Результат интеллектуальной деятельности: КОМПОЗИТНЫЕ МАТЕРИАЛЫ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет согласно предварительной заявке на патент США 62/155556, поданной 1 мая 2015 г., содержание которой полностью включено в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в общем случае, к алюминиевому сплаву, имеющему улучшенные механические свойства при повышенных температурах, а также к композитным материалам, содержащим элементы алюминиевого сплава в виде матрицы и/или в виде продуктов реакции.
УРОВЕНЬ ТЕХНИКИ
Композиты с алюминиевой матрицей, упрочненные частицами карбида бора (B4C), широко используются для поглощения нейтронов в процессе хранения отработавшего ядерного топлива. В системах сухого хранения используются экструдированные профили, и было обнаружено, что в качестве материалов матрицы подходят сплавы типа серии 6XXX, совместимые с жидкометаллическим производственным маршрутом и процессом экструзии. Кроме того, металлургия сплавов семейства 6XXX дает возможность осуществлять этап термообработки на твердый раствор в процессе экструзии, исключая ее из технологии как отдельный этап. Далее, при комнатной температуре сплавы серии 6XXX могут иметь полезные свойства при растяжении, предел текучести (YS) до включительно ~300 МПа и предельную прочность при растяжении (UTS) 350 МПа, благодаря наноразмерной структуре выделившейся фазы βʺ Mg-Si, формирующейся в процессе термообработки.
Тем не менее, рабочие температуры в сухом хранилище отработавшего ядерного топлива могут достигать до включительно 250°C, и ожидаемые периоды эксплуатации хранилища могут составлять 40 лет или более. Как и большинство металлических материалов, алюминий при повышенных температурах может размягчаться из-за повышенной подвижности дислокаций. Тем не менее, у системы дисперсионного твердения Al-Mg-Si, при температурах выше ~150°C может происходить дальнейшее и более существенное ухудшение механических свойств из-за укрупнения и растворения выделившихся фаз дисперсноупрочненной микроструктуры. Такая потеря механических свойств может приводить к утрате стабильности и/или целостности контейнеров, изготовленных с использованием таких сплавов, при их применении в течение продолжительных периодов времени при повышенных температурах.
Как показано в W02014/201565, содержащий B4C композитный материал может быть представлен как литой продукт прямой закалки (DC) и экструдированный продукт, содержащий до включительно 20% (мас./мас.) B4C, проявляющий повышенную прочность при повышенных температурах. В таких композитных материалах, содержащих B4C, алюминиевый сплав типа 6XXX Al- Mg-Si-Mn-Fe-Cu используется в качестве материала матрицы. Конечные свойства композитного материала зависят от солюционирования присутствующих растворенных элементов на этапе экструзии и последующей быстрой закалки для возвращения этих элементов в твердый раствор. Это требование ограничивает диапазон рабочих режимов экструзии и производительность, а требование быстрой закалки может вызывать искажение формы профиля, что затрудняет обеспечение соответствия продукта необходимым размерным допускам.
Для обеспечения эффективного дисперсного упрочнения, один альтернативный композитный материал содержит в алюминиевой матрице наноразмерные оксидные частицы, как описано в заявке на патент США, опубликованной под № 2013/0209307.Тем не менее, этот материал связан с производственным маршрутом порошковой металлургии, который сопряжен с большими затратами из-за многочисленных этапов процесса производства порошка, уплотнения заготовки и экструзии. Оксидный слой, окружающий частицы порошка, разрушается в процессе экструзионного уплотнения, что приводит к наноразмерному распределению.
Другая альтернатива предлагает составлять композитный материал примешиванием частиц B4C, сохраняя жидкое состояние путем добавления 0,5-5% Ti (мас./мас.) и ограничения содержания Mg до < 0,2% (мас./мас.) до тех пор, пока не завершится примешивание частиц B4C (WO/2004/038050).
Существует большая потребность в композитном материале с увеличенной прочностью при повышенных температурах в течение их долговременного воздействия. Существует потребность также в алюминиевом сплаве, не требующем солюционирования под давлением, что позволит избегать искажения конечного продукта. Желательно также, чтобы матрица была пригодна для использования традиционных промышленных технологий жидкостной металлургии, предпочтительно, литья DC и экструзии.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает композитный материал с улучшенными механическими характеристиками (такими как повышенный предел текучести и/или прочность при растяжении) при повышенных температурах (такие как больше или равные 250°C). Композитный материал содержит матрицу из алюминиевого сплава (содержащего Mn и Mg), а также диспергированные частицы наполнителя (такого как частицы B4C). Композитный материал может также содержать продукт реакции, покрывающий, по меньшей мере частично, поверхность диспергированного материала-наполнителя.
В первом аспекте, настоящее изобретение предлагает композитный материал, содержащий:(a) матрицу из алюминиевого сплава, содержащую, в массовых процентах: Si 0,05-0,30, Fe 0,04-0,6, Mn 0,80-1,50, Mg 0,80-1,50, а остальное составляют алюминий и постоянные примеси; и (b) частицы материала-наполнителя, диспергированные в матрице. В варианте реализации изобретения, материал-наполнитель представляет собой керамический материал, такой как частицы B4C, и эти частицы, по меньшей мере частично, покрыты продуктом перитектической реакции между добавкой и бором (B). Добавка может быть выбрана из группы, состоящей из Ti, Cr, V, Nb, Zr, Sr, Sc, а также любой их комбинации. В другом варианте реализации изобретения, добавка представляет собой Ti. В еще одном варианте реализации изобретения, композитный материал получают добавлением к матрице от 0,20 до 2,00 или около 1,0, в массовых процентах, Ti перед добавлением частиц к композитному материалу. В еще одном варианте реализации изобретения, матрица может дополнительно содержать Mo. В таком варианте реализации изобретения, содержание Mo в матрице составляет максимум 0,25 (в массовых процентах). В еще одном варианте реализации изобретения, содержание Si в матрице составляет максимум 0,26 или 0,2, в массовых процентах. В еще одном варианте реализации изобретения, содержание Fe в матрице составляет максимум 0,40 или 0,4, в массовых процентах. В еще одном варианте реализации изобретения, матрица дополнительно содержит Cu в концентрации максимум 0,20, в массовых процентах. В варианте реализации изобретения, содержание Cu в матрице составляет максимум 0,14 или 0,1, в массовых процентах. В еще одном варианте реализации изобретения, содержание Mn в матрице составляет более 0,90 и/или равно 1,0, в массовых процентах. В другом варианте реализации изобретения, содержание Mg в матрице составляет более 1,00 или равно 0,9, в массовых процентах. В еще одном варианте реализации изобретения, объемная доля материала-наполнителя составляет до включительно 20% (например, 10,5%) композитного материала.
