Результат интеллектуальной деятельности: Способ изготовления самонесущего рентгеношаблона
Вид РИД
Изобретение
Известны различные конструкции рентгеношаблонов, содержащих, как правило, выполненный из тяжелого (с большим атомным номером) металла маскирующий рентгенопоглощающий слой, крепящийся силами адгезии к тонкой несущей мембране, представляющую собой органическую или неорганическую пленку, фиксирующуюся на опорном кольце. Заявляемое изобретение относится к способу изготовления самонесущего, перфорированного (т.е. со сквозными отверстиями) рентгеношаблона, который не содержит несущей мембраны, а его маскирующий рентгенопоглощающий слой, представляет собой сетчатую металлическую структуру, крепящуюся (фиксирующуюся) на опорном кольце.
В качестве аналога выбран способ изготовления рентгеношаблона [описанный в патенте РФ на изобретение №2469369 автор: Генцелев А.Н. - Рентгенолитографический шаблон и способ его изготовления. Опубл. 10.12.2012 г., Бюл. №34, С. 430].
Способ-аналог изготовления рентгеношаблона содержит следующие операции:
 изготовление исходной электропроводящей (или содержащей электропроводящий поверхностный слой) составной подложки, состоящей из двух выполненных из разных материалов деталей: опорного кольца и внутреннего диска;
изготовление исходной электропроводящей (или содержащей электропроводящий поверхностный слой) составной подложки, состоящей из двух выполненных из разных материалов деталей: опорного кольца и внутреннего диска;
формирования резистивной маски на рабочей поверхности исходной подложки;
электроосаждение через резистивную маску металлического маскирующего рентгенопоглощающего слоя;
удаления селективным травлением остатков резистивной маски;
удаление селективным травлением внутреннего диска.
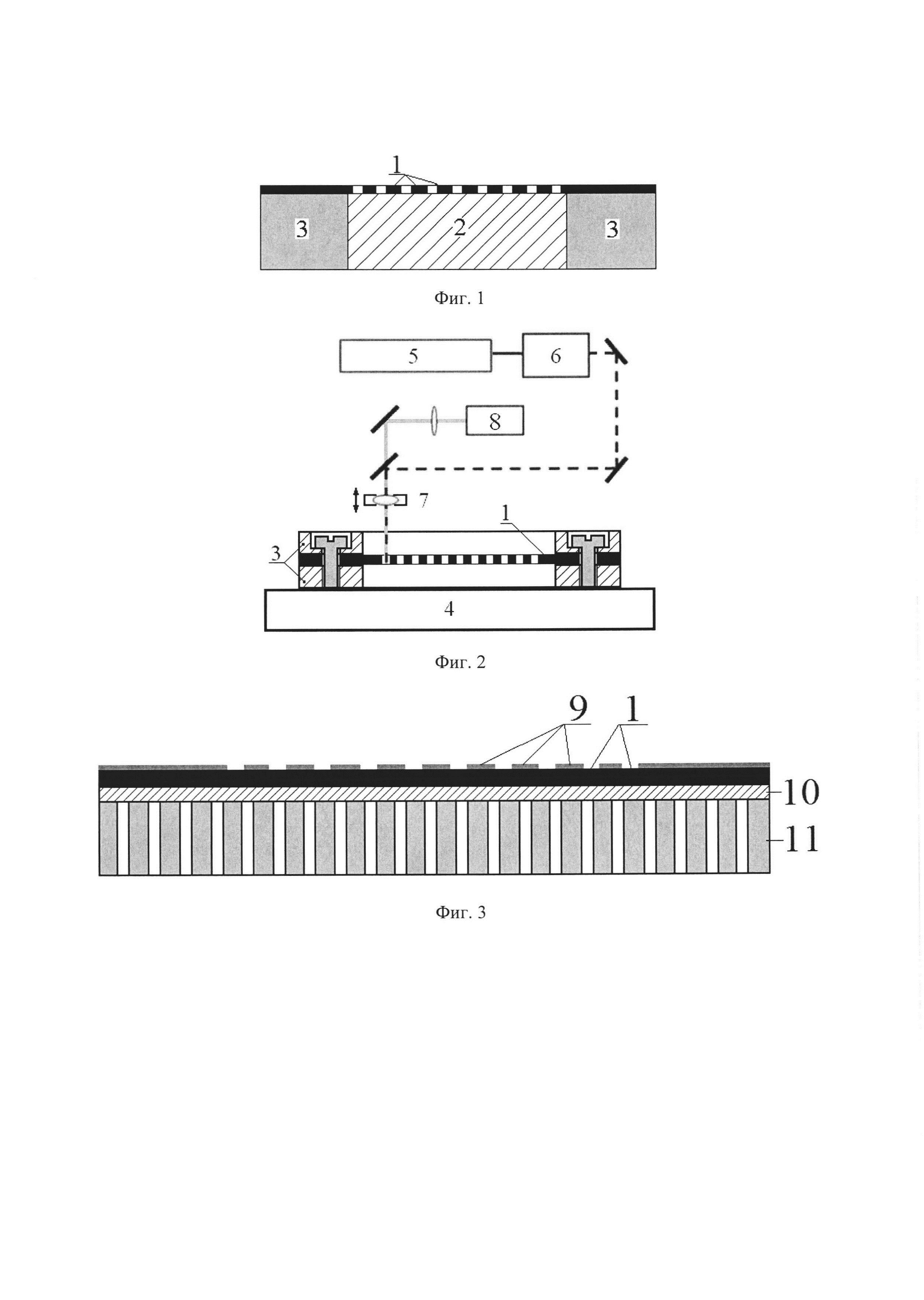
На фиг. 1 изображена схема, иллюстрирующая способ-аналог изготовления рентгеношаблона, где металлический самонесущий маскирующий рентгенопоглощающий слой 1 сформирован на рабочей поверхности составной металлической подложки, состоящей из внутреннего диска 2 и кольца 3, выполненных из различных металлов. Диск 2 удаляется на последнем этапе изготовления шаблона селективным травлением, вследствие чего маскирующий рентгенопоглощающий слой 1 остается закрепленным своими краями к кольцу 3, которое становится опорным кольцом рентгеношаблона.
