для непрерывного литья полосы согласно этому варианту реализации содержит: пару из левого и правого валков 11а и 11b; направляющую плиту 31 выполненную с возможностью направления полосы (литой полосы) 2, которую протягивают вниз от пары из левого и правого валков 11а и 11b, в боковом направлении к набору 35 направляющих валков подачи; набор 35 направляющих валков подачи, выполненный с возможностью обеспечения опоры для полосы 2, которая направляется в боковом направлении с помощью направляющей плиты 31 снизу, и направления прохождения полосы в боковом направлении; пару из верхнего и нижнего тянущих валков (средства приложения натяжения) 37а, 37b, выполненных с возможностью приложения натяжения к полосе 2, которую пропускают по набору 35 направляющих валков подачи.
[0032] Направляющая плита 31 установлена ниже валков 11а, 11b. Направляющая плита 31 выполнена в такой форме, что она обращена к полосе 2 непосредственно ниже валков 11а и 11b, выступает в противоположную от полосы 2 сторону, изгибается и проходит от стороны одной концевой части (верхняя концевая часть) по направлению к стороне другой концевой части (нижняя концевая часть), т.е. направляющая плита 31 имеет дугообразное сечение.
[0033] Кроме того, на обоих осевых концах валков 11а и 11b выполнены боковые перегородки 13а и 13b. Расплавленный металл 1 подают во внутреннее пространство (плавильную ванну) 15 перемещающейся литейной формы, образованной валками 11а, 11b и боковыми перегородками 13а, 13b, посредством стаканов (не показаны). Набор 35 направляющих валков подачи установлен ниже валков 11а, 11b и направляющей плиты 31. Набор 35 направляющих валков подачи имеет четыре направляющих валка 35а~d подачи, которые расположены параллельно в направлении пропускания полосы 2. Тянущие валки 37а, 37b установлены рядом с четвертым направляющим валком 35d подачи. Для тянущих валков 37а и 37b прокатный стан (не показан) для прокатки полосы 2 установлен на задней по потоку стороне в направлении прохождения полосы 2, и тонкую полосу 2, к которой приложено натяжение, прокатывают прокатным станом. Первый направляющий валок (подробности будут описаны позже) 35а подачи находится в поднятом положении, второй-четвертый направляющие валки 35b~d подачи, тянущие валки 37а, 37b и прокатный стан выполнены таким образом, что полоса 2 может проходить по существу в горизонтальном направлении.
[0034] Направляющая плита 31 поддерживается стержнем (осью вращения) 32, который выполнен на стороне основной концевой части для свободного вращения, поворота или качания верхней концевой части (нижней концевой части) 31а.
[0035] Как показано на фиг. 1 и 2, направляющая плита 31, набор 35 направляющих валков подачи и тянущие валки 37а и 37b установлены в литейной камере 20. Литейная камера 20 образует закрытую конструкцию, которая окружена частью 21 в виде верхней стенки, частью 22 в виде нижней стенки и частями 23, 24, 25, 26 в виде боковой стенки. Другими словами, литейная камера 20 имеет входное отверстие 40 и выходное отверстие 41, и образована частями в виде стенок, образующими пространство, в котором содержатся направляющая плита 31 и набор 35 направляющих валков подачи. Входное отверстие 40 выполнено для обеспечения возможности входа полосы 2, протягиваемой от пары из валков 11а, 11b, а выходное отверстие 41 выполнено для обеспечения возможности выхода полосы 2, проходящей в боковом направлении. Отверстия 23а, 24а выполнены на части в виде боковой стенки (часть в виде боковой стенки рабочей стороны) и части в виде боковой стенки (часть в виде боковой стенки приводной стороны) 24, соответственно. Части 35аа и 35ab в виде вала первого направляющего валка 35а подачи на обоих концах выполнены таким образом, чтобы выступать от частей 23 и 24 в виде боковой стенки в направлении наружу литейной камеры соответственно.
[0036] Снаружи литейной камеры на стороне частей 23 и 24 в виде боковой стенки с отверстиями 23а и 24а обеспечены коробчатые несущие части 42 и 43, которые оснащены подшипниками 48 и 49, соответственно. С помощью подшипников 48, 49 обеспечена вращаемая опора для частей 35аа, 35ab в виде вала первого направляющего валка 35а подачи на обоих концах. Кроме того, несущие части 42 и 43 расположены таким образом, что уплотнительные пластины 27 и 28, которые описаны далее, соединены с частями 23 и 24 в виде боковой стенки. Несущие части 42 и 43 соединены с штоком 61а поршня гидравлического цилиндра 61, который будет описан далее. И подъемно-опускающее устройство 60 для направляющего валка подачи, имеющее гидравлический цилиндр 61, представляет собой подъемно-опускающий блок для подъема и опускания несущих частей 42 и 43, и части 35аа и 35ab в виде вала перемещаются вверх и вниз за счет работы штока 61а поршня.
