Результат интеллектуальной деятельности: Способ и устройство для горизонтального разъединения полотна из минеральной ваты
Вид РИД
Изобретение
Настоящее изобретение относится к способу и устройству для горизонтального разъединения полотна из минеральной ваты, содержащему конвейер, имеющий первое направление перемещения и выполненный с возможностью приема и подачи вперед отвержденного полотна из минеральной ваты в указанном первом направлении.
Способ и устройство такого типа известны из ЕР-А-0336912. Из этого документа известно разъединение отвержденного полотна из минеральной ваты в горизонтальном направлении на верхний и нижний слой, когда полотно подают вперед на конвейере. После разъединения между верхним и нижним слоями вводят пылесос, и затем удаляют пыль, образующуюся при горизонтальном режущем действии.
Из US 2007/0264465 А1 известно другое устройство для горизонтального разъединения отвержденного полотна из минеральной ваты. Согласно этому документу, подаваемое вперед полотно из волокон минеральной ваты разрезают в горизонтальном направлении, затем, ниже по потоку от этого горизонтального разрезания, это полотно разделяют на два полотна, расположенных рядом друг с другом, и затем направляют для дальнейшей обработки.
На современных высокопроизводительных производственных линиях горизонтальное разрезание часто выполняют на полотнах шириной 2 метра и более, обычно путем использования ленточной пилы, охватывающей всю ширину изготовления. Однако когда отвержденное полотно из минеральной ваты разрезают в горизонтальном направлении, при режущем действии образуется пыль. При большой ширине, например, более 2 метров, ленточная пила оставляет относительно большое количество пыли на разделяющих поверхностях верхнего и нижнего слоев. Для некоторых изделий это неприемлемо, и поверхности должны быть очищены перед упаковкой полотен из минеральной ваты. Как указанно выше, эта проблема решается в ЕР-А-0336912. Однако такая очистка отнимает много времени и увеличивает стоимость изготовления.
Проблема заключается в том, что ленточная пила не может удалить всю пыль, образующуюся в течение длительного горизонтального разрезания. Таким образом, задачей изобретения является создание простого и экономически эффективного способа и устройства для горизонтального разрезания отвержденного полотна из минеральной ваты с большой шириной.
Эта задача решается с помощью способа горизонтального разъединения полотна из минеральной ваты, содержащего этапы подачи отвержденного полотна из минеральной ваты на конвейере, причем указанный конвейер имеет первое направление перемещения; продольного разделения отвержденного полотна из минеральной ваты на по меньшей мере два промежуточных полотна; и затем подъема промежуточного полотна путем подъема секции конвейера, и, при подъеме, горизонтального разрезания поднятого промежуточного полотна.
Изобретение дополнительно относится к устройству для горизонтального разъединения отвержденного полотна из минеральной ваты, содержащему конвейер, имеющий первое направление перемещения и выполненный с возможностью приема и подачи вперед отвержденного полотна из минеральной ваты в указанном первом направлении; при этом имеется по меньшей мере одно разделяющее устройство для продольного разделения отвержденного полотна из минеральной ваты на по меньшей мере два промежуточных полотна при подаче вперед указанного отвержденного полотна из минеральной ваты через указанное по меньшей мере одно разделяющее устройство; причем ниже по потоку от разделяющего устройства расположен по меньшей мере один подъемный механизм так, что секция конвейера выполнена с возможностью подъема промежуточного полотна, при этом имеется по меньшей мере одно устройство горизонтального разрезания для горизонтального разрезания промежуточного полотна, когда оно поднято в указанной секции конвейера.
В соответствии с изобретением обнаружен полезный эффект, согласно которому путем разделения отвержденного полотна из минеральной ваты на два или более смежных промежуточных полотна и затем горизонтального разрезания каждого из этих промежуточных полотен, ленточные пилы не режут по большой ширине, при этом ленточные пилы могут удалять пыль, образующуюся в процессе горизонтального разрезания. Соответственно, каждая ленточная пила не производит больше опилок, чем она может удалить, причем было показано, что на разделяющих поверхностях по существу нет опилок. Таким образом, исключается оседание на разделяющих поверхностях остаточных опилок, и можно избежать выполнения трудоемких и дорогостоящих дополнительных операций очистки перед упаковкой или дальнейшей обработкой изделий из минеральной ваты.
