Результат интеллектуальной деятельности: ГИДРИРОВАННЫЙ БЛОК-СОПОЛИМЕР, КОМПОЗИЦИЯ ПОЛИПРОПИЛЕНОВОЙ СМОЛЫ И ФОРМОВАННОЕ ИЗДЕЛИЕ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к гидрированному блок-сополимеру, композиции полипропиленовой смолы и формованному изделию.
УРОВЕНЬ ТЕХНИКИ
[0002]
Композиции полипропиленовой смолы обычно обладают превосходными стойкостью к действию химикатов и механическими свойствами, и поэтому используются во многих областях, включая упаковочные материалы, детали машин, детали автомобилей и т.п. Из-за проблем экологии в последнее время стала важной разработка негалоидированных прозрачных полимерных материалов. В частности, при производстве труб, листов, и пленок используются полипропиленовые смолы, и в этих областях возникла потребность, например, в размягчении полипропиленовой смолы или придании ей прозрачности в соответствии с применением.
[0003]
В ответ на описанную выше потребность Патентный документ 1, например, предлагает композицию полипропиленовой смолы, содержащую смесь полипропилена, сополимера этилена, полученного с помощью конкретного катализатора полимеризации, и гидрированного диенового полимера, имеющего конкретную структуру, и описывает, что такая композиция полипропиленовой смолы обладает превосходным балансом текучести, жесткости, ударной прочности и внешнего вида после формовки.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004]
Патентный документ 1: Японская выложенная патентная заявка № 8-269264
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005]
Формованные изделия, сформированные из композиций полипропиленовой смолы для использования в области упаковки для еды, упаковки для одежды и медицинской области, включая инфузионные трубки и инфузионные мешки и т.д., обязаны иметь хороший баланс таких свойств, как низкотемпературная ударная прочность, гибкость, прозрачность и низкая клейкость. Однако гидрированный диеновый полимер, описанный в Патентном документе 1, и композиция полипропиленовой смолы, полученная с использованием этого полимера, оставляют простор для улучшений баланса таких свойств, как низкотемпературная ударная прочность, гибкость, прозрачность и низкая клейкость. В частности, гибкость и низкотемпературная ударная прочность находятся друг с другом в так называемом взаимоисключающем соотношении, при котором улучшение одного из физических свойств ухудшает другое физическое свойство. Таким образом, обычные методики не могут достичь высокого уровня обоих этих физических свойств.
[0006]
Настоящее изобретение было сделано в свете проблем описанных выше стандартных методик. Задача настоящего изобретения состоит в том, чтобы предложить гидрированный блок-сополимер, обладающий превосходным балансом низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости формованного изделия при его использовании в композиции полипропиленовой смолы.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007]
Авторы настоящего изобретения провели тщательные исследования и эксперименты для того, чтобы решить проблемы обычных методик, и в результате сделали настоящее изобретение, установив, что эти проблемы могут быть решены при помощи гидрированного блок-сополимера, имеющего предопределенную конфигурацию.
[0008]
Настоящее изобретение представляет собой следующее:
[1]
Гидрированный блок-сополимер, содержащий в своей молекуле полимерный блок (C), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, полимерный блок (B), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, и полимерный блок (S), имеющий винилароматическое соединение в качестве главного компонента, в котором:
полимерный блок (B) содержит полимерные блоки (B1) и (B2);
в гидрированном блок-сополимере содержание полимерного блока (C) составляет 1-20 мас.%, содержание полимерного блока (B) составляет 73-97 мас.%, и содержание полимерного блока (S) составляет 1-15 мас.%;
количество виниловых связей перед гидрированием полимерного блока (C) составляет 1-25 мольн.%, количество виниловых связей перед гидрированием полимерного блока (B1) составляет 40 мольн.% или больше и 60 мольн.% или меньше, и количество виниловых связей перед гидрированием полимерного блока (B2) составляет больше чем 60 мольн.% и 100 мольн.% или меньше; и
степень гидрирования составляет 80 мольн.% или больше.
[2]
Гидрированный блок-сополимер по п. [1], в котором полное содержание полимерного блока (C) и полимерного блока (S) составляет 3-27 мас.% на 100 мас.% гидрированного блок-сополимера.
[3]
Гидрированный блок-сополимер по п. [1] или [2], в котором содержание полимерного блока (B1) составляет 10-60 мас.%, а содержание полимерного блока (B2) составляет 30-80 мас.% на 100 мас.% гидрированного блок-сополимера.
[4]
Гидрированный блок-сополимер по любому из пп. [1] - [3], в котором
полимерный блок (B) дополнительно содержит полимерный блок (B3), присутствующий на конце гидрированного блок-сополимера, и
содержание полимерного блока (B3) в гидрированном блок-сополимере составляет 1-10 мас.%.
[5]
Гидрированный блок-сополимер, содержащий в своей молекуле звено винилароматического соединения и звено соединения диена с сопряженными двойными связями, в котором:
содержание звена винилароматического соединения составляет 1-15 мас.%;
степень гидрирования гидрированного блок-сополимера составляет 80 мольн.% или больше;
содержание бутилена и/или содержание пропилена составляет 42-80 мольн.% на 100 мольн.% блока соединения диена с сопряженными двойными связями в целом;
гидрированный блок-сополимер имеет пик кристаллизации при температуре -20-80°C и имеет теплоту кристаллизации 0,1-10 Дж/г;
пик объема элюирования гидрированного блок-сополимера, полученный путем измерения методом хроматографии с температурным градиентом, находится в диапазоне 0°C или выше и 150°C или ниже, и ширина на половине высоты пика объема элюирования находится в диапазоне 20-40°C;
пик tan δ (Tg1), который наблюдается на графике тангенса потери тепла (tan δ), получаемом путем измерения твердой вязкоупругости (1 Гц) гидрированного блок-сополимера, и указывает на стеклование гидрированного блок-сополимера, находится в диапазоне -45°C или выше и 0°C или ниже, а высота пика tan δ составляет меньше чем 1,60; и
твердость по Шору А гидрированного блок-сополимера составляет 15-60.
[6]
Гидрированный блок-сополимер по любому из пп. [1] - [5], в котором микрофазно-разделенная структура содержит сферическую структуру.
[7]
Гидрированный блок-сополимер по любому из пп. [1] - [6], в котором пик tan δ (Tg1), который наблюдается на графике тангенса потери тепла (tan δ), получаемом путем измерения твердой вязкоупругости (1 Гц) гидрированного блок-сополимера, и указывает на стеклование гидрированного блок-сополимера, находится в диапазоне выше чем -45°C и -30°C или ниже, и разность ΔTg между Tg1 и пиком tan δ (Tg2), наблюдаемым при добавлении 30 мас.% гидрированного блок-сополимера к гомополипропилену, то есть Tg1-Tg2, составляет от 3 до 12°C.
[8]
Гидрированный блок-сополимер по любому из пп. [1] - [7], в котором
при измерении 13C-ЯМР отношение интегрированного значения в диапазоне 29,4-30,0 частей на миллион к интегрированному значению в диапазоне 9,0-14,0 частей на миллион, интеграл в диапазоне 29,4-30,0 частей на миллион/интеграл в диапазоне 9,0-14,0 частей на миллион, находится в диапазоне от отношения интегрированных значений, определяемого следующей формулой (1), до отношения интегрированных значений, определяемого следующей формулой (2), и
содержание бутилена составляет 50-80 мольн.%:
Отношение интегрированных значений=((1,23+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (1), и
Отношение интегрированных значений=((12,28+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (2).
[9]
Композиция полипропиленовой смолы, содержащая 1-99 мас.% гидрированного блок-сополимера по любому из пп. [1] - [8] и 1-99 мас.% полипропиленовой смолы.
[10]
Композиция полипропиленовой смолы по п. [9], в которой при широкоугольной рентгеновской дифрактометрии отношение интенсивности дифракционного пика (I(14)) при угле рассеивания (2θ) 14° к интенсивности дифракционного пика (I(15)) при угле рассеивания (2θ) 15°, то есть значение I(14)/I(15), составляет 0,1 или больше и меньше чем 1,4.
[11]
Композиция полипропиленовой смолы по п. [9] или [10], в которой, при измерении с помощью хроматографии перекрестного фракционирования, интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 10% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 1% или больше и меньше чем 99% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 1% или больше и меньше чем 99% от общего объема.
[12]
Композиция полипропиленовой смолы по любому из пп. [9] - [11], в которой полипропиленовая смола представляет собой статистический полипропилен.
[13]
Формованное изделие, содержащее гидрированный блок-сополимер по любому из пп. [1] - [8].
[14]
Формованное изделие, содержащее композицию полипропиленовой смолы по любому из пп. [9] - [12].
[15]
Многослойная пленка, содержащая слой, содержащий полипропиленовую смолу и гидрированный блок-сополимер по любому из пп. [1] - [8].
[16]
Многослойная пленка по п. [15], в которой:
многослойная пленка содержит наружный слой, промежуточный слой и внутренний слой;
наружный слой содержит полипропиленовую смолу P1;
промежуточный слой содержит полипропиленовую смолу P2 и гидрированный блок-сополимер; и
внутренний слой содержит полипропиленовую смолу P3 и/или полиэтиленовую смолу.
[17]
Многослойная пленка по п. [16], в которой толщина наружного слоя составляет 5-50 мкм, толщина промежуточного слоя составляет 100-200 мкм, и толщина внутреннего слоя составляет 5-50 мкм.
[18]
Многослойная пленка по любому из пп. [15] - [17], в которой при измерении с помощью хроматографии перекрестного фракционирования (CFC) интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 75% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 5% или больше и меньше чем 80% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 20% или больше и меньше чем 95% от общего объема.
[19]
Труба, содержащая слой, содержащий полипропиленовую смолу и гидрированный блок-сополимер по любому из пп. [1] - [8].
[20]
Труба по п. [19], в которой содержание гидрированного блок-сополимера составляет 40-95 мас.%, а содержание полипропиленовой смолы составляет 5-60 мас.%.
[21]
Труба по п. [19] или [20], дополнительно содержащая гидрированный блок-сополимер (a2), отличающийся от гидрированного блок-сополимера, причем:
гидрированный блок-сополимер (a2) содержит полимерный блок (C-2), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, полимерный блок (B-2), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, и полимерный блок (S-2), имеющий винилароматическое соединение в качестве главного компонента;
в гидрированном блок-сополимере (а2) содержание полимерного блока (C-2) составляет 0-15 мас.%, содержание полимерного блока (B-2) составляет 75-97 мас.%, и содержание полимерного блока (S-2) составляет 3-25 мас.%;
количество виниловых связей перед гидрированием полимерного блока (C-2) составляет 1-25 мольн.%, а количество виниловых связей перед гидрированием полимерного блока (B-2) составляет 40-100 мольн.%; и
степень гидрирования гидрированного блок-сополимера (а2) составляет 80 мольн.% или больше.
[22]
Труба по п. [21], в которой полное содержание гидрированного блок-сополимера и гидрированного блок-сополимера (a2) составляет 40-95 мас.%, а содержание полипропиленовой смолы составляет 5-60 мас.%.
[23]
Труба по любому из пп. [19] - [22], в которой:
труба содержит наружный слой и внутренний слой;
внутренний слой содержит гидрированный блок-сополимер;
толщина наружного слоя составляет 5-1000 мкм; и
толщина внутреннего слоя составляет 10-3000 мкм.
[24]
Труба по п. [23], в которой содержание полипропиленовой смолы в наружном слое составляет 60-95 мас.%, а содержание гидрированного блок-сополимера в наружном слое составляет 5-40 мас.%.
[25]
Труба по любому из пп. [19] - [24], в которой:
труба содержит наружный слой и внутренний слой;
внутренний слой содержит гидрированный блок-сополимер;
толщина наружного слоя составляет 5-1000 мкм; и
толщина внутреннего слоя составляет 10-3000 мкм.
[26]
Труба по п. [25], в которой содержание полипропиленовой смолы во внутреннем слое составляет 5-60 мас.%, а содержание гидрированного блок-сополимера во внутреннем слое составляет 40-95 мас.%.
[27]
Труба по любому из пп. [19] - [26], в которой при измерении с помощью хроматографии перекрестного фракционирования (CFC) интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 40% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 40% или больше и меньше чем 95% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 5% или больше и меньше чем 60% от общего объема.
[28]
Клейкая пленка, содержащая:
пленку подложки; и
клейкий слой, содержащий гидрированный блок-сополимер по любому из пп. [1] - [8] и расположенный на пленке подложки.
[29]
Клейкая пленка по п. [28], в которой:
клейкий слой дополнительно содержит 5-95 мас.% гидрированного блок-сополимера (b) и/или гидрированного блок-сополимера (c);
гидрированный блок-сополимер (b) содержит в своей молекуле полимерный блок (B-1), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, а также полимерный блок (S1), имеющий винилароматическое соединение в качестве главного компонента;
в гидрированном блок-сополимере (b) содержание полимерного блока (B-1) составляет от 95 до 70 мас.%, а содержание полимерного блока (S1) составляет 5-30 мас.%;
количество виниловых связей перед гидрированием полимерного блока (B-1) составляет 30-100 мольн.%;
степень гидрирования гидрированного блок-сополимера (b) составляет 80 мольн.% или больше;
гидрированный блок-сополимер (c) содержит в своей молекуле полимерный блок (B-2), содержащий соединение диена с сопряженными двойными связями и винилароматическое соединение, а также полимерный блок (S2), имеющий винилароматическое соединение в качестве главного компонента;
в гидрированном блок-сополимере (с) содержание полимерного блока (B-2) составляет от 95 до 70 мас.%, а содержание полимерного блока (S2) составляет 5-30 мас.%; и
степень гидрирования гидрированного блок-сополимера (с) составляет 80 мольн.% или больше.
[30]
Клейкая пленка по п. [28] или [29], которая дополнительно содержит 0,5-50 мас.% реагента, придающего клейкость.
[31]
Клейкая пленка по п. [30], в которой реагент, придающий клейкость, представляет собой по меньшей мере одно вещество, выбираемое из группы, состоящей из гидрированной терпеновой смолы, ароматически модифицированной гидрированной терпеновой смолы, гидрированной терпенфенольной смолы и терпенфенольной смолы.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0009]
Гидрированный блок-сополимер в соответствии с настоящим изобретением способен обеспечивать хороший баланс низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости к формованному изделию при его применении в композиции полипропиленовой смолы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010]
[Фиг. 1] Фиг. 1 представляет собой график, показывающий соотношение между содержанием бутилена и отношением интегрированное значение в диапазоне 29,4-30,0 частей на миллион/интегрированное значение в диапазоне 9,0-14,0 частей на миллион в гидрированном блок-сополимере в соответствии с настоящим вариантом осуществления.
[Фиг. 2] Фиг. 2 представляет собой изображение TEM, показывающее пример, в котором гидрированный блок-сополимер в соответствии с настоящим вариантом осуществления формирует микрофазно-разделенную структуру, содержащую сферическую структуру.
[Фиг. 3] Фиг. 3 представляет собой изображение TEM, показывающее пример, в котором гидрированный блок-сополимер не формирует микрофазно-разделенную структуру, содержащую сферическую структуру.
[Фиг. 4] Фиг. 4 показывает один пример кривой напряжения, полученной из соотношения между напряжением и расстоянием между зажимами, когда напряжение изгиба трубы измерялось с использованием прибора для испытаний на сжатие и растяжение.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0011]
Далее будет подробно описан один вариант осуществления настоящего изобретения (далее именуемый «настоящим вариантом осуществления»). Настоящий вариант осуществления приведен для того, чтобы проиллюстрировать настоящее изобретение, и не предназначен для ограничения настоящего изобретения. Настоящее изобретение может быть выполнено с различными изменениями или модификациями без выхода за рамки объема настоящего изобретения.
[0012]
<Гидрированный блок-сополимер>
Гидрированный блок-сополимер настоящего варианта осуществления содержит в своей молекуле полимерный блок (C), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, полимерный блок (B), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, и полимерный блок (S), имеющий винилароматическое соединение в качестве главного компонента, в котором: полимерный блок (B) содержит полимерные блоки (B1) и (B2); в гидрированном блок-сополимере содержание полимерного блока (C) составляет 1-20 мас.%, содержание полимерного блока (B) составляет 73-97 мас.%, и содержание полимерного блока (S) составляет 1-15 мас.%; количество виниловых связей перед гидрированием полимерного блока (C) составляет 1-25 мольн.%, количество виниловых связей перед гидрированием полимерного блока (B1) составляет 40 мольн.% или больше и 60 мольн.% или меньше, и количество виниловых связей перед гидрированием полимерного блока (B2) составляет больше чем 60 мольн.% и 100 мольн.% или меньше; и степень гидрирования составляет 80 мольн.% или больше.
Кроме того, гидрированный блок-сополимер упомянутого выше настоящего варианта осуществления может быть определен следующим образом: гидрированный блок-сополимер настоящего варианта осуществления содержит в своей молекуле блок винилароматического соединения и блок соединения диена с сопряженными двойными связями, в котором: содержание блока винилароматического соединения составляет 1-15 мас.%; степень гидрирования гидрированного блок-сополимера составляет 80 мольн.% или больше; содержание бутилена и/или содержание пропилена составляет 42-80 мольн.% на 100 мольн.% суммарного содержания блока соединения диена с сопряженными двойными связями; гидрированный блок-сополимер имеет пик кристаллизации при -20-80°C и имеет теплоту кристаллизации 0,1-10 Дж/г;
пик объема элюирования гидрированного блок-сополимера, полученный путем измерения методом хроматографии с температурным градиентом (в дальнейшем упоминаемым как «TGIC»), находится в диапазоне 0°C или выше и 150°C или ниже, и ширина на половине высоты пика объема элюирования находится в диапазоне 20-40°C; пик tan δ (Tg1), который наблюдается на графике тангенса потери тепла (tan δ), получаемом путем измерения твердой вязкоупругости (1 Гц) гидрированного блок-сополимера, и указывает на стеклование гидрированного блок-сополимера, находится в диапазоне -45°C или выше и 0°C или ниже, а высота пика tan δ составляет меньше чем 1,60; и
твердость по Шору А гидрированного блок-сополимера (a1) составляет 15-60.
Гидрированный блок-сополимер в соответствии с настоящим вариантом осуществления, сконфигурированным как описано выше, способен обеспечивать хороший баланс низкотемпературной ударной прочности (в дальнейшем упоминаемой как «ударная прочность»), гибкости, прозрачности и низкой клейкости к формованному изделию при его применении в композиции полипропиленовой смолы.
[0013]
(Гидрированный блок-сополимер)
Гидрированный блок-сополимер в соответствии с настоящим вариантом осуществления (в дальнейшем также просто упоминаемый как «гидрированный блок-сополимер (a)») содержит в своей молекуле полимерный блок (C), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента (в дальнейшем также просто упоминаемый как «полимерный блок (C)»), полимерный блок (B), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента (в дальнейшем также просто упоминаемый как «полимерный блок (B)»), и полимерный блок (S), имеющий винилароматическое соединение в качестве главного компонента (в дальнейшем, также просто упоминаемый как «полимерный блок (S)»).
В этой связи фраза «содержит... в качестве главного компонента» означает содержание 60 мас.% или больше мономерного звена в полимерном блоке.
Содержание соединений диена с сопряженными двойными связями в полимерном блоке (C) и полимерном блоке (B), каждый из которых имеет соединение диена с сопряженными двойными связями в качестве главного компонента, составляет для каждого независимо предпочтительно 70 мас.% или больше, более предпочтительно 80 мас.% или больше, еще более предпочтительно 90 мас.% или больше с точки зрения ударной прочности, гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы. Содержание винилароматического соединения в полимерном блоке (S), имеющем винилароматическое соединение в качестве главного компонента, предпочтительно составляет 70 мас.% или больше, более предпочтительно 80 мас.% или больше, еще более предпочтительно 90 мас.% или больше с точки зрения низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы.
Содержание соединения диена с сопряженными двойными связями и содержание винилароматического соединения могут быть измерены с помощью спектрометрии ядерного магнитного резонанса (ЯМР).
Блок соединения диена с сопряженными двойными связями является блоком, формирующим гидрированный блок-сополимер (a), и относится к блоку, получаемому из мономера соединения диена с сопряженными двойными связями. Кроме того, блок винилароматического соединения является блоком, формирующим гидрированный блок-сополимер (a), и относится к блоку, получаемому из мономера винилароматического соединения.
[0014]
«Количество виниловых связей перед гидрированием» в полимерных блоках (C) и (B) означает процент (мольн.%) негидрированных диенов с сопряженными двойными связями, присоединенных связями 1,2 и 3,4, относительно негидрированных диенов с сопряженными двойными связями, присоединенных связями 1,2, 3,4 и 1,4.
Количество виниловых связей может быть измерено с помощью спектрометрии ядерного магнитного резонанса (ЯМР).
[0015]
В настоящем варианте осуществления диен с сопряженными двойными связями для использования в полимерном блоке (C) или (B) в гидрированном блок-сополимере (a) является диолефином, имеющим пару сопряженных двойных связей. Примеры такого диолефина включают в себя, не ограничиваясь этим, 1,3-бутадиен, 2-метил-1,3-бутадиен (изопрен), 2,3-диметил-1,3-бутадиен, 1,3-пентадиен, 2-метил-1,3-пентадиен, 1,3-гексадиен и фарнезен. В частности, обычные примеры такого диолефина включают в себя 1,3-бутадиен и изопрен. Эти диены с сопряженными двойными связями могут использоваться по отдельности или в комбинации двух или более из них.
В настоящем варианте осуществления предпочтительно, чтобы полимерный блок (C) содержал бутадиен, а полимерный блок (B) содержал бутадиен или изопрен с точки зрения прозрачности и гибкости формованного изделия из получаемой композиции полипропиленовой смолы.
[0016]
В настоящем варианте осуществления примеры винилароматического соединения для использования в полимерном блоке (S) в гидрированном блок-сополимере (a) включают в себя, не ограничиваясь этим, виниловые ароматические соединения, такие как стирол, α-метилстирол, п-метилстирол, дивинилбензол, 1,1-дифенилэтилен, N,N-диметил-п-аминоэтилстирол и N,N-диэтил-п-аминоэтилстирол. Из них стирол, α-метилстирол или 4-метилстирол являются предпочтительными с точки зрения доступности и производительности. Особенно предпочтительным является стирол. Полимерный блок (S) может состоять из одного блока винилароматического соединения или может из двух или больше блоков винилароматического соединения.
[0017]
Содержание полимерного блока (C) в гидрированном блок-сополимере (a) составляет 1-20 мас.% с точки зрения гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения содержание полимерного блока (C) в гидрированном блок-сополимере (a) предпочтительно составляет 2-15 мас.%, и более предпочтительно 3-10 мас.%. Содержание полимерного блока (C) может быть измерено способом, описанным в нижеприведенных Примерах.
[0018]
Количество виниловых связей (в дальнейшем, также просто упоминаемое как «виниловое содержание») перед гидрированием полимерного блока (C) составляет 1-25 мольн.% с точки зрения диспергируемости в полипропиленовой смоле и с точки зрения гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения количество виниловых связей перед гидрированием полимерного блока (C) предпочтительно составляет 3-22 мольн.%, и более предпочтительно 5-20 мольн.%.
Количество виниловых связей перед гидрированием полимерного блока (C), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, может быть конкретно измерено способом, описанным в нижеприведенных Примерах.
Количеством виниловых связей можно управлять путем использования винилирующего агента, такого как полярное соединение или основание Льюиса (например, эфир или амин).
[0019]
Содержание полимерного блока (В) в гидрированном блок-сополимере (a) составляет 73-97 мас.% с точки зрения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения содержание полимерного блока (B) предпочтительно составляет 75-95 мас.%, и более предпочтительно 82-93 мас.%. Содержание полимерного блока (В) может быть измерено способом, описанным в нижеприведенных Примерах.
[0020]
В настоящем варианте осуществления количестве виниловых связей перед гидрированием полимерного блока (B) определяется для каждого из полимерного блока (B1) и полимерного блока (B2), содержащихся в блоке. В частности, количество виниловых связей перед гидрированием полимерного блока (B1) составляет 40 мольн.% или больше и 60 мольн.% или меньше с точки зрения ударной прочности формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения количество виниловых связей перед гидрированием полимерного блока (В1) предпочтительно составляет 42-58 мольн.%, и более предпочтительно 45-55 мольн.%. количество виниловых связей перед гидрированием полимерного блока (B2) составляет больше чем 60 мольн.% и 100 мольн.% или меньше с точки зрения гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения количество виниловых связей перед гидрированием полимерного блока (В2) предпочтительно составляет 65-95 мольн.%, и более предпочтительно 70-90 мольн.%.
Количество виниловых связей перед гидрированием полимерного блока (В), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, может быть конкретно измерено способом, описанным в нижеприведенных Примерах.
Количеством виниловых связей можно управлять путем использования винилирующего агента, такого как полярное соединение или основание Льюиса (например, эфир или амин).
[0021]
Как было описано выше, гидрированный блок-сополимер (a) настоящего варианта осуществления имеет полимерный блок (C) и полимерный блок (B), и тем самым содержит по меньшей мере три полимерных блока, отличающиеся по виниловому содержанию. В частности, гидрированный блок-сополимер (a) настоящего варианта осуществления имеет: полимерный блок (C), который имеет низкое виниловое содержание, 1-25 мольн.%, и способствует низкой клейкости; полимерный блок (B1), который имеет умеренное виниловое содержание, 40 мольн.% или больше и 60 мольн.% или меньше, и способствует ударной прочности; и полимерный блок (B2), который имеет высокое виниловое содержание, больше чем 60 мольн.% и 100 мольн.% или меньше, и способствует гибкости и прозрачности, и тем самым обеспечивает, в частности, превосходный баланс ударной прочности, гибкости и прозрачности за счет взаимодействия свойств этих полимерных блоков. В частности, гидрированный блок-сополимер (a) настоящего варианта осуществления может особенно улучшать баланс между ударной прочностью, гибкостью и прозрачностью, которые, как считалось ранее, находятся во взаимоисключающих отношениях.
[0022]
В настоящем варианте осуществления содержание полимерного блока (B1) предпочтительно составляет 10-60 мас.%, и содержание полимерного блока (B2) предпочтительно составляет 30-80 мас.% в 100 мас.% полимерного блок-сополимера (a) с точки зрения баланса ударной прочности, гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. С подобных точек зрения содержание полимерного блока (B1) более предпочтительно составляет 15-55 мас.%, и содержание полимерного блока (B2) более предпочтительно составляет 40-75 мас.%. Содержание полимерного блока (B1) еще более предпочтительно составляет 20-50 мас.%, и содержание полимерного блока (B2) еще более предпочтительно составляет 50-70 мас.%. Эти содержания могут быть измерены способом, описанным в нижеприведенных Примерах.
[0023]
Содержание полимерного блока (S) в гидрированном блок-сополимере (a) составляет 1-15 мас.% с точки зрения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения содержание полимерного блока (S) предпочтительно составляет 2-12 мас.%, и более предпочтительно 3-9 мас.%. Содержание полимерного блока (S) и содержание блока винилароматического соединения в гидрированном блок-сополимере могут быть измерены способом, описанным в нижеприведенных Примерах.
[0024]
Содержание бутилена и/или содержание пропилена в гидрированном блок-сополимере (a) составляет 42-80 мольн.%, и предпочтительно составляет 45-80 мольн.%, более предпочтительно 55-70 мольн.% на 100 мольн.% в сумме блока соединения диена с сопряженными двойными связями с точки зрения баланса ударной прочности, гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. Содержание бутилена и/или содержание пропилена могут быть измерены способом, описанным в нижеприведенных Примерах. Содержанием бутилена и/или содержанием пропилена можно управлять путем использования винилирующего агента, такого как полярное соединение или основание Льюиса (например, эфир или амин) или путем изменения степени гидрирования.
[0025]
В настоящем варианте осуществления суммарное содержание полимерного блока (C) и полимерного блока (S) в гидрированном блок-сополимере (a) предпочтительно составляет 3-27 мас.%, более предпочтительно 5-25 мас.%, еще более предпочтительно 7-18 мас.% с точки зрения гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы.
[0026]
Примеры структуры гидрированного блок-сополимера (a) настоящего варианта осуществления включают в себя, особенно не ограничиваясь этим, структуры, представленные следующими формулами:
[0027]
(C-B)n-S,
(C-B-S)n,
(C-B-S)n-(B3),
(C-B-S-(B3))n,
(C-B-S)m-X, и
(C-B-S-(B3))m-X, где C, B, S и B3 представляют собой полимерные блоки (C), (B), (S) и (B3), который будет упомянут позже, и когда имеется множество полимерных блоков (C), (B), (S) или (B3), эти полимерные блоки могут отличаться или быть одинаковыми; один блок B представляет собой по меньшей мере один полимерный блок (B1) и полимерный блок (B2), и может состоять из множества полимерных блоков (B1) и полимерных блоков (B2); и когда есть только один B, этот B состоит из по меньшей мере одного полимерного блока (B1) и по меньшей мере одного полимерного блока (B2); n представляет собой целое число 1 или больше, предпочтительно 1-3; m представляет собой целое число 2 или больше, предпочтительно 2-6; и X представляет собой остаток связующего вещества или остаток многофункционального инициатора.
Полимер, представленный структурной формулой C-B-S или C-B-S-(B3), является особенно предпочтительным.
[0028]
В настоящем варианте осуществления полимерный блок (B) предпочтительно дополнительно содержит полимерный блок (B3) на конце гидрированного блок-сополимера, и содержание полимерного блока (B3) в гидрированном блок-сополимере составляет 1-10 мас.%, с точки зрения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. С подобных точек зрения содержание в гидрированном блок-сополимере полимерного блока (B3) более предпочтительно составляет 1,5-7 мас.%, и еще более предпочтительно 2-5 мас.%.
Содержанием полимерного блока (B3) на конце гидрированного блок-сополимера (a) можно управлять с помощью состава подаваемых мономеров полимеризации.
