Результат интеллектуальной деятельности: Способ изготовления преформы для аэродинамического профиля, аэродинамического профиля и сектора сопла путем селективного плавления на порошковой постели
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к области аддитивной технологии производства. Настоящее изобретение, в частности, относится к способу изготовления аэродинамических профилей турбинных двигателей путем селективного плавления на порошковой постели.
Предшествующий уровень техники
В настоящее время обычно с успехом прибегают к аддитивным технологиям для создания сложных трехмерных деталей простым и быстрым способом. Сфера авиации в особенности подходит для использования такого рода технологий.
При изготовлении деталей из металла или металлического сплава способ селективного плавления на порошковой постели позволяет получать сложные детали, которые трудно или невозможно изготовить, используя традиционные способы, такие как литье, штамповка или механическая обработка.
Такой способ обычно содержит этап, на котором слой порошка наносится на рабочую платформу, а за ним следует этап селективного плавления участка нанесенного слоя порошка с помощью нагревательного звена. Вышеупомянутые этапы последовательно повторяются, чтобы построить конечную деталь слой за слоем.
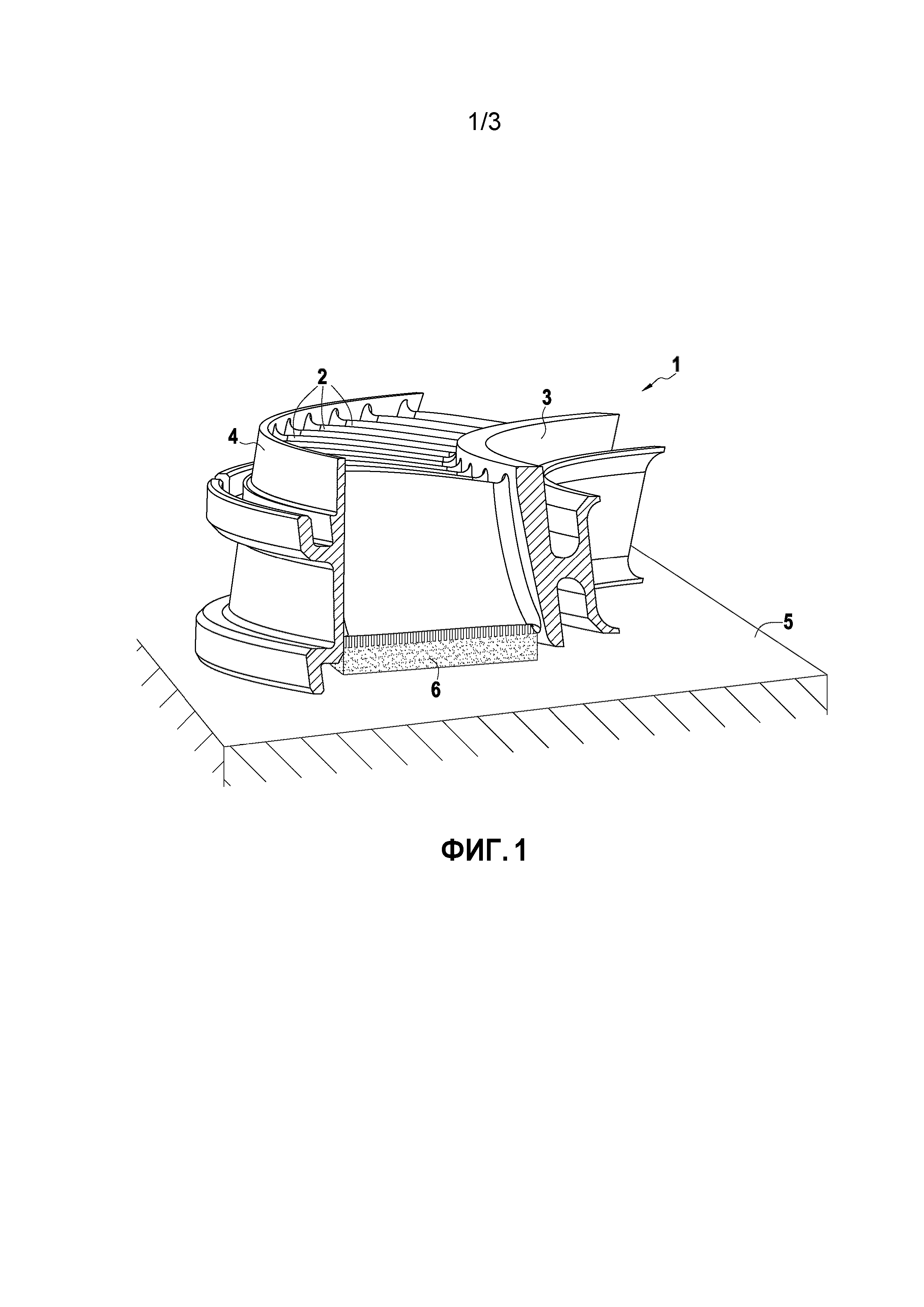
На Фигуре 1 показан сектор 1 сопла турбины для авиационного турбинного двигателя, содержащий множество стационарных аэродинамических профилей 2, продолжающихся между двумя концентрическими кольцами 3 и 4, расположенными на горизонтальной рабочей платформе 5. Когда сопло пребывает в данной конфигурации, аэродинамические профили 2 находятся в "подвешенном состоянии", т.е. они образуют консоль, выступая от колец 3 и 4.