Данная конструкция рентгеношаблона характеризуется сравнительно высокой прочностью гальванически выращенного маскирующего рентгенопоглощающего слоя вследствие чего он может находиться в непосредственном контакте с облучаемым рентгеновским излучением образцом или резистивным слоем, что позволяет существенно снизить вклад дифракции экспонирующего излучения в итоговое литографическое разрешение.
К недостаткам способа-аналога можно отнести следующую проблему, состоящую в том, что данным способом изготовить высококонтрастный (с контрастностью ≥100) рент-геношаблон для спектрального диапазона экспонирующего излучения с длиной волны λ≈=0,5÷3 Å достаточно проблематично по причине того, что электролиты, содержащие тяжелые драгоценные металлы (типа Pt, Au) или редкие металлы (Re, Os, Ir), достаточно дороги, а гальванопластика тяжелых недрагоценных металлов (типа Hf, W, Та и др.) производится [как показано в работах: Stern K.Н., Stenly Т., Gadomsky S.T. Electrodeposition of tungsten powders from mineral-salt electrolyte // Journal of Electrochemical Society, 1983. V. 130, №2. P. 300-305; Константинов В.И. Электролитическое получение тантала, ниобия и их сплавов. М.: Металлургия, 1977. 240 с.] из расплавов солей при температурах ≥750°С, при которых разрушается резистная маска. Нужная степень контрастности может быть достигнута при формировании маскирующего рентгенопоглощающего слоя из металлов серебра (Ag) или меди (Cu) из водных растворов их солей через толстую (толщиной ≥70 мкм) резистную маску. Известно, что такая маска может быть сформирована посредством трафаретной рентгеновской или рентгенолучевой литографий, однако, это достаточно сложные и трудоемкие технологии.
Кроме того, скорость гальванического осаждения металлов через резистивную маску существенно зависит от величины аспектного отношения осаждаемого элемента (т.е. от отношения толщины резистивной маски к наименьшему из размеров окна в ней) и скорость осаждения тем меньше, чем большим аспектным отношением он характеризуется (т.е. на самых высокоаспектных участках будет наименьшая скорость осаждения). В результате толщина осажденного металла в узких «канавках» будет меньше, чем на участках с большей шириной. Наличие данной зависимости приведет к «разнотолщинности» осаждаемого маскирующего слоя шаблона, а, следовательно, и к разным значениям контрастности различных его участков, что может нежелательным образом сказаться на качестве рентгенолитографии, проводимой с применением данного шаблона.