[0037] Уплотнительные пластины 27 и 28 выполнены на открытых частях 23а и 24а, соответственно. Отверстия 27аа и 28аа для сквозного прохождения выполнены на уплотнительных пластинах 27 и 28, и части 35аа и 35ab в виде вала первого направляющего валка 35а подачи вставлены в отверстия 27аа и 28аа. При перемещении вперед и назад штока 61а поршня гидравлического цилиндра 61, описанного подробно далее, первый направляющий валок 35а подачи перемещается в направлении вверх-вниз (поднимается и опускается), и уплотнительные пластины 27 и 28 расположены так, чтобы перемещаться вдоль частей 23 и 24 в виде боковой стенки в направлении вверх-вниз с обеспечением соответствующего перемещению уплотнения между уплотнительными пластинами 27 и 28 и частями 23 и 24 в виде боковой стенки литейной камеры 20. Уплотнительные пластины 27 и 28 имеют форму, которая обеспечивает возможность закрытия открытых частей 23а и 24а и перемещения вверх и вниз с помощью гидравлического цилиндра 61.
[0038] Уплотнения 44, 45 для поддержания непроницаемости для воздуха расположены по краю уплотнительных пластин 27, 28 так, чтобы быть размещенными между уплотнительными пластинами 27, 28 и частями 23, 24 в виде боковой стенки. Кроме того, для уплотнения отверстий 27аа, 28аа для сквозного прохождения уплотнительных пластин 27, 28 относительно частей 35аа, 35ab в виде вала, обеспечены уплотнения 46, 47. Компоненты для установки указанных уплотнений 44, 45, 46, 47 подходящим образом выполнены на уплотнительных пластинах 27, 28. Уплотнения 44, 45, 46, 47 обладают свойством не только предотвращения попадания воздуха (кислорода) в литейную камеру 20, но также сопротивлением высокой температуре по отношению к тепловому излучению высокой температуры и теплопередаче от полосы 2 в литейной камере 20.
[0039] Одна концевая часть части 35аа в виде вала первого направляющего валка 35а подачи выполнена так, чтобы выступать дальше за наружную сторону литейной камеры, чем открытая часть 43а несущей части 43, и соединена с частью в виде вала приводного двигателя 38 посредством универсального соединителя 39. Иными словами, за счет приводного двигателя 38 усилие вращения передается к первому направляющему валку 35а подачи через универсальный соединитель 39. Первый направляющий валок 35а подачи приводится во вращение с помощью приводного двигателя 38, благодаря чему можно обеспечить плавное прохождение полосы 2 ко второму и следующему направляющим валкам 35b~d подачи.
[0040] Устройство 100 для непрерывного литья полосы оснащено перемещающим устройством 50 для направляющей плиты для качания направляющей плиты 31 между положением направления полосы и отведенным положением. Перемещающее устройство 50 для направляющей плиты содержит гидравлический цилиндр 51, впускной или выпускной трубопровод 52а, 52b гидравлической системы, клапан 53 с электромагнитным управлением и соединительный рычаг 54. Гидравлический цилиндр 51 выполнен так, что одна концевая часть штока 51а поршня гидравлического цилиндра 51 противоположна полосе 2, свисающей непосредственно ниже пары из левого и правого валков 11а и 11b, и выполнена так, что шток 51а поршня перемещается вперед и назад в боковом направлении (например, горизонтальном направлении). Одна концевая часть штока 51а поршня прикреплена к стороне одной концевой части соединительного рычага 54. Сторона другой концевой части соединительного рычага 54 прикреплена к стержню 32. Положение направления полосы относится к положению, относящемуся к направлению полосы 2, а отведенное положение относится к положению, не относящемуся к ее направлению.
[0041] Стороны одной концевой части впускного и выпускного трубопровода 52а и 52b гидравлической системы соединены со стороной верхней концевой части и стороной основной концевой части гидравлического цилиндра 51, соответственно. Клапан 53 с электромагнитным управлением выполнен на сторонах других концевых частей впускного и выпускного трубопровода 52а и 52b гидравлической системы. Клапан 53 с электромагнитным управлением соединен с источником подачи гидравлического давления (не показан). Клапан 53 с электромагнитным управлением управляет количеством подаваемой и выпускаемой гидравлической текучей среды к гидравлическому цилиндру 51, величиной выдвигания и отведения штока 51а поршня. При перемещении штока 51а поршня вперед и назад направляющая плита 31 перемещается посредством соединительного рычага 54 и стержня 32, и одна концевая часть 31а направляющей плиты 31 вращается и качается между положением направления полосы на той же высоте, что и второй-четвертый направляющие валки 35b~d подачи, и отведенным положением, которое отделено от пути прохождения полосы 2 между парой из левого и правого валков 11а, 11b и множеством направляющих валков 35a~d подачи.