[0029]
Степень гидрирования гидрированного блок-сополимера (a), то есть степень гидрирования всех блоков соединения диена с сопряженными двойными связями, содержащихся в гидрированном блок-сополимере (a), составляет 80 мольн.% или больше и предпочтительно 85 мольн.% или больше, более предпочтительно 90 мольн.% или больше, и еще более предпочтительно 95 мольн.% или больше.
Степень гидрирования всех ненасыщенных блоков, содержащихся в мономерных звеньях диена с сопряженными двойными связями гидрированного блок-сополимера (a), может быть измерена способом, описанным в нижеприведенных Примерах.
[0030]
Степень гидрирования устанавливается равной 80 мольн.% или больше, чтобы тем самым улучшить кристаллизацию полимерного блока (C) и тем самым улучшить стойкость к слипанию гидрированного блок-сополимера, а также обрабатываемость и низкую клейкость формованного изделия из получаемой композиции полипропиленовой смолы. В дополнение к этому, полимерный блок (B) и полипропиленовая смола имеют более близкие параметры растворимости, так что гидрированный блок-сополимер (a) имеет хорошую диспергируемость. Следовательно, формованное изделие из получаемой композиции полипропиленовой смолы имеет хорошую гибкость и прозрачность.
[0031]
Степенью гидрирования можно управлять, например, изменяя количество катализатора гидрирования. Скоростью гидрирования можно управлять, например, изменяя количество катализатора гидрирования, количество подаваемого водорода, давление или температуру.
[0032]
При измерении методом хроматографии с температурным градиентом (в дальнейшем упоминаемым как «TGIC») сухого образца экстрактов Сокслета из гидрированного блок-сополимера (a) настоящего варианта осуществления, композиции полипропиленовой смолы, которая будет обсуждена позже, или формованного изделия, которое будет обсуждено позже, температура пика объема элюирования находится в диапазоне 0°C или выше и 150°C или ниже, а ширина на половине высоты пика объема элюирования находится в диапазоне 20-40°C.
Когда наблюдается описанное выше поведение, имеется тенденция к улучшению баланса низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы.
С аналогичных точек зрения температура пика элюирования в диапазоне 0°C или выше и 150°C или ниже более предпочтительно составляет 30°C или выше и 140°C или ниже, еще более предпочтительно 45°C или выше и 130°C или ниже, а ширина этого пика на половине его высоты более предпочтительно составляет 21-37°C, и еще более предпочтительно 22-34°C.
Шириной на половине высоты пика объема элюирования TGIC можно управлять, например, изменяя доли упомянутых выше полимерных блоков (C), (B1) или (B2). Объем элюирования TGIC может быть измерен способом, описанным в нижеприведенных Примерах.
Ширина на половине высоты зависит от структуры гидрированного блок-сополимера (a). При одинаковых условиях измерения ширина на половине высоты пика объема элюирования не изменяется между случаем использования в качестве образца для измерения гидрированного блок-сополимера (a) и случаем использования в качестве образца для измерения полимерной композиции, содержащей гидрированный блок-сополимер (a), или пленки, трубы и т.п. (независимо от условий формовки), полученных путем ее формовки.
[0033]
Гидрированный блок-сополимер (a) имеет пик кристаллизации в диапазоне температур -20-80°C и имеет теплоту кристаллизации 0,1-10 Дж/г, с точки зрения стойкости к слипанию гидрированного блок-сополимера, а также гибкости, прозрачности и низкой клейкости получаемой композиции полипропиленовой смолы. С аналогичных точек зрения диапазон температур, включающий пик кристаллизации, предпочтительно составляет -10-70°C, и более предпочтительно 0-60°C. Теплота кристаллизации предпочтительно составляет 1,0-7,5 Дж/г, и более предпочтительно 1,5-5,0 Дж/г.
Диапазон температур, включающий пик кристаллизации, и теплота кристаллизации могут быть измерены способом, описанным в нижеприведенных Примерах.
Диапазоном температур пика кристаллизации и теплотой кристаллизации гидрированного блок-сополимера (a) можно управлять, например, изменяя содержание полимерного блока (C) при помощи винилирующего агента, такого как полярное соединение или основание Льюиса (например, эфир или амин), или изменяя степень гидрирования.
[0034]
В настоящем варианте осуществления микрофазно-разделенная структура гидрированного блок-сополимера предпочтительно содержит сферическую структуру и более предпочтительно содержит сферическую структуру, имеющую размер 5-20 нм, с точки зрения гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы. Сферическая структура представляет собой уникальную структуру, которая наблюдается, когда полимерный блок (S) в соответствии с настоящим вариантом осуществления присутствует на одном конце гидрированного блок-сополимера. В дополнение к этому, упомянутый выше размер достигается, когда содержание полимерного блока (S) находится в некотором предопределенном диапазоне. Эта сферическая структура может быть подтверждена способом, описанным в нижеприведенных Примерах.
[0035]
Скорость течения расплава (MFR; соответствует стандарту ISO 1133) гидрированного блок-сополимера (a) предпочтительно находится в диапазоне 0,1-12 г/10 мин, более предпочтительно 0,5-10 г/10 мин, еще более предпочтительно 1,0-8 г/10 мин, еще более предпочтительно 1,5-5,0 г/10 мин, с точки зрения обрабатываемости, гибкости, прозрачности, низкой клейкости и т.д. формованного изделия из получаемой композиции полипропиленовой смолы.
[0036]
В настоящем варианте осуществления пик tan δ (Tg1), на графике тангенса потери тепла (tan δ), получаемом путем измерения твердой вязкоупругости (1 Гц) гидрированного блок-сополимера (а), и указывает на стеклование гидрированного блок-сополимера (a), находится в диапазоне -45°C или выше и 0°C или ниже с точки зрения баланса низкотемпературной ударной прочности, низкой клейкости, гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. Tg1 более предпочтительно составляет -45°C или выше и -15°C или ниже, еще более предпочтительно -45°C или выше и -30°C или ниже. Высота пика tan δ составляет меньше чем 1,60. Высота пика tan δ предпочтительно составляет меньше чем 1,50, и более предпочтительно меньше чем 1,40. В частности, баланс низкотемпературной ударной прочности, низкой клейкости, гибкости и прозрачности является превосходным, когда температура и температура пика tan δ поддерживаются в этих диапазонах. Разность ΔTg между Tg1 и пиком tan δ (Tg2), наблюдаемом при добавлении 30 мас.% гидрированного блок-сополимера (a) к гомополипропилену (содержание блока пропилена: 99% или больше и MFR (при 230°C в соответствии со стандартом ISO1133)=1-10 г/10 мин), т.е. Tg1-Tg2, предпочтительно находится в диапазоне 3-12°C.
С аналогичных точек зрения разность (Tg1-Tg2) предпочтительно составляет 4-10°C, и более предпочтительно 5-9°C.
Значения (Tg1), (Tg2), и ΔTg могут быть измерены способом, описанным в нижеприведенных Примерах.
Значением ΔTg можно управлять, например, изменяя долю полимерного блока (B1) или (B2).
[0037]
Твердость по Шору А гидрированного блок-сополимера (a) предпочтительно находится в диапазоне 15-60. Когда твердость по Шору А составляет 15-60, получается эффект улучшения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы.
Диапазон значений твердости по Шору А более предпочтительно составляет 25-55, и еще более предпочтительно 30-50.
Твердостью по Шору А гидрированного блок-сополимера (a) можно управлять, например, с помощью присутствия блока полимера, имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, и имеющего количество виниловых связей перед гидрированием 1-25 мольн.%, а также полимерного блока, имеющего винилароматическое соединение в качестве главного компонента, регулируя содержания этих полимерных блоков при помощи винилирующего агента, такого как полярное соединение или основание Льюиса (например, эфир или амин), или регулируя степень гидрирования.
В этом контексте твердость по Шору А может быть измерена способом, описанным в нижеприведенных Примерах.
[0038]
Средневесовая молекулярная масса (Mw) (в дальнейшем также упоминаемая как «Mw») гидрированного блок-сополимера (a) предпочтительно составляет 100000-300000, более предпочтительно 130000-280000, и еще более предпочтительно 150000-260000, с точки зрения стойкости к слипанию гидрированного блок-сополимера, а также с точки зрения обрабатываемости, гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы.
[0039]
Средневесовая молекулярная масса (Mw) гидрированного блок-сополимера (a) является средневесовой молекулярной массой (Mw), определяемой как молекулярная масса пика хроматограммы при измерении гель-проникающей хроматографией (GPC) на основе калибровочной кривой, полученной из измерения коммерчески доступного стандартного полистирола (созданной путем использования пиковой молекулярной массы стандартного полистирола). Распределение молекулярной массы гидрированного блок-сополимера также может быть определено путем аналогичного измерения с помощью GPC. Распределение молекулярной массы представляет собой отношение средневесовой молекулярной массы (Mw) к среднечисловой молекулярной массе (Mn).
[0040]
При измерении с помощью гель-проникающей хроматографии (GPC) гидрированного блок-сополимера (a) распределение молекулярной массы единственного пика предпочтительно составляет 1,30 или меньше, более предпочтительно 1,20 или меньше, еще более предпочтительно 1,15 или меньше, и еще более предпочтительно 1,10 или меньше.
[0041]
Предпочтительно при измерении 13C-ЯМР сухого образца экстрактов Сокслета из упомянутого выше гидрированного блок-сополимера (a) или полимерной композиции, содержащей гидрированный блок-сополимер (a), отношение интегрированного значения в диапазоне 29,4-30,0 частей на миллион к интегрированному значению в диапазоне 9,0-14,0 частей на миллион, интеграл в диапазоне 29,4-30,0 частей на миллион/интеграл в диапазоне 9,0-14,0 частей на миллион, находится в диапазоне от отношения интегрированных значений, определяемого следующей формулой (1), до отношения интегрированных значений, определяемого следующей формулой (2), и содержание бутилена составляет 50-80 мольн.%:
Отношение интегрированных значений=((1,23+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (1), и
Отношение интегрированных значений=((12,28+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (2).
Внутри описанного выше диапазона получаемая пленка обладает превосходным балансом гибкости, прозрачности, низкой клейкости и ударной прочности.
С аналогичных точек зрения содержание бутилена предпочтительно составляет 52-76 мольн.%, и более предпочтительно 55-70 мольн.%.
Отношение интегрированных значений, представленное описанными выше формулами, предпочтительно находится в диапазоне, определяемом следующими формулами (3) - (4), и более предпочтительно в диапазоне, определяемом следующими формулами (5)-(6):
Отношение интегрированных значений=((1,84+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (3),
Отношение интегрированных значений=((11,05+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (4),
Отношение интегрированных значений=((2,46+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (5), и
Отношение интегрированных значений=((9,21+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (6).
Отношением интегрированных значений можно управлять, изменяя количество полимерного блока (C), (B1), (B2) или (S), а также содержание бутилена в вышеупомянутых диапазонах.
Отношение интегрированных значений зависит от структуры гидрированного блок-сополимера (a). При одинаковых условиях измерения интегрированное значение не изменяется между случаем использования в качестве образца для измерения гидрированного блок-сополимера (a) и случаем использования в качестве образца для измерения полимерной композиции, содержащей гидрированный блок-сополимер (a). Фиг. 1 показывает соотношение между содержанием бутилена в гидрированном блок-сополимере и отношением интегрированных значений (интеграл в диапазоне 29,4-30,0 частей на миллион/интеграл в диапазоне 9,0-14,0 частей на миллион), вычисленным по содержанию бутилена в соответствии с формулами (1)-(6).
[0042]
<Способ для производства гидрированного блок-сополимера>
Способ для производства гидрированного блок-сополимера особенно не ограничивается. Гидрированный блок-сополимер может быть произведен, например, путем выполнения полимеризации в органическом растворителе с органическим соединением щелочного металла в качестве инициатора полимеризации для того, чтобы получить блок-сополимер, и последующей реакции гидрирования. Режим полимеризации может быть периодической полимеризацией, непрерывной полимеризацией, или их комбинацией. Периодический способ полимеризации является предпочтительным с точки зрения получения блок-сополимера, имеющего узкое распределение молекулярной массы и высокую прочность.
[0043]
Температура полимеризации обычно составляет 0-150°C, предпочтительно 20-120°C, более предпочтительно 40-100°C, и еще более предпочтительно 55-65°C. Время полимеризации различается в зависимости от интересующего полимера и обычно составляет 24 час или меньше, предпочтительно 0,1-10 час. Время полимеризации более предпочтительно составляет 0,5-3 час с точки зрения получения блок-сополимера, имеющего узкое распределение молекулярной массы и высокую прочность. Атмосфера полимеризующейся системы особенно не ограничивается, и может иметь любой диапазон давлений, достаточный для поддержания азота и растворителя в жидкой фазе. Предпочтительно, чтобы в полимеризующейся системе отсутствовали примеси, которые инактивируют инициатор и «живые» полимеры, например вода, кислород и диоксид углерода.
[0044]
Примеры органического растворителя включают в себя, особо не ограничиваясь этим: алифатические углеводороды, такие как н-бутан, изобутан, н-пентан, н-гексан, н-гептан и н-октан; алициклические углеводороды, такие как циклогексан, циклогептан и метилциклопентан; а также ароматические углеводороды, такие как бензол, ксилол, толуол и этилбензол.
[0045]
Органическое соединение щелочного металла, служащее в качестве инициатора полимеризации, предпочтительно является литийорганическим соединением. Монолитийорганическое соединение, дилитийорганическое соединение или полилитийорганическое соединение используются в качестве литийорганического соединения. Конкретные примеры литийорганического соединения включают в себя, не ограничиваясь этим, этиллитий, н-пропиллитий, изопропиллитий, н-бутиллитий, втор-бутиллитий, трет-бутиллитий, фениллитий, циклогександилитий, бутадиениллитий и изопропенилдилитий. Среди них н-бутиллитий или втор-бутиллитий являются предпочтительными с точки зрения активности полимеризации.
[0046]
Количество органического соединения щелочного металла, используемого в качестве инициатора полимеризации, зависит от молекулярной массы интересующего блок-сополимера и предпочтительно находится в диапазоне 0,01-0,5 phm (массовых частей на 100 массовых частей мономеров), более предпочтительно в диапазоне 0,03-0,3 phm, и еще более предпочтительно в диапазоне 0,05-0,15 phm.
[0047]
Количество виниловых связей в гидрированном блок-сополимере может регулироваться путем использования некоторого соединения, такого как основание Льюиса, например, эфир или амин, в качестве винилирующего агента. Количество используемого винилирующего агента может регулироваться в соответствии с желаемым количеством интересующих виниловых связей. Кроме того, полимерные блоки, отличающиеся количеством виниловых связей, могут быть произведены в полимерных блоках, каждый из которых имеет соединение диена с сопряженными двойными связями в качестве главного компонента, путем добавления винилирующего агента и алкоксида металла, который будет обсужден позже, при двух или более раздельных условиях.
[0048]
Примеры винилирующего агента включают в себя, не ограничиваясь этим, эфирные соединения, эфирсодержащие соединения, имеющие два или более атомов кислорода, а также соединения третичного амина.
[0049]
Примеры соединений третичного амина включают в себя, не ограничиваясь этим, пиридин, N,N,N',N'-тетраметилэтилендиамин, трибутиламин, тетраметилпропандиамин, 1,2-дипиперидиноэтан и бис[2-(N,N-диметиламино)этил]эфир. Эти соединения могут использоваться по отдельности или в комбинации из двух или более из них. Соединение третичного амина предпочтительно представляет собой соединение, имеющее два амина. Среди прочих соединение, имеющее структуру, которая имеет симметрию в молекуле, является более предпочтительным, и N,N,N',N'-тетраметилэтилендиамин, бис[2-(N,N-диметиламино)этил]эфир или 1,2-дипиперидиноэтан являются еще более предпочтительными.
[0050]
В настоящем варианте осуществления сополимеризация для гидрированного блок-сополимера может выполняться в присутствии сосуществующих упомянутого выше винилирующего агента, литийорганического соединения и алкоксида щелочного металла. В этом контексте алкоксид щелочного металла является соединением, представленным общей формулой MOR (где M - щелочной металл, а R - алкильная группа).
[0051]
Щелочной металл алкоксида щелочного металла предпочтительно является натрием или калием с точки зрения большого количества виниловых связей, узкого распределения молекулярной массы, высокой скорости полимеризации и высокого содержания блока. Алкоксид щелочного металла не ограничивается, и является предпочтительно алкоксидом натрия, алкоксидом лития или алкоксидом калия, имеющим алкильную группу, имеющую 2-12 атомов углерода, более предпочтительно алкоксидом натрия или алкоксидом калия, имеющим алкильную группу, имеющую 3-6 атомов углерода, и еще более предпочтительно трет-бутилатом натрия, трет-пентилатом натрия, трет-бутилатом калия, или трет-пентилатом калия. Среди них трет-бутилат натрия или трет-пентилат натрия, который является алкоксидом натрия, является наиболее предпочтительным.
[0052]
В случае полимеризации в присутствии сосуществующих винилирующего агента, литийорганического соединения и алкоксида щелочного металла на стадии полимеризации для гидрированного блок-сополимера в соответствии с настоящим вариантом осуществления молярное отношение винилирующего агента к литийорганическому соединению (винилирующий агент/литийорганическое соединение) и молярное отношение алкоксида щелочного металла к литийорганическому соединению (алкоксид щелочного металла/литийорганическое соединение) предпочтительно являются следующими молярными отношениями для сосуществования:
винилирующий агент/литийорганическое соединение - 0,2-3,0, и
алкоксид щелочного металла/литийорганическое соединение - 0,01-0,3.
[0053]
Молярное отношение винилирующий агент/литийорганическое соединение предпочтительно составляет 0,2 или больше с точки зрения большого количества виниловых связей и высокой скорости полимеризации, и предпочтительно составляет меньше чем 3,0 с точки зрения получения узкого распределения молекулярной массы и высокой активности гидрирования. Молярное отношение алкоксид щелочного металла/литийорганическое соединение предпочтительно составляет 0,01 или больше с точки зрения большого количества виниловых связей, высокой скорости полимеризации и высокого содержания блока, и предпочтительно составляет 0,3 или меньше с точки зрения получения узкого распределения молекулярной массы и высокой активности гидрирования. Это позволяет получить увеличение скорости полимеризации и может увеличить количество виниловых связей в интересующем гидрированном блок-сополимере. Кроме того, это может сузить распределение молекулярной массы и дополнительно имеет тенденцию улучшать содержание блока. В результате характеристики, придаваемые композиции полипропиленовой смолы, то есть ударная прочность, гибкость, прозрачность и низкая клейкость, могут быть дополнительно улучшены.
[0054]
Молярное отношение винилирующий агент/литийорганическое соединение на стадии полимеризации предпочтительно составляет 0,8 или больше с точки зрения большого количества виниловых связей и высокой скорости полимеризации, предпочтительно 2,5 или меньше с точки зрения узкого распределения молекулярной массы и высокой активности гидрирования, и более предпочтительно находится в диапазоне 1,0 или больше и 2,0 или меньше.
[0055]
Молярное отношение алкоксид щелочного металла/литийорганическое соединение предпочтительно составляет 0,02 или больше с точки зрения большого количества виниловых связей, высокой скорости полимеризации и высокого содержания блока, предпочтительно 0,2 или меньше с точки зрения узкого распределения молекулярной массы и высокой активности гидрирования, более предпочтительно 0,03 или больше и 0,1 или меньше, и еще более предпочтительно 0,03 или больше и 0,08 или меньше.
[0056]
Молярное отношение алкоксид щелочного металла/винилирующий агент предпочтительно составляет 0,010 или больше с точки зрения большого количества виниловых связей, высокой скорости полимеризации и высокого содержания блока, и предпочтительно составляет 0,100 или меньше с точки зрения получения узкого распределения молекулярной массы и высокой активности гидрирования. Молярное отношение алкоксид щелочного металла/винилирующий агент более предпочтительно составляет 0,012 или больше и 0,080 или меньше, еще более предпочтительно 0,015 или больше и 0,06 или меньше, и еще более предпочтительно 0,015 или больше и 0,05 или меньше.
[0057]
Инактивирующий агент для винилирующего агента также может использоваться в качестве подхода к созданию блоков, отличающихся количеством виниловых связей в полимерных блоках, каждый из которых имеет соединение диена с сопряженными двойными связями в качестве главного компонента. Примеры инактивирующего агента включают в себя алкилметаллические соединения. Инактивирующий агент выбирается из алкилалюминия, алкилцинка и алкилмагния, имеющих 1-20 атомов углерода в алкильном заместителе, а также из их смесей.
[0058]
В настоящем варианте осуществления способ гидрирования особенно не ограничивается. Например, блок-сополимер, получаемый как описано выше, может гидрироваться путем подачи водорода в присутствии катализатора гидрирования для того, чтобы получить гидрированный блок-сополимер, имеющий остатки блоков соединения диена с гидрированными сопряженными двойными связями.
[0059]
Гидрированный блок-сополимер может быть гранулирован для получения гранул гидрированного блок-сополимера. Примеры способа гранулирования включают в себя: способ экструдирования гидрированного блок-сополимера в жилы из одношнекового или двухшнекового экструдера и резки этих жил в воде с использованием лезвия, вращающегося перед экструзионной головкой; способ экструдирования гидрированного блок-сополимера в жилы из одношнекового или двухшнекового экструдера, охлаждения прядей в воде или в воздухе, а затем резки этих жил с использованием машины для резки жил; а также способ смешивания в расплаве гидрированного блок-сополимера с помощью смесителя с открытым валком или смесителя Бенбери, формования гидрированного блок-сополимера в лист с использованием валков, резки листа на полосы, а затем резки этих полос на кубические гранулы с использованием гранулятора. Формованное изделие гранул гидрированного блок-сополимера особенно не ограничивается ни по размеру, ни по форме.
[0060]
Гидрированный блок-сополимер, предпочтительно его гранулы, может быть смешан в случае необходимости с агентом предотвращения слипания гранул. Примеры агента предотвращения слипания гранул включают в себя, особенно не ограничиваясь этим, стеарат кальция, стеарат магния, стеарат цинка, полиэтилен, полипропилен, этиленбисстеарамид, тальк и аморфный диоксид кремния. Стеарат кальция, полиэтилен или полипропилен являются предпочтительными с точки зрения прозрачности получаемой композиции статистического полипропилена и содержащего ее трубчатого или листового формованного изделия. Их предпочтительное количество составляет 500-6000 частей на миллион по массе гидрированного блок-сополимера. Более предпочтительное количество составляет 1000-5000 частей на миллион по массе гидрированного блок-сополимера. Агент предотвращения слипания гранул предпочтительно смешивается в состоянии присоединения к поверхности гранул, и может содержаться в некоторой степени внутри гранул.
[0061]
<Композиция полипропиленовой смолы>
Композиция полипропиленовой смолы настоящего варианта осуществления содержит 1-99 мас.% гидрированного блок-сополимера настоящего варианта осуществления и 1-99 мас.% полипропиленовой смолы.
[0062]
Содержание гидрированного блок-сополимера в композиции полипропиленовой смолы составляет 99 мас.% или меньше с точки зрения ударной прочности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы и 1 мас.% или больше с точки зрения ударной прочности, гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы.
[0063]
Содержание гидрированного блок-сополимера в композиции полипропиленовой смолы настоящего варианта осуществления предпочтительно составляет 10-90 мас.%, более предпочтительно 20-80 мас.%, еще более предпочтительно 30-70 мас.%, а содержание полипропиленовой смолы предпочтительно составляет 10-90 мас.%, более предпочтительно 20-80 мас.%, еще более предпочтительно 30-70 мас.%, с точки зрения баланса ударной прочности, гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы.
[0064]
В композиции полипропиленовой смолы настоящего варианта осуществления при широкоугольной рентгеновской дифрактометрии отношение интенсивности дифракционного пика (I(14)) при угле рассеивания (2θ) 14° к интенсивности дифракционного пика (I(15)) при угле рассеивания (2θ) 15°, то есть значение I(14)/I(15), предпочтительно составляет 0,1 или больше и меньше чем 1,4, с точки зрения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы. С аналогичных точек зрения это отношение интенсивности более предпочтительно составляет 0,1-1,35, и еще более предпочтительно 0,1-1,30. Это отношение интенсивности может быть измерено способом, описанным в нижеприведенных Примерах.
В этом контексте пиковое отношение интенсивности является значением, приписываемым кристалличности композиции полипропиленовой смолы, и им можно управлять, например, изменяя содержание полимерного блока (C) или полимерного блока (S) в гидрированном блок-сополимере. По мере того, как содержание этих полимерных блоков увеличивается, пиковое отношение интенсивности имеет тенденцию к увеличению.
[0065]
При измерении композиции полипропиленовой смолы настоящего варианта осуществления или формованного изделия из нее с помощью хроматографии перекрестного фракционирования (CFC) интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 10% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 1% или больше и меньше чем 99% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 1% или больше и меньше чем 99% от общего объема. «Общий объем» означает суммарный объем композиции полипропиленовой смолы или формованного изделия, подвергаемого измерению с помощью CFC.
Когда наблюдается описанное выше поведение, имеется тенденция к улучшению баланса низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости формованного изделия из получаемой композиции полипропиленовой смолы.
С аналогичных точек зрения интегральный объем элюирования компонентов, растворимых при -20°C или ниже, более предпочтительно составляет 0,1% или больше и меньше чем 8%, еще более предпочтительно 0,1% или больше и меньше чем 5% от общего объема. Интегральный объем элюирования в диапазоне выше чем -20°C и ниже чем 60°C более предпочтительно составляет 5% или больше и меньше чем 95%, и еще более предпочтительно 10% или больше и меньше чем 90% от общего объема. Интегральный объем элюирования в диапазоне 60°C или выше и 150°C или ниже более предпочтительно составляет 5% или больше и меньше чем 95%, и еще более предпочтительно 10% или больше и меньше чем 90% от общего объема.
Объемами элюирования при CFC можно управлять, например, изменяя долю полимерного блока (C), (B1), (B2), соотношение компонентов смеси гидрированного блок-сополимера (a) или тип полипропиленовой смолы. Объем элюирования CFC может быть измерен способом, описанным в нижеприведенных Примерах.
[0066]
Примеры полипропиленовой смолы включают в себя статистические полипропиленовые смолы, смолы гомополипропилена и блокполипропиленовые смолы. Полипропиленовая смола предпочтительно представляет собой статистическую полипропиленовую смолу с точки зрения гибкости и прозрачности формованного изделия из получаемой композиции полипропиленовой смолы.
[0067]
В этом контексте термин «статистический» для статистического полипропилена означает, что пропилен и мономеры, отличающиеся от пропилена, сополимеризуются так, что мономеры, отличающиеся от пропилена, случайным образом включаются в цепь пропилена, не формируя по существу цепь из мономеров, отличающихся от пропилена.
[0068]
Статистический полипропилен особенно не ограничивается, если содержание блока пропилена составляет меньше чем 99 мас.%. Предпочтительные примеры статистического полипропилена включают в себя статистические сополимеры пропилена и этилена, а также статистические сополимеры пропилена и α-олефинов, имеющих 4-20 атомов углерода. В случае использования статистического сополимера пропилена и этилена или статистического сополимера пропилена и α-олефина, имеющего 4-20 атомов углерода, в качестве статистического полипропилена, гибкость и прозрачность могут быть улучшены.
[0069]
Примеры α-олефинов включают в себя, не ограничиваясь этим, этилен, 1-бутен, 1-пентен, 3-метил-1-бутен, 1 гексен, 3-метил-1-пентен, 4-метил-1-пентен, 1-гептен, 1-октен, 1-нонен, 1-децен, 1-додецен, 1-тетрадецен, 1-гексадецен, 1-октадецен и 1-эйкозен. α-олефин, имеющий 2-8 атомов углерода, является предпочтительным. Примеры этого включают в себя этилен, 1-бутен, 3-метил-1-бутен, 1-гексен и 4-метил-1-пентен. Эти α-олефины могут использоваться по отдельности или в комбинации двух или более из них. Кроме того, статистический полипропилен может также использоваться отдельно или в комбинации двух или более из них.
[0070]
Среди статистических полипропиленов более предпочтительно используется по меньшей мере один, выбираемый из группы, состоящей из статистического сополимера этилена и пропилена, статистического сополимера пропилена и 1-бутена, а также тройного статистического сополимера пропилен-этилен-1-бутен с точки зрения гибкости, прозрачности и ударной прочности получаемой композиции статистического полипропилена и содержащего его листового формованного изделия.
[0071]
Статистический полипропилен представляет собой статистический сополимер пропилена и этилена или статистический сополимер пропилена и α-олефина, имеющего 4-12 атомов углерода, в котором содержание этилена или α-олефинового блока в статистическом полипропилене предпочтительно составляет больше чем 1 мас.% и меньше чем 40 мас.%, а содержание блока пропилена предпочтительно составляет 60 мас.% или больше и меньше чем 99 мас.%, с точки зрения гибкости, прозрачности, низкой клейкости и ударной прочности. С аналогичных точек зрения содержание этилена или блока α-олефина более предпочтительно составляет больше чем 2 мас.% и меньше чем 30 мас.%, еще более предпочтительно 2,5 мас.% или больше и меньше чем 25 мас.%, и еще более предпочтительно 3 мас.% или больше и меньше чем 20 мас.%. Содержание блока пропилена более предпочтительно составляет 70 мас.% или больше и меньше чем 98 мас.%, еще более предпочтительно 75 мас.% или больше и меньше чем 97,5 мас.%, и еще более предпочтительно 80 мас.% или больше и меньше чем 97 мас.%.
[0072]
Скорость течения расплава (MFR; соответствует стандарту ISO 1133, при 230°C) статистического полипропилена предпочтительно составляет 1-30 г/10 мин, более предпочтительно 1-25 г/10 мин, еще более предпочтительно 2-20 г/10 мин, и еще более предпочтительно 3-15 г/10 мин, с точки зрения обрабатываемости, гибкости, прозрачности и низкой клейкости получаемой композиции статистического полипропилена.
