Результат интеллектуальной деятельности: Экономичный компонент циферблата часов
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к экономичному способу изготовления компонента для циферблата часов или стрелочного компонента, содержащего по меньшей мере одну эстетичную и/или видимую поверхность.
Изобретение также относится к часам, содержащим по меньшей мере один компонент для циферблата часов или стрелочный компонент, изготавливаемый по этому способу.
Изобретение относится к компонентам для циферблатов часов или стрелочным компонентам.
Уровень техники
В часовом деле изготовление небольших компонентов для циферблатов, стрелочных компонентов и наружных компонентов ставит практические производственные проблемы из-за важности этих компонентов с точки зрения эстетичности часов и того, как их оценивают покупатель или пользователь.
На самом деле, взгляд пользователя обязательно останавливается на этих компонентах, которые, следовательно, должны иметь безупречный вид, очень высокое и равномерное качество обработки поверхности и, в общем, характеристики блеска и отражения, которые трудно получить воспроизводимым образом. Фактически, компоненты, такие как накладки, распределяют в больших количествах по циферблату часов, и они должны быть совершенно идентичными.
Стоимость изготовления и вес этих компонентов также необходимо контролировать, особенно когда они являются подвижными компонентами, например стрелками. Как следствие, подходящие решения в области изготовления эксклюзивных часов, относящиеся к механической обработке компонентов из благородного сплава, подобного золоту, не всегда являются оптимальными.
Также известно, что изготовление таких компонентов с предварительной механической обработкой и последующей поверхностной обработкой ведет к относительно высокому проценту брака, поскольку эта обработка выявляет видимые и/или поверхностные дефекты, которые не были заметны на стадии механической обработки, и, следовательно, влечет за собой производственные потери, поскольку требует больших затрат из-за требований к чистовой обработке.
В патентной заявке DE 2034006A1 от имени MELTER & KUEHN приводится описание способа изготовления меток на циферблате. Метки образованы рельефно в направлении от задней стороны к передней стороне циферблата. Полости в заднем участке заполняют визуально-контрастным заполнителем, например: краской, пластиком, металлом с низкой температурой плавления и т. п. Затем выступающие области переднего участка фрезеруют до появления контрастного заполнителя.
Раскрытие сущности изобретения