В другом аспекте, настоящее изобретение предлагает способ изготовления композитного материала, описанного в данном документе. В общем случае, способ включает:(i) приготовление расплавленного алюминиевого сплава соединением, в массовых процентах: Si 0,05-0,30, Fe 0,04-0,6, Mn 0,80-1,50, Mg 0,80-1,50, а остальное составляют алюминий и постоянные примеси; (ii) добавление к расплавленному алюминиевому сплаву частиц материала-наполнителя для формирования расплавленной смеси с материалом-наполнителем, диспергированным по расплавленному алюминиевому сплаву; и (iii) литье расплавленной смеси для формирования композитного материала. В варианте реализации изобретения, способ включает дополнительную гомогенизацию заготовки непосредственно после отливки, для получения гомогенизированного продукта. В еще одном варианте реализации изобретения, способ может также включать последующее экструдирование заготовки непосредственно после отливки или гомогенизированного продукта, для получения экструдированного продукта. Необязательно, способ может включать дополнительную термообработку экструдированного продукта при температуре из диапазона от 350°C до 400°C в течение периода времени от 2 до 30 часов. В варианте реализации изобретения, материал-наполнитель представляет собой B4C, и способ дополнительно включает введение на этапе (i) в расплавленный алюминиевый сплав добавки, выбранной из группы, состоящей из Ti, Cr, V, Nb, Zr, Sr, Sc и любой их комбинации. В варианте реализации изобретения, добавка представляет собой Ti и, в другом варианте реализации изобретения, способ дополнительно включает добавление к расплавленному алюминиевому сплаву от 0,20 до 2,00, в массовых процентах, Ti перед добавлением частиц к композитному материалу. В еще одном варианте реализации изобретения, способ может дополнительно включать добавление Mo к алюминиевому сплаву. Например, способ может включать добавление к расплавленному алюминиевому сплаву максимум (например, до включительно) 0,25 Mo (в массовых процентах). В еще одном варианте реализации изобретения, способ дополнительно включает добавление к расплавленному алюминиевому сплаву на этапе (i) максимум 0,20, в массовых процентах, Cu. В еще одном варианте реализации изобретения, способ дополнительно включает экструдирование композитного материала для формирования экструдированного продукта. В другом варианте реализации изобретения, способ дополнительно включает, перед литьем, перемешивание расплавленной смеси для смачивания алюминиевым сплавом частиц материала-наполнителя и для распределения частиц по объему расплавленной смеси. В варианте реализации изобретения, способ дополнительно включает добавление к композитному материал на этапе (ii) объемной доли 20% или менее (например, объемной доли 10,5%) материала-наполнителя.
В еще одном аспекте, настоящее изобретение предлагает композитный материал, полученный по способу, описанному в данном документе. Композитный материал может быть прокатан или экструдирован. Например, композитный материал может быть литым продуктом (например, литым продуктом прямой закалки), экструдированным слитком (например, круглой заготовкой) или слитком для прокатки (таким как, например, квадратная или прямоугольная заготовка, листовая заготовка, экструдированная заготовка, фольга, полоса, толстый и тонкий лист).
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Описав, таким образом, сущность изобретения в целом, следует теперь обратиться к сопутствующим графическим материалам, показывающим, в виде иллюстраций, предпочтительные варианты его реализации, в которых:
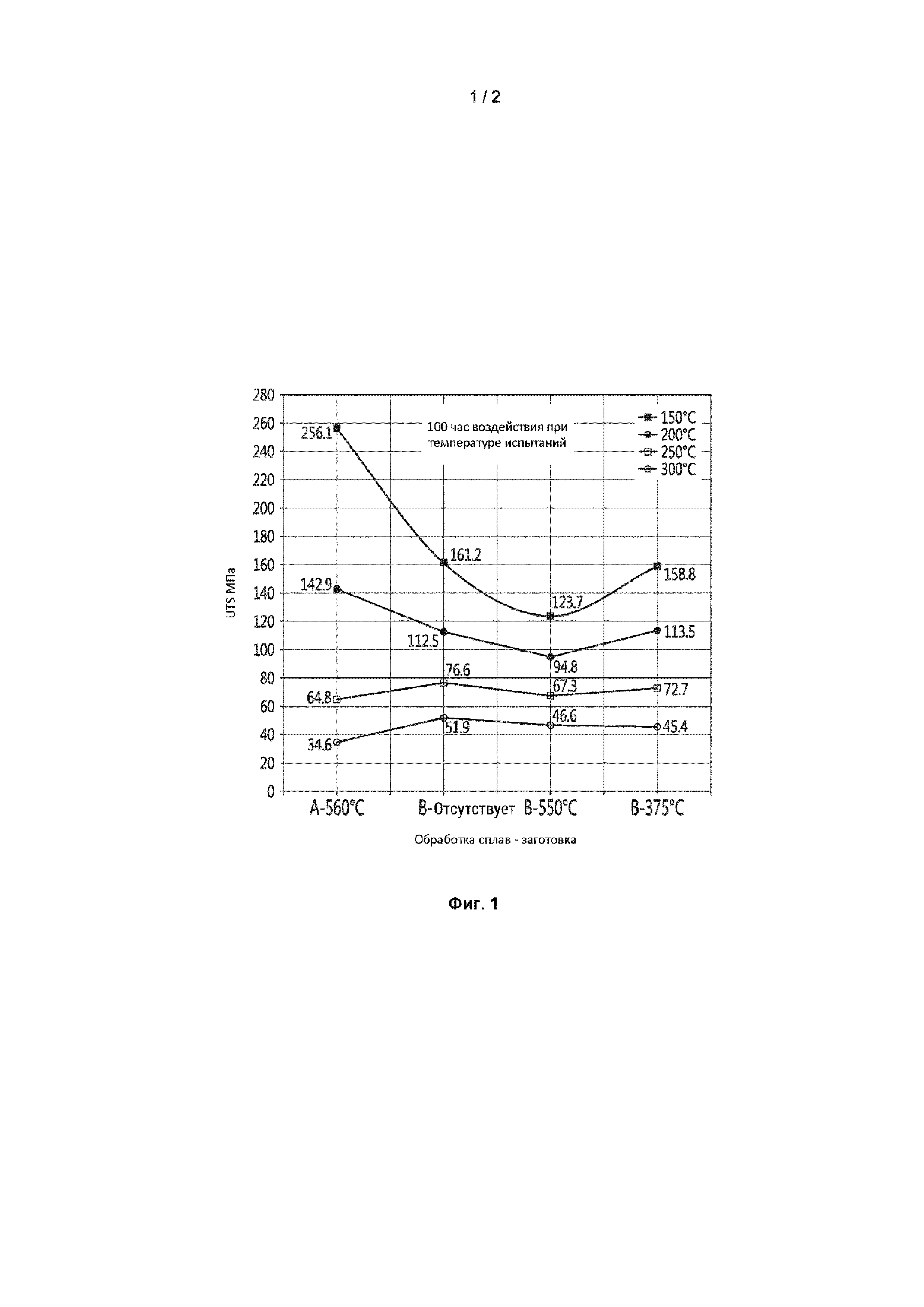
Фигура 1 изображает графическое представление предела текучести (в МПа) в зависимости от сплава (A или B), обработки заготовки (слева направо:4 час/560°C; отсутствует, 4 час/550°C или 24 час/375°C) и температуры воздействия в течение 100 часов (■:150°C, ●:200°C, □:250°C, ◯:300°C).