[0073]
Катализатор для использования в производстве статистического полипропилена особенно не ограничивается. Например, способ полимеризации, использующий стереорегулярный катализатор, является предпочтительным. Примеры стереорегулярного катализатора включают в себя, не ограничиваясь этим, катализаторы Циглера и металлоценовые катализаторы. Среди этих катализаторов металлоценовые катализаторы являются предпочтительными с точки зрения ударной прочности, гибкости, прозрачности и низкой клейкости получаемой композиции статистического полипропилена и содержащего ее листового формованного изделия.
[0074]
Распределение молекулярной массы (Mw/Mn) статистического полипропилена предпочтительно составляет 3,5 или меньше с точки зрения ударной прочности, гибкости, прозрачности и низкой клейкости получаемой композиции статистического полипропилена и содержащего ее листового формованного изделия. Значение Mw/Mn более предпочтительно составляет 3,0 или меньше, и еще более предпочтительно 2,8 или меньше. Нижний предел особенно не ограничивается и предпочтительно составляет 1,5 или больше. Особенно предпочтительно статистический полипропилен получается путем полимеризации с использованием металлоценового катализатора, и его распределение молекулярной массы (Mw/Mn) составляет 1,5 или больше и 3,5 или меньше. Распределение молекулярной массы статистического полипропилена определяется из отношения средневесовой молекулярной массы (Mw) к среднечисловой молекулярной массе (Mn), получаемой путем измерения с помощью GPC.
[0075]
Композиция полипропиленовой смолы настоящего варианта осуществления может дополнительно содержать другие добавки в соответствии с требуемыми характеристиками. Примеры таких добавок включают в себя, особенно не ограничиваясь этим, антипирены, стабилизаторы, красители, пигменты, антиоксиданты, антистатики, диспергирующие агенты, агенты улучшения потока, смазки для форм, такие как соли металла и стеариновой кислоты, силиконовые масла, смягчители минерального масла, смягчители синтетической смолы, медные ингибиторы, сшивающие агенты и зародышеобразователи.
[0076]
<Способ для производства композиции полипропиленовой смолы>
Композиция полипропиленовой смолы настоящего варианта осуществления может быть произведена, например, способом сухого смешения гидрированного блок-сополимера настоящего варианта осуществления, полипропилена и других компонентов, опционально добавляемых в соответствии с композиционным отношением каждого компонента, или способом, использующим устройство для обычного смешивания полимерных материалов, хотя способ производства не ограничивается этим.
[0077]
В этой связи примеры смесителя, который может использоваться, включают в себя, особенно не ограничиваясь этим, месильные устройства, такие как смесители Бенбери, LaboPlastomill, одношнековые экструдеры и двухшнековые экструдеры. Производство путем смешивания в расплаве с использованием экструдера является предпочтительным с точки зрения производительности и хорошей способности к мешению. Температура плавления для мешения может быть установлена подходящим образом, и обычно находится в диапазоне 130-300°C, и предпочтительно в диапазоне 150-250°C.
[0078]
<Формованное изделие>
Формованное изделие настоящего варианта осуществления содержит гидрированный блок-сополимер настоящего варианта осуществления или композицию полипропиленовой смолы настоящего варианта осуществления. Примеры формованного изделия могут включать в себя, не ограничиваясь этим, листы, пленки, мешки, трубы, медицинские формованные изделия, например медицинские трубки, медицинские пленки и медицинские инфузионные мешки, а также упаковочные материалы, например, упаковочные материалы для пищевых продуктов и упаковочные материалы для одежды. Упомянутое выше формованное изделие может быть однослойным или многослойным.
[0079]
Медицинские пластиковые контейнеры могут быть грубо классифицированы в соответствии со способами производства на два типа: (I) контейнер типа бутылки, который изготавливается вакуумной формовкой с раздувом; и (II) контейнер типа мешка, который изготавливается термосваркой гибких пленок, полученных способом формовки Т-образной экструзионной головкой или раздуванием.
Контейнер типа мешка представляет собой запечатанный с четырех сторон мешок, и обычно к нему с помощью термосварки присоединяются принадлежности, такие как трубка или соединитель.
Контейнер типа бутылки имеет следующие преимущества: (1) превосходная стабильность запечатанных частей, (2) высокая безопасность в плане утечки, (3) превосходная прочность в случаях падения или вибрации во время процесса дистрибуции, (4) некоторая жесткость и (5) превосходное удобство и простота упаковывания или использования. С другой стороны, контейнер типа бутылки имеет следующие недостатки: (1) гибкость в выборе полимерного материала является малой в терминах пригодности к обработке, обрабатываемости и т.д., (2) требуется литейная форма, и объем относительно трудно изменить, (3) нельзя избежать неравномерной толщины, и (4) стоимость высокой из-за дорогого производственного оборудования. В отличие от этого контейнер типа мешка имеет высокую гибкость в выборе материала, так что могут использоваться различные материалы, такие как однослойные пленки, соэкструдируемые пленки и ламинированные пленки, и ламинированная многослойная пленка может использоваться в соответствии с требуемыми свойствами. Кроме того, контейнер типа мешка может легко изменять объем или форму и имеет низкую стоимость по сравнению с контейнером типа бутылки. Однако контейнер типа мешка имеет тот недостаток, что по сравнению с контейнером типа бутылки высока вероятность образования проколов или трещин на краях термосваренных частей. В большинстве случаев контейнер, заполненный жидкостью, подвергается усталостному разрушению, вызываемому периодически повторяющимся изгибом вследствие колебания жидкости при вибрации или ударах во время транспортировки, и является таким образом склонным к образованию проколов или трещин на краях термосваренных частей. Для того, чтобы подавить колебания содержимого, можно обеспечить плотный контакт контейнера типа бутылки с внутренней поверхностью картонной коробки за счет плотного прилегания внешнего размера контейнера к внутреннему размеру картонной коробки, тогда как для контейнера типа мешка трудно обеспечить плотное прилегание к внутреннему размеру картонной коробки из-за наличия запечатанных частей. Коробка, содержащая контейнер типа мешка, склонна к поломке из-за запечатанных частей мешка при достаточно низкой температуре (например, 4°C) во время процесса дистрибуции или во время транспортировки в холодных регионах.
[0080]
Упаковочные контейнеры для медицинских жидкостей, например инфузионные мешки, сделанные из стекла, используются в дополнение к пластиковым. Стеклянные инфузионные мешки являются намного более тяжелыми, чем пластиковые, и могут разбиться при ударе, падении и т.п. во время работы или транспортировки. Следовательно, пластмассовые инфузионные мешки используются вместо стеклянных инфузионных мешков. Инфузионные мешки, сделанные из мягких хлорвиниловых смол, и инфузионные мешки, сделанные из полиолефинов, таких как полиэтилен и полипропилен, используются в качестве пластиковых инфузионных мешков. Раствор препарата, вводимый в инфузионный мешок, обычно стерилизуется таким способом, как паровая стерилизация или стерилизация в автоклаве после герметического запечатывания, а затем транспортируется и используется. Инфузионные мешки, сделанные из мягких хлорвиниловых смол, содержат большое количество пластификатора для придания гибкости, и поэтому могут выделять пластификатор в инфузионный раствор в зависимости от его типа или создавать проблему образования токсичных газов во время сжигания. Инфузионные мешки, сделанные из полиолефинов, таких как полиэтилен и полипропилен, которые не содержат пластификатора, являются предпочтительными с точки зрения безопасности. Однако инфузионные мешки, сделанные из полиолефинов, являются недостаточно удобными из-за их низкой гибкости или прозрачности, а также недостаточной ударной прочности. Мешки могут не только транспортироваться в низкотемпературной среде, как было упомянуто выше, но и могут замораживаться на длительное время для сохранения эффективности без разложения растворов лекарств, находящихся внутри мешка, и поэтому должны также обладать ударной прочностью при низких температурах. В дополнение к этому, инфузионные мешки также включают в себя мешки двухкамерного типа, которые снабжаются двумя или более резервуарами для жидкости, причем запечатанная часть, которая разделяет эти резервуары, открывается непосредственно перед использованием, чтобы содержащиеся в них жидкости смешались, а также мешки для использования в перитонеальном диализе. Эти типы инфузионных мешков обычно бывают достаточно вместительными (2 л или больше), потому что количество содержащегося в них раствора препарата больше, чем в обычных инфузионных мешках. Соответственно, имеется потребность в более высокой ударной прочности таких мешков.
[0081]
В свете таких форм использования медицинских контейнеров авторы настоящего изобретения разработали полимерную композицию настоящего варианта осуществления с целью (1) предотвращения разрушения при низких температурах изготовленного из нее контейнера типа мешка и (2) предотвращения разрушения изготовленного из нее инфузионного мешка двухкамерного типа или инфузионного мешка большой емкости. Контейнер типа мешка из полимерной композиции, содержащей гидрированный блок-сополимер настоящего варианта осуществления, может не только устранять главный недостаток мешка обычного типа, то есть образование проколов или трещин в термосваренных частях из-за усталости при многократном изгибе при низких температурах, но может также подходящим образом использоваться в наполняемых жидкостью контейнерах типа мешка с большим объемом (например, 2 л) без разрушения в низкотемпературной среде, чего раньше было трудно достичь.
Упомянутые выше контейнеры могут использоваться в качестве контейнеров для различных приложений, в которых требуется упаковка жидкостей, таких как фармацевтические продукты, а также еда (включая замороженные продукты), напитки и стерилизованные пищевые продукты, такие как минеральная вода, безалкогольные напитки, мороженое, соевый соус и заправки, пестициды, проявочные растворы, кремы для использования в бизнесе, а также химикаты, такие как туалетные продукты.
[0082]
<Лист и пленка>
Способ для производства листа настоящего варианта осуществления особенно не ограничивается. Например, способ Т-образной экструзионной головки или способ раздувания могут использоваться в качестве способа формовки экструдированием композиции полипропиленовой смолы, заряжаемой в экструдер. Например, обычная формовка раздуванием с воздушным охлаждением, двухступенчатая формовка раздуванием с воздушным охлаждением, высокоскоростная формовка раздуванием или формовка раздуванием с водяным охлаждением могут использоваться в качестве формовки раздуванием. Кроме того, может использоваться способ литья с раздувом, такой как прямой раздув или инжекционный раздув, или способ прессования. Одношнековый или многошнековый экструдер может использоваться в качестве экструдера. Кроме того, многослойный лист может быть сформирован путем многослойного экструдирования с использованием множества экструдеров. Альтернативно композиция полипропиленовой смолы может формоваться непосредственно в лист из экструдера, используемого для производства композиции полипропиленовой смолы.
[0083]
В большинстве случаев листовое формованное изделие, имеющее толщину 0,005 мм или больше и меньше чем 0,2 мм, упоминается как пленка, а листовое формованное изделие, имеющее толщину 0,2 мм или больше и 50 мм или меньше, упоминается как лист. В описании настоящей патентной заявки термин «лист» охватывает и пленку, и лист. Толщина листа настоящего варианта осуществления особенно не ограничивается и предпочтительно находится в диапазоне 0,005 мм - 0,5 мм, и более предпочтительно 0,01 мм - 0,3 мм с точки зрения формуемости, гибкости и т.д.
[0084]
<Многослойная пленка>
Многослойная пленка настоящего варианта осуществления имеет по меньшей мере два слоя. Пленка настоящего варианта осуществления содержит полипропиленовую смолу и гидрированный блок-сополимер (a) по меньшей мере в одном слое. Многослойная пленка, конфигурируемая, как описано ниже, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
[0085]
(Гидрированный блок-сополимер (b1))
Многослойная пленка настоящего варианта осуществления может содержать гидрированный блок-сополимер (b1) (при условии, что гидрированный блок-сополимер (b1) является гидрированным блок-сополимером, отличающимся от гидрированного блок-сополимера (a)) по меньшей мере в одном слое.
Гидрированный блок-сополимер (b1) содержит полимерный блок (C-1), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, полимерный блок (В-1), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента (в дальнейшем называемый полимерным блоком (В-1)), и полимерный блок (S-1), имеющий винилароматическое соединение в качестве главного компонента (в дальнейшем называемый полимерным блоком (S-1)).
В гидрированном блок-сополимере (b1) содержание полимерного блока (С-1), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, составляет от 0 до 15 мас.%, содержание полимерного блока (B-1) составляет 75-97 мас.%, и содержание полимерного блока (S-1) составляет 3-25 мас.%.
Количество виниловых связей перед гидрированием полимерного блока (C-1), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, составляет 1-25 мольн.%, а количество виниловых связей перед гидрированием полимерного блока (B-1) составляет 40-100 мольн.%.
Степень гидрирования гидрированного блок-сополимера (b1) составляет 80 мольн.% или больше.
Для гидрированного блок-сополимера (b1) фраза «имеющий... в качестве главного компонента», соответствующие материалы соединения диена с сопряженными двойными связями и винилароматического соединения, количество виниловых связей, и степень гидрирования могут быть определены таким же образом, что и в упомянутом выше гидрированном блок-сополимере (a).
[0086]
(Способ для производства гидрированного блок-сополимера (b1))
Гидрированный блок-сополимер (b1) может быть произведен таким же образом, как и упомянутый выше гидрированный блок-сополимер (a).
В частности, содержанием каждого полимерного блока, количеством виниловых связей, степенью гидрирования и т.д. можно управлять при тех же самых условиях и используя те же самые мономеры, что и в гидрированном блок-сополимере (a).
[0087]
(Структурный пример гидрированного блок-сополимера (b1))
Примеры упомянутого выше гидрированного блок-сополимера (b1) включают в себя блок-сополимеры, имеющие структуры, представленные следующими общими формулами:
((C-1)-(B-1))n-(S-1)
((C-1)-(B-1))n-(S-1)-(B3)
((C-1)-(B-1)-(S-1))n
((C-1)-(B-1)-(S-1))n-(B3)
((C-1)-(B-1)-(S-1)-(B3))n
((C-1)-(B-1)-(S-1))m-X
((C-1)-(B-1)-(S-1)-(B3))m-X
((S-1)-(B-1))n-(S-1)
((S-1)-(B-1))n-(S-1)-(B3)
((S-1)-(B-1)-(S-1))n
((S-1)-(B-1)-(S-1))n-(B3)
((S-1)-(B-1)-(S-1)-(B3))n
((S-1)-(B-1)-(S-1))m-X
В этих общих формулах (C-1), (B-1), (S-1) и (B3) представляют полимерные блоки (C-1), (B-1) и (S-1), а также тот же самый полимерный блок (B3), что и в гидрированном блок-сополимере (a), соответственно. Когда имеется множество полимерных блоков (C-1), (B-1), (S-1) или (B3), эти полимерные блоки могут отличаться друг от друга или быть одинаковыми. Граница между полимерными блоками не обязательно должна быть четко определенной. N является целым числом, равным 1 или больше, и предпочтительно имеет значение 1-3. М является целым числом, равным 2 или больше, и предпочтительно имеет значение 2-6. X представляет остаток связующего вещества или остаток многофункционального инициатора.
Особенно предпочтительным является полимер, представленный структурной формулой (C-1)-(B-1)-(S-1), (C-1)-(B-1)-(S-1)-(B3), (S-1)-(B-1)-(S-1) или (S-1)-(B-1)-(S-1)-(B3).
[0088]
В этой связи остаток связующего вещества означает остаток после связывания связующим веществом для использования при связывании множества сополимеров из мономерных звеньев соединения диена с сопряженными двойными связями и мономерных звеньев соединения винилароматического углеводорода.
Примеры связующего вещества включают в себя бифункциональные связующие вещества и многофункциональные связующие вещества.
Примеры бифункциональных связующих веществ включают в себя, не ограничиваясь этим: соединения дигалогена, такие как диметилдихлорсилан и диметилдибромсилан; а также кислотные сложные эфиры, такие как метилбензоат, этилбензоат, фенилбензоат и сложные эфиры фталевой кислоты.
Примеры трифункциональных или многофункциональных связующих веществ включают в себя, не ограничиваясь этим: трехосновные спирты или полиспирты с более высокой основностью; поливалентные эпоксисоединения, такие как эпоксидированное соевое масло и диглицидилбисфенол A; кремнийгалоидные соединения, представленные формулой R1(4-n)SiXn (где R1 представляет собой углеводородную группу, имеющую 1-20 атомов углерода, X означает галоген, а n означает целое число 3 или 4); а также галоидные соединения олова.
Примеры кремнийгалоидных соединений включают в себя, не ограничиваясь этим, метилсилилтрихлорид, трет-бутилсилилтрихлорид, тетрахлорид кремния, а также их бромиды.
Примеры галоидных соединений олова включают в себя, не ограничиваясь этим, поливалентные галоидные соединения, такие как треххлористое метилолово, треххлористое трет-бутилолово и четыреххлористое олово. Альтернативно могут использоваться диметилкарбонат, диэтилкарбонат и т.п.
[0089]
В описанных выше общих формулах мономерные звенья винилароматического соединения в полимерном блоке (C-1), (B-1) или (S-1) могут быть распределены равномерно или могут быть распределены с плавным изменением. Когда полимерный блок (C-1), (B-1) или (S-1) формирует сополимерный блок из мономерных звеньев винилароматического соединения и мономерных звеньев соединения диена с сопряженными двойными связями, мономерные звенья винилароматического соединения в сополимерном блоке могут включать в себя множество равномерно распределенных функциональных групп и/или множество функциональных групп, распределенных с плавным изменением. Функциональная группа сополимерного блока может содержать множество функциональных групп, отличающихся по содержанию мономерного звена винилароматического соединения.
[0090]
Многослойная пленка настоящего варианта осуществления может быть выполнена с возможностью иметь предопределенный промежуточный слой между предопределенными наружным слоем и внутренним слоем. В этом случае предпочтительно наружный слой содержит полипропиленовую смолу P1, промежуточный слой содержит полипропиленовую смолу P2 и гидрированный блок-сополимер (a), и внутренний слой содержит полипропиленовую смолу P3 и/или полиэтиленовую смолу. В этом контексте полипропиленовые смолы P1 - P3 могут отличаться друг от друга или могут быть одинаковыми.
Толщина наружного слоя предпочтительно составляет 5-50 мкм, толщина промежуточного слоя предпочтительно составляет 100-200 мкм, и толщина внутреннего слоя предпочтительно составляет 5-50 мкм.
Многослойная пленка, конфигурируемая, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью и ударной прочностью.
Толщина наружного слоя более предпочтительно составляет 10-40 мкм, и еще более предпочтительно 15-35 мкм.
Толщина промежуточного слоя более предпочтительно составляет 110-190 мкм, и еще более предпочтительно 120-180 мкм.
Толщина внутреннего слоя более предпочтительно составляет 10-45 мкм, и еще более предпочтительно 15-40 мкм.
[0091]
Многослойная пленка настоящего варианта осуществления может иметь по меньшей мере наружный слой, промежуточный слой и внутренний слой, как было упомянуто выше.
Когда многослойная пленка настоящего варианта осуществления имеет по меньшей мере три слоя, то есть наружный слой, промежуточный слой и внутренний слой, многослойная пленка настоящего варианта осуществления особенно предпочтительно конфигурируется как описано ниже.
Содержание полипропиленовой смолы P1 в наружном слое предпочтительно составляет 60-100 мас.%, более предпочтительно 65-100 мас.%, и еще более предпочтительно 70-100 мас.%.
Наружный слой может содержать гидрированный блок-сополимер (a). В этом случае содержание гидрированного блок-сополимера (a) в наружном слое предпочтительно составляет от 0 до 40 мас.%, более предпочтительно от 0 до 35 мас.%, и еще более предпочтительно от 0 до 30 мас.%.
Содержание полипропиленовой смолы P2 в промежуточном слое предпочтительно составляет 30-90 мас.%, более предпочтительно 35-85 мас.%, и еще более предпочтительно 40-80 мас.%.
Содержание гидрированного блок-сополимера (a) в промежуточном слое предпочтительно составляет от 10 до 70 мас.%, более предпочтительно от 15 до 65 мас.%, и еще более предпочтительно от 20 до 60 мас.%.
Содержание полипропиленовой смолы P3 и/или полиэтиленовой смолы во внутреннем слое предпочтительно составляет 50-95 мас.%, более предпочтительно 55-90 мас.%, и еще более предпочтительно 60-85 мас.%.
Внутренний слой может содержать гидрированный блок-сополимер (a). В этом случае содержание гидрированного блок-сополимера (a) во внутреннем слое предпочтительно составляет от 5 до 50 мас.%, более предпочтительно от 10 до 45 мас.%, и еще более предпочтительно от 15 до 40 мас.%.
Многослойная пленка, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
[0092]
В многослойной пленке настоящего варианта осуществления наружный слой может содержать гидрированный блок-сополимер (a) и/или гидрированный блок-сополимер (b1) (при условии, что гидрированный блок-сополимер (b1) является гидрированным блок-сополимером, отличающимся от гидрированного блок-сополимера (a)). Содержание полипропиленовой смолы в наружном слое предпочтительно составляет 60-100 мас.%, а содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) в наружном слое предпочтительно составляет от 0 до 40 мас.%.
Многослойная пленка, конфигурируемая, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
С описанной выше точки зрения содержание полипропиленовой смолы P1 в наружном слое более предпочтительно составляет 65-100 мас.%, и еще более предпочтительно 70-100 мас.%.
Содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) в наружном слое более предпочтительно составляет от 0 до 35 мас.%, и еще более предпочтительно от 0 до 30 мас.%.
[0093]
В многослойной пленке настоящего варианта осуществления промежуточный слой может содержать гидрированный блок-сополимер (a) и/или гидрированный блок-сополимер (b1). Содержание полипропиленовой смолы Р2 в промежуточном слое предпочтительно составляет 30-90 мас.%, а содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) в промежуточном слое предпочтительно составляет от 10 до 70 мас.%.
Многослойная пленка, конфигурируемая, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
С описанной выше точки зрения содержание полипропиленовой смолы P2 в промежуточном слое более предпочтительно составляет 35-85 мас.%, и еще более предпочтительно 40-80 мас.%. Содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) в промежуточном слое более предпочтительно составляет от 15 до 65 мас.%, и еще более предпочтительно от 20 до 60 мас.%.
[0094]
В многослойной пленке настоящего варианта осуществления внутренний слой может содержать гидрированный блок-сополимер (a) и/или гидрированный блок-сополимер (b1). Содержание полипропиленовой смолы и/или полиэтиленовой смолы во внутреннем слое предпочтительно составляет 50-95 мас.%, а содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) во внутреннем слое предпочтительно составляет 5-50 мас.%.
Многослойная пленка, конфигурируемая, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
С описанной выше точки зрения содержание полипропиленовой смолы P3 и/или полиэтиленовой смолы во внутреннем слое более предпочтительно составляет 55-95 мас.%, и еще более предпочтительно 60-85 мас.%. Содержание гидрированного блок-сополимера (a) и/или гидрированного блок-сополимера (b1) во внутреннем слое более предпочтительно составляет от 10 до 45 мас.%, и еще более предпочтительно от 15 до 40 мас.%.
[0095]
При измерении многослойной пленки настоящего варианта осуществления с помощью хроматографии перекрестного фракционирования (CFC) интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 75% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 5% или больше и меньше чем 80% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 20% или больше и меньше чем 95% от общего объема.
Многослойная пленка, конфигурируемая, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств.
С аналогичных точек зрения интегральный объем элюирования при -20°C или ниже, более предпочтительно составляет 2% или больше и меньше чем 70%, еще более предпочтительно 3% или больше и меньше чем 65% от общего объема.
Интегральный объем элюирования в диапазоне выше чем -20°C и ниже чем 60°C более предпочтительно составляет 10% или больше и меньше чем 75%, и еще более предпочтительно 15% или больше и меньше чем 70% от общего объема.
Интегральный объем элюирования в диапазоне 60°C или выше и 150°C или ниже более предпочтительно составляет 25% или больше и меньше чем 90%, и еще более предпочтительно 30% или больше и меньше чем 85% от общего объема.
Объемами элюирования при CFC можно управлять, например, изменяя долю полимерного блока (C), (B1), (B2), соотношение компонентов смеси гидрированного блок-сополимера (a) или типы полипропиленовой смолы и полиэтиленовой смолы. Объем элюирования CFC может быть измерен способом, описанным в нижеприведенных Примерах.
[0096]
Полимерный материал, формирующий каждый слой многослойной пленки настоящего варианта осуществления, может быть произведен, например, способом подходящего выбора гидрированного блок-сополимера (a), полипропиленовой смолы, полиэтиленовой смолы, гидрированного блок-сополимера (b1) и других дополнительных компонентов и сухого смешивания этих компонентов, или способом подготовки материала с использованием обычного устройства для смешивания полимерных веществ.
[0097]
Полипропиленовая смола особенно не ограничивается, если содержание непропиленового структурного блока составляет предпочтительно меньше чем 50 мольн.%. Может использоваться известная полипропиленовая смола. Примеры непропиленового структурного блока включают в себя структурные блоки, получаемые из этилена, структурные блоки, получаемые из α-олефинов, таких как 1-бутен, 1-гексен, 1-гептен, 1-октен, 4-метил-1-пентен, 1-нонен и 1-децен, а также структурные блоки, получаемые из модификаторов, которые будут упомянуты позже.
Примеры полипропиленовой смолы включают в себя гомополипропилен, статистические сополимеры этилена и пропилена, блок-сополимеры этилена и пропилена, статистические сополимеры бутена и пропилена, статистические сополимеры бутена, этилена и пропилена, статистические сополимеры пентена и пропилена, статистические сополимеры гексена и пропилена, статистические сополимеры октена и пропилена, статистические сополимеры пентена, этилена и пропилена, а также статистические сополимеры гексена, этилена и пропилена. Альтернативно могут использоваться модифицированные полипропиленовые смолы этих полипропиленовых смол, сополимеризованные прививкой с модификаторами, включающими в себя: ненасыщенные одноосновные карбоновые кислоты, такие как акриловая кислота, метакриловая кислота и кротоновая кислота; ненасыщенные дикарбоновые кислоты, такие как малеиновая кислота, цитраконовая кислота и итаконовая кислота; сложные эфиры, амиды, или имиды этих ненасыщенных одноосновных карбоновых кислот или ненасыщенных дикарбоновых кислот; а также ненасыщенные двухосновные ангидриды, такие как малеиновый ангидрид, цитраконовый ангидрид и итаконовый ангидрид. Немодифицированная полипропиленовая смола является предпочтительной.
Среди них полипропиленовая смола предпочтительно является гомополипропиленом, статистическим сополимером этилена и пропилена, или блок-сополимером этилена и пропилена, более предпочтительно гомополипропиленом или статистическим сополимером этилена и пропилена, и еще более предпочтительно статистическим сополимером этилена и пропилена с точки зрения относительной дешевизны и легкодоступности. Эти полипропиленовые смолы могут использоваться по отдельности или в комбинации двух или более из них. Полипропиленовая смола может быть получена обычным способом с использованием любого катализатора полимеризации, выбираемого из катализаторов Циглера, ванадиевых катализаторов и металлоценовых катализаторов. Альтернативно может использоваться коммерчески доступный продукт. В качестве коммерчески доступного продукта может использоваться, например, подходящая полипропиленовая смола, выбираемая из серии «Novatec PP» (торговая марка) производства компании Japan Polypropylene Corp. в качестве примеров продуктов, получаемых с использованием катализаторов Циглера, и серии «WINTEC» (торговая марка) производства компании Japan Polypropylene Corp. в качестве примеров продуктов, получаемых с использованием металлоценовых катализаторов. Скорость течения расплава (MFR) полипропиленовой смолы особенно не ограничивается. Обычно MFR составляет предпочтительно 0,03-40 г/10 мин, и более предпочтительно 0,3-20 г/10 мин. Когда MFR находится в описанном выше диапазоне, формирование пленки с помощью, например, экструзии из расплава или раздуванием может гарантировать достаточную производительность, поскольку противодавление во время обработки является не слишком высоким. MFR измеряется в соответствии с японским промышленным стандартом JIS K7210 при температуре 230°C и нагрузке 2,16 кг.
[0098]
(Наружный слой)
Полипропиленовая смола для использования в наружном слое предпочтительно имеет содержание блока, отличающегося от мономерного звена пропилена, меньше чем 50 мольн.%. Содержание блока, отличающегося от мономерного звена пропилена, предпочтительно составляет меньше чем 30 мольн.%, более предпочтительно меньше чем 20 мольн.%, еще более предпочтительно меньше чем 10 мольн.% для предотвращения неравномерной толщины пленки при термосварке и достижения превосходной прочности. Среди прочих полипропиленовая смола предпочтительно является гомополипропиленом, статистическим сополимером этилена и пропилена, или блок-сополимером этилена и пропилена, более предпочтительно гомополипропиленом или статистическим сополимером этилена и пропилена, и еще более предпочтительно гомополипропиленом с точки зрения относительной дешевизны и легкодоступности.
[0099]
(Промежуточный слой и внутренний слой)
Полипропиленовая смола для использования в промежуточном слое и внутреннем слое предпочтительно имеет содержание блока, отличающегося от мономерного звена пропилена, составляющее 0,1-50 мольн.%. Содержание блока, отличающегося от мономерного звена пропилена, предпочтительно составляет 5-45 мольн.%, более предпочтительно 8-40 мольн.%, и еще более предпочтительно 10-35 мольн.% с точки зрения термосвариваемости, прозрачности, гибкости и низкотемпературной ударной прочности многослойной пленки. Среди прочих полипропиленовая смола предпочтительно является статистическим сополимером этилена и пропилена или блок-сополимером этилена и пропилена, и более предпочтительно статистическим сополимером этилена и пропилена с точки зрения относительной дешевизны и легкодоступности. Например, известный способ производства, описанный, например, в японской отложенной патентной заявке № 2005-132992, известен как способ для производства статистического сополимера этилена и пропилена.
