Результат интеллектуальной деятельности: Центробежный струйно-плазменный способ получения порошков металлов и сплавов
Вид РИД
Изобретение
Изобретение относится к металлургии, к области производства сферических порошков из металлов и сплавов, предназначенных для дальнейшей переработки методами аддитивных технологий или горячего изостатического прессования в изделия.
Известен способ центробежного получения металлических порошков, раскрытый в патенте РФ № 2468891, опубликованном от 18.11.2011 г. Порошок получают путем плазменной плавки и центробежного распыления при оплавлении торца вращающейся цилиндрической заготовки струей плазмы от плазмотрона, который устанавливают с эксцентриситетом относительно оси заготовки для полного равномерного нагрева и оплавления плоскости ее торца. Способ позволяет получать, в том числе и мелкодисперсные порошки за счет высокой частоты вращения заготовки. Однако, вследствие разрушения под действием центробежной силы кромки торца заготовки, могут образовываться крупные нерасплавленные частицы – отрывы, которые вовлекаются в массу порошка, загрязняя ее и снижая выход годного товарного материала.
Известен так же способ получения порошков из титановых сплавов, раскрытый в патенте РФ № 2478022, опубликованном от 07.11.2011 г., являющийся наиболее близким к заявляемому изобретению по совокупности существенных признаков. Способ включает расплавление торца цилиндрической вращающейся заготовки потоком плазмы в среде инертного газа с образованием мелкодисперсных частиц расплава, слетающих с периметра торца, которые охлаждаются и затвердевают в полете. Для интенсификации охлаждения частиц и предотвращения схватывания их друг с другом с образованием конгломератов, а также дополнительного охлаждения и снижения опасности разрушения перегретой кромки заготовки с образованием отрывов, предложено дополнительно вводить газ в пространство камеры распыления.
Введение дополнительного охлаждения в камеру распыления, не избавляет полностью процесс от возможности образования отрывов из-за высокой частоты вращения заготовки и разрушения кромки под действием центробежной силы.
Техническим результатом, на достижение которого направлено заявленное изобретение, является снижение необходимой частоты вращения заготовки при сохранении результата по наработке мелкодисперсных фракций порошка и устранение отрывов в массе получаемых частиц порошка.
Указанный технический результат достигается за счет того, что в способе, включающем плавление вращающейся цилиндрической заготовки плазменным потоком от плазмотрона с образованием движущейся под действием центробежной силы пленки расплава на ее торце и распадающейся на отдельные капли на периферии торца с последующим их охлаждением и затвердеванием в полете в защитной газовой атмосфере, плазменный поток в виде радиальных струй, сформированных за счет приближения плазмотрона к заготовке с образованием кольцевого сопла между их торцами разгоняют до скорости, при которой сила их динамического давления, действующая на расплав по периметру торца заготовки, становится соизмеримой с центробежной силой, а формирование частиц требуемого размера обеспечивают варьированием соотношения этих сил за счет изменения частоты вращения заготовки и геометрии кольцевого сопла.
Кроме того, кольцевое сопло формируют и поддерживают с фиксированным зазором между заготовкой и плазмотроном, установленных соосно, за счет регулирования скорости подачи заготовки к плазмотрону посредством управляющего сигнала, пропорционального разности статических давлений перед и после кольцевого сопла, при сохранении стабильного расхода потока плазмы и мощности плазмотрона, а поток плазмы формируют из плазмообразующего газа, с высокой удельной плотностью, при его массовом расходе, отнесенном к производительности по распыленному порошку составляющему 0,5 – 2,0 кг газа/кг порошка, причем высокую удельную плотность плазмообразующего газа обеспечивают в том числе, и за счет повышения статического давления.
Предлагаемый способ отличается от прототипа тем, что плазменный поток в виде радиальных струй, сформированных приближением плазмотрона к заготовке с образованием кольцевого сопла между их торцами разгоняют до скорости при которой сила их динамического давления, действующая на расплав по периметру торца заготовки, становится соизмеримой с центробежной силой, а формирование частиц требуемого размера обеспечивают варьированием соотношения этих сил за счет изменения частоты вращения заготовки и геометрии кольцевого сопла соответственно. Кроме того, кольцевое сопло формируют и поддерживают с фиксированным зазором между заготовкой и плазмотроном, установленных соосно, за счет регулирования скорости подачи заготовки к плазмотрону посредством управляющего сигнала, пропорционального разности статических давлений перед и после кольцевого сопла, при сохранении стабильного расхода потока плазмы и мощности плазмотрона, а поток плазмы формируют из плазмообразующего газа с высокой удельной плотностью, при его массовом расходе, отнесенном к производительности по распыленному порошку, составляющему 0,5 – 2,0 кг газа/кг порошка, причем высокую удельную плотность плазмообразующего газа обеспечивают в том числе и за счет повышения статического давления.
Эффект существенного снижения частоты вращения заготовки при получении мелкодисперсных фракций порошка в предлагаемом способе достигается за счет введения в механизм распыления пленки расплава на торце вращающейся заготовки фактора силового воздействия струй плазменного потока на процесс распада пленки расплава.