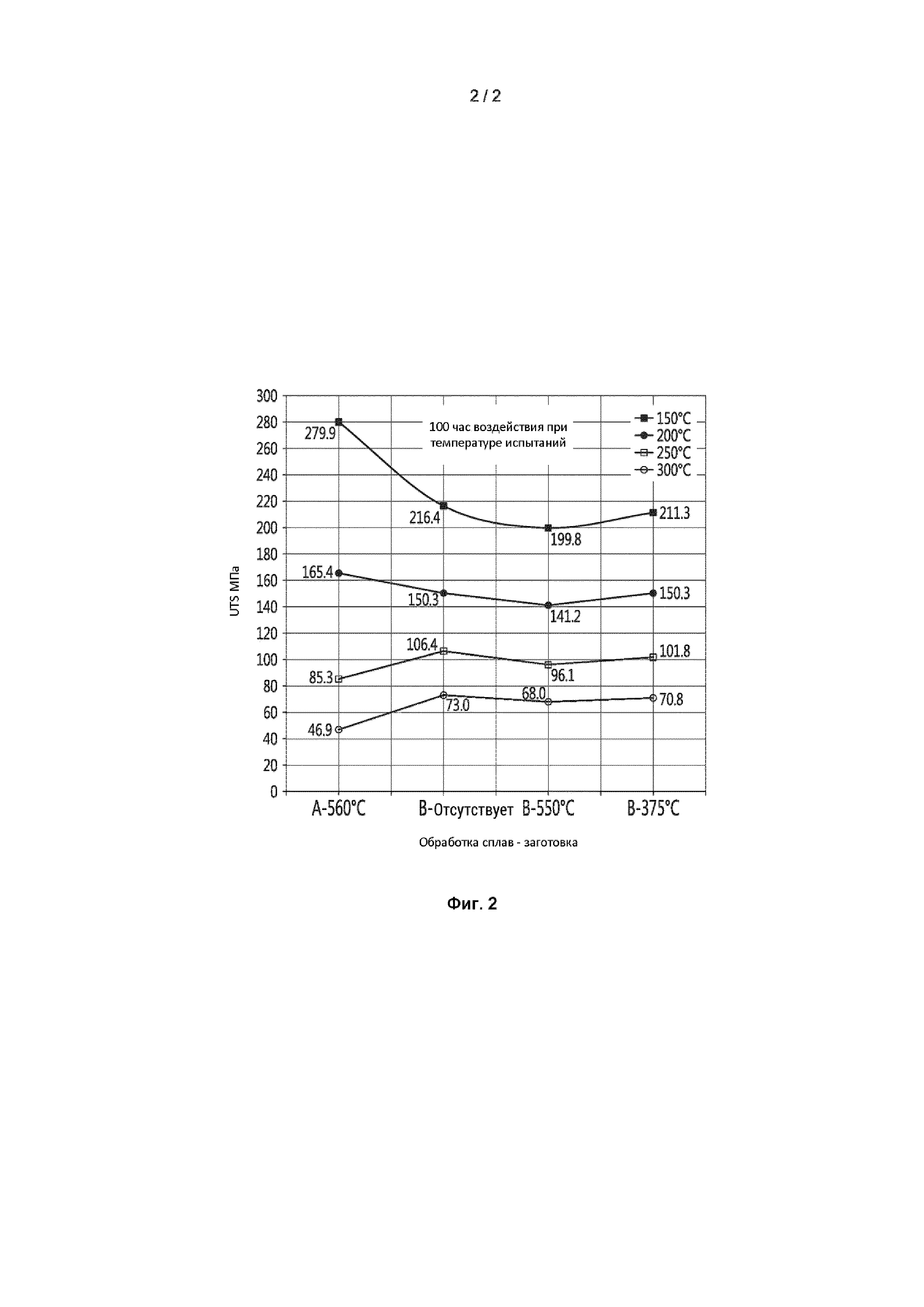
Фигура 2 изображает графическое представление прочности при растяжении (в МПа) в зависимости от сплава (A или B), обработки заготовки (слева направо:4 час/560°C; отсутствует, 4 час/550°C или 24 час/375°C) и температуры воздействия в течение 100 часов (■:150°C, ●:200°C, □:250°C, ◯:300°C).
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает композитный материал, проявляющий улучшенные, по сравнению с другими композитными материалами, механические характеристики при повышенных температурах, таких как по меньшей мере 250°C или по меньшей мере 300°C, в том числе, улучшенные механические характеристики под воздействием таких повышенных температур в течение продолжительных периодов времени (например, 40 лет или даже 100 лет). В некоторых вариантах реализации изобретения, композитный материал может проявлять улучшенные механические характеристики под воздействием до включительно 350°C в течение продолжительных периодов времени. Составы сплава и композитные материалы в соответствии с вариантами реализации изобретения, описанными в данном документе, могут применяться в различных назначениях, включая назначения, в которых требуются высокотемпературная прочность и/или экструдируемость. В одном примере, сплав может применяться в качестве матрицы для композитных материалов с B4C и других композитных материалов.