На практике ленточные пилы расположены над производственной линией, так что, если отвержденное полотно из минеральной ваты не должно быть разделено в горизонтальном направлении, то оно просто проходит под ленточными пилами. Однако, когда отвержденное полотно из минеральной ваты должно быть разделено в горизонтальном направлении, ролики или конвейеры под каждым продольным промежуточным полотном поднимаются вверх, так что каждое промежуточное полотно входит в зацепление с отдельной ленточной пилой, когда она свободна от другого промежуточного полотна.
Соответственно отдельный подъем каждого из промежуточных полотен выполняют последовательно в направлении перемещения вниз по потоку так, что поднятые секции каждого из промежуточных полотен находятся в разных местоположениях в направлении перемещения конвейера так, что горизонтальные разрезания промежуточных полотен происходят раздельно.
В предпочтительных вариантах осуществления изобретения горизонтальное разрезание выполняют ленточной пилой, имеющей бесконечное полотно пилы с горизонтальной нижней рабочей траекторией разрезания и верхней возвратной траекторией, причем указанная рабочая траектория разрезания и указанная верхняя возвратная траектория по существу перпендикулярны первому направлению перемещения.
В изобретении реализовано, что одновременное разрезание может быть выполнено на указанных по меньшей мере двух промежуточных полотнах. Количество промежуточных полотен, конечно, зависит от ширины изготавливаемых конечных изделий из минеральной ваты относительно ширины отвержденного полотна из минеральной ваты, и, соответственно, в простейшем варианте осуществления отвержденное полотно из минеральной ваты разделяют на два промежуточных полотна.
В предпочтительном варианте осуществления ленточные пилы работают в противоположных направлениях, предпочтительно так, что рабочие траектории каждой из ленточных пил проходят по направлению к наружному боковому краю отвержденного полотна из минеральной ваты. Таким образом, ленточные пилы удаляют опилки на наружных сторонах производственной линии, благодаря чему пыль может быть легко удалена, при этом предотвращается осаждение опилок на смежном промежуточном полотне.
В предпочтительном варианте осуществления изобретения предусмотрено устройство для горизонтального разъединения полотна из минеральной ваты, при этом предусмотрен подъемный механизм для каждого из промежуточных полотен последовательно в направлении перемещения вниз по потоку, так что поднятые секции каждого из промежуточных полотен находятся в разных местоположениях в направлении перемещения конвейера так, что горизонтальные разрезания промежуточных полотен происходят раздельно.
Предпочтительно конвейер представляет собой роликовый конвейер. Роликовый конвейер предпочтительно имеет промежуточные линии роликов, соответствующих каждому промежуточному полотну, с соответствующим подъемным механизмом, выполненным с возможностью подъема промежуточного полотна на секции. Ролики каждой промежуточной линии роликов выполнены с возможностью независимой регулировки по высоте так, что перемещаемая на них промежуточная лента может быть поднята отдельно по направлению к ленточной пиле, предназначенной для этой конкретной линии промежуточного полотна.
В предпочтительном варианте осуществления устройство горизонтального разрезания расположено над каждой подъемной секцией и выполнено с возможностью горизонтального разрезания каждого из промежуточных полотен при подъеме в отдельной подъемной секции. Это предпочтительно, поскольку ленточная пила расположена так, что промежуточное полотно проходит под ленточной пилой, если промежуточное полотно не поднято, при этом промежуточное полотно зацепляется только нижней рабочей траекторией разрезания ленточной пилы, когда промежуточное полотно поднято. Соответственно, устройство горизонтального разрезания содержит ленточную пилу, имеющую бесконечное полотно пилы с горизонтальной нижней рабочей траекторией разрезания и верхней возвратной траекторией, причем указанная рабочая траектория разрезания и указанная верхняя возвратная траектория по существу перпендикулярны первому направлению перемещения.