[0042] Устройство 100 для непрерывного литья полосы также содержит подъемно-опускающее устройство 60 для направляющего валка подачи, которое используют для подъема и опускания несущих частей 42 и 43, выполненных с возможностью обеспечения вращаемой опоры первого направляющего валка 35а подачи в наборе 35 направляющих валков подачи, и первый направляющий валок 35а подачи из набора 35 направляющих валков подачи выполнен на самой передней по потоку стороне полосы 2 в направлении прохождения. Подъемно-опускающее устройство 60 для направляющего валка подачи содержит гидравлический цилиндр 61, впускной и выпускной трубопровод 62а и 62b гидравлической системы и клапан 63 с электромагнитным управлением. Гидравлический цилиндр 61 выполнен таким образом, что одна концевая часть штока 61а поршня гидравлического цилиндра 61 расположена в направлении вверх, и шток 61а поршня выполнен с возможностью выдвигания и отведения в направлении вверх-вниз (например, вертикальное направление). Шток 61а поршня обеспечивает опору для направляющего валка 35а подачи с помощью несущих частей 42 и 43 и подшипников 48 и 49 таким образом, что направляющий валок 35а подачи может вращаться. Кроме того, подъемно-опускающее устройство 60 для направляющего валка подачи выполнено на обоих концах направляющего валка 35а подачи, и на обоих сторонах подъемно-опускающее устройство работает синхронно.
[0043] Стороны одной концевой части впускного и выпускного трубопровода 62а и 62b гидравлической системы соединены с гидравлическим цилиндром 61 на стороне верхней концевой части и стороне основной концевой части. Клапан 63 с электромагнитным управлением выполнен на сторонах других концевых частей впускного и выпускного трубопровода 62а и 62b гидравлической системы. Клапан 63 с электромагнитным управлением соединен с источником подачи гидравлического давления (не показан). Клапан 63 с электромагнитным управлением управляет количеством подаваемой и выпускаемой гидравлической текучей среды к гидравлическому цилиндру 61 так, что регулируют величину выдвигания и отведения штока 61а поршня. При перемещении штока 61а поршня вперед и назад первый направляющий валок 35а подачи перемещается посредством несущих частей 42 и 43, подшипников 48 и 49 и частей 35аа и 35ab в виде вала. Первый направляющий валок 35а подачи поднимается и опускается между поднятым положением и опущенным положением, причем поднятое положение находится на той же высоте, что и второй-четвертый направляющие валки 35b~d подачи, а опущенное положение ниже, чем второй-четвертый направляющие валки 35b~d подачи, что приводит к уменьшению изгиба полосы 2 во время управления петлей. Более того, как будет подробно описано далее, подъемно-опускающим устройством 60 для направляющего валка подачи управляют таким образом, что первый направляющий валок 35а подачи находится в поднятом положении во время первоначальной подачи, и первый направляющий валок 35а подачи находится в опущенном положении во время управления петлей.
[0044] Также возможно выполнение открытой части для части в виде вала второго направляющего валка 35b подачи (отделенного от первого направляющего валка 35а подачи) и несущей части и уплотнительной пластины, соответственно. Однако, как в описанном выше варианте реализации, случай, в котором вышеописанные компоненты выполнены только для первого направляющего валка 35а подачи, является лучшим в поддержании воздухонепроницаемости и надежности устройства. Для других вариантов реализации не только часть в виде вала первого направляющего валка 35а подачи, но также части в виде вала множества направляющих валков подачи, таких как второй направляющий валок 35b подачи и третий направляющий валок 35 с подачи и т.п., могут проникать сквозь/проходить через одну и ту же открытую часть. В этом случае, несущая часть, уплотнительная пластина и подъемно-опускающий блок могут использоваться совместно, когда множество частей в виде вала для сквозного прохождения перемещаются вверх и вниз точно таким же образом. При перемещении множества проникающих частей в виде вала вверх и вниз различными друг от друга способами, соответственно необходимы несущие части и т.п. В этом случае, между соседними уплотнительными пластинами необходимо точно установить уплотнения.