В известном способе центробежного распыления данный фактор не работает, поскольку поток плазмы в нем используется только как источник нагрева и плавления, а его динамическое воздействие на пленку расплава весьма мало и не оказывает какой либо значимой роли.
Механизм формирования размера частиц при распаде пленки расплава здесь обусловлен исключительно центробежной силой, величина которой пропорциональна частоте вращения заготовки и требует соответственно высоких оборотов вращения заготовки для выхода на мелкодисперсные фракции порошка.
В предлагаемом способе фактор силового воздействия струй вводится в механизм распыления за счет того, что плазменный поток в виде радиальных струй, сформированных приближением плазмотрона к заготовке с образованием кольцевого сопла между их торцами, разгоняют до скорости, при которой сила их динамического давления, действующая на расплав по периметру торца заготовки, становится соизмеримой с центробежной силой, а формирование частиц требуемого размера обеспечивают варьированием соотношения этих сил за счет изменения частоты вращения заготовки и геометрии кольцевого сопла.
Кроме того, кольцевое сопло формируют и поддерживают с фиксированным зазором между заготовкой и плазмотроном, установленных соосно, за счет регулирования скорости подачи заготовки к плазмотрону посредством управляющего сигнала, пропорционального разности статических давлений перед и после кольцевого сопла, при сохранении стабильного расхода потока плазмы и мощности плазмотрона, а поток плазмы формируют из плазмообразующего газа с высокой удельной плотностью, при его массовом расходе, отнесенном к производительности по распыленному порошку, составляющему 0,5 – 2,0 кг газа/кг порошка, причем высокую удельную плотность плазмообразующего газа обеспечивают в том числе, и за счет повышения статического давления.
Диапазон относительного массового расхода газа, составляющий 0,5 – 2,0 обусловлен тем, что при значении 0,5 только начинает работать газодинамический эффект на процесс распыления, а при 2,0 он становится наибольшим. Дальнейшее увеличение относительного расхода приводит к неустойчивой работе плазмотрона из-за срыва дуги вследствие высокой скорости газа в его сопловом канале.
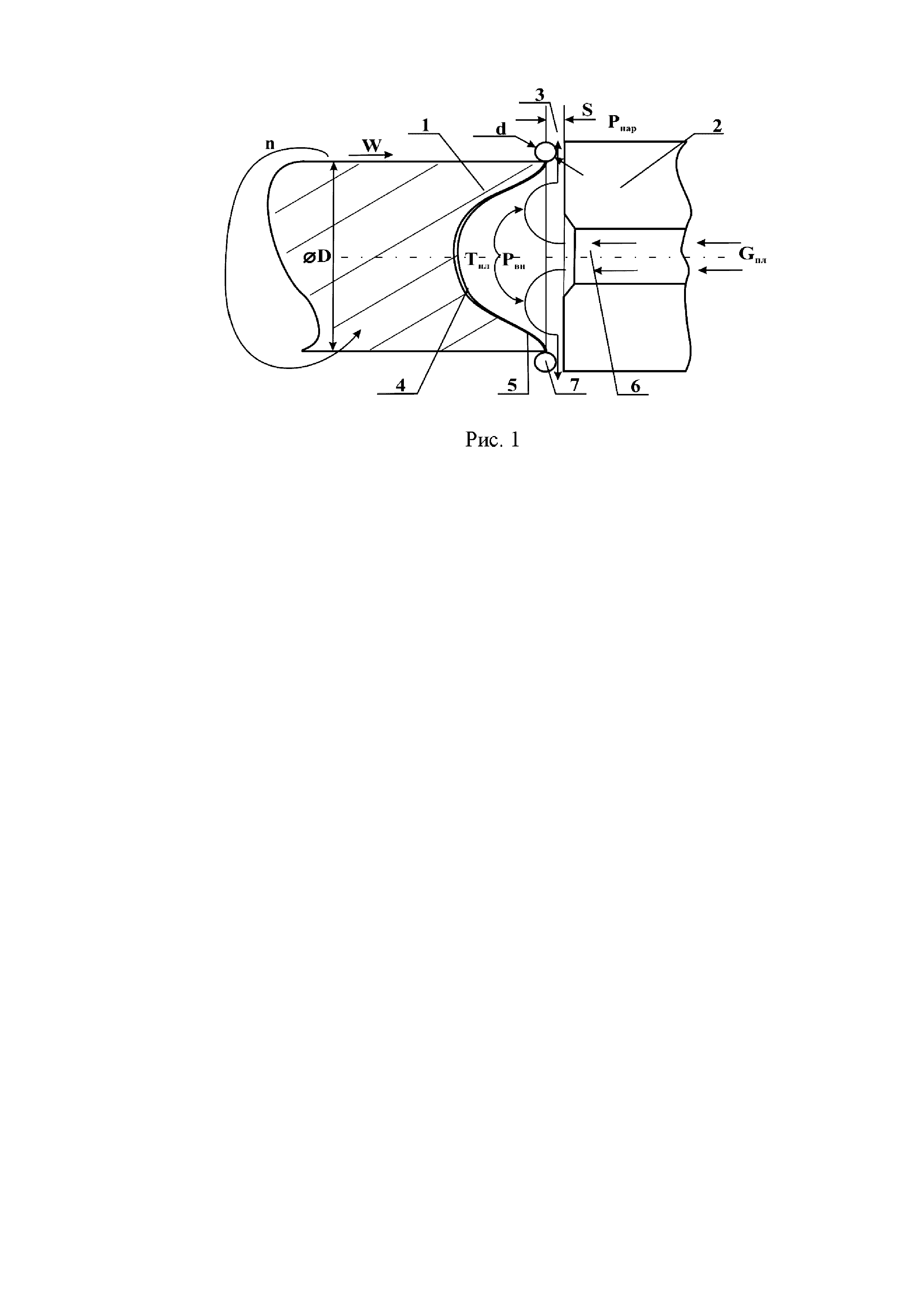
Сущность изобретения поясняется чертежами, где на рис.1 представлена принципиальная схема реализации предлагаемого способа. Цилиндрическая заготовка 1 диаметром D приводится во вращение с частотой n об/мин. К торцу заготовки приближают плазмотрон 2 с сопловым каналом 6, который генерирует поток плазмы с расходом Gпл и температурой Tпл, нагревающий и оплавляющий торец заготовки 1 с образованием пленки расплава 4. Скорость плавления заготовки выравнивают со скоростью W ее подачи на плазмотрон 2 так, чтобы щелевой зазор между ними s поддерживался постоянным. Вследствие газодинамического взаимодействия плазменного потока с расплавом совместно с центробежной силой, перемещающей пленку расплава 4 к кромке 5, в щелевом зазоре s пленка расплава разрушается и формируются частицы 7, размер которых d зависит от соотношения сил динамического давления плазменных струй и центробежной силы, действующих в совокупности с силами поверхностного натяжения расплава. Увеличивая поток плазмы Gпл повышают тем самым газодинамическое давление и его влияние на размер частиц, слетающих с кромки. Снижение потока плазмы Gпл приводит к обратному результату. Центробежная сила, как известно, пропорциональна частоте вращения заготовки. При повышении оборотов она возрастает, при снижении - наоборот падает. Аналогичный эффект получают изменением зазора s щели при неизменном потоке плазмы Gпл.