Примеры коммерчески доступных продуктов такого статистического сополимера этилена и пропилена включают в себя статистические сополимеры этилена и пропилена серии «WELNEX» производства компании Japan Polypropylene Corp. Эти сополимеры являются мягкими полипропиленами, также называемыми смешиваемыми в реакторе термопластичными олефиновыми эластомерами (R-TPO), которые получаются с использованием металлоценовых катализаторов. Как сообщается, R-TPO обладают превосходным балансом различных характеристик, таких как обрабатываемость, гибкость и ударная прочность, потому что мягкие компоненты являются мелкими и равномерно диспергированными по сравнению с мягкими полипропиленовыми смолами типа компаунда или сшитого типа, которые месятся с аморфным эластомером. Примеры этого включают в себя NEWCON производства компании Japan Polypropylene Corp., Prime TPO производства компании Prime Polymer Co., Ltd., и Catalloy и QUALEAR производства компании Sun Allomer Ltd., в дополнение к WELNEX производства компании Japan Polypropylene Corp. Может использоваться любой подходящий из этих коммерчески доступных продуктов. Во внутреннем слое полиэтиленовая смола может использоваться вместо полипропиленовой смолы. Полиэтиленовая смола обладает превосходной низкотемпературной ударной прочностью и гибкостью, в то время как полипропиленовая смола обладает превосходной теплостойкостью и прочностью. Следовательно, полиэтиленовая смола и полипропиленовая смола могут быть подходящим образом смешаны в соответствии с желаемыми физическими свойствами. Примеры полиэтиленовой смолы, используемой в настоящем изобретении, включают в себя полиэтилен низкой плотности, линейный полиэтилен низкой плотности, линейный полиэтилен ультранизкой плотности, полиэтилен средней плотности, полиэтилен высокой плотности, а также сополимеры, имеющие этилен в качестве главного компонента, то есть сополимеры и многокомпонентные сополимеры этилена с одним, двумя или более сомономерами, выбираемыми из: α-олефинов, имеющих 3-10 атомов углерода, таких как пропилен, бутен-1, пентен-1, гексен-1, гептен-1 и октен-1; сложных эфиров винилового спирта, таких как винилацетат и винилпропионат; ненасыщенных сложных эфиров карбоновой кислоты, таких как метилакрилат, этилакрилат, метилметакрилат и этилметакрилат; а также ненасыщенных соединений, таких как диены с сопряженными двойными связями и диены с несопряженными двойными связями, и смешанных композиций этих сополимеров и многокомпонентных сополимеров. Содержание блока этилена в этиленовом полимере обычно составляет больше чем 50 мас.%. Полиэтиленовая смола предпочтительно является по меньшей мере одной полиэтиленовой смолой, выбираемой из полиэтилена низкой плотности, линейного полиэтилена низкой плотности и полиэтилена высокой плотности, более предпочтительно полиэтиленом высокой плотности. Эти полиэтиленовые смолы могут использоваться по отдельности или в комбинации двух или более из них. Примеры способа для производства полиэтиленовой смолы включает в себя, особенно не ограничиваясь этим, известные способы полимеризации, использующие известные катализаторы для полимеризации олефинов, например, способы полимеризации, использующие мультицентровые катализаторы, представителями которых являются катализаторы Циглера-Натта, или одноцентровые катализаторы, представителями которых являются металлоценовые катализаторы. Способ полимеризации для полиэтиленовой смолы включает в себя одноступенчатую полимеризацию, двухступенчатую полимеризацию, и полимеризацию с тремя или более ступенями, и т.д. Может использоваться полиэтиленовая смола, произведенная любым из этих способов. Скорость течения расплава (MFR) полиэтиленовой смолы особенно не ограничивается. Обычно MFR составляет предпочтительно 0,03-30 г/10 мин, и более предпочтительно 0,3-15 г/10 мин. Когда MFR находится в описанном выше диапазоне, формирование пленки с помощью, например, экструзии из расплава или раздуванием может гарантировать достаточную производительность, поскольку противодавление во время обработки является не слишком высоким. MFR измеряется в соответствии с японским промышленным стандартом JIS K7210 при температуре 190°C и нагрузке 2,16 кг. Примеры полиэтиленовой смолы включают в себя Novatec, Novatec LL, Novatec HD, Karnel и Hermorex (производства компании Japan Polyethylene Corp.), Suntec и CREOLEX (производства компании Asahi Kasei Chemicals Corp.), Neo-Zex и Evolue (производства компании Prime Polymer Co., Ltd.), SUMIKACENE (производства компании Sumitomo Chemical Co., Ltd.), Petrocene и Nipolon (производства компании Tosoh Corp.) и Umerit (производства компании Ube-Maruzen Polyethylene Co., Ltd.). Может использоваться любой подходящий из этих коммерчески доступных продуктов.
[0100]
Примеры смесителя включают в себя, особенно не ограничиваясь этим, месильные устройства, такие как смесители Бенбери, пластикаторы LaboPlastomill, одношнековые экструдеры и двухшнековые экструдеры. Производство путем смешивания в расплаве с использованием экструдера является предпочтительным с точки зрения производительности и хорошей способности к мешению.
Температура плавления для мешения может быть установлена подходящим образом, и обычно находится в диапазоне 130-300°C, и предпочтительно в диапазоне 150-250°C.
[0101]
Способ для производства многослойной пленки настоящего варианта осуществления особенно не ограничивается. Например, способ Т-образной экструзионной головки или способ раздувания могут использоваться в качестве способа формовки экструдированием композиции смолы, заряжаемой в экструдер.
Например, обычная формовка раздуванием с воздушным охлаждением, двухступенчатая формовка раздуванием с воздушным охлаждением, высокоскоростная формовка раздуванием или формовка раздуванием с водяным охлаждением могут использоваться в качестве формовки раздуванием.
Кроме того, может использоваться способ литья с раздувом, такой как прямой раздув или инжекционный раздув, или способ прессования.
Одношнековый или многошнековый экструдер может использоваться в качестве экструдера. Кроме того, многослойная пленка может быть сформирована путем многослойного экструдирования с использованием множества экструдеров.
Альтернативно композиция смолы может формоваться непосредственно в пленку из экструдера, используемого для производства композиции смолы.
[0102]
Мешок относится к сумчатому формованному изделию, которое может быть сформировано из листа настоящего варианта осуществления. Примеры мешка включают в себя мешки для упаковки пищевых продуктов, мешки для упаковки одежды, медицинские мешки, например, медицинские инфузионные мешки, а также мешки для упаковки химикатов.
[0103]
Многослойная пленка настоящего варианта осуществления обладает превосходной гибкостью, прозрачностью, низкой клейкостью, ударной прочностью и балансом этих свойств, как показано в нижеописываемых Примерах.
За счет использования этих свойств многослойная пленка настоящего варианта осуществления может использоваться в качестве, например, различных пакетов для одежды, различных продовольственных пакетов, пакетов для бытовых мелочей, пакетов для промышленных материалов, ламинатов для различных резиновых продуктов, полимерных продуктов, кожаных продуктов и т.п., эластичных лент для использования в бумажных подгузниках и т.п., промышленных изделий, таких как сетчатые пленки, защитные пленки для строительных материалов или стальных листов, подложки для клейких пленок, тарелки для мяса и рыбы, упаковка для овощей и фруктов, листовых продуктов, таких как контейнеры для замороженных продуктов, в приложениях для бытовых приборов, таких как телевизоры, стереоаппаратура и пылесосы, в приложениях для внутренних или внешних деталей автомобиля, таких как детали бампера, панели кузова и боковые уплотнения, в материалах для дорожного покрытия, в качестве водонепроницаемых материалов, водонепроницаемых листов, упаковки для гражданского строительства, товаров повседневного спроса, товаров для досуга, игрушек и игр, промышленных изделий, мебельной фурнитуры, канцелярских продуктов, таких как бумага для печатающих устройств, прозрачных файлов, папок и скоросшивателей, а также медицинских принадлежностей, таких как трансфузионные мешки.
В частности, многослойная пленка настоящего варианта осуществления может подходящим образом использоваться в качестве медицинских пленок и упаковочных материалов, например, материалов для упаковки пищевых продуктов и материалов для упаковки одежды.
[0104]
<Формовка трубы>
Формованное изделие настоящего варианта осуществления может быть получено способом формовки, упомянутым ниже. Способ формовки, например для трубы, особенно не ограничивается. Например, гидрированный блок-сополимер заряжается в экструдер и плавится, а затем экструдируется в виде трубы через экструзионную головку и охлаждается в воде или в воздухе для того, чтобы приготовить трубу. Одношнековый или многошнековый экструдер может использоваться в качестве экструдера. Кроме того, многослойная труба может быть сформирована путем многослойного экструдирования с использованием множества экструдеров. Альтернативно композиция полипропиленовой смолы может формоваться непосредственно в трубу из экструдера, используемого для производства гидрированного блок-сополимера.
[0105]
Форма трубы особенно не ограничивается. Например, обычно используется круглая или овальная труба. Диаметр трубы особенно не ограничивается и предпочтительно составляет, например, 1-50 мм, более предпочтительно 2-30 мм, и еще более предпочтительно 3-20 мм в терминах наружного диаметра. Толщина трубы предпочтительно составляет 0,3-30 мм, более предпочтительно 0,4-20 мм, и еще более предпочтительно 0,5-10 мм.
[0106]
Труба, получаемая, как описано выше, может быть приготовлена как многослойная труба путем ламинирования дополнительного полимера, не мешая целям настоящего варианта осуществления. Этот полимер может использоваться один или в комбинации из двух или более, в качестве единственного слоя или многослойного ламината, слои в котором могут различаться по типу. Слой, состоящий из полимера, в трубе, имеющей такую многослойную структуру, может быть самым внутренним слоем, промежуточным слоем или внешним слоем в соответствии с тем, какие характеристики желательно придать этой трубе. В настоящем варианте осуществления гидрированный блок-сополимер может быть приготовлен как полимерная композиция с полипропиленом, и эта композиция полипропиленовой смолы может быть сформована в трубу. В настоящем варианте осуществления оплетка из армирующей нити или спиральное армирующее изделие могут быть обернуты вокруг трубы и подготовлены в виде стойкой к давлению трубы (шланга) для повышения сопротивления давлению и т.д., поддерживая при этом гибкость за счет подавления увеличения толщины. Оплетка из армирующей нити располагается внутри или между слоями в направлении толщины, и может использовать винилоновое, полиамидное, полиэстерное, арамидное волокно, углеродное волокно, металлическую проволоку и т.п. Спиральное армирующее изделие располагается по внешней окружности и может использовать металл, пластмассу и т.п.
[0107]
[Труба]
Труба настоящего варианта осуществления имеет слой, содержащий гидрированный блок-сополимер (a) и полипропиленовую смолу. В этом контексте труба относится к изделию, имеющему полую трубчатую структуру, и включает в себя как трубу, имеющую однослойную структуру, так и трубу, имеющую структуру из двух или более слоев в качестве структуры поперечного сечения. В настоящем варианте осуществления содержание гидрированного блок-сополимера предпочтительно составляет 40-95 мас.%, а содержание полипропиленовой смолы предпочтительно составляет 5-60 мас.%.
[0108]
(Гидрированный блок-сополимер (a2))
Труба настоящего варианта осуществления может содержать гидрированный блок-сополимер (а2) (при условии, что гидрированный блок-сополимер (а2) является гидрированным блок-сополимером, отличающимся от гидрированного блок-сополимера (a)) по меньшей мере в одном слое.
Гидрированный блок-сополимер (a2) содержит полимерный блок (C-2), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента (в дальнейшем называемый полимерным блоком (C-2)), полимерный блок (B-2), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента (в дальнейшем называемый полимерным блоком (B-2)), и полимерный блок (S-2), имеющий винилароматическое соединение в качестве главного компонента (в дальнейшем называемый полимерным блоком (S-2)).
В гидрированном блок-сополимере (а2) содержание полимерного блока (C-2) составляет 0-15 мас.%, содержание полимерного блока (B-2) составляет 75-97 мас.%, и содержание полимерного блока (S-2) составляет 3-25 мас.%.
Количество виниловых связей перед гидрированием полимерного блока (C-2) составляет 1-25 мольн.%, а количество виниловых связей перед гидрированием полимерного блока (B-2) составляет 40-100 мольн.%.
Степень гидрирования гидрированного блок-сополимера (а2) составляет 80 мольн.% или больше.
Для гидрированного блок-сополимера (а2) фраза «имеющий... в качестве главного компонента», соответствующие материалы соединения диена с сопряженными двойными связями и винилароматического соединения, количество виниловых связей, и степень гидрирования могут быть определены таким же образом, что и в упомянутом выше гидрированном блок-сополимере (a1).
[0109]
(Способ для производства гидрированного блок-сополимера (а2))
Гидрированный блок-сополимер (а2) может быть произведен таким же образом, как и упомянутый выше гидрированный блок-сополимер (a).
В частности, содержанием каждого полимерного блока, количеством виниловых связей, степенью гидрирования и т.д. можно управлять при тех же самых условиях и используя те же самые мономеры, что и в гидрированном блок-сополимере (a).
[0110]
(Структурный пример гидрированного блок-сополимера (а2))
Примеры упомянутого выше гидрированного блок-сополимера (а2) включают в себя блок-сополимеры, имеющие структуры, представленные следующими общими формулами:
((C-2)-(B-2))n-(S-2)
((C-2)-(B-2))n-(S-2)-(B3)
((C-2)-(B-2)-(S-2))n
((C-2)-(B-2)-(S-2))n-(B3)
((C-2)-(B-2)-(S-2)-(B3))n
((C-2)-(B-2)-(S-2))m-X
((C-2)-(B-2)-(S-2)-(B3))m-X
((S-2)-(B-2))n-(S-2)
((S-2)-(B-2))n-(S-2)-(B3)
((S-2)-(B-2)-(S-2))n
((S-2)-(B-2)-(S-2))n-(B3)
((S-2)-(B-2)-(S-2)-(B3))n
((S-2)-(B-2)-(S-2))m-X
В этих общих формулах (C-2), (B-2), (S-2) и (B3) представляют полимерные блоки (C-2), (B-2) и (S-2), а также тот же самый полимерный блок (B3), что и в гидрированном блок-сополимере (a), соответственно. Когда имеется множество полимерных блоков (C-2), (B-2), (S-2) или (B3), эти полимерные блоки могут отличаться друг от друга или быть одинаковыми. Граница между полимерными блоками не обязательно должна быть четко определенной.
N является целым числом, равным 1 или больше, и предпочтительно имеет значение 1-3.
М является целым числом, равным 2 или больше, и предпочтительно имеет значение 2-6. X представляет остаток связующего вещества или остаток многофункционального инициатора.
Особенно предпочтительным является полимер, представленный структурной формулой (C-2)-(B-2)-(S-2), (C-2)-(B-2)-(S-2)-(B3), (S-2)-(B-2)-(S-2) или (S-2)-(B-2)-(S-2)-(B3).
[0111]
В этой связи остаток связующего вещества означает остаток после связывания связующим веществом для использования при связывании множества сополимеров из мономерных звеньев соединения диена с сопряженными двойными связями и мономерных звеньев соединения винилароматического углеводорода.
Примеры связующего вещества включают в себя бифункциональные связующие вещества и многофункциональные связующие вещества.
Примеры бифункциональных связующих веществ включают в себя, не ограничиваясь этим: соединения дигалогена, такие как диметилдихлорсилан и диметилдибромсилан; а также кислотные сложные эфиры, такие как метилбензоат, этилбензоат, фенилбензоат и сложные эфиры фталевой кислоты.
Примеры трифункциональных или многофункциональных связующих веществ включают в себя, не ограничиваясь этим: трехосновные спирты или полиспирты с более высокой основностью; поливалентные эпоксисоединения, такие как эпоксидированное соевое масло и диглицидилбисфенол A; кремнийгалоидные соединения, представленные формулой R1(4-n)SiXn (где R1 представляет собой углеводородную группу, имеющую 1-20 атомов углерода, X означает галоген, а n означает целое число 3 или 4); а также галоидные соединения олова.
Примеры кремнийгалоидных соединений включают в себя, не ограничиваясь этим, метилсилилтрихлорид, трет-бутилсилилтрихлорид, тетрахлорид кремния, а также их бромиды.
Примеры галоидных соединений олова включают в себя, не ограничиваясь этим, поливалентные галоидные соединения, такие как треххлористое метилолово, треххлористое трет-бутилолово и четыреххлористое олово. Альтернативно могут использоваться диметилкарбонат, диэтилкарбонат и т.п.
[0112]
В описанных выше общих формулах мономерные звенья винилароматического соединения в полимерном блоке (S-2), (C-2) или (B-2) могут быть распределены равномерно или могут быть распределены с плавным изменением.
Когда полимерный блок (S-2), (C-2) или (B-2) формирует сополимерный блок из мономерных звеньев винилароматического соединения и мономерных звеньев соединения диена с сопряженными двойными связями, мономерные звенья винилароматического соединения в сополимерном блоке могут включать в себя множество равномерно распределенных функциональных групп и/или множество функциональных групп, распределенных с плавным изменением. Функциональная группа сополимерного блока может содержать множество функциональных групп, отличающихся по содержанию мономерного звена винилароматического соединения.
[0113]
В трубе настоящего варианта осуществления полное содержание гидрированного блок-сополимера (a) и гидрированного блок-сополимера (a2) предпочтительно составляет 40-95 мас.%, а содержание полипропиленовой смолы предпочтительно составляет 5-60 мас.% с точки зрения гибкости, прозрачности, и стойкости к перегибу.
Более предпочтительно полное содержание компонентов (a) и (a2) составляет 50-90 мас.%, а содержание компонента полипропиленовой смолы составляет 10-50 мас.%.
Еще более предпочтительно полное содержание компонентов (a) и (a2) составляет 60-85 мас.%, а содержание компонента полипропиленовой смолы составляет 15-40 мас.%.
[0114]
(Конфигурация трубы)
Труба настоящего варианта осуществления предпочтительно имеет по меньшей мере наружный слой и внутренний слой в ее поперечном сечении.
В трубе настоящего варианта осуществления внутренний слой и/или наружный слой предпочтительно содержит гидрированный блок-сополимер (a) и предпочтительно дополнительно содержит полипропиленовую смолу.
Труба, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью и стойкостью к перегибу.
В трубе настоящего варианта осуществления толщина наружного слоя предпочтительно составляет 5-1000 мкм, а толщина внутреннего слоя предпочтительно составляет 10-3000 мкм с точки зрения гибкости, прозрачности и стойкости к перегибу.
Толщина наружного слоя в трубе настоящего варианта осуществления более предпочтительно составляет 10-500 мкм, и еще более предпочтительно 20-200 мкм.
Толщина внутреннего слоя в трубе настоящего варианта осуществления более предпочтительно составляет 20-2000 мкм, и еще более предпочтительно 30-1000 мкм.
[0115]
Содержание полипропиленовой смолы в наружном слое предпочтительно составляет 60-95 мас.%, а содержание гидрированного блок-сополимера (a) в наружном слое предпочтительно составляет от 5 до 40 мас.%. Труба, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью и низкой клейкостью.
С описанной выше точки зрения содержание полипропиленовой смолы в наружном слое более предпочтительно составляет 65-90 мас.%, и еще более предпочтительно 70-85 мас.%.
Содержание гидрированного блок-сополимера (a) в наружном слое более предпочтительно составляет 10-35 мас.%, и еще более предпочтительно 15-30 мас.%.
[0116]
Содержание полипропиленовой смолы во внутреннем слое предпочтительно составляет 5-60 мас.%, а содержание гидрированного блок-сополимера (a) во внутреннем слое предпочтительно составляет 40-95 мас.% с точки зрения гибкости, прозрачности и стойкости к перегибу.
Содержание полипропиленовой смолы во внутреннем слое более предпочтительно составляет 10-50 мас.%, и еще более предпочтительно 15-40 мас.%.
Содержание гидрированного блок-сополимера (a) во внутреннем слое более предпочтительно составляет 50-90 мас.%, и еще более предпочтительно 60-85 мас.%.
[0117]
Труба настоящего варианта осуществления предпочтительно имеет по меньшей мере наружный слой и внутренний слой, как было описано выше, и наружный слой и/или внутренний слой предпочтительно содержат гидрированный блок-сополимер (a2) с точки зрения гибкости, прозрачности и низкой клейкости.
Содержание полипропиленовой смолы в наружном слое предпочтительно составляет 60-95 мас.%, а полное содержание гидрированного блок-сополимера (a) и гидрированного блок-сополимера (а2) в наружном слое предпочтительно составляет от 5 до 40 мас.%.
Труба, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью и низкой клейкостью.
С описанной выше точки зрения содержание полипропиленовой смолы в наружном слое более предпочтительно составляет 65-90 мас.%, и еще более предпочтительно 70-85 мас.%.
Полное содержание гидрированного блок-сополимера (a) и гидрированного блок-сополимера (а2) в наружном слое более предпочтительно составляет от 10 до 35 мас.%, и еще более предпочтительно от 15 до 30 мас.%.
Содержание полипропиленовой смолы во внутреннем слое предпочтительно составляет 5-60 мас.%, а полное содержание гидрированного блок-сополимера (a) и гидрированного блок-сополимера (а2) во внутреннем слое предпочтительно составляет 40-95 мас.% с точки зрения гибкости, прозрачности и стойкости к перегибу.
Содержание полипропиленовой смолы во внутреннем слое более предпочтительно составляет 10-50 мас.%, и еще более предпочтительно 15-40 мас.%.
Полное содержание гидрированного блок-сополимера (a) и гидрированного блок-сополимера (а2) во внутреннем слое более предпочтительно составляет от 50 до 90 мас.%, и еще более предпочтительно от 60 до 85 мас.%.
[0118]
(Промежуточный слой)
Труба настоящего варианта осуществления может быть выполнена с возможностью иметь предопределенный промежуточный слой между наружным слоем и внутренним слоем.
В этом случае промежуточный слой предпочтительно содержит гидрированный блок-сополимер (a) и/или гидрированный блок-сополимер (a2).
Толщина промежуточного слоя предпочтительно составляет 10-3000 мкм, более предпочтительно 20-2000 мкм, и еще более предпочтительно 30-1000 мкм.
Труба, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью и стойкостью к перегибу.
[0119]
При измерении трубы настоящего варианта осуществления с помощью хроматографии перекрестного фракционирования (CFC) интегральный объем элюирования при -20°C или ниже составляет 0,1% или больше и меньше чем 40% от общего объема, интегральный объем элюирования в диапазоне температур выше чем -20°C и ниже чем 60°C составляет 40% или больше и меньше чем 95% от общего объема, и интегральный объем элюирования в диапазоне температур 60°C или выше и 150°C или ниже составляет 5% или больше и меньше чем 60% от общего объема.
Труба, сконфигурированная, как описано выше, обладает превосходной гибкостью, прозрачностью, низкой клейкостью и стойкостью к перегибу.
С аналогичных точек зрения интегральный объем элюирования при -20°C или ниже, более предпочтительно составляет 2% или больше и меньше чем 30%, еще более предпочтительно 3% или больше и меньше чем 20% от общего объема.
Интегральный объем элюирования в диапазоне выше чем -20°C и ниже чем 60°C более предпочтительно составляет 50% или больше и меньше чем 90%, и еще более предпочтительно 55% или больше и меньше чем 80% от общего объема.
Интегральный объем элюирования в диапазоне 60°C или выше и 150°C или ниже более предпочтительно составляет 10% или больше и меньше чем 50%, и еще более предпочтительно 20% или больше и меньше чем 45% от общего объема.
Объемами элюирования при CFC можно управлять, например, изменяя долю полимерного блока (C), (B1) или (B2), соотношение компонентов смеси гидрированного блок-сополимера (a) или тип полипропиленовой смолы. Объем элюирования CFC может быть измерен способом, описанным в нижеприведенных Примерах.
[0120]
(Способ для производства материала, формирующего каждый слой трубы)
Полимерный материал, формирующий каждый слой трубы настоящего варианта осуществления, может быть произведен, например, способом подходящего выбора гидрированного блок-сополимера (a), полипропиленовой смолы и опционально гидрированного блок-сополимера (a2) и других предопределенных компонентов и сухого смешивания этих компонентов, или способом подготовки материала с использованием обычного устройства для смешивания полимерных веществ.
[0121]
Примеры смесителя включают в себя, особенно не ограничиваясь этим, месильные устройства, такие как смесители Бенбери, LaboPlastomill, одношнековые экструдеры и двухшнековые экструдеры. Производство путем смешивания в расплаве с использованием экструдера является предпочтительным с точки зрения производительности и хорошей способности к мешению.
Температура плавления для мешения может быть установлена подходящим образом, и обычно находится в диапазоне 130-300°C, и предпочтительно в диапазоне 150-250°C.
[0122]
(Способ для производства трубы)
Способ для производства трубы настоящего варианта осуществления особенно не ограничивается. Например, полимерная композиция, содержащая конкретные материалы, заряжается в экструдер и плавится, а затем экструдируется в виде трубы через экструзионную головку и охлаждается в воде или в воздухе для того, чтобы приготовить трубу.
Одношнековый или многошнековый экструдер может использоваться в качестве экструдера. Кроме того, многослойная труба может быть сформирована путем многослойного экструдирования с использованием множества экструдеров. Альтернативно композиция смолы может формоваться непосредственно в трубу из экструдера, используемого для производства композиции смолы.
[0123]
Форма трубы особенно не ограничивается. Например, обычно используется круглая или овальная труба. Диаметр трубы особенно не ограничивается и предпочтительно составляет, например, 1-50 мм, более предпочтительно 2-30 мм, и еще более предпочтительно 3-20 мм в терминах наружного диаметра. Толщина трубы предпочтительно составляет 0,3-30 мм, более предпочтительно 0,4-20 мм, и еще более предпочтительно 0,5-10 мм.
[0124]
Труба настоящего варианта осуществления может быть приготовлена как многослойная труба путем ламинирования дополнительного полимера, не мешая целям настоящего варианта осуществления.
Этот полимер может использоваться один или в комбинации из двух или более, в качестве единственного слоя или многослойного ламината, слои в котором могут различаться по типу.
Слой, состоящий из полимера, в трубе, имеющей такую многослойную структуру, может быть самым внутренним слоем, промежуточным слоем или внешним слоем в соответствии с тем, какие характеристики желательно придать этой трубе.
В настоящем варианте осуществления оплетка из армирующей нити или спиральное армирующее изделие могут быть обернуты вокруг трубы и подготовлены в виде стойкой к давлению трубы (шланга) для повышения сопротивления давлению и т.д., поддерживая при этом гибкость за счет подавления увеличения толщины. Оплетка из армирующей нити располагается внутри или между слоями в направлении толщины, и может использовать винилоновое, полиамидное, полиэстерное, арамидное волокно, углеродное волокно, металлическую проволоку и т.п. Спиральное армирующее изделие располагается по внешней окружности и может использовать металл, пластмассу и т.п.
[0125]
Труба настоящего варианта осуществления обладает превосходной гибкостью, прозрачностью, низкой клейкостью, стойкостью к перегибу, а также балансом этих свойств, как показано в нижеописываемых Примерах, и может использоваться в любом приложении без конкретных ограничений.
За счет использования этих свойств труба настоящего варианта осуществления может использоваться в широком спектре приложений, таких как приложения для бытовых приборов, внутренних или внешних деталей автомобиля, товаров ежедневного спроса, товаров для досуга, игрушек и игр, промышленных изделий, приложения для производства пищевых продуктов и медицинские приложения.
Среди них труба настоящего варианта осуществления может подходящим образом использоваться в медицинских приложениях.
[0126]
<Клейкая пленка>
Клейкая пленка настоящего варианта осуществления содержит пленку подложки и располагающийся на пленке подложки клейкий слой, содержащий гидрированный блок-сополимер (a).
Клейкая пленка, сконфигурированная как описано выше, обладает превосходной начальной клейкостью, низкотемпературной клейкостью, свойствами подачи, низкими свойствами увеличения клейкости, а также балансом этих свойств.
[0127]
(Пленка подложки)
Материал пленки подложки особенно не ограничивается, и может использоваться любая из неполярных и полярных смол.
С точки зрения эффективности, цены и т.д. предпочтительные примеры неполярной смолы могут включить в себя полиэтилен и гомо- или блокполипропилен, а предпочтительные примеры полярной смолы могут включать в себя: полиэфирные смолы, такие как полиэтилентерефталат и полибутилентерефталат; полиамидные смолы; а также сополимеры этилена и винилацетата и продукты их гидролиза.
[0128]
Толщина пленки подложки предпочтительно составляет 1 мм или меньше, более предпочтительно 300 мкм или меньше, и еще более предпочтительно 10-200 мкм.
Пленка подложки, имеющая толщину 10 мкм или больше, может в достаточной степени защищать приклеиваемый материал. Пленка подложки, имеющая толщину 1 мм или меньше, дает практически хороший модуль упругости, имеет хорошую приспосабливаемость к неравномерностям, и может эффективно предотвращать вспучивание или отслаивание.
[0129]
(Клейкий слой)
Клейкий слой, формирующий клейкую пленку настоящего варианта осуществления, предпочтительно имеет толщину 3-100 мкм. Толщина клейкого слоя более предпочтительно составляет 5-50 мкм, и еще более предпочтительно 8-20 мкм.
Клейкий слой, имеющий толщину 100 мкм или меньше, обладает лучшей удобообрабатываемостью, а также является экономически предпочтительным. Клейкий слой, имеющий толщину 3 мкм или больше, обладает более хорошей адгезией и дает однородную толщину.
В большинстве случаев листовое формованное изделие, имеющее толщину 0,005 мм или больше и меньше чем 0,2 мм, упоминается как пленка, а листовое формованное изделие, имеющее толщину 0,2 мм или больше и 50 мм или меньше, упоминается как лист. В описании настоящей патентной заявки термин «пленка» охватывает и пленку, и лист.
[0130]
<Реагент, придающий клейкость>
Клейкий слой клейкой пленки настоящего варианта осуществления может содержать реагент, придающий клейкость.