[0045] Таким образом, согласно этому варианту реализации, благодаря наличию подъемно-опускающего устройства 60 для направляющего валка подачи, выполненного с возможностью подъема и опускания первого направляющего валка 35а подачи, первый направляющий валок 35а подачи может подниматься и опускаться в соответствии с условием прохождения полосы 2, протягиваемой от пары из валков 11а и 11b (при первоначальной подаче и в положении управления петлей). В результате, первый направляющий валок 35а подачи может находиться в поднятом положении на той же высоте, что и второй и следующий направляющие валки 35b~d подачи во время первоначальной подачи, в то время как первый направляющий валок 35а подачи может находиться в опущенном положении на более низкой высоте, чем второй и следующие направляющие валки 35b~d подачи в положении управления петлей. В результате, можно избежать напряжения изгиба полосы 2, что приводит к возможности обеспечения плавного прохождения полосы 2.
[0046] Кроме того, благодаря тому, что первый направляющий валок 35а подачи может подниматься и опускаться, нет необходимости в обеспечении излишних направляющих валков подачи для направления полосы до той же высоты, что и у первого направляющего валка 35а подачи, когда он не может быть поднят или опущен, так что в этом случае можно сократить длину устройства. Кроме того, поскольку можно укоротить направляющую плиту 31, направляющая плита 31 может быстро качаться. В результате, во время первоначальной подачи полосы 2, можно обеспечить плавное прохождение. Поскольку нет необходимости в обеспечении излишних направляющих валков подачи, в этом случае можно уменьшить стоимость и время обслуживания. Более того, петля может быть больше, и можно легко управлять линейной скоростью (управление петлей).
[0047] Когда литейная камера 20 заполнена инертным газом для предотвращения окисления поверхности полосы 2, можно сократить длину устройства, и, таким образом, можно уменьшить объем в литейной камере 20, т.е. можно реализовать уменьшение размеров устройства 100 для непрерывного литья полосы.
[0048] Управляющее устройство 90 выполнено с возможностью управления устройством 60 для направляющего валка подачи таким образом, что первый направляющий валок 35а подачи находится в поднятом положении, которое находится на той же высоте, что и другие направляющие валки 35b~d подачи, во время первоначальной подачи. И управляющее устройство 90 также выполнено с возможностью управления подъемно-опускающим устройством 60 для направляющего валка подачи таким образом, что первый направляющий валок 35а подачи находится в опущенном положении во время управления петлей, причем опущенное положение находится по высоте ниже других направляющих валков 35b~d подачи и способно уменьшать изгиб полосы 2. Таким образом, первый направляющий валок 35а подачи может находиться в поднятом положении или опущенном положении в соответствии с условием прохождения полосы 2. Кроме того, при первоначальной подаче благодаря тому, что одна концевая часть 31а направляющей плиты 31 расположена рядом с первым направляющим валком 35 подачи, находящемся в поднятом положении, полосу 2, направляемую направляющей плитой 31, можно плавно перемещать по направлению ко второму и следующему направляющим валкам 35b~d подачи с помощью первого направляющего валка 35а подачи. Более того, в то же время, за счет обеспечения опоры для полосы 2 с помощью первого-четвертого направляющих валков 35а~d подачи, она может перемещаться в положение управления петлей, таким образом можно уменьшить напряжение на полосе 2.
[0049] Благодаря наличию приводного двигателя 38, выполненного с возможностью приведения во вращательное движение первого направляющего валка 35а подачи, полоса 2, которую направляют к первому направляющему валку 35а подачи, может быть плавно подана ко второму и следующим направляющим валкам 35b~d подачи.
[Второй вариант реализации]
[0050] Устройство для непрерывного литья полосы согласно второму варианту реализации настоящего изобретения будет описано со ссылкой на фиг. 3.
[0051] Этот вариант реализации имеет конструкцию, в которой направляющая плита, выполненная для устройства для непрерывного литья полосы первого варианта реализации, как показано на фиг. 1, изменена. Другие конструкции являются по существу такими же, что у указанного выше устройства, как показано на фиг. 1, то же устройство будет обозначено одинаковым обозначениями, и повторяющиеся описания будут опущены при необходимости.
[0052] Как показано на фиг. 3, устройство 100А для непрерывного литья полосы согласно варианту реализации содержит направляющую плиту 31А, установленную ниже пары из левого и правого валков 11а, 11b. Направляющая плита 31А содержит верхний корпус 31А1 направляющей плиты (первый корпус направляющей плиты) и нижний корпус 31А2 направляющей плиты (второй корпус направляющей плиты), разделенные на две части на стороне пары из левого и правого валков 11а, 11b и на стороне направляющих валков 35a~d подачи. Устройство 100А для непрерывного литья полосы содержит перемещающее устройство 50 для верхнего корпуса направляющей плиты и перемещающее устройство 70 для нижнего корпуса направляющей плиты, выполненные с возможностью перемещения верхнего корпуса 31А1 направляющей плиты и нижнего корпуса 31А2 направляющей плиты, соответственно, между положением направления полосы и отведенным положением, и также содержит подъемно-опускающее устройство 80 для нижнего корпуса направляющей плиты, выполненное с возможностью подъема и опускания нижнего корпуса 31А2 направляющей плиты. Положение направления полосы относится к положению, относящемуся к направлению полосы 2. Отведенное положение относится к положению, не обеспечивающему направление полосы 2.