Поскольку косвенным параметром, характеризующим размер щели s является перепад давлений Pвн – Pнар, обусловленный газодинамическим сопротивлением плазменного потока, то данная величина принята в качестве параметра, по которому осуществляется управление процессом с воздействием на исполнительный механизм, обеспечивающий движение заготовки 1 со скоростью W так, чтобы зазор s оставался неизменным. Параметры потока плазмы Gпл и Tпл при этом так же поддерживают постоянными.
Предлагаемый центробежный струйно-плазменный способ был опробован экспериментально на установке центробежного распыления типа УЦР. При этом на данной установке были проведены сравнительные испытания способов получения порошков как известного в соответствии с прототипом, так и предлагаемого в соответствии с его приведенным описанием.
В сравниваемых вариантах способов получения порошков использовали одинаковые заготовки распыления диаметром 80 мм, длиной 700 мм из сплава ВВ 751П. Для обоих вариантов был задан одинаковый диапазон крупности частиц получаемого порошка -70 мкм.
Результаты сравнительных экспериментов представлены в таблице.
Таблица №1
|
Анализ результатов, представленных в таблице, позволяет сделать следующее заключение:
предлагаемый способ, в сравнении с прототипом, позволяет получать мелкодисперсные фракции порошка равной крупности при существенно меньших оборотах вращения заготовки (12-13 тыс. об/мин против 18,5- 19 тыс. об/мин), при снижении доли отрывов в порошке ( с 1,4-2,1% до 0,15- 0,23% ) и росте выходов годного на 3,6 %.
Способ изготовления труб из труднодеформируемых металлов
Способ прессования труб из магниевых гранул
Анод химического источника тока и способ его изготовления
Способ производства листов из термически упрочняемых алюминиевых сплавов, легированных скандием и цирконием
Способ получения гранул магния или магниевых сплавов
Способ изготовления тонкостенных труб из высокопрочных алюминиевых сплавов системы al-zn-mg-cu, легированных скандием и цирконием
Способ изготовления биметаллических листов и плит
Способ термической обработки заготовок дисков газотурбинных двигателей из жаропрочных сплавов на основе никеля
Деформируемый термически неупрочняемый сплав на основе алюминия
Способ изготовления осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы al-zn-mg-cu, легированного скандием и цирконием
Способ получения изделий из гранулированных жаропрочных никелевых сплавов
Способ получения порошков из жаропрочных никелевых сплавов
Способ получения металлического порошка методом центробежного распыления, устройство для осуществления способа
Порошковый жаропрочный никелевый сплав
Плазмотрон
Способ термообработки деталей из жаропрочных никелевых сплавов для повышения сопротивления малоцикловой усталости
Способ получения изделия из сплава типа вв751п с высокой прочностью и жаропрочностью
Жаропрочный порошковый никелевый сплав
Способ поэтапной закалки заготовок из гранулируемых жаропрочных никелевых сплавов
Теплоизолирующий колпак печи газостата