Настоящее изобретение относится к разработке другого возможного способа изготовления, с регулированием расходов, компонентов для циферблатов часов или стрелочных компонентов, содержащих по меньшей мере одну эстетичную и/или видимую поверхность, обеспечивая при этом визуальное и поверхностное воспроизведение этих видимых поверхностей с повышенной надежностью изготовления по сравнению с существующим уровнем техники.
С этой целью изобретение относится к способу изготовления по п. 1 формулы изобретения.
Изобретение также относится к часам, содержащим по меньшей мере один компонент для циферблата часов или стрелочный компонент, изготовленный по этому способу.
Краткое описание чертежей
Другие признаки им преимущества изобретения станут понятными из приведенного ниже подробного описания со ссылкой на приложенные чертежи, на которых:
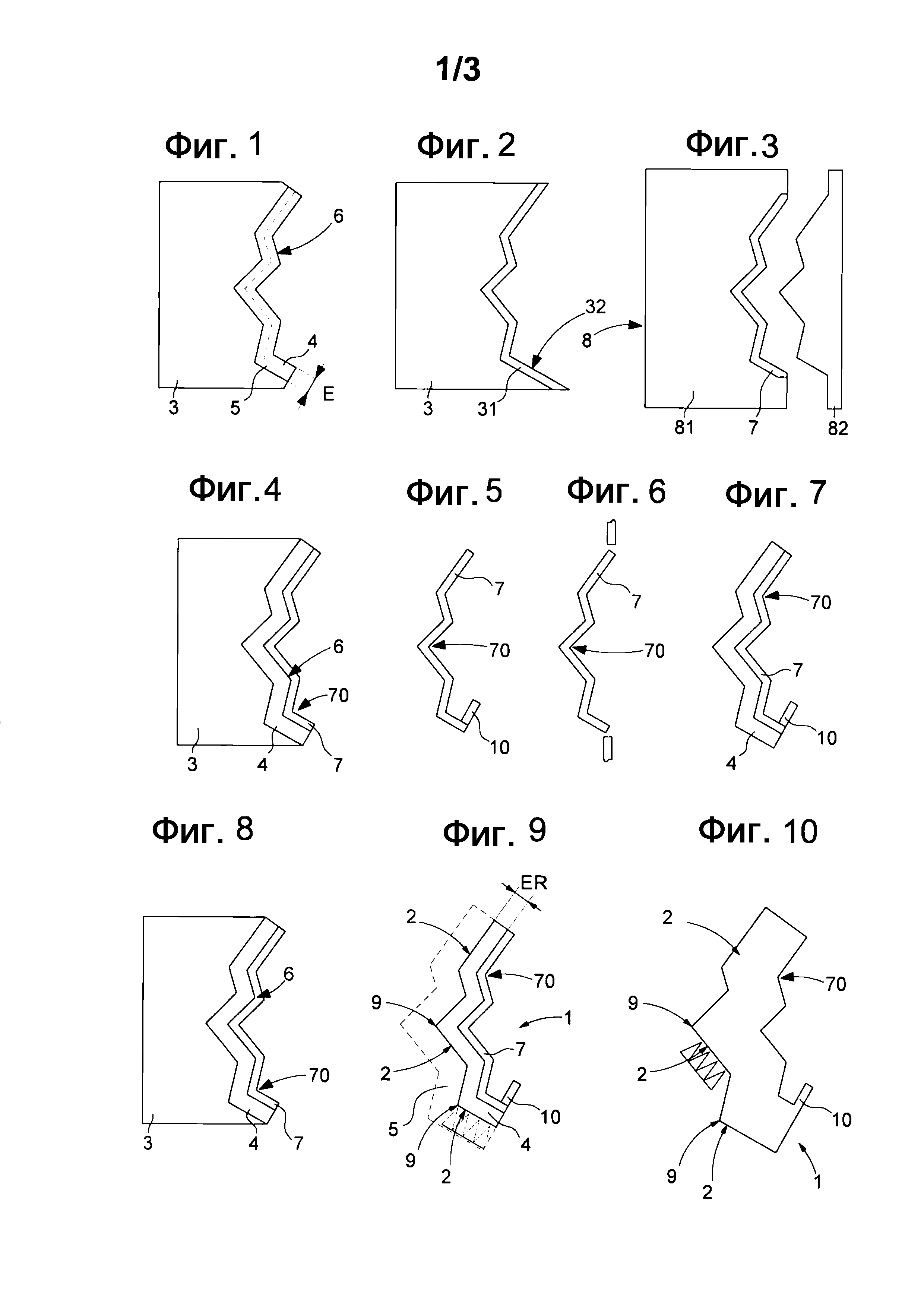
фиг. 1–10 – схематичные виды в разрезе на различных этапах осуществления способа по изобретению в разных вариантах:
фиг. 1 – изготовление в первом инструменте полой заготовки определенной толщины из материала кожуха;
фиг. 2 – вариант, в котором первый инструмент содержит внутренний периферийный контактный слой, например, металлизированный или подобный слой, для обеспечения изготовления заготовки посредством гальванического наращивания;
фиг. 3 – отдельное изготовление опорного элемента посредством штамповки пуансоном и матрицей;