В качестве прототипа выбран способ изготовления рентгеношаблона [описанный в работах: Кузнецов С.А., Генцелев А.Н., Баев С.Г. Реализация фильтров высоких частот субтерагерцового диапазона с использованием высокоаспектных полимерных структур // Автометрия, 2017, №1, С. 107-116.; Генцелев А.Н., Кузнецов С.А., Баев С.Г., Гольденберг Б.Г., Лоншаков Е.А. Создание квазиоптических селективных элементов терагерцового диапазона в виде псевдометаллических структур посредством глубокой рентгеновской литографии // Поверхность. Рентген., синхротрон, и нейтрон, исслед., 2017, №7, С. 32-42], в котором отсутствуют недостатки присущие способу-аналогу. В способе-прототипе предлагается изготавливать ренттеношаблон путем механической фиксации промышленно-выпускаемой фольги между двумя металлическими кольцами (рамками), а рентгенопоглощающую структуру в ней (в фольге) формировать путем перфорации (создания сквозных отверстий) посредством лазерной резки. Такой способ существенно упрощает технологию изготовления рентгеношаблона (уменьшает количество операций) и обеспечивает равную толщину всех участков маскирующего рентгенопоглощающего слоя.
Процесс перфорации фольги посредством лазерной резки (т.е. создание в ней при помощи лазера сквозных отверстий соответствующей топологии) иллюстрируется упрощенной схемой представленной на фиг. 2, где изображена (выполняющая в конечном изделии роль маскирующего слоя) перфорированная металлическая фольга 4, механически жестко зафиксированная в (состоящем из двух металлических колец) опорном кольце 3, крепящемся на установочном шестикоординатном столе 5. Излучение от мощного коротко-импульсного лазера 6, прошедшее через управляющий затвор 7, фокусируется оптической системой 8 в рабочую плоскость установки лазерной резки. Контроль за процессом формирования сквозных отверстий ведется при помощи системы видеонаблюдения 9, включающий в себя устройство измерения геометрии сфокусированного лазерного пятна. Все процессы полностью автоматизированы и управляются компьютером. Информация от устройства измерения геометрии сфокусированного лазерного пятна анализируется компьютером (на схеме не показан), который вырабатывает управляющие сигналы для затвора 7, подвижек стола 5 и подвижек, перемещающих элементы фокусирующей оптической системы 8. В обеспечение наглядности пропорции размеров основных элементов не соблюдены.
Таким образом, способ-прототип изготовления рентгеношаблона характеризуется простотой и выглядит следующим образом: фиксируют в специальном опорном кольце промышленно-вьшускаемую металлическую фольгу и формируют методом лазерной резки топологию рентгенопоглощающей структуры.
При помощи способа-прототипа получаются достаточно качественные рентгеношаблоны из фольги толщиной не более 50 мкм со сравнительно низкой шероховатостью края резки (на уровне ±2÷3 мкм), но минимальная ширина элементов маскирующего рентгенопоглощающего слоя составляет около 50 мкм. Уменьшение ширины элементов приводит в ряде случаев к их расплавлению и это особенно проявляется при резке фольг тугоплавких металлов, использование которых позволяет существенно повысить контрастность ренттеношаблонов. Возможным решением данной проблемы может быть переход на использование лазеров с фемтосекундной продолжительностью импульса, но это отдельная и достаточно нетривиальная задача, ждущая своего решения в будущем.
С целью обеспечения изготовления из фольг тяжелых металлов - тантала (Та) или вольфрама (W) самонесущиего, перфорированного рентгеношаблона предлагается новый способ его формирования, состоящий из следующей последовательности операций:
1. Формирование посредством известных литографических приемов на поверхности фольги защитной маски из металла с существенно более низкой скоростью травления, чем металл фольги (в соответствующей плазме), например, из алюминия, при этом толщина маски должна обеспечивать сквозное плазмохимическое травление фольги через нее;
2. Фиксация фольги посредством резиста на металлической шайбе с плоскопараллельными шлифованными поверхностями;
3. Проведение сквозного плазмохимического травления фольги через защитную маску.
4. Освобождение перфорированной фольги путем растворения резиста;
5. Фиксация фольги в опорном кольце, например, с использованием для ее принудительного распрямления двух деталей со шлифованными поверхностями: подкладки и груза.
Пример конкретного исполнения.