[0053] Верхний корпус 31А1 направляющей плиты выполнен так, чтобы находится ближе к паре из левого и правого валков 11а, 11b. Стержень 32 выполнен на стороне основной концевой части (верхняя концевая часть) верхнего корпуса 31А1 направляющей плиты. Сторона другой концевой части соединительного рычага 54 прикреплена к стержню 32, как направляющая плита 31, выполненная в устройстве 100 для непрерывного литья полосы согласно первому варианту реализации, как описано выше. Одна концевая часть штока 51а поршня гидравлического цилиндра 51 прикреплена к соединительному рычагу 54 на его стороне одной концевой части. Иными словами, верхний корпус 31А1 направляющей плиты является таким же, что и выполненный в устройстве 100 для непрерывного литья полосы, которое поворачивает (качает) одну сторону концевой части 31А1а верхнего корпуса 31А1 направляющей плиты между положением направления полосы и отведенным положением посредством перемещающего устройства 50 для направляющей плиты (верхнего корпуса направляющей плиты). Верхний корпус 31А1 направляющей плиты взаимодействует с нижним корпусом 31А2 направляющей плиты для направления полосы 2 к направляющим валкам 35a~d подачи в положении направления полосы. Отведенное положение отделено от пути прохождения полосы 2 между парой из левого и правого валков 11а, 11b и множества направляющих валков 35a~d подачи.
[0054] Нижний корпус 31А2 направляющей плиты выполнен так, чтобы быть ближе к первому направляющему валку 35а подачи. Нижний корпус 31А2 направляющей плиты поддерживается стержнем (осью вращения) 34, который выполнен на стороне основной концевой части 31A2b (правая концевая часть) таким образом, что сторона одной концевой части (левая концевая часть) 31А2а свободно вращается (качается).
[0055] Перемещающее устройство 70 для нижнего корпуса направляющей плиты содержит гидравлический цилиндр 71, впускной и выпускной трубопровод 72а и 72b гидравлической системы, клапан 73 с электромагнитным управлением и соединительный рычаг 74. Гидравлический цилиндр 71 выполнен так, что одна концевая часть его штока 71а поршня обращена вверх и так, что шток 71а поршня способен перемещаться вперед и назад в направлении вверх-вниз (например, вертикальное направление). Одна концевая часть штока 71а поршня прикреплена к стороне одной концевой части соединительного рычага 74. Сторона другой концевой части соединительного рычага 74 прикреплена к стержню 34.
[0056] Стороны одной концевой части впускного и выпускного трубопровода 72а и 72b гидравлической системы соединены со стороной верхней концевой части и стороной основной концевой части гидравлического цилиндра 71, соответственно. Клапан 73 с электромагнитным управлением выполнен на сторонах других концевых частей впускного и выпускного трубопровода 72а и 72b гидравлической системы. Клапан 73 с электромагнитным управлением соединен с источником подачи гидравлического давления (не показан). Клапан 73 с электромагнитным управлением управляет количеством подаваемой и выпускаемой гидравлической текучей среды так, что регулируют величину выдвигания и отведения штока 71а поршня. При перемещении штока 71а поршня вперед и назад нижний корпус 31А2 направляющей плиты перемещается посредством соединительного рычага 74 и стержня 34, и одна концевая часть 31А2а нижнего корпуса 31А2 направляющей плиты качается (поворачивается) между положением направления полосы и отведенным положением. Нижний корпус 31А2 направляющей плиты взаимодействует с верхним корпусом 31А1 направляющей плиты для направления полосы 2 к направляющему валку 35a~d подачи в положении направления полосы. Отведенное положение отделено от пути прохождения полосы 2 между парой из левого и правого валков 11а, 11b и множеством направляющих валков 35a~d подачи.
[0057] Подъемно-опускающее устройство 80 для нижнего корпуса направляющей плиты является таким же, что и подъемно-опускающее устройство 60 для направляющего валка подачи, и также содержит гидравлический цилиндр 81, впускной и выпускной трубопровод 82а и 82b гидравлической системы и электромагнитный клапан 83. Гидравлический цилиндр 81 выполнен так, что одна концевая часть его штока 81а поршня обращена вверх, а шток 81а поршня способен к перемещению вперед и назад в направлении вверх-вниз (например, вертикальное направление). Шток 81а поршня обеспечивает вращаемую опору для нижнего корпуса 31А2 направляющей плиты. Кроме того, подъемно-опускающее устройство 80 для нижнего корпуса направляющей плиты выполнено на обоих концах нижнего корпуса 31А2 направляющей плиты, и эти устройства работают синхронно.