В соответствии с одним вариантом реализации изобретения, матрица из алюминиевого сплава для композитного материала включает, по существу содержит или содержит, в массовых процентах:
Si 0,05-0,30,
Fe 0,04-0,6,
Mn 0,80- 1,50, и
Mg 0,80-1,50.
Остаток алюминиевого сплава содержит алюминий и постоянные примеси. В одном варианте реализации изобретения, каждая из постоянных примесей может присутствовать с максимальным массовым процентом 0,05, и максимальный общий массовый процент постоянных примесей может составлять 0,15. В дополнительных вариантах реализации изобретения, сплав может содержать дополнительные легирующие добавки (такие как, например, Cu и/или Mo).
Как показано выше, матрица из алюминиевого сплава для композитного материала имеет содержание Si (кремния), которое меньше или равно (например, до включительно) 0,3 (в массовых процентах). В варианте реализации изобретения, содержание Si в алюминиевом сплаве может находиться в диапазоне от около 0,05 до около 0,30, в массовых процентах. В контексте настоящего изобретения, термин ʺоколоʺ означает, что численное значение, к которому он относится, является частью диапазона, которая находится в пределах стандартной погрешности эксперимента. Например, матрица из алюминиевого сплава по настоящему изобретению может содержать по меньшей мере около 0,05, 0,06, 0,07, 0,08, 0,09, 0,10, 0,11, 0,12, 0,13, 0,14, 0,15, 0,16, 0,17, 0,18, 0,19, 0,20, 0,21, 0,22, 0,23, 0,24, 0,25, 0,26, 0,27, 0,28 или 0,29 и/или самое большее около 0,30, 0,29, 0,28, 0,27, 0,26, 0,25, 0,24, 0,23, 0,22, 0,21, 0,20, 0,19, 0,18, 0,17, 0,16, 0,15, 0,14, 0,13, 0,12, 0,11, 0,10, 0,09, 0,08, 0,07 или 0,06 Si (в массовых процентах). В некоторых вариантах реализации изобретения, содержание Si в матрице из алюминиевого сплава может быть меньше или равно около 0,26 (в массовых процентах). В еще одном варианте реализации изобретения, содержание Si в матрице из алюминиевого сплава может составлять около 0,2 (в массовых процентах). Спроектированные добавки Si, в присутствии Mg, могут увеличивать прочность композитного материала при низких температурах (<250°C), как происходит в результате дисперсионного упрочнения при формировании выделений Mg-Si. Тем не менее, при температурах 250°C или выше, эти частицы Mg-Si укрупняются и не вносят вклад в прочность. По этой причине, в контексте настоящего изобретения, следует установить верхний предел для содержания Si ~ 0,3 для предотвращения избыточного формирования фаз Mg-Si, которые в ином случае будут удалять Mg из твердого раствора и снижать прочность при температурах 250°C или выше. Si может также соединяться с другими добавками, такими как Fe и Mg, с образованием термически стабильных интерметаллических фаз, которые делают вклад в высокотемпературную прочность. По этой причине, все еще в контексте настоящего изобретения, необходима минимальная добавка Si в размере ~ 0,05, чтобы стимулировать формирование этих интерметаллических фаз.
Матрица из алюминиевого сплава для композитного материала содержит также Fe (железо) в количестве, меньше или равном около 0,6 (в массовых процентах). В варианте реализации изобретения, матрица из алюминиевого сплава содержит до включительно около 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,09, 0,08, 0,07, 0,06 или 0,05 Fe (в массовых процентах). В другом варианте реализации изобретения, содержание Fe в матрице из алюминиевого сплава может находиться в диапазоне от около 0,04 до около 0,6, в массовых процентах. В еще одном варианте реализации изобретения, матрица из алюминиевого сплава может содержать по меньшей мере около 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,1, 0,2, 0,3, 0,4 или 0,5 и/или по большей мере около 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,09, 0,08, 0,07, 0,06 или 0,05 Fe (в массовых процентах). В некоторых вариантах реализации изобретения, содержание Fe в матрице из алюминиевого сплава может быть меньше или равно (например, до включительно) около 0,40 (в массовых процентах). В другом варианте реализации изобретения, содержание Fe в матрице из алюминиевого сплава составляет около 0,4 (в массовых процентах).
Как показано выше, матрица из алюминиевого сплава для композитного материала имеет содержание Mn (марганца) в диапазоне от около 0,80 до около 1,50 (в массовых процентах). В варианте реализации изобретения, алюминиевый сплав содержит по меньшей мере около 0,80, 0,85, 0,90, 0,95, 1,00, 1,05, 1,10, 1,15, 1,20, 1,25, 1,30, 1,35, 1,40 или 1,45 и/или по большей мере около 1,50, 1,45, 1,40, 1,35, 1,30, 1,25, 1,20, 1,15, 1,10, 1,05, 1,00, 0,95, 0,90 или 0,85 Mn (в массовых процентах). В некоторых вариантах реализации изобретения, содержание Mn в матрице из алюминиевого сплава составляет более чем около 0,90 (в массовых процентах) и меньше или равно около 1,50 (в массовых процентах). В другом варианте реализации изобретения, содержание Mn в матрице из алюминиевого сплава находится в диапазоне от около 1,00 до около 1,10 (в массовых процентах). В дополнительном варианте реализации изобретения, содержание Mn в матрице из алюминиевого сплава составляет около 1,0 (в массовых процентах). В некоторых вариантах реализации изобретения, ожидается, что содержание Mn уменьшается в процессе смешивания, и что для достижения содержания Mn в матрице в диапазоне от около 0,80 до около 1,50, необходимо добавлять дополнительный Mn.
Как показано выше, содержание Mg (магния) в матрице из алюминиевого сплава для композитного материала составляет от около 0,80 до около 1,50 (в массовых процентах). В варианте реализации изобретения, матрица из алюминиевого сплава содержит по меньшей мере около 0,80, 0,85, 0,90, 0,95, 1,00, 1,05, 1,10, 1,15, 1,20, 1,25, 1,30, 1,35, 1,40 или 1,45 и/или по большей мере около 1,50, 1,45, 1,40, 1,35, 1,30, 1,25, 1,20, 1,15, 1,10, 1,05, 1,00, 0,95, 0,90 или 0,85 Mg (в массовых процентах). В некоторых вариантах реализации изобретения, содержание Mg в матрице из алюминиевого сплава составляет более чем около 1,00 (в массовых процентах) и меньше или равно около 1,50 (в массовых процентах). В других вариантах реализации изобретения, содержание Mg в матрице из алюминиевого сплава находится в диапазоне от около 0,90 до около 1,00 (в массовых процентах). В дополнительном варианте реализации изобретения, содержание Mg в матрице из алюминиевого сплава составляет около 0,9 (в массовых процентах).