Изобретение описывается подробно ниже со ссылками на прилагаемые чертежи, на которых:
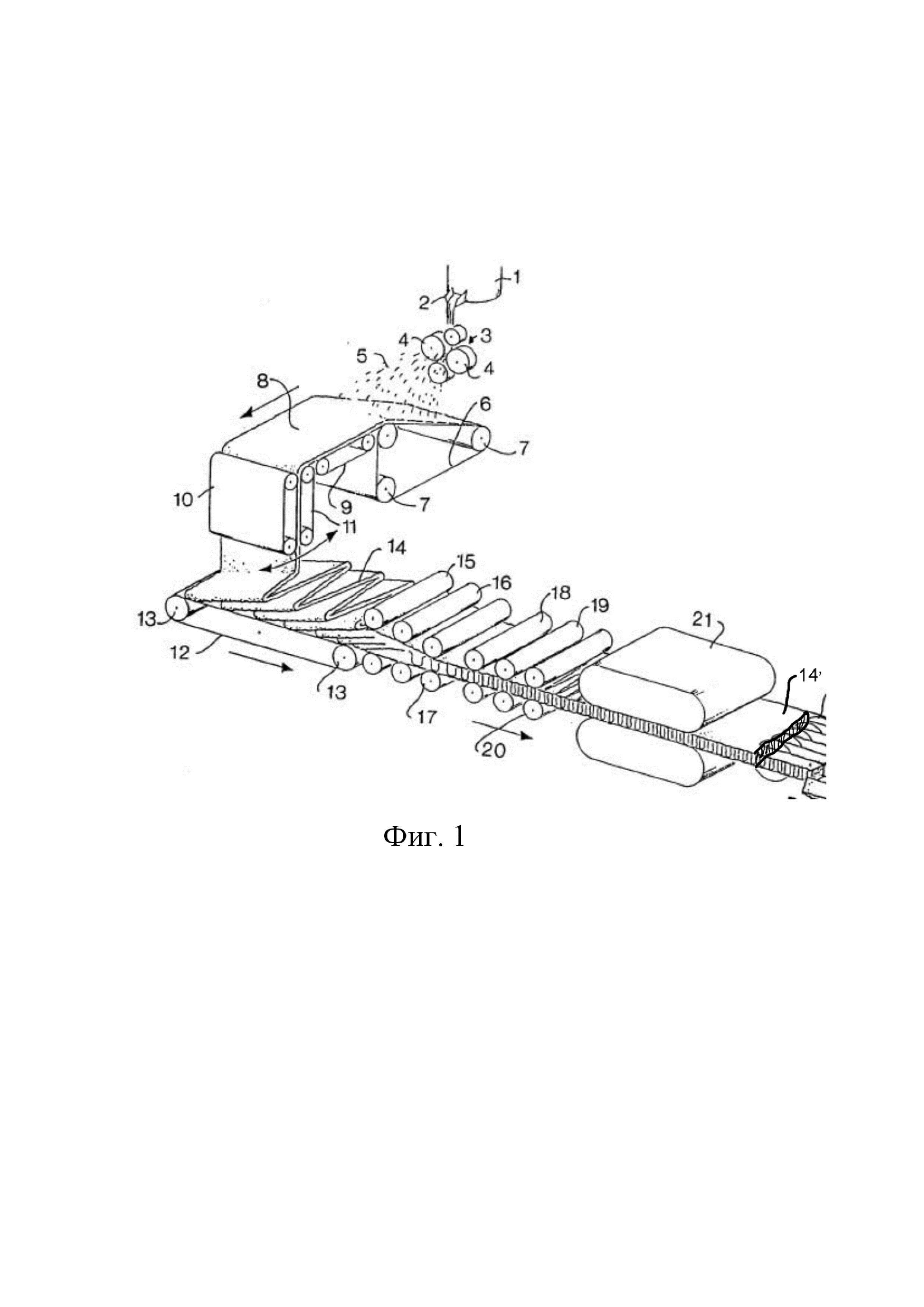
- фиг. 1 - схематический вид изготовления отвержденного полотна из минеральной ваты для изоляционного материала из минеральных волокон, и
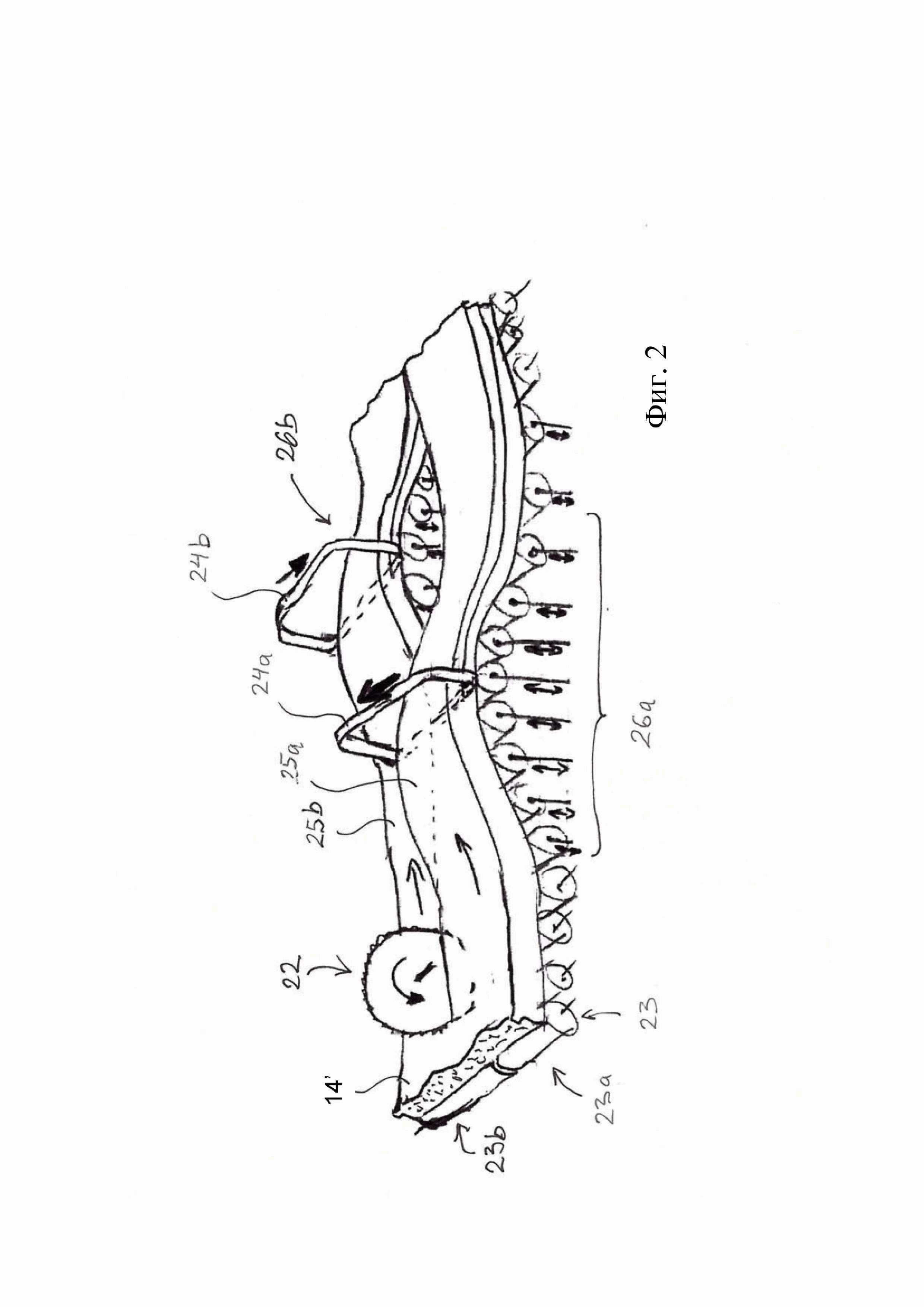
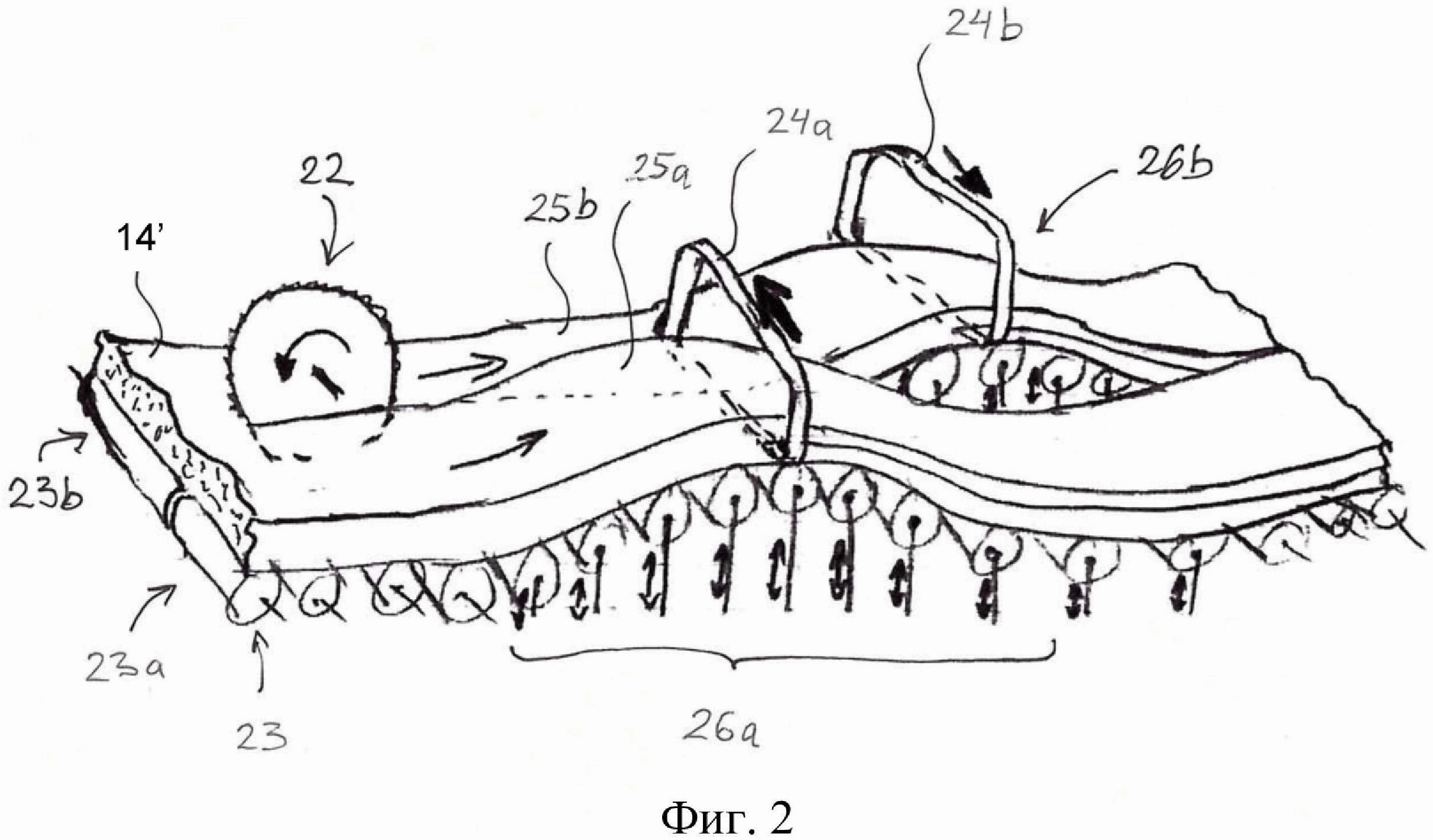
- фиг. 2 - схематический вид режущей секции, выполняющей способ вертикального разделения и горизонтального разъединения полотна из минеральной ваты согласно изобретению.
На фиг. 1 схематически показан пример производственной линии для изготовления отвержденного полотна для изоляционного материала, содержащего минеральные волокна, в частности каменные волокна. Производственная линия содержит печь 1, в которой минеральный материал, такой как камень, плавится с образованием минерального расплава. В показанном примере минеральный расплав подается в прядильную машину 3 каскадного типа, имеющую четыре быстро вращающихся прядильных барабана 4, через выпускное отверстие 2 для расплава.
Расплав подается на наружные поверхности прядильных барабанов 4, при этом сильный поток газа проходит по поверхностям прядильных барабанов в осевом направлении, вызывая, таким образом, образование волокон 5, которые собираются на бесконечной перфорированной коллекторной ленте 6, поддерживаемой тремя роликами 7, один из которых приводится в движение приводным средством (не показано). Неотвержденное связующее вещество распыляется на волокна 5 до того, как они достигают коллекторной ленты 6. В результате этого образуется первичное волоконное полотно 8, и это полотно вводится вовнутрь пространства между двумя качающимися лентами 10, 11 посредством дополнительной бесконечной ленты конвейера.
Нижние концы качающихся лент 10, 11 расположены с возможностью поворота в направлении, перпендикулярном направлению перемещения дополнительной бесконечной ленты 12 конвейера, поддерживаемой двумя роликами 13, один из которых приводится в движение приводным средством (не показано).