фиг. 4 – соединение такого опорного элемента с заготовкой из фиг. 1, которая все еще удерживается внутри первого инструмента;
фиг. 5 – изготовление в свободной форме такого опорного элемента;
фиг. 6 – изготовление такого опорного элемента посредством пробивки;
фиг. 7 – соединение опорного элемента из фиг. 3, 5 или 6 с заготовкой из фиг. 1, удаленной из первого инструмента;
фиг. 8 – вариант, в котором опорный элемент изготавливают непосредственно внутри полости заготовки из фиг. 1;
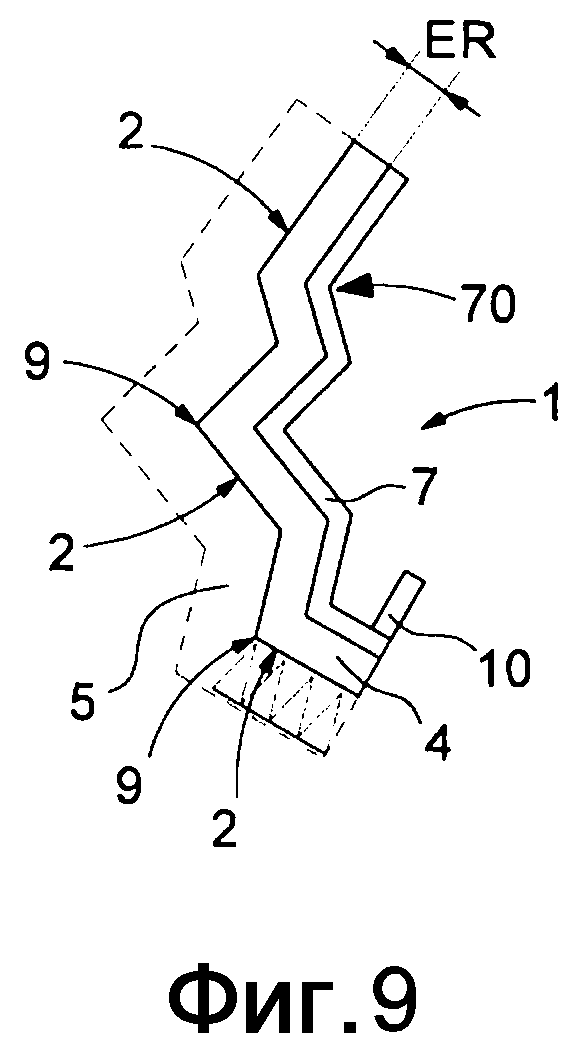
фиг. 9 – механическая обработка алмазным инструментом эстетичной и/или видимой поверхности посредством удаления излишней толщины с заготовки, которая была извлечена из первого инструмента и уже соединена с опорным элементом, содержащим крепежную лапку;
фиг. 10 – окончательно изготовленный и пригодный к использованию компонент;
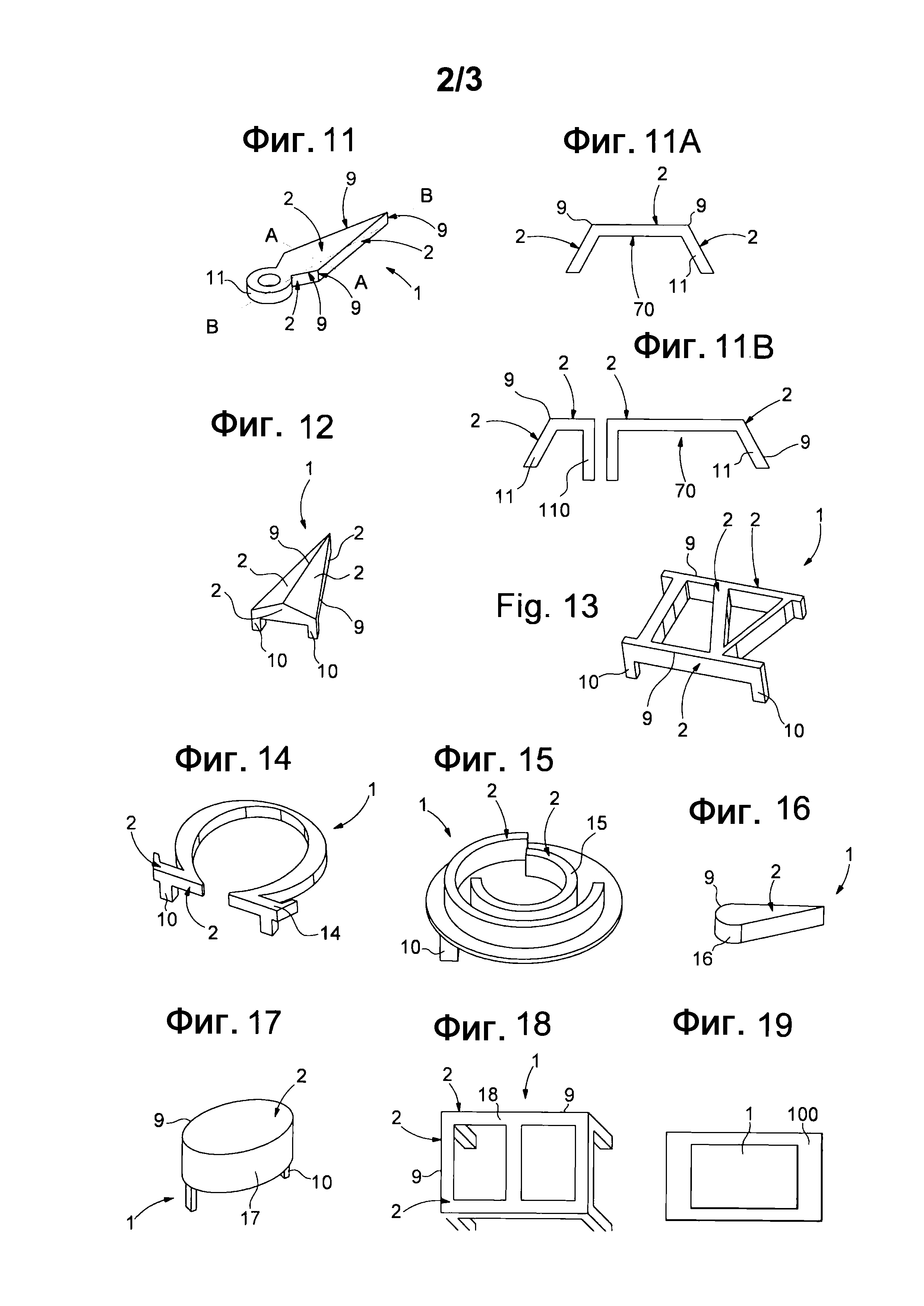
фиг. 11–18 – схематичные перспективные виды неограничивающих примеров осуществления изобретения:
фиг. 11 – полая стрелка, с поперечным и продольным сечениями на фиг. 11A и 11B;
фиг. 12 – накладка с двумя лапками;
фиг. 13 – число с двумя лапками;
фиг. 14 – символ с двумя лапками;
фиг. 15 – монограмма с одной лапкой;
фиг. 16 – индикатор;
фиг. 17 – указатель с двумя лапками;