[0058] Стороны одной концевой части впускного и выпускного трубопровода 82а и 82b гидравлической системы соединены со стороной верхней концевой части и стороной основной концевой части гидравлического цилиндра 81, соответственно. Клапан 83 с электромагнитным управлением выполнен на стороне другой концевой части впускного и выпускного трубопровода 82а и 82b гидравлической системы. Клапан 83 с электромагнитным управлением соединен с источником подачи гидравлического давления (не показан). Клапан 83 с электромагнитным управлением управляет количеством подаваемой и выпускаемой гидравлической текучей среды так, что регулируют величину выдвигания и отведения штока 81а поршня. При перемещении штока 81а поршня вперед и назад нижний корпус 31А2 направляющей плиты перемещается, и нижний корпус 31А2 направляющей плиты поднимается и опускается между поднятым положением на той же высоте, что и второй-четвертый направляющие валки 35b~d подачи, и опущенным положением на высоте, которая ниже, чем второй-четвертый направляющие валки 35b~d подачи. Кроме того, как будет подробно описано далее, подъемно-опускающим устройством 80 для нижнего корпуса направляющей плиты управляют таким образом, что нижний корпус 31А2 направляющей плиты находится в поднятом положении при первоначальной подаче, и нижний корпус 31А2 направляющей плиты расположен в опущенном положении в положении управления петлей.
[0059] Устройство 100А для непрерывного литья полосы содержит управляющее устройство 90А, которое управляет клапанами 53, 63, 73, 83 с электромагнитным управлением и тому подобным в соответствии с положением прохождения полосы 2 (положение первоначальной подачи и положение управления петлей). Другими словами, при первоначальной подаче полосы 2 управляющее устройство 90А управляет клапанами 53, 63, 73, 83 с электромагнитным управлением и тому подобным таким образом, что верхний корпус 31А1 направляющей плиты и нижний корпус 31А2 направляющей плиты находятся в положении направления полосы, в то время как первый направляющий валок 35а подачи находится в поднятом положении. Кроме того, в положении управления петлей полосы 2 управляющее устройство 90А управляет клапанами 53, 63, 73, 83 с электромагнитным управлением и тому подобным таким образом, что верхний корпус 31А1 направляющей плиты находится в отведенном положении, в то время как первый направляющий валок 35а подачи находится в опущенном положении, а нижний корпус 31А2 направляющей плиты находится в отведенном положении и опущенном положении.
[0060] Таким образом, согласно настоящему варианту реализации, направляющая плита 31А имеет верхний корпус 31А1 направляющей плиты и нижний корпус 31А2 направляющей плиты, которые разделены на две части на стороне пары из левого и правого валков 11а, 11b и на стороне направляющих валков 35а~d подачи. Каждый из верхнего корпуса 31А1 направляющей плиты и нижнего корпуса 31А2 направляющей плиты имеет стержни 32, 34, которые обеспечивают вращаемую опору (качания) для верхнего корпуса 31А1 направляющей плиты и нижнего корпуса 31А2 направляющей плиты. Благодаря наличию подъемно-опускающего устройства 80 для нижнего корпуса направляющей плиты для подъема и опускания нижнего корпуса 31А2 направляющей плиты, как и в устройстве 100 для непрерывного литья полосы, относящемуся к первому варианту реализации, верхний корпус 31А1 направляющей плиты и нижний корпус 31А2 направляющей плиты могут перемещаться, и первый направляющий валок 35а подачи может подниматься и опускаться в соответствии с положением пропускания полосы 2, протягиваемой от пары из валков 11а и 11b (во время первоначальной подачи и во время положения управления петлей). Другими словами, при первоначальной подаче верхний корпус 31А1 направляющей плиты может находиться в положении направления полосы, в то время как первый направляющий валок 35а подачи может находиться в поднятом положении на той же высоте, что и второй и следующий направляющие валки 35b~d подачи, кроме того, нижний корпус 31А2 направляющей плиты может находиться в положении направления полосы и в поднятом положении. С другой стороны, в положении управления петлей верхний корпус 31А1 направляющей плиты может находиться в отведенном положении, в то время как первый направляющий валок 35а подачи может находиться в опущенном положении на меньшей высоте, чем второй и следующий направляющие валки 35b~d подачи, кроме того, нижний корпус 31А2 направляющей плиты может находиться в отведенном положении и опущенном положении. В результате, можно обеспечить плавное прохождение полосы 2 при уменьшении напряжения изгиба полосы 2.