Реагент, придающий клейкость, особенно не ограничивается, если он представляет собой смолу, способную придавать вязкость клейкому слою. Примеры этого включают в себя известные реагенты, придающие клейкость, такие как гидрированные терпеновые смолы, терпеновые смолы канифоли, гидрированные терпеновые смолы канифоли, ароматически модифицированные гидрированные терпеновые смолы, кумароновые смолы, фенольные смолы, терпеновые фенольные смолы, гидрированные терпеновые фенольные смолы, смолы ароматических углеводородов и смолы алифатических углеводородов.
В частности предпочтительными являются гидрированные терпеновые смолы, ароматически модифицированные гидрированные терпеновые смолы, гидрированные терпеновые фенольные смолы или терпеновые фенольные смолы.
Эти придающие клейкость реагенты могут использоваться по отдельности или в виде смеси двух или более из них. Конкретные примеры придающего клейкость реагента, который может использоваться, включают в себя реагенты, описанные в публикации «Chemicals for Rubber/Plastics» (ed. by Rubber Digest, Co., Ltd., Japan). Использование придающего клейкость реагента позволяет достичь улучшения прочности приклеивания.
Содержание придающего клейкость реагента в клейком слое предпочтительно составляет 0,5-50 мас.%, более предпочтительно 5-45 мас.%, и еще более предпочтительно 10-30 мас.%.
Содержание придающего клейкость реагента, равное 50 мас.% или меньше в клейком слое, является предпочтительным, потому что при этом увеличение приклеивания может быть эффективно предотвращено, и количество клейкого вещества, остающегося на поверхности после отсоединения, может быть дополнительно уменьшено. Содержание придающего клейкость реагента, равное 0,5 мас.% или больше, дает среднюю прочность приклеивания.
[0131]
<Гидрированный блок-сополимер (b) и гидрированный блок-сополимер (c)>
В клейкой пленке настоящего варианта осуществления клейкий слой предпочтительно дополнительно содержит 5-95 мас.%, более предпочтительно 10-90 мас.%, и еще более предпочтительно 15-85 мас.% гидрированного блок-сополимера (b) и/или гидрированного блок-сополимера (c), который будет описан позже.
Клейкая пленка, сконфигурированная, как описано выше, обладает более умеренной начальной клейкостью, низкотемпературной клейкостью, свойствами подачи, низкими свойствами увеличения клейкости, а также превосходным балансом этих свойств.
[0132]
Гидрированный блок-сополимер (b) содержит в своей молекуле полимерный блок (B-1), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента, и полимерный блок (S1), имеющий винилароматическое соединение в качестве главного компонента, в котором: в гидрированном блок-сополимере (b) содержание полимерного блока (B-1), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, составляет от 95 до 70 мас.%, и содержание полимерного блока (S1), имеющего винилароматическое соединение в качестве главного компонента, составляет 5-30 мас.%; а количество виниловых связей перед гидрированием полимерного блока (B-1), имеющего соединение диена с сопряженными двойными связями в качестве главного компонента, составляет 30-100 мольн.%, и степень гидрирования гидрированного блок-сополимера (b) составляет 80 мольн.% или больше.
[0133]
Гидрированный блок-сополимер (c) содержит в своей молекуле полимерный блок (B-2), содержащий соединение диена с сопряженными двойными связями и винилароматическое соединение, и полимерный блок (S2), имеющий винилароматическое соединение в качестве главного компонента, в котором: в гидрированном блок-сополимере (c) содержание полимерного блока (B-2), содержащего соединение диена с сопряженными двойными связями и винилароматическое соединение, составляет от 95 до 70 мас.%, и содержание полимерного блока (S2), имеющего винилароматическое соединение в качестве главного компонента, составляет 5-30 мас.%; и степень гидрирования гидрированного блок-сополимера (c) составляет 80 мольн.% или больше.
[0134]
Для гидрированного блок-сополимера (b) и гидрированного блок-сополимера (b1) фраза «имеющий... в качестве главного компонента», соответствующие материалы соединения диена с сопряженными двойными связями и винилароматического соединения, количество виниловых связей, и степень гидрирования могут быть определены и могут управляться таким же образом, что и в упомянутом выше гидрированном блок-сополимере (a).
Гидрированный блок-сополимер (b) и гидрированный блок-сополимер (c) могут быть произведены таким же образом, как и упомянутый выше гидрированный блок-сополимер (a). В частности, содержанием каждого полимерного блока, количеством виниловых связей, степенью гидрирования и т.д. можно управлять при тех же самых условиях и используя те же самые мономеры, что и в гидрированном блок-сополимере (a).
[0135]
(Структурный пример гидрированного блок-сополимера (b))
Примеры упомянутого выше гидрированного блок-сополимера (b) включают в себя блок-сополимеры, имеющие структуры, представленные следующими общими формулами:
(S1-(B-1))n,
(S1-(B-1)-S1)n,
(B-1)-(S1-(B-1))n,
[((B-1)-S1)n]m-Z,
[(S1-(B-1)n]m-Z,
[((B-1)-S1)n-(B-1)]m-Z, и
[(S1-(B-1))n-S1]m-Z.
[0136]
В этих общих формулах S1 представляет полимерный блок (S1), имеющий винилароматическое соединение в качестве главного компонента, а (B-1) представляют полимерный блок (В-1), имеющий соединение диена с сопряженными двойными связями в качестве главного компонента. Граница между полимерным блоком (S1) и полимерным блоком (b-1) не обязательно должна быть четко определенной. n - целое число 1 или больше, и предпочтительно является целым числом 1-5. m - целое число 2 или больше и предпочтительно является целым числом 2-11, более предпочтительно 2-8. Z представляет остаток связующего вещества. В этой связи остаток связующего вещества означает остаток после связывания связующим веществом множества сополимеров из мономерных звеньев соединения диена с сопряженными двойными связями и мономерных звеньев соединения винилароматического углеводорода между полимерным блоком (S1) и полимерным блоком (S1), между полимерным блоком (B-1) и полимерным блоком (B-1), или между полимерным блоком (S1) и полимерным блоком (B-1). Примеры связующего вещества включают в себя бифункциональные связующие вещества и многофункциональные связующие вещества.
Примеры бифункциональных связующих веществ включают в себя, не ограничиваясь этим: соединения дигалогена, такие как диметилдихлорсилан и диметилдибромсилан; а также кислотные сложные эфиры, такие как метилбензоат, этилбензоат, фенилбензоат и сложные эфиры фталевой кислоты.
Примеры трифункциональных или многофункциональных связующих веществ включают в себя, не ограничиваясь этим: трехосновные спирты или полиспирты с более высокой основностью; поливалентные эпоксисоединения, такие как эпоксидированное соевое масло и диглицидилбисфенол A; кремнийгалоидные соединения, представленные формулой R1(4-n)SiXn (где R1 представляет собой углеводородную группу, имеющую 1-20 атомов углерода, X означает галоген, а n означает целое число 3 или 4); а также галоидные соединения олова.
Примеры кремнийгалоидных соединений включают в себя, не ограничиваясь этим, метилсилилтрихлорид, трет-бутилсилилтрихлорид, тетрахлорид кремния, а также их бромиды.
Примеры галоидных соединений олова включают в себя, не ограничиваясь этим, поливалентные галоидные соединения, такие как треххлористое метилолово, треххлористое трет-бутилолово и четыреххлористое олово. Альтернативно могут использоваться диметилкарбонат, диэтилкарбонат и т.п.
В описанных выше общих формулах мономерные звенья винилароматического соединения в полимерном блоке (S1) и в полимерном блоке (B-1) могут быть распределены равномерно или могут быть распределены с плавным изменением. Когда полимерный блок (S1) и полимерный блок (B-1) формируют сополимерный блок из мономерных звеньев винилароматического соединения и мономерных звеньев соединения диена с сопряженными двойными связями, мономерные звенья винилароматического соединения в сополимерном блоке могут включать в себя множество равномерно распределенных функциональных групп и/или множество функциональных групп, распределенных с плавным изменением. Функциональная группа сополимерного блока может содержать множество функциональных групп, отличающихся по содержанию мономерного звена винилароматического соединения.
[0137]
(Структурный пример гидрированного блок-сополимера (с))
Примеры упомянутого выше гидрированного блок-сополимера (с) включают в себя блок-сополимеры, имеющие структуры, представленные следующими общими формулами:
(S2-(B-2))n,
(B-2)-(S2-(B-2))n,
[((B-2)-S2)n]m-Z, и
[((B-2)-S2)n-(B-2)]m-Z.
[0138]
В этих общих формулах (B-2) представляет полимерный блок (B-2), содержащий соединение диена с сопряженными двойными связями и винилароматическое соединение, а S2 представляет полимерный блок (S2), имеющий винилароматическое соединение в качестве главного компонента.
Граница между полимерным блоком (S2) и полимерным блоком (B-2) не обязательно должна быть четко определенной. N является целым числом, равным 1 или больше, и предпочтительно имеет значение 1-5. M - целое число, равное 2 или больше, и предпочтительно является целым числом 2-11, более предпочтительно 2-8. Z представляет остаток связующего вещества. В этой связи остаток связующего вещества означает остаток после связывания связующим веществом множества сополимеров из мономерных звеньев соединения диена с сопряженными двойными связями и мономерных звеньев соединения винилароматического углеводорода между полимерным блоком (S2) и полимерным блоком (S2), между полимерным блоком (B-2) и полимерным блоком (B-2), или между полимерным блоком (S2) и полимерным блоком (B-2). Примеры связующего вещества включают в себя бифункциональные связующие вещества и многофункциональные связующие вещества.
Примеры бифункциональных связующих веществ включают в себя, не ограничиваясь этим: соединения дигалогена, такие как диметилдихлорсилан и диметилдибромсилан; а также кислотные сложные эфиры, такие как метилбензоат, этилбензоат, фенилбензоат и сложные эфиры фталевой кислоты.
Примеры трифункциональных или многофункциональных связующих веществ включают в себя, не ограничиваясь этим: трехосновные спирты или полиспирты с более высокой основностью; поливалентные эпоксисоединения, такие как эпоксидированное соевое масло и диглицидилбисфенол A; кремнийгалоидные соединения, представленные формулой R1(4-n)SiXn (где R1 представляет собой углеводородную группу, имеющую 1-20 атомов углерода, X означает галоген, а n означает целое число 3 или 4); а также галоидные соединения олова.
Примеры кремнийгалоидных соединений включают в себя, не ограничиваясь этим, метилсилилтрихлорид, трет-бутилсилилтрихлорид, тетрахлорид кремния, а также их бромиды.
Примеры галоидных соединений олова включают в себя, не ограничиваясь этим, поливалентные галоидные соединения, такие как треххлористое метилолово, треххлористое трет-бутилолово и четыреххлористое олово. Альтернативно могут использоваться диметилкарбонат, диэтилкарбонат и т.п.
В описанных выше общих формулах мономерные звенья винилароматического соединения в полимерном блоке (S2) и в полимерном блоке (B-2) могут быть распределены равномерно или могут быть распределены с плавным изменением. Когда полимерный блок (S2) и полимерный блок (B-2) формируют сополимерный блок из мономерных звеньев винилароматического соединения и мономерных звеньев соединения диена с сопряженными двойными связями, мономерные звенья винилароматического соединения в сополимерном блоке могут включать в себя множество равномерно распределенных функциональных групп и/или множество функциональных групп, распределенных с плавным изменением. Функциональная группа сополимерного блока может содержать множество функциональных групп, отличающихся по содержанию мономерного звена винилароматического соединения.
[0139]
<Другие материалы>
Клейкий слой в клейкой пленке настоящего варианта осуществления может содержать другие материалы, такие как гидрированные стирольные эластомеры, олефиновые смолы, олефиновые эластомеры, акриловые сополимеры, смягчители, антиоксиданты, светостабилизаторы, пигменты, воски, термопластические смолы, натуральные каучуки, синтетические каучуки и бисамиды насыщенных жирных кислот, которые будут упомянуты позже, в дополнение к гидрированным блок-сополимерам (a), (b) и (c) и упомянутому выше придающему клейкость реагенту.
[0140]
[Гидрированный стирольный эластомер]
Типичные примеры гидрированного стирольного эластомера включают в себя, особенно не ограничиваясь этим, стирол-бутадиен-стирол (SBS), стирол-изопрен-стирол (SIS), статистический полимер стирол-бутадиен (SBR), стирол-этилен-бутилен-стирол (SEBS), получаемый путем насыщения SBS гидрированием, а также стирол-этилен-пропилен-стирол (SEPS). Другие примеры гидрированного стирольного эластомера могут включать в себя эластомеры, имеющие такую структуру, как стирол-этилен-бутилен (SEB), стирол-этилен-пропилен (SEP) или триблок-сополимер стирол-изобутилен-стирол (SIBS).
[0141]
Альтернативно может использоваться реактивный эластомер, получаемый из гидрированного стирольного эластомера путем добавления различных функциональных групп. Примеры таких функциональных групп включают в себя, не ограничиваясь этим, гидроксильную группу, карбоксильную группу, карбонильную группу, группу тиокарбонила, группу галоидангидрида, группу ангидрида кислоты, группу тиокарбоновой кислоты, группу альдегида, группу тиоальдегида, группу сложного эфира карбоновой кислоты, группу амида, группу сульфокислоты, группу сложного эфира сульфокислоты, группу фосфорной кислоты, группу сложного эфира фосфорной кислоты, аминогруппу, иминогруппу, группу нитрила, группу пиридила, группу хинолина, эпоксигруппу, тиоэпоксигруппу, группу сульфида, изоцианатную группу, группу эфира изородановой кислоты, группу кремнийгалоидного соединения, алкоксикремниевую группу, группу галида олова, группу бороновой кислоты, борсодержащую группу, группу бороната, группу алкоксиолова и группу фенилолова.
[0142]
[Олефиновая смола и олефиновый эластомер]
Примеры олефиновой смолы и олефинового эластомера включают в себя полимеры или сополимеры α-олефинов, имеющих 2-20 атомов углерода, а также сополимеры этилена и ненасыщенной карбоновой кислоты или ненасыщенного сложного эфира карбоновой кислоты.
Примеры этого включают в себя, не ограничиваясь этим, сополимеры этилена и пропилена, сополимеры этилена и 1-бутена, сополимеры этилена и 1-гексена, сополимеры этилена и 4-метилпентена, сополимеры этилена и 1-октена, гомополимеры пропилена, сополимеры этилена и пропилена, сополимеры пропилен-этилен-1-бутен, гомополимеры 1-бутена, сополимеры этилена и 1-бутена, сополимеры пропилена и 1-бутена, гомополимеры 4-метилпентена, сополимеры 4-метилпентен-1-пропилена, сополимеры 4-метилпентен-1-бутена, сополимеры 4-метилпентен-1-пропилен-1-бутена, сополимеры пропилен-1-бутена, сополимеры винилацетата и этилена, сополимеры метакриловой кислоты и этилена, а также сополимеры метилметакрилата и этилена.
Гомополимер пропилена, сополимер этилена и пропилена, сополимер пропилена и 1-бутена, сополимер пропилен-этилен-1-бутен или полиэтилен являются предпочтительными с точки зрения сохранения прочности приклеивания с течением времени.
[0143]
[Акриловый сополимер]
Клейкий слой клейкой пленки настоящего варианта осуществления может дополнительно содержать акриловый сополимер. Примеры акрилового сополимера включают в себя, особенно не ограничиваясь этим, сополимеры метилакрилата, этилакрилата, метилметакрилата или акрилонитрила и винилацетата, хлорвинила или стирола.
[0144]
[Смягчитель]
Клейкий слой клейкой пленки настоящего варианта осуществления может дополнительно содержать смягчитель. Смягчитель особенно не ограничивается. Например, может использоваться любой из смягчителей из минерального масла и смягчителей из синтетической смолы. Примеры смягчителей из минерального масла обычно включают в себя смеси ароматических углеводородов, нафтеновых углеводородов и парафиновых углеводородов.
В большинстве случаев масло, в котором количество атомов углерода парафинового углеводорода составляет 50% или больше от общего количества атомов углерода, упоминается как парафиновое масло; масло, в котором количество атомов углерода нафтенового углеводорода составляет 30% - 45% от общего количества атомов углерода, упоминается как нафтеновое масло; и масло, в котором количество атомов углерода ароматического углеводорода составляет 35% или больше от общего количества атомов углерода, упоминается как ароматическое масло. Смягчитель из минерального масла предпочтительно является парафиновым маслом, служащим смягчителем для резины. Смягчитель из синтетической смолы предпочтительно является полибутеном, низкомолекулярным полибутадиеном и т.п. Смягчитель, содержащийся в клейкой пленке настоящего варианта осуществления, способствует дополнительному улучшению клейкости.
[0145]
Содержание смягчителя в клейком слое клейкой пленки настоящего варианта осуществления предпочтительно составляет от 0 до 100 массовых частей, более предпочтительно 0,1-80 массовых частей на 100 массовых частей суммарного содержания упомянутых выше гидрированного блок-сополимера (a), гидрированного блок-сополимера (b) и гидрированного блок-сополимера (c) с точки зрения подавления выпотевания смягчителя и обеспечения практически достаточной прочности приклеивания.
[0146]
[Антиоксидант, светостабилизатор и т.д.]
Клейкий слой клейкой пленки настоящего варианта осуществления может быть дополнен стабилизатором, таким как антиоксидант или светостабилизатор.
[0147]
Примеры антиоксиданта включают в себя, не ограничиваясь этим: стерически затрудненные фенольные антиоксиданты, такие как 2,6-ди-трет-бутил-4-метилфенол, н-октадецил-3-(4'-гидрокси-3',5'-ди-трет-бутилфенил)пропионат, 2,2'-метиленбис(4-метил-6-трет-бутилфенол), 2,2'-метиленбис(4-этил-6-трет-бутилфенол), 2,4-бис[(октилтио)метил]-орто-крезол, 2-трет-бутил-6-(3-трет-бутил-2-гидрокси-5-метилбензил)-4-метилфенилакрилат, 2,4-ди-трет-амил-6-[1-(3,5-ди-трет-амил-2-гидроксифенил)этил]фенилакрилат, и 2-[1-(2-гидрокси-3,5-ди-трет-пентилфенил)]акрилат; серосодержащие антиоксиданты, такие как дилаурилтиодипропионат и лаурилстеарилтиодипропионатпентаэритрит-тетракис(β-лаурилтиопропионат); а также фосфорсодержащие антиоксиданты, такие как трис(нонилфенил)фосфит и трис(2,4-ди-трет-бутилфенил)фосфит.
[0148]
Примеры светостабилизатора включают в себя, не ограничиваясь этим: бензотриазольные поглотители ультрафиолетовых лучей, такие как 2-(2'-гидрокси-5 -метилфенил)бензотриазол, 2-(2'-гидрокси-3',5'-трет-бутилфенил)бензотриазол и 2-(2'-гидрокси-3',5'-ди-трет-бутилфенил)-5-хлорбензотриaзол; бензофеноновые поглотители ультрафиолетовых лучей, такие как 2-гидрокси-4-метоксибензофенон; а также стерически затрудненные аминовые светостабилизаторы.
[0149]
[Пигмент, воск, термопластическая смола, натуральный каучук и синтетический каучук]
Клейкий слой клейкой пленки настоящего варианта осуществления может также содержать в случае необходимости различные добавки в дополнение к уже упомянутым выше.
Примеры таких добавок включают в себя, не ограничиваясь этим: пигменты, такие как мумия и диоксид титана; воск, такой как парафин, микрокристаллический воск и воск низкомолекулярного полиэтилена; полиолефин или низкомолекулярные винилароматические термопластические смолы, такие как аморфный полиолефин и сополимеры этилакрилата и этилена; натуральный каучук и синтетические каучуки, такие как полиизопреновый каучук, бутадиеновый каучук, бутадиен-стирольный каучук, этилен-пропиленовый каучук, хлоропреновый каучук, акриловый каучук, изопрен-изобутиленовый каучук, а также полипентенамерный каучук. Примеры синтетических каучуков включают в себя описанные выше, а также описанные в публикации «Chemicals for Rubber/Plastics» (ed. by Rubber Digest, Co., Ltd., Japan).
[0150]
[Бисамид насыщенной жирной кислоты]
Клейкий слой клейкой пленки настоящего варианта осуществления может содержать бисамид насыщенной жирной кислоты, который является эффективным для подавления увеличения клейкости.
Примеры бисамида насыщенной жирной кислоты включают в себя, не ограничиваясь этим: алифатические бисамиды насыщенной жирной кислоты, такие как этиленбисстеарамид (EBSA), метиленбисстеарамид и гексаметиленбисстеарамид; а также ароматические бисамиды насыщенной жирной кислоты, такие как мета-ксилиленбисстеарамид и N,N'-дистеарилизофталамид.
Среди алифатических бисамидов насыщенной жирной кислоты более предпочтительным является этиленбисстеарамид.
Среди ароматических бисамидов насыщенной жирной кислоты более предпочтительным является мета-ксилиленбисстеарамид.
Эти бисамиды насыщенной жирной кислоты могут использоваться по отдельности или в комбинации из двух или более из них.
Клейкий слой может дополнительно содержать армирующий агент фазы стирольного блока, который является эффективным для подавления увеличения клейкости. Примеры армирующего агента фазы стирольного блока включают в себя в качестве мономерных звеньев, не ограничиваясь этим, стирол и соединения стирола, такие как α-метилстирол, пара-метилстирол, пара-хлорстирол, хлорметилстирол, трет-бутилстирол, пара-этилстирол и дивинилбензол. Эти агенты могут использоваться по отдельности или в комбинации из двух или более из них.
[0151]
(Способ для производства полимерного материала, формирующего клейкий слой клейкой пленки)
Полимерный материал, формирующий клейкий слой клейкой пленки настоящего варианта осуществления, может быть произведен, например, с помощью способа сухого смешения гидрированного блок-сополимера (a), гидрированного блок-сополимера (b), гидрированного блок-сополимера (c), а также других опционально добавляемых компонентов, или с помощью способа подготовки, использующего устройство для обычного смешивания полимерных материалов.
Примеры смесителя включают в себя, особенно не ограничиваясь этим, месильные устройства, такие как смесители Бенбери, LaboPlastomill, одношнековые экструдеры и двухшнековые экструдеры. Производство путем смешивания в расплаве с использованием экструдера является предпочтительным с точки зрения производительности и хорошей способности к мешению.
В частности, в случае смешивания придающего клейкость реагента может использоваться описанный выше способ сухого смешения, или концентрат может быть приготовлен путем предварительного смешивания с ним гидрированного блок-сополимера (a), (b) или (c), потому что придающий клейкость реагент является сильно клейким и плохо обрабатываемым благодаря своей чешуйчатой форме. Температура плавления для мешения может быть установлена подходящим образом, и обычно находится в диапазоне 130-300°C, и предпочтительно в диапазоне 150-250°C.
[0152]
Полимерный материал, формирующий клейкий слой настоящего варианта осуществления, может быть подвергнут обработке раздувом для того, чтобы достичь уменьшения веса, смягчения и улучшения адгезии.
Примеры способа раздува включают в себя, не ограничиваясь этим, химические методы, физические способы, а также использование термически расширяющихся микросфер. Эти способы могут использовать добавление химических порофоров (например, неорганических порофоров и органических порофоров), добавление физических порофоров, а также добавление термически расширяющихся микросфер, соответственно, чтобы распределить воздушные пузырьки внутри материала. Альтернативно уменьшение веса, смягчение и улучшение адгезии могут быть достигнуты путем добавления полого наполнителя (уже расширенных микросфер).
[0153]
(Способ для производства клейкой пленки)
Примеры способа для производства клейкой пленки настоящего варианта осуществления включают в себя, особенно не ограничиваясь этим, способ покрытия пленки подложки раствором или расплавом полимерного материала, формирующего клейкий слой, а также способ, использующий экструдер пленки.
В этом контексте в случае использования раствора или расплава полимерного материала, формирующего клейкий слой, композиция может быть приготовлена, а затем растворена или расплавлена, или раствор или расплав гидрированного блок-сополимера (a), дополненный в случае необходимости с гидрированным блок-сополимером (b) и гидрированным блок-сополимером (c), может быть приготовлен, а затем смешан.
[0154]
Способ покрытия, использующий раствор полимерного материала, может включать в себя, не ограничиваясь этим, например, растворение полимерного материала в растворителе, способном растворять полимерный материал, покрытие пленки подложки этим раствором с использованием обкладочной машины и т.п., и сушку растворителя путем нагрева для того, чтобы произвести клейкую пленку.
[0155]
Способ покрытия, использующий расплав полимерного материала, может включать в себя, не ограничиваясь этим, например, покрытие пленки подложки расплавленным полимерным материалом с использованием обкладочной машины и т.п. для того, чтобы произвести клейкую пленку. В этом случае предпочтительно использовать различные пленки подложки, имеющие температуру стеклования, температуру плавления или температуру размягчения выше, чем температура покрытия.
[0156]
Способ, использующий экструдер пленки, может включать в себя, не ограничиваясь этим, например, объединение компонента клейкого слоя, содержащего полимерный материал, и компонента (например, термопластической смолы), способного формировать пленку подложки, в виде двух потоков, то есть текучей среды для формирования клейкого слоя и текучей среды для формирования пленки подложки, внутри головки соэкструдера так, чтобы формировалась и экструдировалась единая текучая среда, и объединение клейкого слоя и слоя полимерной пленки для того, чтобы получить клейкую пленку.
[0157]
Способ, использующий экструдер пленки, обладает превосходной производительностью, потому что полимерный материал, формирующий клейкий слой, также может быть заранее произведен путем сухого смешивания каждого компонента для клейкого слоя. В частности, формовка экструдированием позволяет получить превосходную адгезию и адгезионную прочность готовой поверхностной защитной пленки.
[0158]
Клейкая пленка настоящего варианта осуществления может быть временно присоединена к поверхности оптического формованного изделия, такого как пластина световода или лист призмы, пластина из синтетической смолы, металлическая пластина, декорированная фанера, покрытый стальной лист, различные таблички и т.п., и использоваться в качестве защитной пленки для предотвращения царапин или загрязнения во время обработки, перевозки или хранения этих предметов.
Примеры
[0159]
Далее настоящий вариант осуществления будет более конкретно описан со ссылкой на Примеры. Однако настоящий вариант осуществления не ограничивается этими Примерами. В каждом из Примеров и Сравнительных примеров приготовление гидрированного блок-сополимера, производство композиции пропиленовой смолы и сравнение физических свойств были выполнены с помощью описанных ниже способов. В этой связи свойства гидрированного блок-сополимера и физические свойства композиции пропиленовой смолы измерялись следующим образом.
[0160]
<Способ измерения>
1) Содержание каждого полимерного блока в гидрированном блок-сополимере
Приблизительно 20 мл раствора полимера, взятого на каждой стадии процесса полимеризации для блок-сополимера перед гидрированием, вводились в герметично запечатанную бутылку емкостью 100 мл, содержащую 0,50 мл н-пропилбензола и приблизительно 20 мл толуола в качестве внутренних стандартов для того, чтобы приготовить образец.
Этот образец измерялся с помощью газового хроматографа (производства компании Shimadzu Corporation; модель GC-14B), снабженного насадочной колонкой, содержащей смазку Apiezon. Количество остаточных мономеров в растворе полимера определялось по полученным заранее калибровочным кривым мономеров бутадиена и мономеров стирола для того, чтобы подтвердить, что степени полимеризации мономеров бутадиена и мономеров стирола составляют 100%. Содержание каждого полимерного блока вычислялось в соответствии с нижеприведенной формулой.
Степень полимеризации бутадиена измерялась при постоянной температуре 90°C, а степень полимеризации стирола определялась при условиях, включающих в себя выдержку при 90°C в течение 10 мин и дальнейшее увеличение температуры до 150°C со скоростью 10°C/мин.
Содержание каждого блока=(Полное количество мономеров, поданных на каждую стадию)/(Количество всех мономеров)× 100 мас.%
[0161]
2) Количество виниловых связей перед гидрированием гидрированного блок-сополимера
Образцы полимеров, взятые на каждой стадии процесса полимеризации для предварительно гидрированного блок-сополимера и во время полимеризации для полимерного блока (B), были измерены с помощью метода протонного ядерного магнитного резонанса (H1-ЯМР). Условия измерения включали в себя: измерительное устройство: JNM-LA400 (производства компании JEOL Ltd.), растворитель: дейтерохлороформ, концентрация образца: 50 мг/мл, частота наблюдения: 400 МГц, стандарт для химического сдвига: тетраметилсилан, задержка импульса: 2,904 с, количество проходов: 64, ширина импульса: 45°, и температура измерения: 26°C. Количество виниловых связей вычислялось из долей связей 1,4 и 1,2 путем вычисления интегрированного значения сигналов 1H каждой связи из интегрированного значения сигналов, приписываемых связям 1,4 и 1,2.
Количество виниловых связей каждого образца полимера, взятого на каждой стадии процесса полимеризации для предварительно гидрированного блок-сополимера, вычислялось для того, чтобы вычислить соответствующее количество виниловых связей блока (C) и блока (B).
[0162]
3) Степень гидрирования ненасыщенной связи на основе блока соединения диена с сопряженными двойными связями гидрированного блок-сополимера
Полимеры после гидрирования измерялись с помощью протонного ядерного магнитного резонанса (1H-ЯМР). Условия измерения и способ для обработки данных измерений были теми же самыми, что и в параграфе 3). Степень гидрирования определялась путем вычисления интегрированных значений сигналов от оставшихся двойных связей и сигналов гидрированного диена с сопряженными двойными связями при 4,5-5,5 миллионных долей резонансной частоты, и вычисления их отношений.
[0163]
4) Содержание бутилена и/или содержание пропилена на 100 мольн.% полного содержания блока соединения диена с сопряженными двойными связями
Общее количество блоков соединения диена с сопряженными двойными связями в гидрированном блок-сополимере, а также содержание бутилена и/или содержание пропилена были измерены с помощью 1H-ЯМР с использованием полимеров после гидрирования. Условия измерения и способ для обработки данных измерений были теми же самыми, что и в параграфах 3) и 4). Содержание бутилена определялось путем вычисления интегрированного значения сигналов спектра, приписываемых бутилену (гидрированные связи 1,2), в диапазоне спектра 0-2,0 миллионных долей резонансной частоты, и вычисления их отношения.