Необязательно, матрица из алюминиевого сплава для композитного материала может дополнительно содержать или включать максимум (например, до включительно) около 0,2 Cu (меди, в массовых процентах). В некоторых вариантах реализации изобретения, присутствие Cu может повышать прочность сплава, например, в результате формирования выделений, которые вносят вклад в дисперсионное упрочнение. других вариантах реализации изобретения, содержание Cu в матрице из алюминиевого сплава меньше или равно около 0,14 (в массовых процентах). В еще одном варианте реализации изобретения, содержание Cu в матрице из алюминиевого сплава может составлять около 0,1 (в массовых процентах).
Необязательно, матрица из алюминиевого сплава для композитного материала может дополнительно содержать или включать максимум около 0,25 Mo. В некоторых вариантах реализации изобретения, присутствие Mo может повышать высокотемпературную прочность сплава. В варианте реализации изобретения, матрица из алюминиевого сплава для композитного материала содержит до включительно около 0,25, 0,24, 0,23, 0,22, 0,21, 0,20, 0,19, 0,18, 0,17, 0,16, 0,15, 0,14, 0,13, 0,12, 0,11 или 0,10 Mo (в массовых процентах). В еще одном варианте реализации изобретения, матрица из алюминиевого сплава для композитного материала содержит до включительно около 0,25 Mo (в массовых процентах). В некоторых вариантах реализации изобретения, Mo может вступать в реакцию с материалом-наполнителем и, в таком варианте реализации изобретения, до включительно 0,25 Mo добавляют к алюминиевому сплаву перед материалом-наполнителем. В таком варианте реализации изобретения, содержание Mo в матрице может все еще быть ниже 0,25. В другом варианте реализации изобретения, Mo добавляют к алюминиевому сплаву только в случаях, когда Ti или другая перитектическая добавка (такая как Cr, V, Nb, Zr, Sr или Sc) тоже добавляется к алюминиевому сплаву перед добавлением материала-наполнителя.
Матрица из алюминиевого сплава для композитного материала может содержать другие легирующие элементы. Например, в одном варианте реализации изобретения, в котором сплав используется в качестве материала матрицы для композита, содержащего материал-наполнитель B4C, перед добавлением наполнителя, для сохранения текучести (например, в течение операции смешивания в жидком состоянии), к жидкому сплаву может добавляться по меньшей мере около 0,20, в диапазоне от около 0,20 до около 5,0, в диапазоне от около 0,20 до около 1,00 или около 1,0 Ti (титана - все в массовых процентах). При использовании в виде монолитного сплава (например, в отсутствие материала-наполнителя, такого как, например, B4C), можно добавлять до включительно около 0,05 Ti и/или около 0,01 B (бора - в массовых процентах) в качестве добавки, измельчающей зерно. В композитном материале, эта спроектированная добавка Ti не должна обязательно присутствовать в матрице из алюминиевого сплава, и может формировать продукты реакции, по меньшей мере частично покрывающие частицы наполнителя (такие как, например, частицы B4C). По этой причине, в матрице композитного материала, описанного в данном документе, содержание Ti может быть ниже, чем около 0,05 и даже ниже чем около 0,01 (в массовых процентах).
Вместо или в комбинации с Ti, как показано в PCT/CA2013/050881 (опубликованной под № W02014/075194 22 мая 2014 г.), можно использовать другие добавки для реакции с частицами наполнителя и повышения текучести композитного материала в течение литейных операций. Такие добавки включают, но не ограничиваются этим, Cr (хром), V (ванадий), Nb (ниобий), Zr (цирконий), Sr (стронций), Sc (скандий) и любую их комбинацию.
Композитные материалы в соответствии с вариантами реализации изобретения, описанного в данном документе, могут демонстрировать хорошую прочность в широком диапазоне температур и могут проявлять повышенную прочность по сравнению с другими сплавами при высоких температурах, особенно после продолжительного воздействия высоких температур. При комнатной температуре, дисперсионное упрочнение в результате выделения Mg-Si представляет собой эффективный механизм для упрочнения сплавов, как описано в данном документе, но его действие ослабляется при более высоких температурах из-за укрупнения частиц. Другие механизмы упрочнения, такие как дисперсионное упрочнение и упрочнение твердого раствора, более термически стабильны. Добавки Mn, Fe и Si к алюминиевым сплавам по настоящему изобретению могут приводить к повышению объемной доли стабильных частиц второй фазы, такой как Al-Fe-Mn-Si, которые обеспечивают дисперсионное упрочнение. Кроме того, алюминиевые сплавы по настоящему изобретению содержат избыток Mg, который не ʺсвязанʺ в выделениях Mg-Si, а вместо этого находится в твердом растворе, где он может обеспечивать упрочнение твердого раствора. Дисперсионное упрочнение и упрочнение твердого раствора могут приводить к появлению повышенных высокотемпературных механических характеристик, описанных в данном документе, особенно в случаях, когда их действие объединяется.
Композитный материал, описанный в данном документе, может применяться в изготовлении множества различных деталей, и может быть исходно получен в виде заготовки. В данном документе термин ʺзаготовкаʺ может относиться к круглым заготовкам для экструзии, так же как к квадратным или прямоугольным заготовкам для прокатки. Термин ʺзаготовкаʺ охватывает также слитки и другие полуфабрикаты, которые могут быть произведены множеством способов, включая литейные технологии, такие как непрерывное или полунепрерывное литье и другие.
Композитные материалы в соответствии с вариантами реализации изобретения, описанного в данном документе, могут быть далее переработаны в конечные продукты. Например, заготовки композитного материала могут быть нагреты до температур в диапазоне 350-550°C и затем экструдированы в различные профили, которые, в общем случае, имеют постоянную форму поперечного сечения по всей их товарной длине. Экструдированные продукты из сплавов можно закаливать после экструзии, например, закалкой на воздухе или в воде, но быстрая закалка не является необходимым условием изобретения. В других вариантах реализации изобретения, могут использоваться дополнительные этапы обработки, включая технологические этапы, известные в данной области техники как обтяжка для улучшения прямолинейности. Понятно, что экструдированная деталь может иметь постоянное поперечное сечение, в одном варианте реализации изобретения, и может быть дополнительно обработана для изменения формы или формирования детали, например, резкой, обточкой, присоединением других компонентов или другими способами. Дополнительно или альтернативно, могут быть использованы другие технологии формования, включая прокатку, штамповку или другие способы обработки.