[0061] Более того, направляющая плита 31А разделена на две части, т.е. верхний корпус 31А1 направляющей плиты и нижний корпус 31А2 направляющей плиты. По сравнению со случаем одной направляющей плиты 31, можно уменьшить размер и массу каждого корпуса 31А1 и 31А2 направляющих плит для быстрого и плавного перемещения верхнего корпуса 31А1 направляющей плиты и нижнего корпуса 31А2 направляющей плиты. В результате, при первоначальной подаче можно обеспечить плавное прохождение полосы.
[Другие варианты реализации]
[0062] В приведенном выше описании, описаны устройства 100, 100А для непрерывного литья полосы, содержащие подъемно-опускающее устройство 60 для направляющего валка подачи для подъема и опускания первого направляющего валка подачи 35а, но также можно обеспечить устройство для непрерывного литья полосы, содержащее другое (второе) подъемно-опускающее устройство для направляющего валка подачи для подъема и опускания второго и следующего направляющих валков 35b~d подачи. В таком устройстве для непрерывного литья полосы, в дополнение к достижению того же эффекта, что и в устройствах 100 и 100А для непрерывного литья полосы, как описано выше, также может образовываться петля, которая свисает в форме кольца, в форме с большей кривизной между парой из левого и правого валков 11а и 11b и множеством направляющих валков 35a~d подачи, и в этом случае уменьшает напряжение на полосе 2.
[0063] В приведенном выше содержании описаны устройства 100 и 100А для непрерывного литья полосы, содержащие набор 35 направляющих валков подачи, состоящий из первого-четвертого направляющих валков 35а~d подачи, но не ограниченные четырьмя направляющими валками подачи. Можно обеспечить устройство для непрерывного литья полосы с набором направляющих валков подачи, состоящим из трех или менее направляющих валков подачи или пяти или более направляющих валков подачи. Даже для такого устройства для непрерывного литья полосы все еще можно достигнуть того же эффекта, что и в устройствах 100 и 100А для непрерывного литья полосы, как описано выше.
[0064] В приведенном выше содержании описаны устройства 100 и 100А для непрерывного литья полосы, содержащие приводной двигатель 38, выполненный с возможностью приведения во вращательное движение первого направляющего валка 35а подачи, но также можно обеспечить устройство для непрерывного литья полосы, содержащее приводной двигатель, выполненный с возможностью приведения во вращательное движение второго и следующего направляющих валков 35b~d подачи. Даже для такого устройства для непрерывного литья полосы все еще можно достигнуть того же эффекта, что и в устройствах 100 и 100А для непрерывного литья полосы, как описано выше.
[0065] Иными словами, согласно этим способам, благодаря тому, что первый направляющий валок 35а подачи или его части 35аа, 35ab в виде вала может(могут) перемещаться вверх и вниз посредством подъемно-опускающего устройства 60 для направляющего валка подачи, и подъемно-опускающее устройство 60 для направляющего валка подачи выполнено в литейной камере снаружи частей 23, 24 в виде боковой стенки, можно предотвратить влияние теплового излучения от имеющей высокую температуру полосы 2 в литейной камере, можно предотвратить износ подъемно-опускающего устройства 60 для направляющего валка подачи при работе с высокими температурами, и таким образом можно сохранить надежность операции подъема и опускания. Кроме того, при первоначальной подаче первый направляющий валок 35а подачи выполнен так, чтобы находиться на той же высоте, что и другие направляющие валки 35b, 35с, 35d подачи в положении, в котором направляющая плита 31 расположена для направления полосы 2 к набору 35 направляющих валков подачи так, что можно легко переместить полосу 2 от направляющей плиты 31 к набору 35 направляющих валков подачи. В положении управления петлей, реализуемом сразу после этого, за счет подъема и опускания первого направляющего валка 35а подачи, первый направляющий валок 35а подачи выполнен так, чтобы располагаться в положении ниже, чем другие направляющие валки 35b, 35с, 35d подачи при условии, что направляющая плита 31 расположена не для обеспечения опоры для полосы 2 после того, как направляющая плита 31 обеспечивает опору и направляет полосу 2 к первому направляющему валку 35а подачи; и за счет приема полосы 2 полоса 2 принимает положение естественного изгиба при переходе к набору 35 направляющих валков подачи, что приводит к затруднению возникновения разрыва полосы 2.
[0066] Кроме того, благодаря тому, что на частях 23 и 24 в виде стенки выполнены не только открытые части 23а и 24а, как требуется для перемещения вверх-вниз частей 35аа и 35ab в виде вала первого направляющего валка 35а подачи, но также благодаря тому, что уплотнительные пластины 27 и 28 все еще могут закрывать открытые части 23а и 24а, даже если несущие части 42 и 43 перемещаются вверх и вниз, можно предотвратить входящий поток воздуха (кислорода) от открытых частей 23а и 24а, что приводит к предотвращению окисления полосы 2.