[0164]
5) Содержание блока винилароматического соединения (в дальнейшем также называемое «содержанием стирола») гидрированного блок-сополимера
Полимеры после гидрирования измерялись с помощью протонного ядерного магнитного резонанса (1H-ЯМР). Условия измерения включали в себя: измерительное устройство: JNM-LA400 (производства компании JEOL Ltd.), растворитель: дейтерохлороформ, концентрация образца: 50 мг/мл, частота наблюдения: 400 МГц, стандарт для химического сдвига: тетраметилсилан, задержка импульса: 2,904 с, количество проходов: 64, ширина импульса: 45°, и температура измерения: 26°C. Содержание стирола вычислялось с использованием интегрированного значения всех сигналов ароматического соединения стирола в диапазоне спектра 6,2-7,5 миллионных долей резонансной частоты.
Содержание всех виниловых ароматических соединений (полное содержание стирола) и содержание стирола блока (S) также было подтверждено путем вычисления содержания блоков винилароматического соединения в каждом образце полимера, взятом на каждой стадии процесса полимеризации для предварительно гидрированного блок-сополимера.
[0165]
6) Ширина на половине высоты пика объема элюирования при измерении TGIC гидрированного блок-сополимера
Сухой образец экстрактов, полученных путем экстракции Сокслета (растворитель хлороформ, 90°C ×8 час) из каждого из гидрированных блок-сополимеров и формованных тел из композиций полипропиленовой смолы, полученных в Примерах и Сравнительных примерах, был растворен в орто-дихлорбензоле. Как будет описано ниже, образец раствора вводился к колонку с графитированным углем, и вычислялись объемы элюирования (мас.%) образцов и соответствующие температуры внутри колонки (°C). Объем элюирования при каждой температуре определялся из кривой температура элюирования - объем элюирования, полученной из этих значений.
Сначала температура колонки, содержащей материал насадки, была увеличена до 95°C. 0,2 мл раствора образца, содержащего гидрированный блок-сополимер, растворенный в орто-дихлорбензоле, вводилось в колонку. Температура колонки уменьшалась до -20°C со скоростью 2°C/мин. Затем температура колонки увеличивалась до 165°C со скоростью 2°C/мин. Концентрация образца, элюируемого при каждой температуре, определялась при объемной скорости потока подвижной фазы 0,5 мл/мин. Затем измерялась кривая температура элюирования - объем элюирования, и определялся объем элюирования при каждой температуре.
- Устройство: высокопроизводительное устройство для композиционного анализа (производства компании Polymer Characterization, S. A.)
- Детектор: инфракрасный спектрофотометр типа IR5 (производства компании Polymer Characterization, S. A.)
- Длина волны обнаружения: датчик концентрации CH2 v3.42 мкм (2920 см-1), метиловый датчик CH3 v3.38 мкм (2960 см-1)
- Колонка: колонка с пористым графитовым углеродом Hypercarb, адаптированная к высокой температуре (производства компании Polymer Characterization, S. A.), внутренний диаметр: 4,6 мм, длина: 150 мм, размер частиц: 5 мкм
- Подвижная фаза: орто-дихлорбензол с добавкой BHT
- Концентрация образца: 8 мг/8 мл
- Условия растворения: 150°C, 60 мин (в атмосфере азота)
- Впрыскиваемый объем: 0,2 мл
- Условия уменьшения температуры: с 95°C до -20°C (2°C/мин), скорость потока: 0,0 мл/мин
- Условия увеличения температуры: с -20°C до 165°C (2°C/мин), скорость потока: 0,5 мл/мин
Ширина на половине высоты пика элюирования в диапазоне 0°C или выше и 150°C или ниже определялась из полученной кривой температура элюирования - объем элюирования.
[0166]
7) Измерение DSC
10 мг каждого гидрированного блок-сополимера было точно отвешено в алюминиевую чашку. Использовался дифференциальный сканирующий калориметр (DSC) (производства компании TA Instruments, Q2000). Температура увеличивалась со скоростью 10°C/мин от начальной температуры -50°C до 150°C в атмосфере азота (объемная скорость потока: 50 мл/мин), удерживалась равной 150°C в течение 5 мин, а затем уменьшалась до -50°C со скоростью 10°C/мин, что сопровождалось измерением. Пик кристаллизации, появляющийся в ходе уменьшения температуры на вычерченной кривой DSC, рассматривался как температура кристаллизации (°C), а количество тепла, определяемое площадью пика кристаллизации, рассматривалось как теплота кристаллизации (Дж/г).
[0167]
8) Измерение динамической вязкоупругости гидрированного блок-сополимера
Спектр тангенса потери тепла (tan δ), полученный из твердой вязкоупругости (1 Гц), измерялся следующим способом для того, чтобы получить температуру пика tan δ.
Образец для измерения загружался в устройство АРЕС (торговая марка, производства компании TA Instruments) с геометрией торсионного типа, и образцы, описанные ниже, измерялись при условиях, включающих в себя эффективную длину измерения 25 мм, деформацию 0,5%, частоту 1 Гц, диапазон измерений от -100°C до 100°C и скорость увеличения температуры 3°C/мин.
Образец 1: гидрированный блок-сополимер (a) отдельно формовался в лист, имеющий толщину 2 мм, с помощью горячего пресса при 200°C в течение 5 мин. Затем этот лист был нарезан на куски шириной 10 мм и длиной 35 мм с тем, чтобы приготовить образец для измерения. Для этого образца определялся пик tan δ (Tg1).
Образец 2: композиция гидрированный блок-сополимер (a)/гомополипропилен (производства компании Sun Allomer Ltd., PL500A) в пропорции 30/70 формовалась в лист, имеющий толщину 2 мм, с помощью горячего пресса при 200°C в течение 5 мин. Затем этот лист был нарезан на куски шириной 10 мм и длиной 35 мм с тем, чтобы приготовить образец для измерения. Для этого образца определялся пик tan δ с нижней температурной стороны (Tg2).
Значение ΔTg (Tg1-Tg2) определялось из образца 1 и образца 2.
[0168]
9) Твердость по Шору А гидрированного блок-сополимера
Твердость по Шору А (в соответствии со стандартом ASTM D-2240) гидрированного блок-сополимера определялась следующим образом: гидрированный блок-сополимер формовался прессованием в лист, имеющий толщину 2 мм, при 200°C в течение 5 мин. Четыре таких листа ламинировались вместе, и мгновенное значение измерялось с использованием твердомера типа A.
[0169]
10) Подтверждение микрофазно-разделенной структуры
Гранулы гидрированного блок-сополимера, полученного в каждом из Примеров и Сравнительных примеров, формовались горячим прессованием в лист, имеющий толщину 2 мм, при 200°C. Этот лист был заморожен в жидком азоте, а затем нарезан на ультратонкие срезы в направлении, перпендикулярном к машинному направлению (MD), с использованием микротома. Фаза полимерного блока (S) была окрашена осмиевой кислотой, промыта водой, высушена, а затем наблюдалась под просвечивающим электронным микроскопом (TEM) при увеличении 50000×. Микрофазно-разделенная структура гидрированного блок-сополимера морфологически идентифицировалась по присутствию или отсутствию окрашенной черным части (черной части) на изображении TEM с использованием программного обеспечения для анализа изображений (производства компании Asahi Kasei Engineering Corp., A-Zou Kun). Затем вычислялось среднее значение большой и малой осей черной части и использовалось в качестве размера частиц. Этот размер частиц вычислялся для всех черных частей, и его среднее значение определялось и использовалось в качестве размера сферы (среднего размера частицы). Гидрированный блок-сополимер, который формировал микрофазно-разделенную структуру, содержащую сферическую структуру, и имел средний сферический размер частиц 5-20 нм, получал оценку ○; а гидрированный блок-сополимер, который формировал микрофазно-разделенную структуру, отличающуюся от упомянутой структуры «○», или который не формировал микрофазно-разделенную структуру, получал оценку ×.
Описанный выше пример структуры «○» показан на Фиг. 2. Описанный выше пример структуры «×» показан на Фиг. 3.
[0170]
11) Широкоугольная рентгеновская дифрактометрия
Листовые формованные изделия толщиной 250 мкм, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов. Использовалось устройство наноразмерной рентгеновской структурной оценки NANO-Viewer производства компании Rigaku Corp., и оптическая система использовала рентгеновские лучи (длина волны: 0,154 нм), подвергнутые точечному коллимированию (первая щель: диаметр 0,4 мм, вторая щель: диаметр 0,2 мм, защитная щель: диаметр 0,8 мм). Каждое формованное изделие облучалось падающим рентгеновским лучом параллельно поверхности формованного изделия со стороны. При этом толщина образца в направлении падения луча была равна или меньше, чем толщина листа. В качестве детектора использовалась рентгенографическая пластина. Длина камеры была установлена равной 74,5 мм, а время экспозиции составляло 15 мин. Для того, чтобы предотвратить рассеяние в воздухе, проход от второй щели до детектора вакуумировался. Коррекция рассеяния выполнялась для пустых ячеек и фона устройства. Полученный двумерный рисунок рассеяния усреднялся веерообразно внутри диапазона -15°<χ<15° (χ: азимут, определяемый относительно направления толщины формованного изделия в качестве 0°) для того, чтобы получить одномерный профиль рассеяния. Линия, соединяющая интенсивность рассеивания при 2θ=5° и интенсивность рассеивания при 2θ=30° в полученном профиле рассеяния, использовалась в качестве базовой. Интенсивность в пике рассеивания при 2θ=14° (рассеивания плоскостью (110) α-кристаллов полипропиленовой смолы) от базовой линии определялась как I14, а интенсивность рассеивания при 2θ=15° от базовой линии определялась как I15. Затем вычислялось отношение этих интенсивностей (I14/I15).
[0171]
12) Измерение CFC формованного изделия из композиции полипропиленовой смолы
Формованные изделия из композиции полипропиленовой смолы, полученной в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов. Кривая температура элюирования - объем элюирования измерялась фракционирующим элюированием с повышением температуры, как будет описано ниже, и определялись объем элюирования при каждой температуре и интегральный объем элюирования.
Сначала температура колонки, содержащей материал насадки, увеличивалась до 95°C. Раствор образца, содержащий гидрированный блок-сополимер, растворенный в орто-дихлорбензоле, вводился в колонку, которая затем выдерживалась при 140°C в течение 30 мин. Затем температура колонки уменьшалась до -20°C со скоростью 1°C/мин, а затем выдерживалась в течение 60 мин для того, чтобы осадить образец на поверхность упаковочного материала.
Затем температура колонки ступенчато увеличивалась с интервалами 5°C со скоростью 40°C/мин. При этом определялась концентрация образца, элюируемого при каждой температуре. Затем кривая температура элюирования - объем элюирования измерялась по объемам элюирования (%) образцов и соответствующим температурам внутри колонки (°C). Объем элюирования определялся при каждой температуре.
Устройство: хроматограф перекрестного фракционирования типа CFC (производства компании Polymer Characterization, S. A.)
Детектор: инфракрасный спектрофотометр типа IR (производства компании Polymer Characterization, S. A.)
Длина волны обнаружения: 3,42 мкм
Колонка: Shodex HT-806M × 3 (производства компании Showa Denko K. K.)
Калибровка колонки: монодисперсный полистирол (производства компании Tosho Corp.)
Способ калибровки молекулярной массы: способ калибровки с использованием стандартов (на основе полистирола)
Растворитель для элюирования: орто-дихлорбензол
Скорость потока: 1,0 мл/мин
Концентрация образца: 120 мг/30 мл
Впрыскиваемый объем: 0,5 мл
Интегральный объем элюирования в суммарном объеме при -20°C или ниже, интегральный объем элюирования в суммарном объеме в диапазоне выше чем -20°C и ниже чем 60°C, и интегральный объем элюирования в суммарном объеме в диапазоне 60°C или выше и 150°C или ниже определялись из полученной кривой температура элюирования - объем элюирования.
[0172]
13) Отношение интегрированного значения в диапазоне 29,4-30,0 частей на миллион к интегрированному значению в диапазоне 9,0-14,0 частей на миллион при измерении 13C-ЯМР
Сухой образец экстрактов, полученных путем экстракции Сокслета (растворитель хлороформ, 90°C ×8 час) из гидрированного блок-сополимера, был растворен в концентрации 10 мас./об.% в дейтеризованном хлороформе. Этот образец раствора был измерен с помощью 13C-ЯМР при описанных ниже условиях, и было вычислено отношение интегрированного значения в диапазоне 29,4-30,0 частей на миллион к интегрированному значению 9,0-14,0 частей на миллион (интеграл в диапазоне 29,4-30,0 частей на миллион/интеграл в диапазоне 9,0-14,0 частей на миллион).
- Устройство: Bruker BiospinAvance600
- Образец трубы: диаметр 5 мм
- Стандарт для химического сдвига 0 частей на миллион: TMS
- Наблюдаемое ядро: 13C
- Частота наблюдения: 150,91 МГц
- Программа импульсов: zgig30 (количественный способ измерения)
- Ширина импульса: 30°
- Время ожидания: 10 с
- Количество интеграций: 5000
Каждое отношение интегрированных значений вычислялось в соответствии со следующей интеграцией (1) или (2):
Отношение интегрированных значений=((1,23+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (1)
Отношение интегрированных значений=((12,28+((100-содержание бутилена×0,97-0,3)/0,97)3/10000×0,97)/0,97)/(содержание бутилена/4) Формула (2)
[0173]
<Способ для оценки свойств полимерной композиции>
14) Ударная прочность листового формованного изделия
Использовались листовые формованные изделия, полученные в Примерах и Сравнительных примерах. Эти листовые формованные изделия были нарезаны на тестовые образцы размером 20 см × 13 см. Два листа тестовых образцов ламинировались, и три стороны ламината термосваривались при 145°C в течение 2 с для того, чтобы приготовить мешок.
500 мл воды добавлялось в этот мешок, и оставшаяся сторона термосваривалась при тех же самых условиях для того, чтобы приготовить содержащий воду мешок.
Этот содержащий воду мешок дополнительно стерилизовался паром, а затем оставлялся на 24 час в холодильнике при 4°C. Затем 10 мешков каждого примера ронялись с высоты 1,8 м, измерялась доля разрушившихся мешков, и эта доля использовалась в качестве индекса ударной прочности.
Полученная доля разрушившихся мешков использовалась при оценке на основе следующих критериев:
5: Доля неразрушившихся мешков составляет 100%.
4: Доля неразрушившихся мешков составляет 80% или больше и меньше чем 100%.
3: Доля неразрушившихся мешков составляет 70% или больше и меньше чем 80%.
2: Доля неразрушившихся мешков составляет 50% или больше и меньше чем 70%.
1: Доля неразрушившихся мешков составляет меньше чем 50%.
[0174]
15) Гибкость листового формованного изделия
Использовались листовые формованные изделия, полученные в Примерах и Сравнительных примерах. Эти формованные изделия были отштампованы в форму гантели JIS № 5, и модуль упругости при растяжении (МПа) в машинном направлении (MD) каждого из получаемых образцов был измерен при скорости растяжения 200 мм/мин с использованием машины для испытания на растяжение (Minebea Co., Ltd., Tg-5kN) в соответствии со стандартом JIS K6251, и использовался в качестве индекса гибкости. Полученный модуль упругости при растяжении оценивался в соответствии со следующими критериями:
5: Модуль упругости при растяжении составляет меньше чем 250 МПа.
4: Модуль упругости при растяжении составляет 250 МПа или выше и ниже чем 300 МПа.
3: Модуль упругости при растяжении составляет 300 МПа или выше и ниже чем 350 МПа.
2: Модуль упругости при растяжении составляет 350 МПа или выше и ниже чем 450 МПа.
1: Модуль упругости при растяжении составляет 450 МПа или выше.
[0175]
16) Прозрачность листового формованного изделия
Использовались листовые формованные изделия, полученные в Примерах и Сравнительных примерах. Значение мутности (%) измерялось с использованием измерителя мутности (производства компании Nippon Denshoku Industries, Co., Ltd., NDH-1001DP) и использовалось в качестве индекса для прозрачности. Полученное значение мутности использовалось при оценке на основе следующих критериев:
5: Значение мутности составляет меньше чем 2,0%.
4: Значение мутности составляет 2,0% или больше и меньше чем 3,5%.
3: Значение мутности составляет 3,5% или больше и меньше чем 5,0%.
2: Значение мутности составляет 5,0% или больше и меньше чем 6,0%.
1: Значение мутности составляет 6,0% или больше.
[0176]
17) Низкая клейкость листового формованного изделия
Листовые формованные изделия, полученные в Примерах и Сравнительных примерах (Примеры 2-1-2-19 и Сравнительные примеры 2-1-2-14) были нарезаны на тестовые образцы размером 5 см × 8 см и 4 см × 6 см. Два полученных тестовых образца ламинировались друг с другом (верхний: 5 см × 8 см, нижний: 4 см × 5 см). Затем груз в 500 г (размер: 6 см × 10 см × 1 см), был помещен на верхний лист и оставлен на 60 с. Когда листы были затем отделены под углом 180° со скоростью 100 мм/мин, прочность приклеивания (Дж) была измерена с использованием машины для испытания на растяжение (Minebea Co., Ltd., Tg-5kN), и использовалась в качестве индекса низкой клейкости. Полученная прочность приклеивания оценивалась в соответствии со следующими критериями:
5: Прочность приклеивания составляет меньше чем 3 Н.
4: Прочность приклеивания составляет 3 Н или больше и меньше чем 5 Н.
3: Прочность приклеивания составляет 5 Н или больше и меньше чем 8 Н.
2: Прочность приклеивания составляет 8 Н или больше и меньше чем 10 Н.
1: Прочность приклеивания составляет 10 Н или больше.
[0177]
<Способ оценки свойств пленки>
(1) Гибкость
Из пленок, полученных в Примерах и Сравнительных примерах, были вырублены образцы JIS № 5 для того, чтобы приготовить образцы для измерения. Эти образцы для измерения были измерены при условиях, включающих в себя скорость растяжения 200 мм/мин в машинном направлении (MD) смолы в соответствии со стандартом JIS K7127. Критерии оценки приведены ниже.
•: Модуль упругости при растяжении составляет меньше чем 400 МПа.
ο: Модуль упругости при растяжении составляет 400 МПа или выше и ниже чем 500 МПа.
Δ: Модуль упругости при растяжении составляет 500 МПа или выше и ниже чем 600 МПа.
×: Модуль прочности при растяжении был равен 600 МПа или выше.
[0178]
(2) Прозрачность
Значения мутности пленок, полученных в Примерах и Сравнительных примерах, были измерены с использованием измерителя мутности (производства компании Nippon Denshoku Industries, Co., Ltd., NDH-1001DP) для того, чтобы оценить прозрачность.
Критерии оценки приведены ниже.
•: Значение мутности составляет меньше чем 12.
ο: Значение мутности составляет 12 или больше и меньше чем 15.
Δ: Значение мутности составляет 15 или больше и меньше чем 20.
×: Значение мутности составляет 20 или больше.
[0179]
(3) Низкая клейкость
Пленки, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов для оценки низкой клейкости с использованием фрикционного испытательного прибора (KES-SE, производства компании Kato Tech Co., Ltd.). Пленка длиной 2 см вырезалась из каждой пленки и устанавливалась на часть чувствительного элемента, а пленка длиной 10 см устанавливалась на предметный столик. Пленка на части чувствительного элемента и пленка на предметном столике помещались в контакт друг с другом (слой 2, показанный в Таблицах 5 и 6, или внутренний слой, показанный в Таблицах 8 и 9, контактировал с частью чувствительного элемента). Условия теста включали в себя скорость перемещения 1 мм/с и нагрузку 5 г. Полученный коэффициент трения μ (безразмерный) оценивался в соответствии со следующими критериями:
•: Значение коэффициента трения составляет меньше чем 0,9.
ο: Значение коэффициента трения составляет 0,9 или больше и меньше чем 1,8.
Δ: Значение коэффициента трения составляет 1,8 или больше и меньше чем 2,7.
×: Значение коэффициента трения составляет 2,7 или больше.
[0180]
(4) Объем элюирования при измерении CFC пленки
Пленки, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов. Кривая температура элюирования - объем элюирования измерялась фракционирующим элюированием с повышением температуры, как будет описано ниже, и определялись объем элюирования при каждой температуре и интегральный объем элюирования. Сначала температура колонки, содержащей материал насадки, увеличивалась до 95°C. Раствор образца, содержащий гидрированный блок-сополимер, растворенный в орто-дихлорбензоле, вводился в колонку, которая затем выдерживалась при 140°C в течение 30 мин. Затем температура колонки уменьшалась до -20°C со скоростью 1°C/мин, а затем выдерживалась в течение 60 мин для того, чтобы осадить образец на поверхность упаковочного материала. Затем температура колонки ступенчато увеличивалась с интервалами 5°C со скоростью 40°C/мин. При этом определялась концентрация образца, элюируемого при каждой температуре. Затем кривая температура элюирования - объем элюирования измерялась по объемам элюирования (%) образцов и соответствующим температурам внутри колонки (°C). Объем элюирования определялся при каждой температуре.
- Устройство: хроматограф перекрестного фракционирования типа CFC (производства компании Polymer Characterization, S. A.)
- Детектор: инфракрасный спектрофотометр типа IR (производства компании Polymer Characterization, S. A.)
- Длина волны обнаружения: 3,42 мкм
Колонка: Shodex HT-806M×3 (производства компании Showa Denko K. K.)
- Калибровка колонки: монодисперсный полистирол (производства компании Tosoh Corp.)
- Способ калибровки молекулярной массы: способ калибровки с использованием стандартов (на основе полистирола)
- Растворитель для элюирования: орто-дихлорбензол
- Скорость потока: 1,0 мл/мин
- Концентрация образца: 120 мг/30 мл
- Впрыскиваемый объем: 0,5 мл
Интегральный объем элюирования (%) в суммарном объеме при -20°C или ниже, интегральный объем элюирования (%) в суммарном объеме в диапазоне выше чем -20°C и ниже чем 60°C, и интегральный объем элюирования (%) в суммарном объеме в диапазоне 60°C или выше и 150°C или ниже определялись из полученной кривой температура элюирования - объем элюирования. Эти значения обозначены как «CFC % площади» в Таблицах 5 и 6.
[0181]
(5) Ударная прочность (емкость мешка: 500 мл)
Пленки были нарезаны на тестовые образцы размером 20 × 13 см. Два листа тестовых образцов ламинировались, и три стороны ламината термосваривались при 145°C в течение 2 с для того, чтобы приготовить мешок. 500 мл воды добавлялось в этот мешок, и оставшаяся сторона термосваривалась при тех же самых условиях для того, чтобы приготовить содержащий воду мешок. Этот содержащий воду мешок дополнительно стерилизовался паром, а затем оставлялся на 24 час в холодильнике при 4°C. Затем 10 мешков каждого примера ронялись с высоты 1,8 м, измерялась доля разрушившихся мешков, и эта доля использовалась в качестве индекса ударной прочности.
Полученная доля разрушившихся мешков использовалась при оценке на основе следующих критериев:
●: Доля неразрушившихся мешков составляет 100%.
○: Доля неразрушившихся мешков составляет 70% или больше и меньше чем 100%.
Δ: Доля неразрушившихся мешков составляет 50% или больше и меньше чем 70%.
×: Доля неразрушившихся мешков составляет меньше чем 50%.
[0182]
(6) Ударная прочность (емкость мешка: 2000 мл)
Пленки были нарезаны на тестовые образцы размером 21×33 см. Два листа тестовых образцов ламинировались, и три стороны ламината термосваривались при 145°C в течение 2 с для того, чтобы приготовить мешок. 2000 мл воды добавлялось в этот мешок, и оставшаяся сторона термосваривалась при тех же самых условиях для того, чтобы приготовить содержащий воду мешок. Этот содержащий воду мешок дополнительно стерилизовался паром, а затем оставлялся на 24 час в холодильнике при 4°C. Затем 10 мешков каждого примера ронялись с высоты 1,5 м, измерялась доля разрушившихся мешков, и эта доля использовалась в качестве индекса ударной прочности.
Полученная доля разрушившихся мешков использовалась при оценке на основе следующих критериев:
•: Доля неразрушившихся мешков составляет 100%.
ο: Доля неразрушившихся мешков составляет 70% или больше и меньше чем 100%.
Δ: Доля неразрушившихся мешков составляет 50% или больше и меньше чем 70%.
×: Доля неразрушившихся мешков составляет меньше чем 50%.
[0183]
<Способ для оценки свойств трубы>
(1) Широкоугольная рентгеновская дифрактометрия трубчатого формованного изделия
Трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов. Использовалось устройство наноразмерной рентгеновской структурной оценки NANO-Viewer производства компании Rigaku Corp., и оптическая система использовала рентгеновские лучи (длина волны: 0,154 нм), подвергнутые точечному коллимированию (первая щель: диаметр 0,4 мм, вторая щель: диаметр 0,2 мм, защитная щель: диаметр 0,8 мм). Образец, вырезанный из каждого трубчатого формованного изделия, облучался в круговом направлении падающим рентгеновским лучом параллельно поверхности формованного изделия со стороны.
При этом толщина образца в направлении падения луча была равна или меньше, чем толщина трубы.
В качестве детектора использовалась рентгенографическая пластина. Длина камеры была установлена равной 74,5 мм, а время экспозиции составляло 15 мин. Для того, чтобы предотвратить рассеяние в воздухе, проход от второй щели до детектора вакуумировался. Коррекция рассеяния выполнялась для пустых ячеек и фона устройства.
Полученный двумерный рисунок рассеяния усреднялся веерообразно внутри диапазона -15°<χ<15° (χ: азимут, определяемый относительно направления толщины формованного изделия в качестве 0°) для того, чтобы получить одномерный профиль рассеяния. Линия, соединяющая интенсивность рассеивания при 2=5° и интенсивность рассеивания при 2=30° в полученном профиле рассеяния, использовалась в качестве базовой. Интенсивность в пике рассеивания при 2θ=14° (рассеивания плоскостью (110) α-кристаллов полипропиленовой смолы) от базовой линии определялась как I(14), а интенсивность рассеивания при 2θ=15° от базовой линии определялась как I(15). Затем вычислялось отношение этих интенсивностей (I(14)/I(15)).
[0184]
(2) Объем элюирования при измерении CFC трубчатого формованного изделия
Трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов. Кривая температура элюирования - объем элюирования измерялась фракционирующим элюированием с повышением температуры, как будет описано ниже, и определялись объем элюирования при каждой температуре и интегральный объем элюирования.
Сначала температура колонки, содержащей материал насадки, увеличивалась до 95°C. Раствор образца, содержащий гидрированный блок-сополимер, растворенный в орто-дихлорбензоле, вводился в колонку, которая затем выдерживалась при 140°C в течение 30 мин.
Затем температура колонки уменьшалась до -20°C со скоростью 1°C/мин, а затем выдерживалась в течение 60 мин для того, чтобы осадить образец на поверхность упаковочного материала.
Затем температура колонки ступенчато увеличивалась с интервалами 5°C со скоростью 40°C/мин. При этом определялась концентрация образца, элюируемого при каждой температуре.
Затем кривая температура элюирования - объем элюирования измерялась по объемам элюирования (%) образцов и соответствующим температурам внутри колонки (°C). Объем элюирования определялся при каждой температуре.
- Устройство: хроматограф перекрестного фракционирования типа CFC (производства компании Polymer Characterization, S. A.)
- Детектор: инфракрасный спектрофотометр типа IR (производства компании Polymer Characterization, S. A.)
- Длина волны обнаружения: 3,42 мкм
Колонка: Shodex HT-806M×3 (производства компании Showa Denko K. K.)
- Калибровка колонки: монодисперсный полистирол (производства компании Tosoh Corp.)
- Способ калибровки молекулярной массы: способ калибровки с использованием стандартов (на основе полистирола)
- Растворитель для элюирования: орто-дихлорбензол
- Скорость потока: 1,0 мл/мин
- Концентрация образца: 120 мг/30 мл
- Впрыскиваемый объем: 0,5 мл
Интегральный объем элюирования (%) в суммарном объеме при -20°C или ниже, интегральный объем элюирования (%) в суммарном объеме в диапазоне выше чем -20°C и ниже чем 60°C, и интегральный объем элюирования (%) в суммарном объеме в диапазоне 60°C или выше и 150°C или ниже определялись из полученной кривой температура элюирования - объем элюирования. Эти значения обозначены как «CFC % площади» в Таблицах 10 и 12.
[0185]
(3) Гибкость трубчатого формованного изделия
Использовались трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах. Эти формованные изделия были нарезаны на 3 мм в ширину в машинном направлении, и модуль упругости при растяжении (МПа) полученных образцов был измерен при скорости растяжения 100 мм/мин с использованием машины для испытания на растяжение (Minebea Co., Ltd., Tg-5kN), и использовался в качестве индекса гибкости.
Полученный модуль упругости при растяжении оценивался в соответствии со следующими критериями:
•: Модуль упругости при растяжении составляет меньше чем 27 МПа.
ο: Модуль упругости при растяжении составляет 27 МПа или выше и ниже чем 35 МПа.
Δ: Модуль упругости при растяжении составляет 35 МПа или выше и ниже чем 45 МПа.
×: Модуль упругости при растяжении составляет 45 МПа или выше.
[0186]
(4) Прозрачность трубчатого формованного изделия
Использовались трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах. Пять труб были размещены рядом в кварцевой ячейке, которая была затем заполнена парафиновым маслом. Затем значение мутности (%) измерялось с использованием измерителя мутности (производства компании Nippon Denshoku Industries, Co., Ltd., NDH-1001DP) и использовалось в качестве индекса для прозрачности.
Полученное значение мутности использовалось при оценке на основе следующих критериев.
<Критерии для однослойной трубы>
•: Значение мутности составляет меньше чем 15%.