Некоторые из этих способов можно использовать также для обработки композитов, в которых сплав используется в качестве матрицы. Например, заготовка из такого композита может быть отлита из расплава, как описано ниже. Полученному в результате композитному материалу можно также придавать нужную форму такими способами как экструзия, прокатка, штамповка, другие виды обработки и машинной обработки и т. п. Сплав или композит, содержащий сплав, можно также подвергать фасонному литью с использованием различных технологий литья по форме.
Варианты реализации изобретения сплавов, описанные в данном документе, можно применять для производства композитных материалов со сплавом в качестве матрицы в комбинации с материалом-наполнителем. Следует отметить, что применение термина ʺматрицаʺ не подразумевает, что сплав составляет основную или наибольшую долю массы, объема и т. п. композита, если специально не указано иное. Вместо этого, матрица представляет собой материал, в который внедрен материал-наполнитель и который связывает материал-наполнитель в целое, и, в некоторых вариантах реализации изобретения, матрица может быть полностью непрерывной.
В одном варианте реализации изобретения, композитный материал содержит объемную долю материала-наполнителя до включительно 20%, и объемная доля материала матрицы составляет 80% или более композита. Например, в композите с материалом-наполнителем B4C, объемная доля материала-наполнителя в различных вариантах реализации изобретения может составлять около 4%, 7%, 10,5%, 12%, 16%, или 17,5%. Понятно, что, в одном варианте реализации изобретения, упомянутая выше объемная доля материала-наполнителя 20% может представлять совокупную объемную долю многих различных материалов-наполнителей и, в другом варианте реализации изобретения, названная объемная доля 20% может представлять объемную долю материала-наполнителя единственного типа (например, B4C), и могут присутствовать другие типы материалов-наполнителей.
Материал-наполнитель может быть любым из множества материалов, включая B4C и/или другие керамические материалы, так же как другие типы материалов (например, карбид кремния (SiC) или глинозем/оксид алюминия (Al2O3)). В одном варианте реализации изобретения, материал-наполнитель может иметь более высокую температуру плавления и/или более высокую твердость, чем матрица из алюминиевого сплава. Кроме того, материал-наполнитель может содержать множество различных материалов или типов материалов. Понятно, что многокомпонентный материал-наполнитель может содержать компоненты, некоторые из которых или все имеют более высокие температуры плавления и/или более высокую твердость, чем матрица из сплава. В одном варианте реализации изобретения, можно, как описано в данном документе, использовать сплав в качестве материала матрицы и B4C в качестве материала-наполнителя. В таком композите, B4C может обеспечивать способность к поглощению нейтронов, тогда как матрица из сплава может обеспечивать прочность и возможность придания композитному материалу нужных форм с помощью традиционных технологий формовки металла, таких как прокатка или экструзия. В других вариантах реализации изобретения, могут использоваться другие материалы-наполнители, поглощающие нейтроны и/или защищающие от радиации, и понятно, что, в одном варианте реализации изобретения, материал-наполнитель может иметь большую способность к поглощению нейтронов и защите от радиации, чем материал матрицы.
Композитный материал в соответствии с этим вариантом реализации изобретения может использоваться для хранения, герметизации, экранирования и т. п. отработавшего ядерного топлива и других радиоактивных материалов. Например, композит можно применять для производства контейнеров, экранов и/или других компонентов для использования в таких назначениях. Понятно, что материал-наполнитель может содержать B4C в комбинации с одним или более другими материалами. В другом варианте реализации изобретения, материал-наполнитель может содержать Al2O3 или SiC в комбинации с одним или более другими материалами (например, B4C). Кроме того, B4C и/или другие материалы-наполнители можно использовать в композитном материале для достижения других предпочтительных свойств, таких как твердость, износостойкость, прочность, различные фрикционные характеристики, различные тепловые и электрические свойства и т. п.
Композиты, в которых в качестве матрицы используется алюминиевый сплав, могут быть произведены множеством способов. В одном варианте реализации изобретения, сплав может быть смешан с материалом-наполнителем, когда сплав находится в жидком состоянии, а затем композит может быть произведен с помощью различных технологий литья/прессования. Один из таких способов описан в патенте США № 7 562 692, который во всей полноте введен в данный документ посредством ссылки, и в котором используется способ сохранения текучести расплавленной смеси, такой как присутствие в смеси по меньшей мере 0,2% мас. титана или другие способы, описанные в указанном документе. Этот способ особенно полезен для композитов, содержащих материалы-наполнители с B4C. В одном варианте реализации изобретения, расплавленный сплав матрицы содержит по меньшей мере 0,2 или от 0,2 до 2,0, в массовых процентах титана, который может присутствовать в сплаве перед плавлением или может быть добавлен к самому расплаву, например, в виде лигатуры Al-Ti, титансодержащих гранул или порошков и т. п. Материал-наполнитель B4C добавляют к расплаву, и титан вступает в реакцию с B4C, формируя слой титансодержащих реакционных продуктов, таких как борид титана (например, TiB2), на по меньшей мере части поверхности частиц B4C. Слой продуктов реакции может также содержать другие элементы, такие как углерод и/или алюминий. Большинство реакционных продуктов не диспергируется в матрице, и препятствует дальнейшему протеканию реакции между частицами B4C и матрицей из алюминиевого сплава. Следовательно, расплавленный композит может продолжительные периоды времени сохраняться без потери текучести, вызываемой постепенным образованием карбидов алюминия и других соединений, что способствует сохранению текучести расплавленной смеси. Частицы B4C могут сохранять это покрытие из продуктов реакции после затвердевания матрицы.В общем случае, этот способ можно осуществлять приготовлением смеси матрицы из алюминиевого сплава, как описано в данном документе, содержащего по меньшей мере 0,2 или от 0,2 до 2, в массовых процентах, Ti, и до включительно 20% об. частиц В4С, перемешиванием расплавленной смеси, для смачивания алюминиевым сплавом частиц В4С и распределения частиц по объему расплава, и последующим литьем расплавленной смеси.