Описываются два варианта изготовления самонесущего рентгеношаблона, маскирующий рентгенопоглощающий слой которого представляет собой закрепленную в опорном кольце перфорированную металлическую фольгу, выполненную из вольфрама (W) или тантала (Та). Различие вариантов в режимах плазмохимического травления соответствующего металла. Далее приведена уже оптимизированная (с предварительным принудительным распрямлением фольги и ее приклейкой на резист к металлической шайбе, с проведением циклического режима травления, а также принудительным распрямлением фольги при ее фиксации в опорном кольце) последовательность операций изготовления такого шаблона:
1. Из металлической фольги толщиной ~30 мкм вырезают круг нужного диаметра, производят очистку его рабочей поверхности и на нее после предварительного прогрева до температуры ~500°С в вакуумной камере производят магнетронное напыление тонкого слоя алюминия, толщиной ~1÷1,5 мкм.
2. Формируют известными литографическими способами на одной из поверхностей фольги защитную маску из алюминия с соответствующей топологией, например, путем жидкостного травления слоя алюминия через резистивную маску, сформированную посредством фотолитографии.
3. Фиксируют фольгу для улучшения теплоотвода (к охлаждаемому столику) посредством резиста на металлической шайбе (с плоскопараллельными шлифованными поверхностями и сквозными отверстиями для оттока избыточного резиста, выполненную из метала с высокой теплопроводностью, например, меди или алюминия, см. фиг. 3), поскольку исходная фольга, как правило, не является плоской, а имеет изогнутую поверхность, что обусловлено технологией ее изготовления (намоткой фольги на валки).
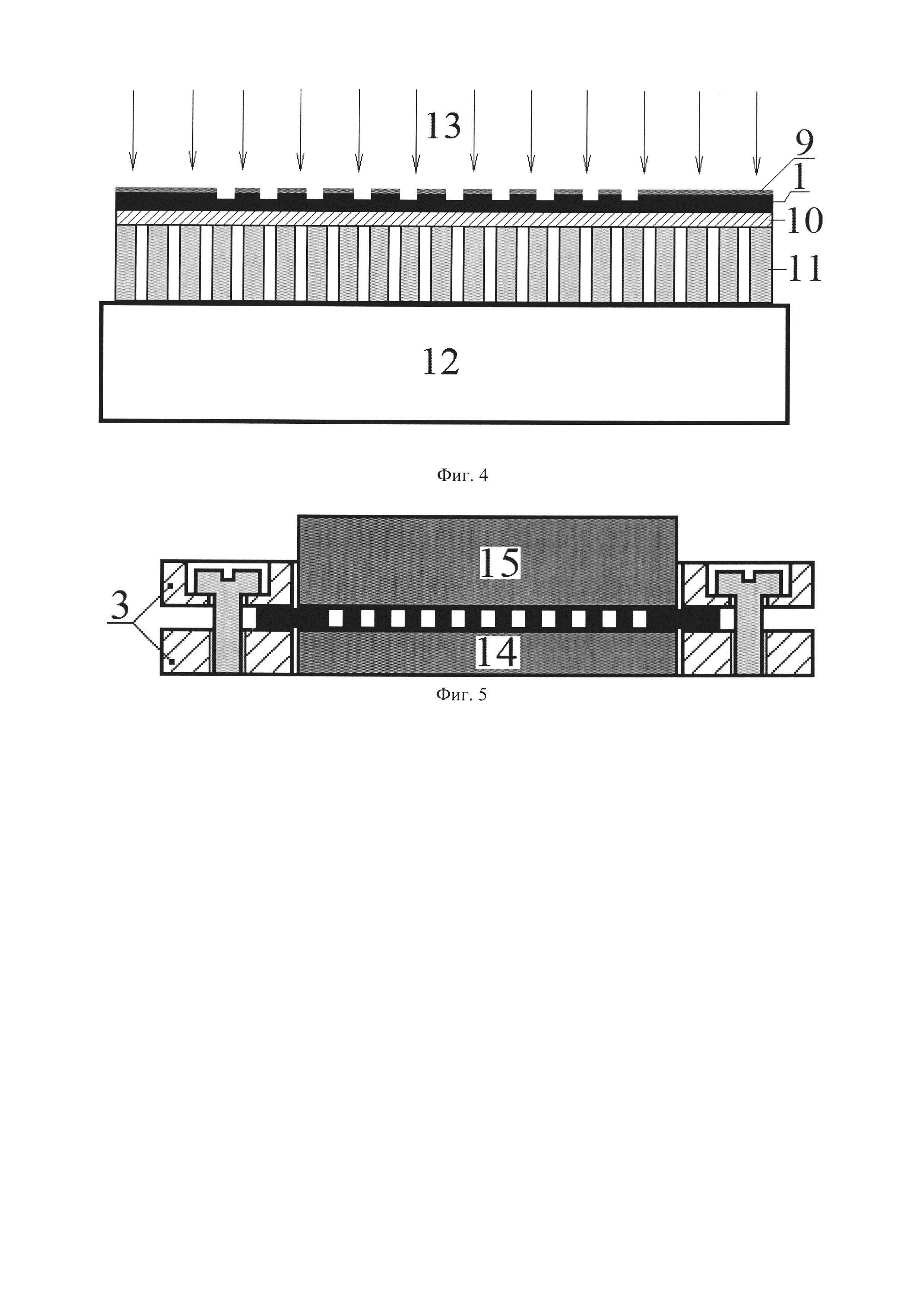
4. Производят сквозное плазмохимическое травление фольги через сформированную на ее рабочей поверхности защитную маску (см. фиг. 4).