ο: Значение мутности составляет 15% или больше и меньше чем 22%.
Δ: Значение мутности составляет 22% или больше и меньше чем 30%.
×: Значение мутности составляет 30% или больше.
<Критерии для трехслойной трубы>
•: Значение мутности составляет меньше чем 20%.
ο: Значение мутности составляет 20% или больше и меньше чем 28%.
Δ: Значение мутности составляет 28% или больше и меньше чем 40%.
×: Значение мутности составляет 40% или больше.
[0187]
5) Низкая клейкость трубчатого формованного изделия
Трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах, использовались в качестве тестовых образцов для оценки низкой клейкости с использованием фрикционного испытательного прибора (KES-SE, производства компании Kato Tech Co., Ltd.).
Труба длиной 2 см вырезалась из каждой трубы и устанавливалась на часть чувствительного элемента внутреннего слоя, а труба длиной 10 см устанавливалась на предметный столик. Тестовый образец части чувствительного элемента и труба помещались в контакт друг с другом.
Условия теста включали в себя скорость перемещения 1 мм/с и нагрузку 25 г. Полученный коэффициент трения μ (безразмерный) оценивался в соответствии со следующими критериями:
•: Значение коэффициента трения составляет меньше чем 0,9.
ο: Значение коэффициента трения составляет 0,9 или больше и меньше чем 1,8.
Δ: Значение коэффициента трения составляет 1,8 или больше и меньше чем 2,7.
×: Значение коэффициента трения составляет 2,7 или больше.
[0188]
(6) Устойчивость к перегибу трубчатого формованного изделия (при 23°C и 4°C)
Использовались трубчатые формованные изделия, полученные в Примерах и Сравнительных примерах. Отклоняющее трубу напряжение измерялось с использования тестера растяжения/сжатия в ванне термостата при 23°C и в ванне термостата при 4°C. В частности, труба, имеющая длину 30 см, использовалась в качестве образца. Расстояние между зажимами было установлено равным 10 см, и образец сгибался и измерялся при скорости крейцкопфа 200 мм/мин.
Один пример кривой напряжения, полученной из соотношения между напряжением и расстоянием между зажимами, показан на Фиг. 4.
В примере, показанном на Фиг. 4, расстояние между зажимами при максимальном напряжении (X на Фиг. 4) было определено как расстояние между зажимами в тот момент, когда труба перегибается (положение перегиба). Большее значение расстояния между зажимами, соответствующего этому положению перегиба, оценивалось как более высокая устойчивость к перегибу. Устойчивость к перегибу оценивалась в соответствии со следующими критериями:
<Критерии для перегиба при 23°C>
•: Положение перегиба составляет 57 мм или больше.
ο: Положение перегиба составляет 53 мм или больше и меньше чем 57 мм.
Δ: Положение перегиба составляет 50 мм или больше и меньше чем 53 мм.
×: Положение перегиба составляет меньше чем 50 мм.
<Критерии для перегиба при 4°C>
•: Положение перегиба составляет 53 мм или больше.
ο: Положение перегиба составляет 47 мм или больше и меньше чем 53 мм.
Δ: Положение перегиба составляет 40 мм или больше и меньше чем 47 мм.
×: Положение перегиба составляет меньше чем 40 мм.
[0189]
<Способ оценки свойств клейкой пленки>
(1) Начальное приклеивание (23°C)
В качестве прибора для измерения прочности приклеивания клейких пленок, полученных в Примерах и Сравнительных примерах, использовался универсальный тестер растяжения/сжатия «Technograph TGE-500N» производства компании Minebea Co., Ltd. Образец шириной 25 мм, вырезанный из каждой клейкой пленки, ламинировался с пластиной из PMMA (среднеарифметическая шероховатость поверхности: 0,1 мкм), и присоединялся к ней путем прокатки резиновым валиком (диаметр: 10 см), имеющим вес 2 кг, при температуре 23°C и 50%-ной относительной влажности. Полученный образец был оставлен на 30 мин. Затем прочность образца на раздир была измерена при скорости раздира 300 мм/мин.
Для оценки испытание на отслаивание под углом 180 градусов проводилось при температуре 23°C и 50%-ой относительной влажности. Начальная клейкость оценивалась на основе начальной прочности приклеивания в соответствии со следующими критериями:
ο: Прочность приклеивания составляет 200 г/25 мм или больше
Δ: Прочность приклеивания составляет 100 г/25 мм или больше и меньше чем 200 г/25 мм
×: Прочность приклеивания составляет меньше чем 100 г/25 мм
[0190]
(2) Низкотемпературное приклеивание
В качестве прибора для измерения прочности приклеивания клейких пленок, полученных в Примерах и Сравнительных примерах, использовался универсальный тестер растяжения/сжатия «Technograph TGE-500N» производства компании Minebea Co., Ltd. Образец шириной 25 мм, вырезанный из каждой клейкой пленки, ламинировался с пластиной из PMMA (среднеарифметическая шероховатость поверхности: 0,1 мкм), и присоединялся к ней путем прокатки резиновым валиком (диаметр: 10 см), имеющим вес 2 кг, при температуре 23°C и 50%-ой относительной влажности. Для каждой из температур 23°C и 4°C полученный образец был оставлен на 24 час. Затем для каждой из температур 23°C и 4°C испытание на отслаивание под углом 180 градусов проводилось при скорости отслаивания 300 мм/мин для того, чтобы измерить прочность на раздир.
Низкотемпературная клейкость оценивалась на основе прочности приклеивания при 23°C и 4°C в соответствии со следующими критериями:
ο: Прочность приклеивания (при 4°C) составляет 80% или больше от прочности приклеивания (при 23°C).
Δ: Прочность приклеивания (при 4°C) составляет 50% или больше и меньше чем 80% от прочности приклеивания (при 23°C).
×: Прочность приклеивания (при 4°C) составляет меньше чем 50% от прочности приклеивания (при 23°C).
[0191]
(3) Свойства подачи
Каждая из клейких пленок, полученных в Примерах и Сравнительных примерах, была скручена вокруг бумажная гильзы размером 3 дюйма таким образом, чтобы наружный слой (бумажная гильза) и клейкий слой (клейкая пленка) контактировали друг с другом. Полученный образец устанавливался в подающее устройство и подавался со скоростью 5 м/мин. Плавная подача без складок, перекосов и т.п. была визуально подтверждена. Свойства подачи оценивались в соответствии со следующими критериями:
ο: Плавная подача.
Δ: Плавная подача с небольшими складками, перекосами и т.п.
×: Неплавная подача.
[0192]
(4) Свойства увеличения клейкости
В качестве прибора для измерения прочности приклеивания клейких пленок, полученных в Примерах и Сравнительных примерах, использовался универсальный тестер растяжения/сжатия «Technograph TGE-500N» производства компании Minebea Co., Ltd. Образец шириной 25 мм, вырезанный из каждой клейкой пленки, ламинировался с пластиной из PMMA (среднеарифметическая шероховатость поверхности: 0,1 мкм), и присоединялся к ней путем прокатки резиновым валиком (диаметр: 10 см), имеющим вес 2 кг, при температуре 23°C и 50%-ной относительной влажности. Полученный образец был оставлен на 30 мин. Затем испытание на отслаивание под углом 180 градусов проводилось при скорости отслаивания 300 мм/мин для того, чтобы измерить прочность на раздир (начальную прочность приклеивания). В то же время готовая клейкая пленка ламинировалась и присоединялась к пластине из PMMA описанным выше способом, затем нагревалась при 80°C в течение 1 час в сушильном шкафу для ускорения прилипания, и оставлялась на 30 мин в среде измерения. Затем измерялась прочность приклеивания (прочность приклеивания после ускорения нагреванием).
Свойства увеличения клейкости оценивались на основе изменения прочности приклеивания клейкой пленки до и после нагревания в соответствии со следующими критериями:
ο: Прочность приклеивания после ускорения нагреванием не более чем в 2,0 раза превышает начальную прочность приклеивания.
Δ: Прочность приклеивания после ускорения нагреванием не более чем в 2,5 раза превышает начальную прочность приклеивания.
×: Прочность приклеивания после ускорения нагреванием более чем в 2,5 раза превышает начальную прочность приклеивания.
[0193]
<Производство гидрированного блок-сополимера>
[Пример 1]
(Подготовка катализатора гидрирования)
Катализатор гидрирования, используемый в реакции гидрирования для гидрированного блок-сополимера, был приготовлен следующим образом: 1 л высушенного и очищенного циклогексана был заряжен в реактор, продутый азотом. Затем в реактор при тщательном перемешивании было добавлено 100 ммоль бис(η5-циклопентадиенил)дихлорида титана и раствор н-гексана, содержащий 200 ммоль триметилалюминия. Эта смесь реагировала при комнатной температуре в течение 3 дней.
[0194]
(Подготовка гидрированного блок-сополимера)
Периодическая полимеризация выполнялась с использованием корпусного реактора (внутренний объем: 10 л), снабженного мешалкой и рубашкой. Сначала в реактор было заряжено 1 л циклогексана. Затем в реактор было добавлено 0,050 массовых частей н-бутиллития (в дальнейшем упоминаемого как Bu-Li) на 100 массовых частей общего количества мономеров и 0,05 моль N,N,N',N'-тетраметилэтилендиамина (в дальнейшем упоминаемого как TMEDA) в качестве винилирующего агента на 1 моль Bu-Li.
На стадии 1 раствор циклогексана (концентрация бутадиена: 20 мас.%), содержащий 10 массовых частей бутадиена, был заряжен в реактор более чем на 10 мин с последующей полимеризацией в течение 10 мин. Температура полимеризации на стадии 1 поддерживалась равной 65°C.
На стадии 2 в реактор было добавлено 0,45 моль TMEDA на 1 моль Bu-Li, и раствор циклогексана (концентрация бутадиена: 20 мас.%), содержащий 34 массовых части бутадиена, был заряжен в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин. Температура полимеризации на стадии 2 поддерживалась равной 65°C.
На стадии 3 в реактор было добавлено 1,10 моль TMEDA на 1 моль Bu-Li и 0,05 моль трет-пентоксида натрия (в дальнейшем упоминаемого как «NaOAm») на 1 моль Bu-Li, и раствор циклогексана (концентрация бутадиена: 20 мас.%), содержащий 51 массовых частей бутадиена, был заряжен в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин. Температура полимеризации на стадии 3 поддерживалась равной 60°C.
На стадии 4 раствор циклогексана (концентрация стирола: 20 мас.%), содержащий 5 массовых частей стирола, был заряжен в реактор более чем на 10 мин с последующей полимеризацией в течение 10 мин. Температура полимеризации на стадии 4 поддерживалась равной 65°C.
Образец каждого полимера брался на каждой стадии процесса полимеризации для получения блок-сополимера.
Затем к полученному блок-сополимеру был добавлен катализатор гидрирования в концентрации 100 частей на миллион (в терминах титана) на 100 массовых частей блок-сополимера, после чего выполнялась реакция гидрирования при температуре 70°C и давлении водорода 0,7 МПа. После последующего добавления метанола к блок-сополимеру в качестве стабилизатора было добавлено 0,25 массовой части октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата.
Полученный гидрированный блок-сополимер (a-1) имел степень гидрирования 99%, MFR 2,5 г/10 мин, средневесовую молекулярную массу (Mw) 260000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-1) показаны в Таблицах 1 и 2.
[0195]
[Пример 2]
Гидрированный блок-сополимер (a-2) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было добавлено 0,01 моль TMEDA на 1 моль Bu-Li; а на стадии 2 в реактор было добавлено 0,50 моль TMEDA на 1 моль Bu-Li.
Полученный гидрированный блок-сополимер (a-2) имел степень гидрирования 97%, MFR 1,8 г/10 мин, средневесовую молекулярную массу (Mw) 262000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-2) показаны в Таблицах 1 и 2.
[0196]
[Пример 3]
Гидрированный блок-сополимер (a-3) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было добавлено 0,15 моль TMEDA на 1 моль Bu-Li; а на стадии 2 в реактор было добавлено 0,35 моль TMEDA на 1 моль Bu-Li.
Полученный гидрированный блок-сополимер (a-3) имел степень гидрирования 98%, MFR 3,2 г/10 мин, средневесовую молекулярную массу (Mw) 259000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-3) показаны в Таблицах 1 и 2.
[0197]
[Пример 4]
Гидрированный блок-сополимер (a-4) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 2 в реактор было добавлено 0,40 моль TMEDA на 1 моль Bu-Li; а на стадии 3 в реактор было добавлено 0,25 моль TMEDA на 1 моль Bu-Li.
Полученный гидрированный блок-сополимер (a-4) имел степень гидрирования 98%, MFR 1,6 г/10 мин, средневесовую молекулярную массу (Mw) 258000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-4) показаны в Таблицах 1 и 2.
[0198]
[Пример 5]
Гидрированный блок-сополимер (a-5) был произведен таким же образом, как и (a-1), за исключением того, что на стадии 3 в реактор было добавлено 1,50 моль TMEDA на 1 моле Bu-Li и 0,08 моль NaOAm на 1 моль Bu-Li.
Полученный гидрированный блок-сополимер (a-5) имел степень гидрирования 97%, MFR 3,2 г/10 мин, средневесовую молекулярную массу (Mw) 267000 и распределение молекулярной массы 1,26.
Результаты анализа полученного гидрированного блок-сополимера (a-5) показаны в Таблицах 1 и 2.
[0199]
[Пример 6]
Гидрированный блок-сополимер (a-6) был произведен таким же образом, как и (a-1), за исключением того, что реакция гидрирования была остановлена посередине процесса.
Полученный гидрированный блок-сополимер (a-6) имел степень гидрирования 85%, MFR 5,2 г/10 мин, средневесовую молекулярную массу (Mw) 259000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-6) показаны в Таблицах 1 и 2.
[0200]
[Пример 7]
Гидрированный блок-сополимер (a-7) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 2 в реактор было заряжено 32 массовые части бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 48 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 4 в реактор было заряжено 7 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин; и на стадии 5 в реактор было заряжено 3 массовые части бутадиена более чем на 5 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-7) имел степень гидрирования 97%, MFR 3,5 г/10 мин, средневесовую молекулярную массу (Mw) 264000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-7) показаны в Таблицах 1 и 2.
[0201]
[Пример 8]
Гидрированный блок-сополимер (a-8) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было заряжено 15 массовые части бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 31 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 47 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 7 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-8) имел степень гидрирования 99%, MFR 2,3 г/10 мин, средневесовую молекулярную массу (Mw) 261000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-8) показаны в Таблицах 1 и 2.
[0202]
[Пример 9]
Гидрированный блок-сополимер (a-9) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,071 массовой части Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 3 массовые части бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 42,5 массовых части бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 42,5 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 12 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-9) имел степень гидрирования 99%, MFR 2,3 г/10 мин, средневесовую молекулярную массу (Mw) 167000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-9) показаны в Таблицах 1 и 2.
[0203]
[Пример 10]
Гидрированный блок-сополимер (a-10) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было заряжено 5 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 13,5 массовых частей бутадиена более чем на 15 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было добавлено 0,90 моля TMEDA на 1 моль Bu-Li и 76,5 массовых частей бутадиена было заряжено в реактор более чем на 45 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-10) имел степень гидрирования 99%, MFR 4,3 г/10 мин, средневесовую молекулярную массу (Mw) 265000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-10) показаны в Таблицах 1 и 2.
[0204]
[Пример 11]
Гидрированный блок-сополимер (a-11) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,047 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 5 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было добавлено 0,55 моль TMEDA на 1 моль Bu-Li и 55 массовых частей бутадиена было заряжено в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было добавлено 1,00 моль TMEDA на 1 моль Bu-Li и 37 массовых частей бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 3 массовые части стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-11) имел степень гидрирования 99%, MFR 2,8 г/10 мин, средневесовую молекулярную массу (Mw) 250000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-11) показаны в Таблицах 1 и 2.
[0205]
[Пример 12]
Гидрированный блок-сополимер (a-12) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было заряжено 5 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было добавлено 0,40 моль TMEDA на 1 моль Bu-Li и 45 массовых частей бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было заряжено 45 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-12) имел степень гидрирования 99%, MFR 1,8 г/10 мин, средневесовую молекулярную массу (Mw) 262000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-12) показаны в Таблицах 1 и 2.
[0206]
[Пример 13]
Гидрированный блок-сополимер (a-13) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,042 массовой части Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было добавлено 0,09 моль TMEDA на 1 моль Bu-Li и в реактор было заряжено 2 массовые части бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 17 массовых частей бутадиена более чем на 20 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 78 массовых частей бутадиена более чем на 60 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 3 массовые части стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-13) имел степень гидрирования 97%, MFR 6,1 г/10 мин, средневесовую молекулярную массу (Mw) 289000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-13) показаны в Таблицах 1 и 2.
[0207]
[Пример 14]
Гидрированный блок-сополимер (a-14) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,045 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было добавлено 0,02 моль TMEDA на 1 моль Bu-Li и в реактор было заряжено 12 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было добавлено 0,40 моль TMEDA на 1 моль Bu-Li и 55 массовых частей бутадиена было заряжено в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было добавлено 1,00 моль TMEDA на 1 моль Bu-Li и 31 массовых частей бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 2 массовые части стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-14) имел степень гидрирования 98%, MFR 2,9 г/10 мин, средневесовую молекулярную массу (Mw) 275000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-14) показаны в Таблицах 1 и 2.
[0208]
[Сравнительный пример 1]
Гидрированный блок-сополимер (a-15) был произведен таким же образом, как и (a-1), за исключением того, что: стадия 1 не выполнялась; на стадии 2 в реактор было заряжено 38 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было заряжено 57 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-15) имел степень гидрирования 99%, MFR 18,6 г/10 мин, средневесовую молекулярную массу (Mw) 253000 и распределение молекулярной массы 1,11.
Результаты анализа полученного гидрированного блок-сополимера (a-15) показаны в Таблицах 1 и 2.
[0209]
[Сравнительный пример 2]
Гидрированный блок-сополимер (a-16) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,054 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 25 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 5 мин; на стадии 2 в реактор было заряжено 35 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было заряжено 35 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-16) имел степень гидрирования 99%, MFR 1,1 г/10 мин, средневесовую молекулярную массу (Mw) 226000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-16) показаны в Таблицах 1 и 2.
[0210]
[Сравнительный пример 3]
Гидрированный блок-сополимер (a-17) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,105 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 15 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 30 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 30 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 25 массовых частей стирола более чем на 15 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-17) имел степень гидрирования 99%, MFR 3,1 г/10 мин, средневесовую молекулярную массу (Mw) 100000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-17) показаны в Таблицах 1 и 2.
[0211]
[Сравнительный пример 4]
Гидрированный блок-сополимер (a-18) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,040 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 15 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 34 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 50,5 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 0,5 массовых частей стирола более чем на 5 мин с последующей полимеризацией в течение 5 мин.
Полученный гидрированный блок-сополимер (a-18) имел степень гидрирования 99%, MFR 25,5 г/10 мин, средневесовую молекулярную массу (Mw) 308000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-18) показаны в Таблицах 1 и 2.
[0212]
[Сравнительный пример 5]
Гидрированный блок-сополимер (a-19) был произведен таким же образом, как и (a-1), за исключением того, что: 10 массовых частей были заряжены в реактор более чем на 10 мин с последующей полимеризацией в течение 10 мин; стадия 2 не выполнялась; на стадии 3 в реактор было добавлено 1,60 моль TMEDA на 1 моль Bu-Li и 85 массовых частей бутадиена было заряжено в реактор более чем на 60 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 5 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-19) имел степень гидрирования 98%, MFR 3,2 г/10 мин, средневесовую молекулярную массу (Mw) 241000 и распределение молекулярной массы 1,06.
Результаты анализа полученного гидрированного блок-сополимера (a-19) показаны в Таблицах 1 и 2.
[0213]
[Сравнительный пример 6]
Гидрированный блок-сополимер (a-20) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 2 в реактор было заряжено 85 массовых частей бутадиена более чем на 60 мин с последующей полимеризацией в течение 10 мин; и стадия 3 не выполнялась.
Полученный гидрированный блок-сополимер (a-20) имел степень гидрирования 97%, MFR 1,8 г/10 мин, средневесовую молекулярную массу (Mw) 258000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-20) показаны в Таблицах 1 и 2.
[0214]
[Сравнительный пример 7]
Гидрированный блок-сополимер (a-21) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1,0 в реактор было добавлено 0,064 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 17 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 5 мин; на стадии 2 в реактор было добавлено 0,30 моль TMEDA на 1 моль Bu-Li и 62 массовые части бутадиена было заряжено в реактор более чем на 45 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было добавлено 1,25 моль TMEDA на 1 моль Bu-Li и 16 массовых частей бутадиена были заряжены в реактор более чем на 15 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-21) имел степень гидрирования 99%, MFR 1,2 г/10 мин, средневесовую молекулярную массу (Mw) 189000 и распределение молекулярной массы 1,08.
Результаты анализа полученного гидрированного блок-сополимера (a-21) показаны в Таблицах 1 и 2.
[0215]
[Сравнительный пример 8]
Гидрированный блок-сополимер (a-22) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было добавлено 0,35 моль TMEDA на 1 моль Bu-Li; на стадии 2 в реактор было добавлено 0,15 моль TMEDA на 1 моль Bu-Li и 42,5 массовых частей бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было заряжено 42,5 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-22) имел степень гидрирования 99%, MFR 11,8 г/10 мин, средневесовую молекулярную массу (Mw) 258000 и распределение молекулярной массы 1,06.
Результаты анализа полученного гидрированного блок-сополимера (a-22) показаны в Таблицах 1 и 2.
[0216]
[Сравнительный пример 9]
Гидрированный блок-сополимер (a-23) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 1 в реактор было заряжено 15 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 5 мин; на стадии 2 в реактор было добавлено 0,60 моль TMEDA на 1 моль Bu-Li и в реактор было заряжено 50 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было добавлено 0,75 моль TMEDA на 1 моль Bu-Li и 30 массовых частей бутадиена было заряжено в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-23) имел степень гидрирования 99%, MFR 3,2 г/10 мин, средневесовую молекулярную массу (Mw) 262000 и распределение молекулярной массы 1,09.
Результаты анализа полученного гидрированного блок-сополимера (a-23) показаны в Таблицах 1 и 2.
[0217]
[Сравнительный пример 10]
Гидрированный блок-сополимер (a-24) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,064 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 2 в реактор было добавлено 0,40 моль TMEDA на 1 моль Bu-Li и 42,5 массовых частей бутадиена было заряжено в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 3 в реактор было добавлено 0,15 моль TMEDA на 1 моль Bu-Li и 42,5 массовых частей бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-24) имел степень гидрирования 99%, MFR 2,0 г/10 мин, средневесовую молекулярную массу (Mw) 184000 и распределение молекулярной массы 1,05.
Результаты анализа полученного гидрированного блок-сополимера (a-24) показаны в Таблицах 1 и 2.
[0218]
[Сравнительный пример 11]
Гидрированный блок-сополимер (a-25) был произведен таким же образом, как и (a-1), за исключением того, что: на стадии 2 в реактор было заряжено 42,5 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 42,5 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и последующая реакция гидрирования была остановлена посередине процесса.
Полученный гидрированный блок-сополимер (a-25) имел степень гидрирования 60%, MFR 38,8 г/10 мин, средневесовую молекулярную массу (Mw) 265000 и распределение молекулярной массы 1,05.
Результаты анализа полученного гидрированного блок-сополимера (a-25) показаны в Таблицах 1 и 2.
[0219]
[Сравнительный пример 12]
Гидрированный блок-сополимер (a-26) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,065 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 8 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было добавлено 0,55 моль TMEDA на 1 моль Bu-Li и 42 массовых части бутадиена было заряжено в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было добавлено 0,80 моль TMEDA на 1 моль Bu-Li и 42 массовых части бутадиена были заряжены в реактор более чем на 30 мин с последующей полимеризацией в течение 10 мин; и на стадии 4 в реактор было заряжено 8 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин.
Полученный гидрированный блок-сополимер (a-26) имел степень гидрирования 99%, MFR 4,4 г/10 мин, средневесовую молекулярную массу (Mw) 184000 и распределение молекулярной массы 1,07.
Результаты анализа полученного гидрированного блок-сополимера (a-26) показаны в Таблицах 1 и 2.
[0220]
[Сравнительный пример 13]
Гидрированный блок-сополимер (a-27) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,035 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 10 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 30 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 60 массовых частей бутадиена более чем на 45 мин с последующей полимеризацией в течение 10 мин; и стадия 4 не выполнялась.
Полученный гидрированный блок-сополимер (a-27) имел степень гидрирования 98%, MFR 0,9 г/10 мин, средневесовую молекулярную массу (Mw) 408000 и распределение молекулярной массы 1,21.
Результаты анализа полученного гидрированного блок-сополимера (a-27) показаны в Таблицах 1 и 2.
[0221]
[Сравнительный пример 14]
Гидрированный блок-сополимер (a-28) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,035 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 в реактор было заряжено 10 массовых частей бутадиена более чем на 10 мин с последующей полимеризацией в течение 10 мин; на стадии 2 в реактор было заряжено 60 массовых частей бутадиена более чем на 45 мин с последующей полимеризацией в течение 10 мин; на стадии 3 в реактор было заряжено 30 массовых частей бутадиена более чем на 30 мин с последующей полимеризацией в течение 10 мин; и стадия 4 не выполнялась.
Полученный гидрированный блок-сополимер (a-28) имел степень гидрирования 97%, MFR 0,6 г/10 мин, средневесовую молекулярную массу (Mw) 403000 и распределение молекулярной массы 1,23.
Результаты анализа полученного гидрированного блок-сополимера (a-28) показаны в Таблицах 1 и 2.
[0222]
[Таблица 1]
|
[0223]
[Таблица 2]
|
[0224]
<Производство композиции полипропиленовой смолы и листового формованного изделия (Таблицы 3 и 4)>
<Полипропиленовая смола>
Следующие полипропиленовые смолы использовались в Примерах и Сравнительных примерах.
PP(A): статистический сополимер этилена и пропилена («PC630A» (торговая марка) производства компании Sun Allomer Ltd., MFR=6,8 г/10 мин)
PP(В): статистический сополимер этилена и пропилена («PM931M» (торговая марка) производства компании Sun Allomer Ltd., MFR=25,1 г/10 мин)
PP (C): гомополимер пропилена («PL500A» (торговая марка) производства компании Sun Allomer Ltd., MFR=3,0 г/10 мин)
[0225]
[Примеры 2-1-2-19 и Сравнительные примеры 2-1-2-14]
Каждый из гидрированных блок-сополимеров (a-1) - (a-28) Примеров 1-14 и Сравнительных примеров 1-14 был смешан в сухом состоянии с полипропиленовой смолой в отношении (в массовых частях), показанном в Таблицах 3 и 4, и эта смесь месилась в расплаве при условиях, включающих в себя температуру 200°C, скорость 150 об/мин и выход экструдирования 5 кг/час, с использованием двухшнекового экструдера (L/D=42, диаметр 30 мм) для получения гранул композиции полипропиленовой смолы.
Листовые формованные изделия Примеров 2-1-2-19 и Сравнительных примеров 2-1-2-14 были подготовлены как описано ниже, и каждое физическое свойство было измерено. В частности, гранулы композиции полипропиленовой смолы были применены к Т-образной экструзионной головке в одношнековом листовом экструдере (диаметр 40 мм) при условиях, включающих в себя температуру полимера 200°C, скорость шнека 30 об/мин, отверстие мундштука Т-образной экструзионной головки 0,5 мм, ширину разреза Т-образной экструзионной головки 400 мм, температуру поверхности ролика 45°C и скорость намоточного устройства 3 м/мин для того, чтобы приготовить листовые формованные изделия, имеющие толщину приблизительно 250 мкм. Эта толщина регулировалась путем изменения скорости вращения шнека, выхода экструдирования, скорости намоточного устройства и т.д. Полученные результаты оценки показаны в Таблицах 3 и 4. В частности, каждое физическое свойство оценивалось по шкале от 1 до 5, а также оценивался баланс этих физических свойств.
[0226]
[Таблица 3]
|
[0227]
[Таблица 4]
|
[0228]
Как видно из Таблиц 3 и 4, листы, полученные путем формовки композиции полипропиленовой смолы, содержащей гидрированные блок-сополимеры, которая удовлетворяла требованиям настоящего варианта осуществления, не имеют оценок «1» во всех пунктах и были оценены как обладающие превосходным балансом низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости. С другой стороны, листы, полученные путем формовки композиции полипропиленовой смолы, содержащей гидрированные блок-сополимеры, которая не удовлетворяла требованиям настоящего варианта осуществления, получили оценку × по меньшей мере в одном из пунктов, и были оценены как обладающие плохим балансом низкотемпературной ударной прочности, гибкости, прозрачности и низкой клейкости.
[0229]
<Двухслойная пленка [Примеры 3-1-3-14 и Сравнительные примеры 3-1-3-14]>
[Полипропиленовая смола]
Используемой полипропиленовой смолой была смола PP-1, описываемая ниже. Значение MFR измерялось при 190°C под нагрузкой 2160 г.
PP-1: статистический
Novatec MF3FQ (производства компании Japan Polypropylene Corp., MFR: 8,0 г/10 мин)
[0230]
Материалы, показанные в Таблицах 5 и 6, формовались путем соэкструзии при условиях, включающих в себя температуру экструдирования 230°C и температуру головки 250°C, с использованием многослойного экструдера (производства компании Research Laboratory of Plastics Technology Co., Ltd., PLABOR) таким образом, что два слоя, показанные в Таблицах 5 и 6, ламинировались в порядке, показанном в Таблицах 5 и 6 (слой 1 и слой 2) для того, чтобы получить двухслойную пленку, имеющую толщину 0,17 мм.
[0231]
[Таблица 5]
|
[0232]
[Таблица 6]
|
[0233]
Результаты Таблиц 5 и 6 показали, что двухслойные пленочные формованные изделия, полученные в Примерах 3-1-3-14, являются практически хорошими с точки зрения гибкости, прозрачности, низкой клейкости и ударной прочности, а также имеют хороший баланс этих свойств.