Амплитуда колебаний нижней части качающихся лент 10, 11 соответствует ширине ленты 12 конвейера, при этом на ленте 12 образуется двойное волоконное полотно 14 из частично перекрывающихся слоев 8 волокна. Это волоконное полотно 14 называется вторичным волоконным полотном.
Вторичное волоконное полотно 14 вводится последовательно вовнутрь секции сжатия по высоте, состоящей из трех наборов взаимодействующих роликов 15, 16, 17, причем расстояние между роликами в этих наборах роликов уменьшается в продольном направлении волоконного полотна. Затем вторичное волоконное полотно 14 вводится вовнутрь секции продольного сжатия, также состоящей из трех наборов 18, 19, 20 роликов, причем ролики последних наборов роликов вращаются с одинаковой скоростью, причем эта скорость ниже скорости наборов роликов 15, 16, 17. Для сжатия по высоте и длине вместо роликов могут применяться ленты конвейера.
Все еще неотвержденное вторичное волоконное полотно затем вводится вовнутрь печи 21 отверждения, в которой его нагревают до температуры, достаточно высокой для отверждения связующего вещества и для фиксации волокон относительно друг друга. В результате получается отвержденное полотно 14' из минеральной ваты с требуемой плотностью и толщиной, которое затем разрезается на требуемые изделия.
Следует отметить, что отвержденное полотно из минерального волокна также может быть результатом других способов изготовления, таких как прядение стеклянного расплава путем так называемого внутреннего центрифугирования с использованием прядильной чаши, имеющей небольшие отверстия, через которые расплав образует волокна. Можно обойтись без процесса перекрестного перекрытия с помощью маятника, если первичное полотно уже имеет требуемые толщину и плотность.
Настоящее изобретение относится к относительно тонким изделиям, изготавливаемым путем горизонтального разделения отвержденного полотна из минеральной ваты. На фиг. 2 показана режущая секция для такого горизонтального разрезания.
По отношению к режущему действию, отвержденное полотно 14' из минеральной ваты перемещается на конвейере 23. Этот конвейер 23 содержит две смежные линии роликов 23а, 23b, выполненных с возможностью поддержки и транспортировки двух промежуточных полотен 25а, 25b, полученных путем вертикального разъединения отвержденного полотна 14' из минеральной ваты с помощью вертикального режущего устройства 22.
Вниз по потоку от разъединяющего действия вертикального режущего устройства 22 промежуточные полотна 25а, 25b перемещаются на смежных линиях роликов 23а, 23b конвейера и поднимаются с помощью подъемных секций 26а, 26b, расположенных в разных местоположениях ниже по потоку от вертикального режущего устройства 22 на каждой из линий роликов 23а, 23b конвейера. Над подъемными секциями 26а, 26b расположены соответствующие ленточные пилы 24а, 24b, выполненные с возможностью выполнения горизонтального разрезания каждого из промежуточных полотен 25а, 25b.
Каждая из ленточных пил 24а, 24b, выполняющих горизонтальное разрезание, содержит бесконечное полотно пилы (представляющее собой фактически показанный компонент ленточных пил на фиг. 2) с горизонтальной нижней рабочей траекторией разрезания и верхней возвратной траекторией, причем указанная рабочая траектория разрезания и указанная верхняя возвратная траектория по существу перпендикулярны первому направлению перемещения.
Как указано стрелками смежно с ленточными пилами 24а, 24b, эти две ленточные пилы 24а, 24b работают в противоположных направлениях так, что рабочие траектории каждой из ленточных пил 24а, 24b проходят по направлению к наружному боковому краю отвержденного полотна 14' из минеральной ваты. При этом ленточные пилы 24а, 24b удаляют опилки на наружных сторонах производственной линии, таким образом, пыль может быть легко собрана и удалена, при этом предотвращается осаждение опилок в продольном вертикальном разрезе отвержденного полотна 14' из минеральной ваты и, следовательно, на смежном промежуточном полотне 25а, 25b.
Для каждого из промежуточных полотен 25а, 25b имеется подъемный механизм последовательно в направлении перемещения вниз по потоку так, что поднятые секции 26а, 26b каждого из промежуточных полотен 25а, 25b находятся в разных местоположениях в направлении перемещения конвейера, чтобы обеспечить, что горизонтальные разрезания промежуточных полотен 25а, 25b происходят раздельно.