5. Освобождают перфорированную фольгу путем растворения связующего резиста от металлической шайбы;
6. Фиксируют перфорированную фольгу в опорном кольце, например, зажимая ее между двумя шлифованными половинками опорного кольца (см. фиг. 5), используя при этом две детали со шлифованными поверхностями: подкладку и груз.
Операции плазмохимического травления производят, например, на установке Plasmalab 80 Plus с источником индуктивно-связанной плазмы (ICP), применяя циклический режим с чередованием операций травления и охлаждения таким образом, чтобы температура столика в начале каждого очередного цикла составляла ~5°С.
Режим травления вольфрамовой фольги: давление р=8 мТорр, скорости подачи газов: BCl3 - 10 см3/мин, Ar - 20 см3/мин; подводимые мощности: RF=100 Вт, ICP=600 Вт, скорость травления вольфрама ~0,35 мкм/цикл (цикл: травление - 1 мин, охлаждение - 2 мин).
Режим травления танталовой фольги: р=10 мТорр, скорости подачи газов: NF3 - 30 см3/мин, Ar - 10 см3/мин; подводимые мощности: RF=100 Вт, ICP=600 Вт, скорость травления тантала ~2 мкм/цикл (цикл: травление - 1 мин, охлаждение - 3 мин).
Поскольку во время травления к образцу подводится значительная мощность (~700 Вт), то он греется и соответственно поднимается температура столика, контролируемая датчиком. На стадии охлаждения она снижается до ~ Т=5°С и эта температура является исходной для старта нового цикла. Отвод тепла от образца (т.е. его охлаждение) происходит двумя путями: через теплоотвод к охлаждаемому столику (с которым образец имеет механический контакт) и через процессы теплопереноса в среде газа аргона (на стадии охлаждения поток активных газов перекрывается и существенно увеличивается поток аргона до 50 см3/мин).
Следует отметить, что пред проведением плазмохимического травления фольга обязательно должна быть распрямлена и зафиксирована на металлической шайбе, выполненной из метала с хорошей теплопроводностью. В противном случае будет возникать неоднородность ее травления из-за неоднородного распределения температуры на ее обращенной к плазме поверхности, в силу различия локальных условий ее охлаждения, что будет иметь место в случае, если изначально неплоская фольга размещается на охлаждаемом столике установки. Прижатие фольги, например, металлическим кольцом по периферии не всегда приводит к нужному эффекту, поскольку диафрагмирует падающий на фольгу пучок ионов, из-за чего разные участки фольги находятся в различных термодинамических условиях, что приводит к ее короблению.
Плазмохимическое травление можно вести и в постоянном непрерывном режиме с существенным снижением электрической мощности, идущей на создание и поддержание горения плазмы, а, следовательно, подводимой и «высаживаемой» на обрабатываемой фольге, однако, это может, в общем случае, приводить к нестабильности горения плазмы, а также к неоднородному травлению фольги так как в случае, если различные участки фольги, вследствие ее коробления, находятся в существенно разных термодинамических условиях, то по мере продолжительности воздействия пучка химически активных ионов на фольгу эти различия не нивелируются, а наоборот возрастают (плохо охлаждаемые участки греются еще сильнее). Из общих соображений понятно, что если размер пучка меньше размера фольги, то она будет больше греться в месте воздействия пучка, что приведет к ее дополнительному короблению, вследствие температурных деформаций, и это в свою очередь ведет к потере непосредственного механического контакта с охлаждаемым столиком некоторых участков фольги, что является причиной еще большего их нагрева.