[0234]
<Трехслойная пленка [Примеры 4-1-4-28 и Сравнительные примеры 4-1 и 4-2]>
[Полипропиленовая смола]
Используемыми смолами полипропилена были PP-1 - PP-5, описываемые ниже. Значение MFR измерялось при 190°C под нагрузкой 2160 г.
PP-1: статистический
Novatec MF3FQ (производства компании Japan Polypropylene Corp., MFR: 8,0 г/10 мин)
PP-2: статистический
Novatec EG6D (производства компании Japan Polypropylene Corp., MFR: 1,9 г/10 мин)
PP-3: гомополимер
PL500A (производства компании Sun Allomer Ltd., MFR: 3,0 г/10 мин)
PP-4: блок-сополимер
PC480A (производства компании Sun Allomer Ltd., MFR: 2,0 г/10 мин)
PP-5: R-TPO
WELNEX RFX4V (производства компании Japan Polypropylene Corp.)
[0235]
[Полиэтиленовая смола]
Используемыми полиэтиленовыми смолами были PE-1 и PE-2, описываемые ниже. Значение MFR измерялось при 190°C под нагрузкой 2160 г.
PE-1: LDPE (LF443, производства компании Japan Polyethylene Corp., MFR=1,5 г/10 мин)
PE-2: HDPE (HF560, производства компании Japan Polyethylene Corp., MFR=7,0 г/10 мин)
[0236]
(Гидрированный блок-сополимер (b1-1): Производственный пример 15)
Периодическая полимеризация выполнялась с использованием корпусного реактора (внутренний объем: 10 л), снабженного мешалкой и рубашкой. Сначала в реактор было заряжено 1 л циклогексана. Затем в реактор было добавлено 0,065 массовых частей н-бутиллития (в дальнейшем упоминаемого как Bu-Li) на 100 массовых частей общего количества мономеров, 0,05 моль N,N,N',N'-тетраметилэтилендиамина (в дальнейшем упоминаемого как TMEDA) на 1 моль Bu-Li и 0,05 моль трет-пентоксида натрия (в дальнейшем упоминаемого как NaOAm) на 1 моль Bu-Li.
На стадии 1 раствор циклогексана (концентрация: 20 мас.%), содержащий 7 массовых частей стирола, был заряжен в реактор более чем на 5 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 60°C.
На стадии 2 раствор циклогексана (концентрация: 20 мас.%), содержащий 85 массовых частей бутадиена, был заряжен в реактор более чем на 60 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 55°C.
На стадии 3 раствор циклогексана (концентрация: 20 мас.%), содержащий 8 массовых частей стирола, был заряжен в реактор более чем на 5 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 60°C.
Полученный блок-сополимер имел содержание стирола 15 мас.%, количество виниловых связей перед гидрированием 80% в функциональной группе блока бутадиена, средневесовую молекулярную массу 178000 и распределение молекулярной массы 1,12.
Затем к полученному блок-сополимеру был добавлен катализатор гидрирования в количестве 100 частей на миллион (в терминах титана) на 100 массовых частей блок-сополимера, после чего выполнялась реакция гидрирования при температуре 70°C и давлении водорода 0,7 МПа.
После последующего добавления метанола к блок-сополимеру в качестве стабилизатора было добавлено 0,3 массовой части октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата.
Полученный гидрированный блок-сополимера (b1-1) имел степень гидрирования 99,2% и MFR 4,8 г/10 мин.
Результаты анализа полученного гидрированного блок-сополимера (b1-1) показаны в Таблице 7.
[0237]
(Гидрированный блок-сополимер (b1-2): Производственный пример 16)
Гидрированный блок-сополимер (b1-2) был произведен таким же образом, как и упомянутый выше гидрированный блок-сополимер (b1-1), за исключением того, что: использовалось 0,095 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; 0,65 моль TMEDA на 1 моль Bu-Li было добавлено в реактор; NaOAm не добавлялся; на стадиях 1 и 3 количество стирола было установлено равным 9 массовым частям; на стадии 2 количество бутадиена было установлено равным 82 массовым частям; и температура полимеризации поддерживалась равной 67°C для того, чтобы произвести блок-сополимер.
Полученный гидрированный блок-сополимер (b1-2) имел содержание стирола 18 мас.%, количество виниловых связей 55% в функциональной группе блока бутадиена, средневесовую молекулярную массу 121000, распределении молекулярной массы 1,05, степень гидрирования 99,9% и MFR 4,0 г/10 мин.
Результаты анализа полученного гидрированного блок-сополимера (b1-2) показаны в Таблице 7.
[0238]
(Гидрированный блок-сополимер (b1-3): Производственный пример 17)
Гидрированный блок-сополимер (b1-3) был произведен таким же образом, как и (a-12), за исключением того, что: использовалось 0,055 массовых частей Bu-Li на 100 массовых частей общего количества мономеров; на стадии 1 использовалось 10 массовых частей бутадиена; на стадии 2 использовалось 85 массовых частей бутадиена и 0,65 моль TMEDA на 1 моль Bu-Li, и трет-пентоксид натрия (NaOAm) не добавлялся; и на стадии 3 использовалось 5 массовых частей стирола. Образец каждого полимера брался на каждой стадии процесса полимеризации для получения блок-сополимера.
Полученный гидрированный блок-сополимер (b1-3) имел степень гидрирования 99,4%, содержание стирола 5 мас.%, MFR 2,9 г/10 мин, средневесовую молекулярную массу (Mw) 239000 и распределение молекулярной массы (Mw/Mn) 1,08.
Результаты анализа полученного гидрированного блок-сополимера (b1-3) показаны в Таблице 7.
[0239]
(Гидрированный блок-сополимер (b1-4): Производственный пример 18)
Периодическая полимеризация выполнялась с использованием корпусного реактора (внутренний объем: 10 л), снабженного мешалкой и рубашкой.
Сначала в реактор было заряжено 1 л циклогексана. Затем в реактор было добавлено 0,065 массовых частей н-бутиллития (в дальнейшем упоминаемого как Bu-Li) на 100 массовых частей общего количества мономеров, 1,5 моль N,N,N',N'-тетраметилэтилендиамина (в дальнейшем упоминаемого как TMEDA) на 1 моль Bu-Li и 0,05 моль трет-пентоксида натрия (в дальнейшем упоминаемого как NaOAm) на 1 моль Bu-Li.
На стадии 1 раствор циклогексана (концентрация: 20 мас.%), содержащий 6,5 массовых частей стирола, был заряжен в реактор более чем на 5 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 60°C.
На стадии 2 раствор циклогексана (концентрация: 20 мас.%), содержащий 82 массовых частей бутадиена, был заряжен в реактор более чем на 60 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 55°C.
На стадии 3 раствор циклогексана (концентрация: 20 мас.%), содержащий 6,5 массовых частей стирола, был заряжен в реактор более чем на 5 мин с последующей полимеризацией в течение 5 мин.
На дополнительной стадии 4 5 массовых частей бутадиена были заряжены в реактор более чем на 5 мин с последующей полимеризацией в течение 5 мин. Температура полимеризации поддерживалась равной 60°C.
Полученный блок-сополимер имел содержание стирола 13 мас.%, количество виниловых связей 77% в функциональной группе блока бутадиена, соответствующей полимерному блоку (B-1), количество виниловых связей 76% в функциональной группе блока бутадиена, соответствующей полимерному блоку (B3), средневесовую молекулярную массу 174000 и распределение молекулярной массы 1,09.
Затем к полученному блок-сополимеру был добавлен катализатор гидрирования в количестве 100 частей на миллион (в терминах титана) на 100 массовых частей блок-сополимера, после чего выполнялась реакция гидрирования при температуре 70°C и давлении водорода 0,7 МПа.
После последующего добавления метанола к блок-сополимеру в качестве стабилизатора было добавлено 0,3 массовой части октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата.
Полученный гидрированный блок-сополимер (b1-4) имел степень гидрирования 99,0% и MFR 5,0 г/10 мин.
Результаты анализа полученного гидрированного блок-сополимера (b1-4) показаны в Таблице 7.
[Таблица 7]
|
[0241]
Материалы, показанные в Таблицах 8 и 9, формовались путем соэкструзии при условиях, включающих в себя температуру экструдирования 230°C и температуру головки 250°C, с использованием многослойного экструдера (производства компании Research Laboratory of Plastics Technology Co., Ltd., PLABOR) таким образом, что три слоя, показанные в Таблицах 8 и 9, ламинировались в порядке, показанном в Таблицах 8 и 9 (наружный слой, промежуточный слой, и внутренний слой) для того, чтобы получить трехслойную пленку, имеющую толщину 0,17 мм или 0,20 мм.
[0242]
[Таблица 8]
|
[0243]
[Таблица 9]
|
[0244]
Результаты Таблиц 8 и 9 показали, что трехслойные пленочные формованные изделия, полученные в Примерах 4-1-4-28, являются практически хорошими с точки зрения гибкости, прозрачности, низкой клейкости и ударной прочности, а также имеют хороший баланс этих свойств.
[0245]
<Однослойное трубчатое формованное изделие [Примеры 5-1-5-14 и Сравнительные примеры 5-1-5-14]>
[Полипропиленовая смола]
Следующая полипропиленовая смола использовалась в Примерах и Сравнительных примерах. Значение MFR измерялось при 230°C под нагрузкой 2160 г.
PP-1: статистический сополимер этилена и пропилена («PC630A» (торговая марка) производства компании Sun Allomer Ltd., MFR=6,8 г/10 мин)
[0246]
Каждый гидрированный блок-сополимер был в сухом состоянии смешан с полипропиленовой смолой в соотношении компонентов смеси, показанном в Таблицах 10 и 11, и эта смесь формовалась экструдированием при 190°C со скоростью экструдирования 10 м/мин с использованием одношнекового экструдера (диаметр 40 мм) и трубной головки, имеющей наружный диаметр 13 мм и внутренний диаметр 11 мм, для того, чтобы приготовить трубчатое формованное изделие, имеющее наружный диаметр 7,0 мм и внутренний диаметр 5,0 мм. Наружный диаметр и внутренний диаметр регулировались путем изменения скорости вращения шнека.
[0247]
[Таблица 10]
|
[0248]
[Таблица 11]
|
[0249]
Результаты Таблиц 10 и 11 показали, что трубчатые формованные изделия, полученные в Примерах 5-1-5-14, являются практически хорошими с точки зрения гибкости, прозрачности, низкой клейкости и стойкости к перегибу, а также имеют хороший баланс этих свойств.
[0250]
<Трехслойное трубчатое формованное изделие [Примеры 6-1-6-7 и Сравнительные примеры 6-1-6-11]>
(Гидрированный блок-сополимер (a2))
Гидрированный блок-сополимер (a2) был произведен таким же образом, как и (a-1), за исключением того, что: перед стадией 1 в реактор было добавлено 0,070 массовых частей Bu-Li на 100 массовых частей общего количества мономеров и 1,8 моль TMEDA на 1 моль Bu-Li; на стадии 1 в реактор было заряжено 4,5 массовых частей бутадиена более чем на 5 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 2 в реактор было заряжено 8,3 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 3 в реактор было заряжено 80,5 массовых частей бутадиена более чем на 60 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); и на стадии 4 в реактор было заряжено 6,7 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C).
Полученный гидрированный блок-сополимер (a2) имел степень гидрирования 98%, MFR 7,2 г/10 мин, средневесовую молекулярную массу (Mw) 167000 и распределение молекулярной массы 1,08.
[0251]
Этот гидрированный блок-сополимер был в сухом состоянии смешан с полипропиленовой смолой в соотношении компонентов смеси, показанном в Таблице 12, в соответствии с конфигурацией слоев, показанной в Таблице 12, и эта смесь формовалась экструдированием при 190°C со скоростью экструдирования 10 м/мин с использованием одношнекового экструдера (диаметр 20 мм) для наружного слоя, одношнекового экструдера (диаметр 25 мм) для промежуточного слоя, и одношнекового экструдера (диаметр 30 мм) для внутреннего слоя, а также трубной головки для трех слоев, имеющей наружный диаметр 15 мм и внутренний диаметр 12 мм, для того, чтобы приготовить трубчатое формованное изделие, имеющее наружный диаметр 7,0 мм и внутренний диаметр 5,0 мм. Наружный диаметр, внутренний диаметр, и толщина каждого слоя регулировались путем изменения скорости вращения шнека.
[0252]
[Таблица 12]
|
[0253]
Результаты Таблицы 12 показали, что трубчатые формованные изделия, полученные в Примерах 6-1-6-7, являются практически хорошими с точки зрения гибкости, прозрачности, низкой клейкости и стойкости к перегибу, а также имеют хороший баланс этих свойств.
[0254]
<Клейкая пленка [Примеры 7-1-7-14 и Сравнительные примеры 7-1-7-13]>
Гидрированный блок-сополимер, формирующий клейкий слой, и полипропилен (производства компании Sun Allomer Ltd., торговая марка «PC684S», MFR (при 230°C и нагрузке 2,16 кг) =7,5 г/10 мин), формирующий слой подложки, подавались в экструдер и соэкструдировались через Т-образную экструзионную головку для того, чтобы произвести клейкую пленку, имеющую толщину слоя подложки 40 мкм и толщину клейкого слоя 10 мкм.
Клейкие пленки, имеющие клейкие слои, сделанные из гидрированных блок-сополимеров (a-1) - (a-28), показанных в Таблицах 1 и 2, использовались для оценки начальной клейкости, низкотемпературной клейкости, свойств подачи и упомянутых выше свойств увеличения клейкости.
[0255]
[Таблица 13]
|
[0256]
[Таблица 14]
|
[0257]
Результаты Таблиц 13 и 14 продемонстрировали, что клейкие пленочные формованные изделия, полученные в Примерах 7-1-7-14, являются практически хорошими с точки зрения низкотемпературной клейкости, начальной клейкости, свойств подачи и свойства увеличения клейкости, и имеют хороший баланс этих свойств.
[0258]
<Клейкая пленка [Примеры 8-1-8-13 и Сравнительные примеры 8-1-8-5]>
(Гидрированный блок-сополимер (b))
<Производственный пример 19: гидрированный блок-сополимер (b), Таблица 15>
Гидрированный блок-сополимер (b) Производственного примера 19 был произведен таким же образом, что и в Примере 1, за исключением того, что: перед стадией 1 в реактор было добавлено 0,070 массовых частей Bu-Li на 100 массовых частей общего количества мономеров и 1,8 моль TMEDA на 1 моль Bu-Li; на стадии 1 в реактор было заряжено 4,5 массовых частей бутадиена более чем на 5 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 2 в реактор было заряжено 8,3 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 3 в реактор было заряжено 80,5 массовых частей бутадиена более чем на 60 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); и на стадии 4 в реактор было заряжено 6,7 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C).
Полученный гидрированный блок-сополимер (b) Производственного примера 19 имел степень гидрирования 98%, MFR 7,2 г/10 мин, средневесовую молекулярную массу (Mw) 167000 и распределение молекулярной массы 1,08.
[0259]
(Гидрированный блок-сополимер (c))
<Производственный пример 20: гидрированный блок-сополимер (с-1), Таблица 15>
Гидрированный блок-сополимер (c-1) Производственного примера 20 был произведен таким же образом, что и в Примере 1, за исключением того, что: перед стадией 1 в реактор было добавлено 0,050 массовых частей Bu-Li на 100 массовых частей общего количества мономеров и 0,4 моль TMEDA на 1 моль Bu-Li; на стадии 1 в реактор было заряжено 5 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 2 в реактор непрерывно заряжалось 42 массовых части стирола и 48 массовых частей бутадиена в течение более чем 60 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); и на стадии 3 в реактор было заряжено 5 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C).
Полученный гидрированный блок-сополимер (с-1) Производственного примера 20 имел степень гидрирования 98%, MFR 4,8 г/10 мин, средневесовую молекулярную массу (Mw) 163000 и распределение молекулярной массы 1,08.
[0260]
<Производственный пример 21: гидрированный блок-сополимер (с-2), Таблица 15>
Гидрированный блок-сополимер (c-2) Производственного примера 20 был произведен таким же образом, что и в Примере 1, за исключением того, что: перед стадией 1 в реактор было добавлено 0,085 массовых частей Bu-Li на 100 массовых частей общего количества мономеров и 0,7 моль TMEDA на 1 моль Bu-Li; на стадии 1 в реактор было заряжено 10 массовых частей стирола более чем на 10 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); на стадии 2 в реактор непрерывно заряжалось 57 массовых частей стирола и 33 массовые части бутадиена в течение более чем 60 мин с последующей полимеризацией в течение 10 мин (температура полимеризации поддерживалась равной 70°C); а затем в реактор было заряжено 0,5 моль этилового эфира бензойной кислоты на 1 моль Bu-Li, и реакция связывания выполнялась в течение 10 мин (температура реакции поддерживалась равной 70°C).
Полученный гидрированный блок-сополимер (c-2) Производственного примера 21 имел степень гидрирования 98%, MFR 6,1 г/10 мин, и доли полимера до и после связывания, составляющие 47 мас.% полимера, имеющего средневесовую молекулярную массу (Mw) 95000, и 53 мас.% полимера, имеющего средневесовую молекулярную массу (Mw) 190000.
[0261]
[Таблица 15]
|
[0262]
В качестве реагентов, придающих клейкость, использовались придающие клейкость реагенты 1-4, описываемые ниже.
Придающий клейкость реагент 1: CLEARON P125 (гидрированная терпеновая смола производства компании Yasuhara Chemical Co., Ltd.)
Придающий клейкость реагент 2: YS POLYSTER G150 (терпеновая фенольная смола производства компании Yasuhara Chemical Co., Ltd.)
Придающий клейкость реагент 3: CLEARON М (ароматически модифицированная терпеновая смола производства компании Yasuhara Chemical Co., Ltd.)
Придающий клейкость реагент 4: YS POLYSTER UH (гидрированная терпеновая фенольная смола производства компании Yasuhara Chemical Co., Ltd.)
SEBS-1: TuftecH1051 (содержание стирола 42%, производства компании Asahi Kasei Corp.)
[0263]
Гидрированный блок-сополимер и придающий клейкость реагент, формирующие клейкий слой, были в сухом состоянии смешаны в соотношении, показанном в Таблице 16, и эта смесь месилась в расплаве при условиях, включающих в себя 180°C и вращение со скоростью 75-150 об/мин двухшнекового экструдера (L/D=42, диаметр 32 мм), для того, чтобы получить гранулы для использования в клейком слое. Эти гранулы и полипропилен (производства компании Sun Allomer Ltd., торговая марка «PC684S», MFR (при 230°C и нагрузке 2,16 кг) =7,5 г/10 мин), формирующий слой подложки, подавались в экструдер и соэкструдировались через Т-образную экструзионную головку для того, чтобы произвести клейкую пленку, имеющую толщину слоя подложки 40 мкм и толщину клейкого слоя 10 мкм.
Полученные клейкие пленки, имеющие клейкие слои, использовались для оценки начальной клейкости, низкотемпературной клейкости, свойств подачи и упомянутых выше свойств увеличения клейкости. Результаты показаны в Таблице 16.
[0264]
[Таблица 16]
|
[0265]
Результаты Таблицы 16 продемонстрировали, что клейкие пленочные формованные изделия, полученные в Примерах 8-1-8-13, являются практически хорошими с точки зрения низкотемпературной клейкости, начальной клейкости, свойств подачи и свойства увеличения клейкости, и имеют хороший баланс этих свойств.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0266]
Пленка настоящего варианта осуществления имеет промышленную применимость в качестве, например, различных пакетов для одежды, различных продовольственных пакетов, пакетов для бытовых мелочей, пакетов для промышленных материалов, ламинатов для различных резиновых продуктов, полимерных продуктов, кожаных продуктов и т.п., эластичных лент для использования в бумажных подгузниках и т.п., промышленных изделий, таких как сетчатые пленки, защитные пленки для строительных материалов или стальных листов, подложки для клейких пленок, тарелки для мяса и рыбы, упаковка для овощей и фруктов, листовых продуктов, таких как контейнеры для замороженных продуктов, в приложениях для бытовых приборов, таких как телевизоры, стереоаппаратура и пылесосы, в приложениях для внутренних или внешних деталей автомобиля, таких как детали бампера, панели кузова и боковые уплотнения, в материалах для дорожного покрытия, в качестве водонепроницаемых материалов, водонепроницаемых листов, упаковки для гражданского строительства, товаров повседневного спроса, товаров для досуга, игрушек и игр, промышленных изделий, мебельной фурнитуры, канцелярских продуктов, таких как бумага для печатающих устройств, прозрачных файлов, папок и скоросшивателей, а также медицинских принадлежностей, таких как трансфузионные мешки. В частности, пленка настоящего варианта осуществления имеет промышленную применимость в качестве медицинских пленок и упаковочных материалов, например, материалов для упаковки пищевых продуктов и материалов для упаковки одежды.
[0267]
Труба настоящего варианта осуществления имеет промышленную применимость в качестве различных трубчатых формованных продуктов, включая детали автомобиля, приложения в гражданском строительстве, детали бытовой техники, детали для пищевой промышленности, медицинские изделия, спортивные товары, различные мелкие изделия и канцелярские продукты.
[0268]
Клейкая пленка настоящего варианта осуществления временно присоединяется к поверхности оптического формованного изделия, такого как пластина световода или лист призмы, пластина из синтетической смолы, металлическая пластина, декорированная фанера, покрытый стальной лист, различные таблички и т.п., и имеет промышленную применимость в качестве защитной пленки для предотвращения царапин или загрязнения во время обработки, перевозки или хранения этих предметов.
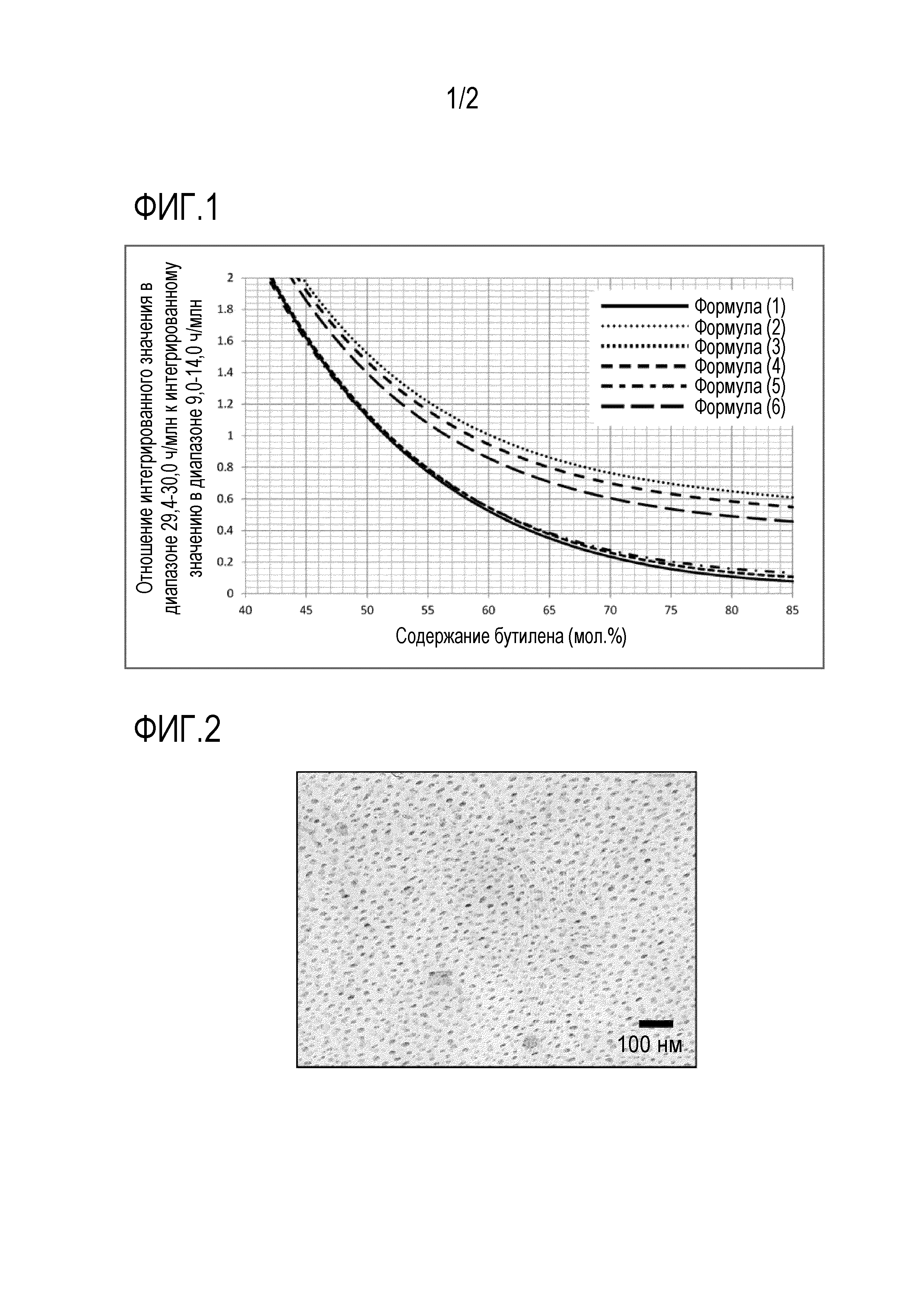
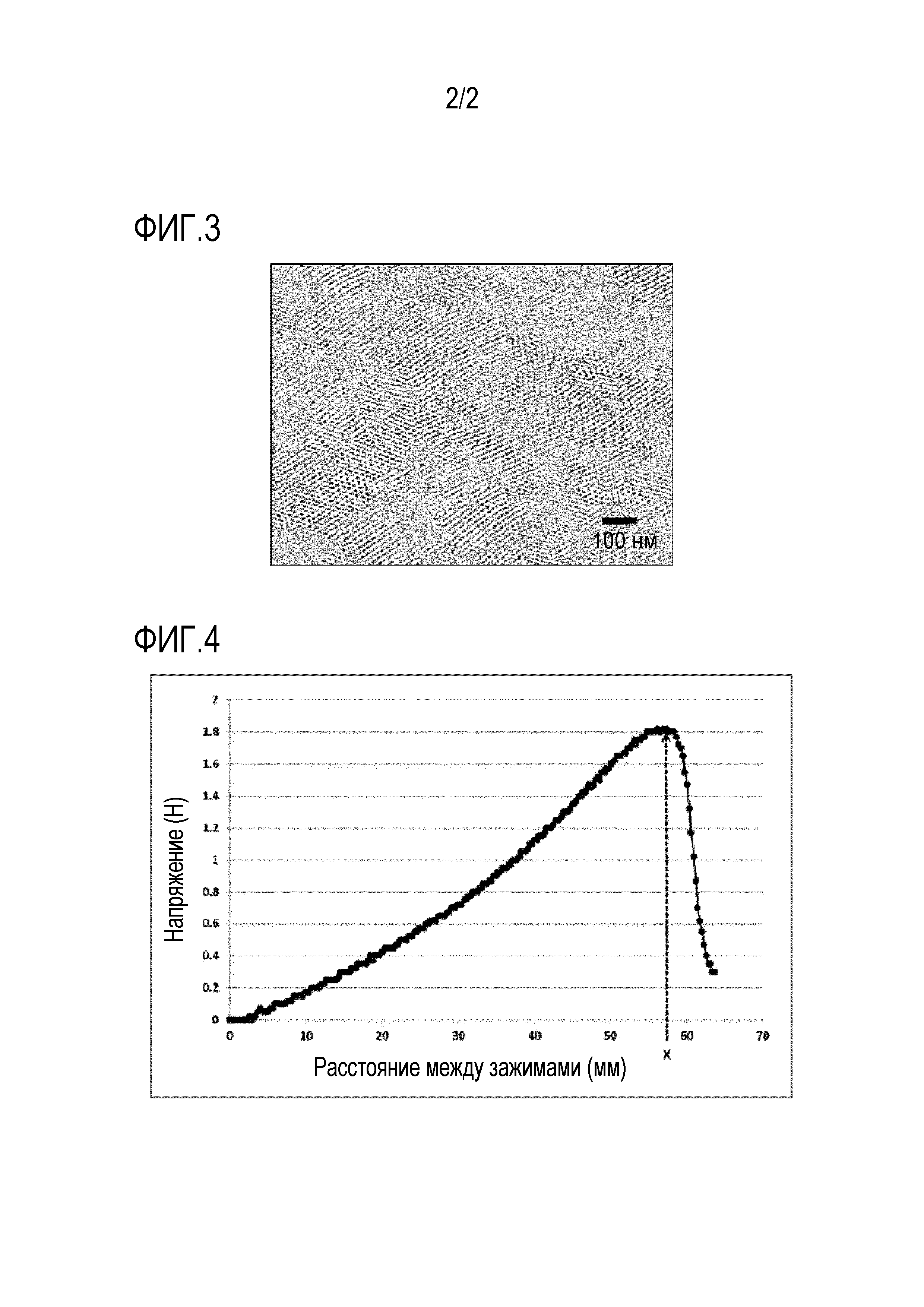
Способ детекции специфического вещества в молоке
Способ получения изоцианата
Крошка блок-сополимера и чувствительная к давлению клеевая композиция
Способ получения полимера сопряженного диена
Способ изготовления оксидного катализатора и способ изготовления ненасыщенного нитрила
Износостойкая ткань
Катод для электролиза и способ его изготовления, и электролитическая ячейка для электролиза
Способ получения оксидного катализатора и способ получения ненасыщенного нитрила
Композиция гидрированного блок-сополимера и самоклеящаяся композиция
Полимер на основе сопряженного диена, способ его получения и композиция, содержащая данный полимер
Упаковочный материал (варианты)
Пленка
Гидрированный блок-сополимер, полимерная композиция на основе полипропилена с его использованием и изделие, формованное из нее
Трубка, использующая гидрированный блок-сополимер