фиг. 18 – обрамление отверстия с четырьмя лапками;
фиг. 19 – схема часов, содержащих компонент, изготовленный посредством способа по изобретению;
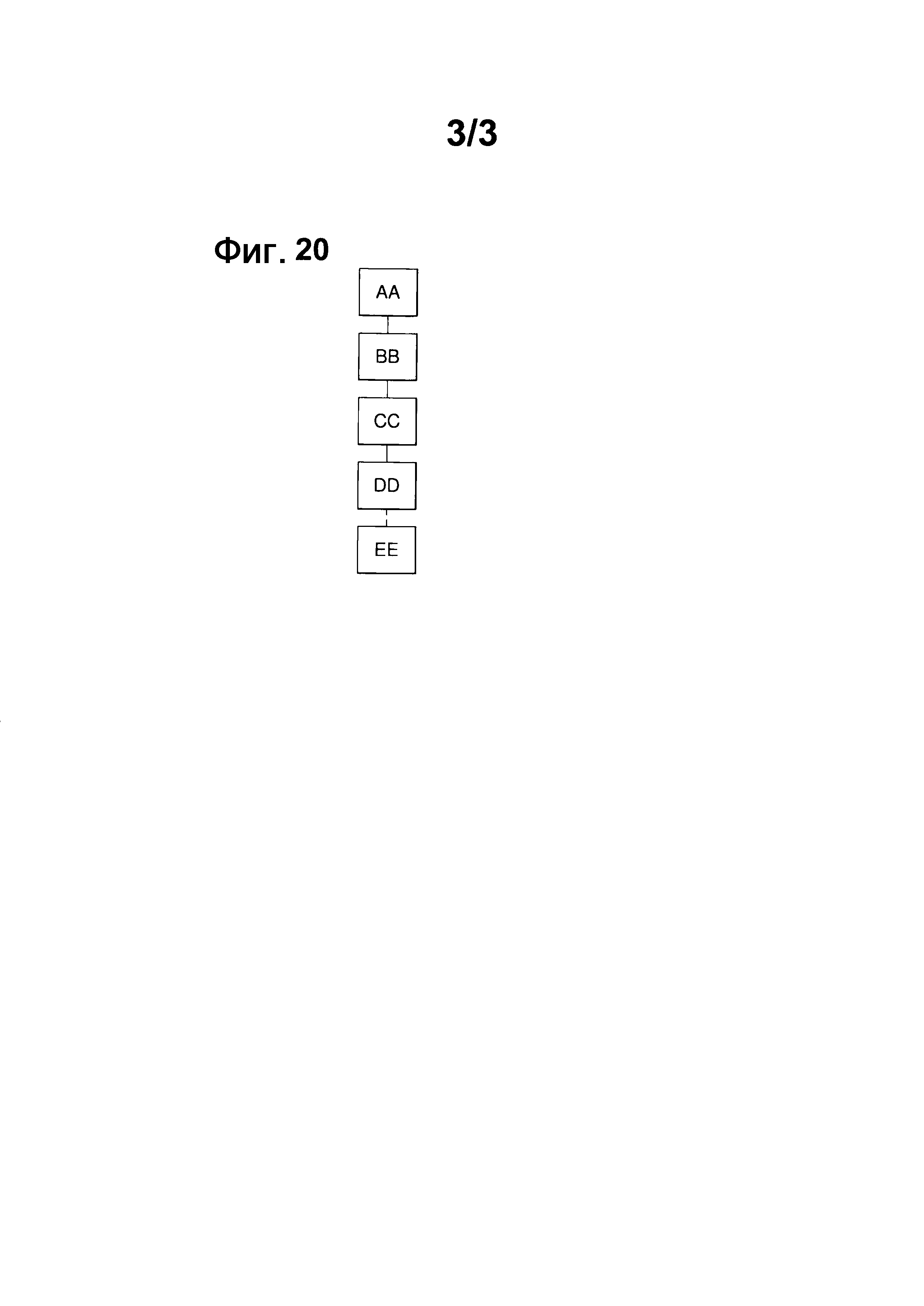
фиг. 20 – последовательность этапов способа по изобретению.
Осуществление изобретения
Настоящее изобретение предлагает снижение расходов и уменьшение веса наружных или стрелочных компонентов, в то же время обеспечивая безупречный внешний вид видимых компонентов и уменьшение производственных отходов в максимально возможной степени.
Изобретение предлагает изготовление предпочтительно полого кожуха, участок поверхности которого выполняют из материала, пригодного для чистовой обработки с целью получения чистовой поверхности с очень низкой шероховатостью.
Этот участок поверхности имеет толщину, достаточную для обеспечения однородности материала и, тем самым, качества готовой поверхности после механической обработки.
Предпочтительной чистовой обработкой является полирование алмазным инструментом.
В связи с этим изобретение относится к экономичному способу изготовления компонента 1 для циферблата часов или стрелочного компонента 1, образованного стрелкой 11, накладкой 12 и т. п. и содержащего по меньшей мере одну эстетичную и/или видимую поверхность 2, которая должна быть видна пользователю часов и т. п.