По указанным выше причинам предпочтительнее вести плазмохимическое травление фольги в циклическом режиме, что обеспечивает хорошую воспроизводимость процесса травления, поскольку каждый раз цикл травления стартует с одной и той же температуры охлаждаемого столика и соответственно образца (т.е. фольги, приклеенной на резист к шайбе) и таким образом все циклы травления будут происходить практически в одинаковых условиях. Кроме того, должны выполняться следующие условия: размер (диаметр) пучка ионов должен быть больше или равен размеру (диаметру) фольги, а сама фольга должна полностью размещаться на металлической шайбе, диаметр которой должен быть равен диаметру охлаждаемого столика, благодаря чему вся обрабатываемая фольга будет находиться в сравнительно одинаковых термодинамических условиях.
После окончания сквозного травления фольги, металлическая шайба с фольгой вынимаются из установки и помещаются в жидкость, растворяющую резист, связующий фольгу и металлическую шайбу. Затем перфорированная фольга промывается, сушится и размещается между двумя шлифованными поверхностями деталей (см. фиг 5): подкладки 15 (равной по высоте нижнему кольцу) и груза 16, после чего фиксируется в опорном кольце путем стяжки двух его половин посредством винтовых соединений.
На фиг. 1 изображена схема, иллюстрирующая способ-аналог изготовления рентгеношаблона, где металлический самонесущий маскирующий рентгенопоглощающий слой 1 сформирован на рабочей поверхности составной металлической подложки, состоящей из внутреннего диска 2 (селективного удаляемого на одном из последних этапов изготовления шаблона) и кольца 3, которые выполнены из различных металлов.
На фиг. 2 приведено схема, иллюстрирующая способ-прототип, где изображена (выполняющая в конечном изделии роль маскирующего слоя) перфорированная металлическая фольга 4, механически жестко зафиксированная в опорном кольце 3 (состоящем из двух металлических колец), крепящемся на установочном шестикоординатном столе 5. Излучение от мощного коротко-импульсного лазера 6, прошедшее через управляющий затвор 7, фокусируется оптической системой 8 в рабочую плоскость установки лазерной резки. Контроль за процессом формирования сквозных отверстий ведется при помощи системы видеонаблюдения 9. Все процессы лазерной резки автоматизированы и управляются компьютером (на схеме не показан). В обеспечение наглядности пропорции размеров основных элементов не соблюдены.
На фиг. 3 приведено схематическое изображение фиксации фольги 4 со сформированной на ее поверхности защитной металлической маской 10 для последующего плазмохимического травления. Фиксация производится посредством тонкого слоя резиста 11 к металлической шайбе 12 с плоскопараллельными шлифованными поверхностями, содержащей массив сквозных отверстий для оттока избытков резиста.
На фиг. 4 схематично иллюстрируется процесс плазмохимического травления фольги в установке, где металлическая шайба 12 (с зафиксированной на ней посредством резиста 11 фольгой 4) размещается на охлаждаемом столике 13, после чего фольга 4 травится потоком химически активных ионов 14 через защитную маску 10.
На фиг. 5 приведена схема, иллюстрирующая процесс фиксации в опорном кольце 3, состоящем из двух половинок, перфорированной фольги (изображена черным цветом) с проведением ее предварительного принудительного распрямления, путем зажатия между двумя шлифованными поверхностями деталей: подкладки 15 (равной по высоте нижней половинке кольца) и груза 16.
Способ изготовления рентгенолитографического шаблона
Способ изготовления брэгговской структуры с гофрировкой поверхности
Способ изготовления кремниевого рентгеношаблона
Способ изготовления вкладыша пресс-формы или литьевой формы
Рентгеношаблон и способ его изготовления
Рентгеношаблон и способ его изготовления
Микроструктурные элементы для селекции электромагнитного излучения и способ их изготовления
Способ изготовления liga-шаблона
Способ изготовления liga-шаблона
Способ проведения теневой трафаретной рентгенолитографии
Способ изготовления рентгенолитографического шаблона
Способ изготовления кремниевого рентгеношаблона
Способ изготовления вкладыша пресс-формы или литьевой формы