Как упомянуто выше, роликовый конвейер 23 предпочтительно имеет промежуточные линии 23а, 23b роликов, соответствующих каждому промежуточному полотну 25а, 25b, с соответствующим подъемным механизмом 26а, 26b, выполненным с возможностью подъема промежуточного полотна 25а, 25b на секции. Ролики каждой промежуточной линии 23а, 23b роликов выполнены с возможностью независимой регулировки по высоте так, что перемещаемая на них промежуточная лента 25а, 25b может быть поднята отдельно по направлению к ленточной пиле 24а, 24b, предназначенной для этой конкретной линии промежуточного полотна. Ленточные пилы 24а, 24b расположены так, что промежуточные полотна 25а, 25b проходят под ленточными пилами 24а, 24b, если промежуточные полотна 23а, 23b не подняты, и так, что промежуточные полотна 25а, 25b пересекаются только с нижней рабочей траекторией разрезания ленточных пил 24а, 24b, когда промежуточные полотна 25а, 25b подняты.
В альтернативном варианте осуществления (не показан) роликовый конвейер 23 содержит ролики, охватывающие всю ширину производственной линии, вместо использования отдельных промежуточных линий 23а, 23b роликов для поддержки каждого промежуточного полотна 25а, 25b. В этом варианте осуществления подъемный механизм 26а, 26b содержит дополнительные ролики, расположенные между роликами роликового конвейера 23, причем эти дополнительные ролики выполнены с возможностью регулировки по высоте для отдельного подъема каждого промежуточного полотна 25а, 25b вверх от роликового конвейера 23.
В современных высокопроизводительных производственных линиях ширина отвержденного полотна из минеральной ваты обычно составляет около 2 метров. Она может составлять всего лишь 1,8 метра, однако часто составляет вплоть до 2,4 метров или даже больше. Плотность отвержденного полотна из минеральной ваты часто находится в диапазоне от 25 до 190 кг/м3 в зависимости от конечного применения изделия. Часто толщина отвержденного полотна из минеральной ваты до горизонтального разъединения составляет от 50 до 100 мм, что после горизонтального разрезания приводит к изделиям толщиной от 25 до 50 мм. Скорость линии может составлять всего лишь 2 м/с (для изделий с высокой плотностью) или вплоть до 18 м/с (для изделий с низкой плотностью). Скорость разрезания ленточных пил 24а, 24b может составлять 10-18 м/с или даже 10-25 м/с. Скорость разрезания может регулироваться в зависимости от скорости линии, плотности отвержденного полотна из минеральной ваты и тому подобного.
Как упомянуто выше, две ленточные пилы 24а, 24b работают в противоположных направлениях. Ленточные пилы могут работать с одной и той же скоростью разрезания или с разными скоростями разрезания, если это необходимо. Ленточные пилы могут быть одного типа или разных типов в зависимости от того, что является наиболее подходящим.
Изобретение описано выше со ссылками на некоторые предпочтительные в данном случае варианты осуществления. Как показано на фиг. 2, каждое промежуточное полотно 25а, 25b может быть поднято на расстояние в продольном направлении в подъемной секции 26а, 26b. Конечно, в зависимости от размеров конечного изделия может быть больше двух продольных промежуточных полотен 25а, 25b, например, три или четыре. При этом также должны быть использованы дополнительные ленточные пилы 24а, 24b. Также могут быть предусмотрены другие варианты осуществления без выхода за пределы правовой охраны изобретения, определенного в прилагаемой формуле изобретения.
Ударопрочный подвесной потолок и его крепежный элемент
Способ изготовления элемента, содержащего волокно, и элемент, изготовленный данным способом
Способ изготовления элемента, содержащего минеральное волокно, и элемент, изготовленный этим способом
Композиция водного связующего для минеральных волокон
Способ и устройство для удаления королька из минерального волокнистого материала
Продукт на основе связанного минерального волокна, характеризующийся высокой огнестойкостью и стойкостью к тлению
Способ уменьшения выделения формальдегида из минерально-волокнистого изделия и минерально-волокнистое изделие с уменьшенным выделением формальдегида
Модифицированное мочевиной связующее для минеральных волокон
Композиция водного связующего
Устройство и способ измерения условий роста растений