Можно также использовать другие способы формирования композита. В другом варианте реализации изобретения, сплавом можно пропитывать материал-наполнитель, например, подавая материал-наполнитель в пористом виде (например, в виде частиц, пористой прессованной заготовки и т. П.), и расплавляя сплав для осуществления пропитки. В другом варианте реализации изобретения, можно использовать технологии порошковой металлургии, путем объединения частиц сплава с частицами материала-наполнителя (например, B4C, Al2O3 и/или SiC), с последующим нагревом/перемешиванием для формирования композита. В других вариантах реализации изобретения, могут использоваться различные другие технологии. Понятно, что способ производства продуктов из сплава, описанный в данном документе, можно также применять в производстве композитов, в которых используются такие сплавы, например, закаливание в воде после экструзии и т. п. В некоторых или во всех вариантах реализации изобретения, относящихся к формовке, материал-наполнитель можно подавать в пористом виде и/или в виде частиц.
Композитный материал может быть получен в процессе, который, в широком смысле, включает подачу элементов матрицы, добавление к матрице частиц и литье полученного композитного материала. Процесс может необязательно включать этап экструзии, прокатки, гомогенизации и/или термообработки композитного материала.
Настоящее изобретение будет проще понять, обратившись к приведенному ниже примеру, который приведен, скорее, для иллюстрации изобретения, чем для ограничения его объема.
ПРИМЕР I
Сыпучий состав A, представленный в Таблице 1 (ʺисходный составʺ) смешали при 740°C в электрической печи емкостью 36 кг и перемешали с использованием графитовой лопастной мешалки. Печь загерметизировали, вакуумировали и ввели в жидкий сплав частицы В4С, средний размер которых составлял 17,5 мкм, чтобы получить композитный материал с 10,5% об. частиц. После 5 минут перемешивания, вакуум убрали и печь открыли. Жидкий композит выдерживали в течение 60-120 мин. при 700-720°C для имитации продолжительности литья DC промышленной партии, а затем металл выливают в многократную стальную форму диаметром 106 мм x 500 мм и отверждают для получения индивидуальных заготовок. Для сохранения текучести, перед добавлением порошка B4C исходный состав содержал спроектированную добавку Ti в количестве 1,0% (мас./мас.) для формирования защитного слоя из Ti-содержащих продуктов реакции на поверхности частиц В4С, для предотвращения дальнейшего взаимодействия между B4C и сплавом алюминиевой матрицы. Результат второго анализа в Таблице 1 (ʺПосле добавления B4Cʺ) относится к матрице из сплава после примешивания B4C, выдерживания и удаления частиц В4С из образца жидкого металла фильтрацией через пористый керамический диск (известный под торговым наименованием PoDFA). При таком способе, любой слой продуктов реакции на частице тоже удаляется, так что этот анализ показывает действительный состав матрицы. В композитном материале, содержание Ti в матрице составляло < 0,01% (мас./мас.), это указывает, что практически весь Ti, добавленный к исходному расплаву, прореагировал с частицами. Без привязки к теории, подразумевается, что небольшое присутствие бора (B) в исходном расплаве было связано с загрязнением печи малым количеством B4C. В этом эксперименте, исходное содержание Mg в сплаве перед смешиванием составляло 0,77% (мас./мас.), что привело к 0,69% Mg (мас./мас.) в конечной матрице. Mg можно добавлять перед добавлением частиц и, в таких случаях, текучесть после выдерживания в течение 1 часа была достаточной для отливки заготовок.
Таблица 1. Состав материала A до и после добавления частиц В4С и смешивания. Измерения произведены с помощью оптической эмиссионной спектроскопии (все значения приведены в массовых процентах)
|
Полученные слитки были механически обработаны для получения заготовок 101,6 мм диаметром x 200 длиной. Заготовки были гомогенизированы в течение 2 часов при 560°C, и охлаждались со скоростью 350°C/час. Произвели их экструзию в профили 3×42 при температуре заготовки 480°C и скорости на выходе 34 м/мин, что привело к температурам на выходе в диапазоне 520-540°C. Заготовки подвергали индукционному нагреву (480°C) до температуры экструзии в течение 2 минут. Профиль подвергали закалке в воде, затем старению в течение 8 час/170°C. Затем образцы в течение 100 час подвергали воздействию температур 150, 200, 250 и 300°C и испытывали на растяжение при соответствующих температурах воздействия в соответствии с ISO 6896-2:2011 (E).
Состав материала B показан в Таблице 2. Материал B был произведен как композит, содержащий 10,5% об. B4C, таким же образом, как описанный выше материал A. В таблице 2 показан состав после исходного смешивания (ʺИсходный составʺ) и после добавления частиц В4С, выдерживания в течение 60 мин и фильтрации частиц (ʺПосле добавления B4Cʺ). Перед добавлением частиц, в течение исходного смешивания, опять добавляли Mg. Экструдированные заготовки были произведены описанным выше способом. Исходная добавка Ti составляла 1,0% (мас./мас.), измеренная концентрация Ti в расплаве составила 0,39% (мас./мас.) и, после перемешивания, он опять полностью прореагировал (рассчитанное содержание составило менее 0,01), создав вокруг частиц защитный слой из соединения Ti. Специалисту в данной области техники будет понятно, что традиционной OES трудно произвести измерение Ti на этом уровне. Перед добавлением частиц В4С, ввели добавку Mg, и после 60 мин смесь имела достаточную текучесть для литья в многократные формы. Испытание текучести с помощью стандартной K-формы (предварительно нагретой до 425°C) для литья профилей произвели на жидком образце композита, взятого из печи после 60 мин выдержки. Сплав B давал возможность отливать профиль длиной 315 мм. Применялись три варианта термообработки заготовки:(i) непосредственно после отливки (без термообработки), (ii) 4 час/550°C и охлаждение со скоростью 300°C/час или (iii) 24 час/375°C и охлаждение со скоростью 300°C/час.
Таблица 2. Состав материала B до и после добавления частиц В4С и смешивания. Измерения произведены с помощью оптической эмиссионной спектроскопии (% мас.)
|
Экструзию заготовок произвели в такие же профили, как описанные выше, с использованием температуры заготовки 430-440°C и скорости на выходе 8 м/мин. Профиль подвергли закалке на воздухе при выходе из зоны давления. Температуры на выходе волоки находились в диапазоне 500-540°C. Никакой дополнительной термообработки не применяли.