По изобретению последовательно выполняют следующие этапы:
- AA: выбирают материал кожуха для изготовления каждой эстетичной и/или видимой поверхности 2, который является аморфным металлическим сплавом, или имеет нанокристаллическую структуру, или содержит никель или никель-фосфор, или является чистым металлом или сплавом золота, и/или серебра, и/или меди, и/или родия, и/или титана, и/или алюминия;
- BB: в первом инструменте 3 из материала кожуха изготавливают утолщенную полую заготовку 4, исходная толщина которой больше или равна 20 микрометрам, причем заготовка 4 имеет излишнюю толщину 5 по отношению к конечной толщине каждой эстетичной и/или видимой поверхности 2, и эта заготовка 4 содержит первую полость 6 для размещения опорного элемента 7. Термин «размещение» в данном контексте рассматривается в широком смысле, поскольку в зависимости от разновидности варианта выполнения опорный элемент 7 можно устанавливать внутри полости 6 или соединять с полостью 6 по всей поверхности полости 6 или ее части;
- CC: выбирают материал внутренней стороны, которому можно легко придавать форму посредством деформации, пробивки, и/или штамповки, и/или механической обработки, и/или литья под давлением, и/или гальванического наращивания, и/или литья для изготовления такого опорного элемента 7. Поскольку не предусматривается, что опорный элемент 7 должен быть видимым, материал внутренней стороны преимущественно может быть дешевым, и его стоимость предпочтительно может быть ниже или равна стоимости материала кожуха;
- DD: опорный элемент 7 изготавливают из материала внутренней стороны посредством пробивки, и/или штамповки, и/или механической обработки, и/или литья под давлением, и/или гальванического наращивания, и/или литья во втором инструменте 8, или непосредственно внутри первой полости 6, или в свободной форме, после чего опорный элемент 7 присоединяют к первой полости 6 заготовки 4;
- EE: по меньшей одну такую эстетичную и/или видимую поверхность 2, которая должна оставаться видимой, механически обрабатывают алмазным инструментом, удаляя всю излишнюю толщину 5 или ее часть с заготовки 4. Точнее говоря, во время этой первой операции алмазной обработки, которая также может быть единственной операцией в зависимости от требуемого внешнего вида готового компонента 1, излишнюю толщину 5 полностью удаляют по всей соответствующей эстетичной и/или видимой поверхности 2.
Способ по изобретению можно осуществлять с помощью первого многократно используемого инструмента 3, например формы и т. п., или первого инструмента 3 одноразового использования, например оболочки, выполненной из легкого материала, полимера, например ПММА, и т. д., который, в свою очередь, изготавливают, используя другой инструмент. Соответственно, после полного образования заготовки 4 ее можно или оставить в первом инструменте 3 на время выполнения по меньшей мере части последующих операций, или удалить.
Когда первый инструмент 3 содержит периферийный контактный слой 31, например металлизированный слой (например, PVD-покрытие или эквивалентное покрытие), для обеспечения гальванического наращивания на заготовке 4, этот периферийный контактный слой 31 можно или сохранять или удалять во время последующих операций. В частности, он может оставаться на поверхности излишней толщины 5 с последующим удалением во время операции механической обработки алмазным инструментом.
В предпочтительном варианте осуществления изобретения заготовку 4 изготавливают из материала кожуха с исходной толщиной E, большей или равной 50 микрометрам.
В частном варианте осуществления изобретения компонент 1 изготавливают по меньшей мере с одной эстетичной и/или видимой поверхностью 2, ограничиваемой выступающим ребром 9, причем выступающее ребро 9, ограничивающее эстетичную и/или видимую поверхность 2, изготавливают во время механической обработки алмазным инструментом.
В частном варианте осуществления изобретения во время операции механической обработки алмазным инструментом все эстетичные и/или видимые поверхности 2, которые должны оставаться видимыми, механически обрабатывают алмазным инструментом, удаляя всю или часть излишней толщины 5, и, если таковые присутствуют в компоненте 1, все выступающие ребра 9, которые ограничивают эстетичные и/или видимые поверхности 2. В другом варианте удаление излишней толщины 5 завершают во время дополнительной механической обработки алмазным инструментом, которая может потребоваться из-за конкретной геометрии компонента 1.
В частном варианте осуществления изобретения во время операции механической обработки алмазным инструментом по меньшей мере одну такую эстетичную и/или видимую поверхность 2, которая должна оставаться видимой, механически обрабатывают алмазным инструментом, удаляя всю или часть излишней толщины 5, с обеспечением шероховатости поверхности Ra от 2 до 100 нм.
В частном варианте осуществления изобретения во время операции механической обработки алмазным инструментом на каждой эстетичной и/или видимой поверхности 2 остаточная толщина ER заготовки 4 составляет по меньшей мере 5 микрометров.
В частном варианте осуществления изобретения во время операции механической обработки алмазным инструментом с заготовки 4 удаляют по меньшей мере 50% исходной толщины E.
В частном варианте осуществления изобретения операцию гальванического, или PVD, или CVD, или ALD, или химического окрашивания выполняют для толщины менее 5 микрометров по меньшей мере на одной из эстетичных и/или видимых поверхностей 2, которые должны оставаться видимыми, после операции механической обработки алмазным инструментом. Точнее, такую операцию окрашивания выполняют на всех эстетичных и/или видимых поверхностях 2.