[0067] Кроме того, поскольку уплотнения 44, 45, 46, 47 установлены, можно обеспечить вращение частей 35аа, 35ab в виде вала и перемещение вверх-вниз частей 35аа, 35ab в виде вала с обеспечением предотвращения протекания воздуха в литейную камеру 20, кроме того, можно предотвратить передачу тепла наружу от литейной камеры 20 вместе с потоком воздуха.
[0068] Кроме того, благодаря самостоятельному вращению первого направляющего валка 35а подачи, установленного на самой передней по потоку стороне, можно плавно перемещать полосу 2. И поскольку ни одно из универсального соединителя 39 и приводного двигателя 38 не подвергается воздействию высокой температуры, можно предотвратить ухудшение характеристик устройства, и таким образом можно сохранить надежность устройства.
[0069] Кроме того, при выполнении только первого направляющего валка 35а подачи вместо множества направляющих валков 35b, 35с, 35d подачи, с возможностью перемещения вверх и вниз просто сохранить непроницаемость для воздуха и обеспечить надежность устройства.
[0070] Кроме того, даже когда первый направляющий валок 35а подачи выполнен так, чтобы находиться в опущенном положении, нижний корпус 31А2 направляющей плиты может находиться в отведенном положении, в котором полосу 2 не направляют благодаря выполнению нижнего корпуса 31А2 направляющей плиты расположенным в еще более опущенном положении.
Промышленная применимость
[0071] Согласно настоящему изобретению можно обеспечить плавное прохождение полосы с обеспечением уменьшения напряжения в полосе независимо от прохождения полосы, протягиваемой от пары из валков (как при первоначальной подаче, так и в положении управления петлей), таким образом настоящее изобретение может обеспечивать преимущества при использовании в металлургической промышленности и т.п.
ОПИСАНИЕ ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
1. Расплавленный металл;
2. Полоса (литая полоса)
11а, 11b Валок (литейный валок);
20 Литейная камера;
23а, 24а Открытая часть;
27, 28 Уплотнительная пластина;
27аа и 28аа Отверстия внутри уплотнительной пластины;
31 Направляющая плита;
31А Направляющая плита;
31А1 Верхний корпус направляющей плиты;
31А2 Нижний корпус направляющей плиты;
32, 34 Стержень (ось вращения);
35 Набор направляющих валков подачи
35а Первый направляющий валок подачи;
35аа и 35ab Часть в виде вала;
37а, 37b Тянущий валок;
38 Приводной двигатель (приводной блок)
39 Приводной вал универсального соединителя;
40 Входное отверстие;
41 Выходное отверстие;
42, 43 Несущая часть;
44, 45, 46, 47 Уплотнение;
50 Перемещающее устройство для направляющей плиты (перемещающий блок для направляющей плиты, перемещающий блок для верхнего корпуса направляющей плиты)
51 Гидравлический цилиндр
51а Шток поршня;
52а, 52b впускной и выпускной трубопровод гидравлической системы;
53 Клапан с электромагнитным управлением;
54 Соединительный рычаг;
60 Подъемно-опускающее устройство для направляющего валка подачи (подъемно-опускающий блок)
61 Гидравлический цилиндр;
61а Шток поршня;
62а, 62b впускной и выпускной трубопровод гидравлической системы;
63 Клапан с электромагнитным управлением;
70 Перемещающее устройство для нижнего корпуса направляющей плиты (перемещающий блок для нижнего корпуса направляющей плиты)
71 Гидравлический цилиндр;
71а Шток поршня;
72а, 72b впускной и выпускной трубопровод гидравлической системы;
73 Клапан с электромагнитным управлением;
74 Соединительный рычаг;
80 Подъемно-опускающее устройство для нижнего корпуса направляющей плиты (подъемно-опускающий блок для нижнего корпуса направляющей плиты);
81 Гидравлический цилиндр;
81а Шток поршня;
82а, 82b впускной и выпускной трубопровод гидравлической системы;
83 Клапан с электромагнитным управлением;
90 Управляющее устройство (управляющий блок);
90А Управляющее устройство (управляющий блок, подъемно-опускающий управляющий блок для нижнего корпуса направляющей плиты);
100, 100А Устройство для непрерывного литья полосы.
Устройство для транспортировки боковых уплотняющих пластин
Устройство и способ очистки поверхности литейного валка
Устройство непрерывного литья с двумя валками
Удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способ его установки
Опорное устройство распределителя потока и использующее его устройство непрерывного литья с двумя валками
Устройство для транспортировки боковых уплотняющих пластин
Устройство и способ очистки поверхности литейного валка
Устройство непрерывного литья с двумя валками
Удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способ его установки
Опорное устройство распределителя потока и использующее его устройство непрерывного литья с двумя валками