Таблица 3. Электропроводность материала B
|
В Таблице 3 показаны значения электропроводности материала B для заготовки и экструзии. Проводимость является индикатором уровня Mn в твердом растворе. Стандартная гомогенизация и обработка при 375°C привели к аналогичным значениям проводимости, и это указывает, что происходит экстенсивное выделение марганца в течение гомогенизации. Эти значения не изменяются в течение экструзии, что свидетельствует о слабом растворении этих частиц. Хотя схожесть значений для двух обработок указывает, что уровни Mn в твердом растворе и объемные доли частиц Mn были аналогичными, при более низкой температуре обработки можно ожидать более высокой плотности частиц и меньшего их размера. И наоборот, заготовка непосредственно после отливки имел более низкую проводимость из-за оставшегося в твердом растворе Mn, но это значение увеличилось в течение экструзии, указывая, что происходило значительное выделение в течение быстрого индукционного подогрева и теплового цикла экструзии.
В Таблице 4 и на Фигуре 1 показано сопоставление результатов, полученных для предела текучести материалов A и B для трех вариантов обработки заготовки, в зависимости от продолжительности воздействия и температуры испытаний. Значения Δ% представляют повышение или снижение прочности относительно материала A. До включительно 200°C, материал A проявляет наиболее высокую прочность, что связано, по меньшей мере частично, с остаточными эффектами структуры выделения Mg-Si, сформированной на этапе дисперсионного твердения. Ожидается, что свойства материала A, наблюдаемые при 150 и 200°C, будут ухудшаться при увеличении продолжительности воздействия, например, до 1 000 часов, из-за укрупнения и растворения этой структуры, что представляет типичное поведение для сплавов на основе 6XXX. При 250°C или выше, материал B имел более высокую прочность для всех состояний заготовки, он демонстрировал улучшение (до включительно 18,2%) предела текучести по сравнению с материалом A. Материал непосредственно после отливки (ʺотсутствуетʺ в Таблице 4) в целом демонстрировал более высокую прочность по всему диапазону температур тестирования, далее следовали варианты с термообработкой при 375°C и гомогенизацией при 550°C.
Таблица 4. Результаты измерения предела текучести (МПа)
|
Тенденции для прочности при растяжении, представленные в Таблице 5 и на Фигуре 2, были аналогичными, при этом варианты материала B демонстрировали улучшенную прочность (до включительно 25%) по сравнению с материалом А при 250°C и выше. Как и ранее, материал непосредственно после отливки демонстрировал более высокую прочность, чем при других обработках при 250°C или выше.
Таблица 5. Результаты измерения прочности при растяжении (МПа)
|
Следовательно, материал матрицы материала B для производства композитного материала AI-B4C, содержащего 10,5% об. B4C, при экструзионной обработке улучшает высокотемпературные характеристики при 250°C или выше по сравнению с доступными на данном уровне техники материалами 6XXX. При использовании с исходной добавкой Ti в количестве 0,5-5,0% (мас./мас.) или когда исходная концентрация Ti в расплаве составляет от 0,2 до 1,0% (мас./мас., массовое соотношение), материал сохраняет прекрасную текучесть во временных диапазонах промышленного производства и, следовательно, может производиться в промышленных масштабах по технологии литья DC. Mg можно результативно добавлять перед добавкой частиц В4С. Литую заготовку можно обработать с циклом гомогенизации 550°C или ниже для получения подходящей микроструктуры для высокотемпературной прочности или, альтернативно, для оптимальной прочности при 250°C или выше, заготовку непосредственно после отливки можно экструдировать в комбинации с индукционным или газовым подогревом до температуры заготовки в диапазоне 350-550°C.
ПРИМЕР II
Сыпучий состав композитного материала C, указанный в Таблице 6, с добавкой 10,5% об. B4C был произведен по методике, описанной в Примере I. Исходный состав до введения порошка B4C содержал спроектированную добавку Mo. Наблюдалось некоторое снижение содержания Mo от значения до добавления B4C и значением после добавления B4C и фильтрации, что указывает на определенные потери этого элемента в Mo-содержащие первичные фазы. Это было подтверждено последующей оптической металлографией. После выдерживания в течение 60 мин жидкий композитный материал был пригоден для производства литого профиля длиной 315 мм в стандартном тесте с K-формой, описанном в Примере I.
Таблица 6. Состав композитного материала С до и после добавления частиц В4С и смешивания. Измерения произведены с помощью OES (все значения приведены в % мас.). После добавления частиц В4С, композитный материал перемешали, отфильтровали и выдерживали в течение 60 мин.
|
Композитный материал отлили в заготовки диаметром 101 мм в подогретую многократную форму. Заготовки подвергли следующим термообработкам:
ʺНепосредственно после отливкиʺ, т. е., без тепловой обработки;
24 час/375°C; или
12 час/250°C и 24 час/375°C.
Контрольную и термообработанные заготовки экструдировали в профили 7×25 мм с использованием температуры заготовки ~ 500°C и скорости на выходе 20 м/мин. Температуры на выходе волоки составляли приблизительно 550°C. По длине экструдированных деталей их подвергали воздействию температуры 300°C в течение 100 час, а затем произвели испытание на растяжение при 300°C. Свойства при растяжении показаны в Таблице 7 в сравнении с композитным материалом B (описан в Примере I).
Таблица 7. Свойства при растяжении при 300°C (YS=предел текучести; UTS=предельная прочность при растяжении, и то, и другое в МПа) композитного материала C в сравнении с композитным материалом B в контрольном и термообработанных литых продуктах.
|
Добавление Mo приводит к полезному повышению предела текучести при 300°C на примерно 2% по сравнению с композитным материалом B, но только для заготовок, гомогенизированных в течение 24 час при 375°C. В случае заготовок, которые не подвергались термообработке перед экструзией, Mo-содержащий материал был немного мягче. Причины такого поведения в настоящее время непонятны, но, без привязки к теории, Mo имеет очень низкую диффузионную способность в алюминии и считается, что, возможно, требуется продолжительная обработка при 375°C, чтобы вызвать выделение Mo-содержащих дисперсных фаз. Применение двойной гомогенизационной обработки с использованием выдержки 12 час/250°C перед выдерживанием при 375°C не обеспечило какого-либо существенного улучшения прочности.
Хотя изобретение было описано в связи с конкретными вариантами его реализации, должно быть понятно, что объем формулы изобретения не ограничен предпочтительными вариантами реализации, изложенными в приведенных выше примерах, а должен восприниматься в самом широком смысле, совместимом с описанием в целом.
Композиция алюминиевого сплава с улучшенными механическими свойствами при повышенной температуре