В частном варианте осуществления изобретения материал внутренней стороны выбирают из сплавов меди, и/или алюминия, и/или цинка.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают латунь.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают алюминиевый сплав.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают цинковый сплав.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают POM, или PS, или PC, или полимер.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают заряженный материал, так чтобы сделать материал внутренней стороны электропроводным.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают материал кожуха. Таким образом, можно изготавливать компонент 1, в частности полый компонент 1, со второй полостью 70 в одном материале. В частности, заготовку 4 можно изготавливать посредством гальванического наращивания, например в Ni-P, а также и опорный элемент 7 посредством продолжения наращивания в Ni-P; однако электрические параметры могли бы быть изменены для экономии времени в производственном цикле, поскольку не требуется, чтобы опорный элемент 7 имел мелкозернистую структуру и не содержал дефектов, так как единственной функцией опорного элемента 7 является механическое удерживание компонента 1.
В частном варианте осуществления изобретения материал кожуха выбирают таким образом, чтобы он отличался от материала внутренней стороны.
В частном варианте осуществления изобретения в качестве материала внутренней стороны выбирают никель-фосфор.
В частном варианте осуществления изобретения опорный элемент 7 присоединяют внутри первой полости 6 заготовки 4.
В частном варианте осуществления изобретения опорный элемент 7 вставляют и удерживают посредством деформации внутри первой полости 6 заготовки 4 удерживаемой внутри первого инструмента 3.
В частном варианте осуществления изобретения опорный элемент 7 изготавливают посредством штамповки пуансоном 82 и матрицей 81, совместно образующими второй инструмент 8, как можно видеть на фиг. 3.
В частном и преимущественном варианте осуществления изобретения опорный элемент 7 изготавливают полым со второй полостью 70, и/или он содержит по меньшей мере одну крепежную лапку 10. Следовательно, компонент 1 имеет весьма небольшой вес, идеальную чистоту поверхности и легко может быть установлен в часы 100 и т. п.
В частном варианте осуществления изобретения компонент 1 изготовлен в форме стрелки 11, или накладки 12, или числа 13, или символа 14, или монограммы 15, или индикатора 16, или указателя 17, или обрамления 18 отверстия, или другого сходного элемента.
Можно рекомендовать изготавливать компонент 1 полым, в частности, в случае стрелки 11, содержащей трубку 110, тем самым сводя к минимуму разбалансировку.
Разумеется, несмотря на то, что показаны один опорный элемент с одной заготовкой, изобретение также можно осуществлять с одной заготовкой и несколькими опорными элементами, или несколькими заготовками и одним опорным элементом, или несколькими заготовками и несколькими опорными элементами для одного компонента.
Изобретение также относится к часам 100, содержащим по меньшей мере один компонент 1 для циферблата часов или стрелочный компонент 1, изготовленный посредством способа по изобретению.
Чистовая механическая обработка такого компонента алмазным инструментом отличается безупречным качеством его состояния поверхности (зеркальной поверхности) и пересечением боковых сторон, определяющих острые ребра, которые нельзя получить с помощью другого способа изготовления.
Спусковой механизм часов без смазки
Резонатор с пониженной чувствительностью к климатическим изменениям
Сборочный узел, использующий плоский, упругий фиксирующий элемент
Узел часов с использованием аморфного металлического сплава
Пружина баланса, закрепляемая упругой шайбой
Способ прессовой прокатки ходовой пружины часового механизма
Цельная полая микромеханическая деталь с несколькими функциональными уровнями, образованная из материала на основе аллотропа синтетического углерода
Составной маятник
Компонент часов на основе фотоструктурируемого стекла
Спусковой механизм постоянного усилия
Компонент часового механизма
Спусковой механизм часов без смазки
Узел часов с использованием аморфного металлического сплава
Цельная полая микромеханическая деталь с несколькими функциональными уровнями, образованная из материала на основе аллотропа синтетического углерода
Компонент часов на основе фотоструктурируемого стекла
Волосок для часового механизма и способ его изготовления
Часовой компонент с улучшенной самосмазкой
Способ изготовления пружины баланса часового изделия