Когда требуется изготовить такой сектор 1 сопла путем селективного плавления на порошковой постели, необходимо в процессе изготовления создать устраняемые или разрушаемые опоры 6 (см. Фигуру 1), которые удерживают аэродинамические профили в ходе их изготовления. В частности, в способах селективного плавления на порошковой постели принципиально важно, чтобы каждый расплавленный слой мог удерживаться материалом, который уже был ранее расплавлен. Такие опоры 6 неизбежно присутствуют на передней кромке или задней кромке аэродинамических профилей 2 (в зависимости от того, в каком порядке сектор сопла изготавливается), а также на участке поверхностей 2a аэродинамических профилей, обращенном к рабочей платформе 5 (см. Фигуру 5).
Однако наличие такой устраняемой опоры на передней кромке или задней кромке нежелательно. В частности, после того как сектор сопла изготовлен в оснастке, предназначенной для селективного плавления на порошковой постели, а затем отделен от рабочей платформы, устраняемую опору необходимо удалить. Для устранения остатков этих опор потребуется этап ручной шлифовки. В процессе ручного шлифования оператору требуется перемещать шлифовальный инструмент по краю, на котором находились опоры (соответствующему передней кромке или задней кромке аэродинамического профиля), и оказывать на него нажим. Ручная шлифовка, таким образом, может привести к дефектам формы и неровностям края, о котором идет речь, вследствие чрезмерного удаления материала. Такие дефекты могут снизить аэродинамические характеристики аэродинамических профилей в процессе последующего использования в турбинном двигателе.
Задача и сущность изобретения
Основная задача настоящего изобретения, таким образом, заключается в устранении указанных недостатков, и в разработке в способа изготовления преформы для аэродинамического профиля для турбинного двигателя путем селективного плавления на порошковой постели, при этом преформа содержит аэродинамический профиль и, по меньшей мере, одну устраняемую опору, прикрепленную к аэродинамическому профилю, при этом аэродинамический профиль изготавливается слой за слоем от первого края аэродинамического профиля, соответствующего передней кромке или задней кромке аэродинамического профиля, до второго края аэродинамического профиля, соответствующего задней кромке или передней кромке аэродинамического профиля, при этом способ содержит создание устраняемой опоры и аэродинамического профиля, при этом упомянутая устраняемая опора предназначена для прикрепления, во-первых, к рабочей платформе, а во-вторых, к участку поверхности, образующей сторону нагнетания или сторону всасывания аэродинамического профиля, расположенному в окрестности первого края аэродинамического профиля и обращенному к упомянутой рабочей платформе.
Согласно изобретению поверхность, образующая сторону нагнетания или сторону всасывания аэродинамического профиля и обращенная к рабочей платформе, включает в себя плоский сегмент, продолжающийся от упомянутой поверхности, при этом плоский сегмент располагается по участку упомянутой поверхности, находящемуся за пределами первого края аэродинамического профиля, при этом устраняемая опора крепится к плоскому сегменту или одновременно к плоскому сегменту и к участку упомянутой поверхности, расположенному за пределами первого края.
Способ по изобретению отличается тем, что в процессе изготовления преформы для аэродинамического профиля этот способ включает изготовление плоского сегмента на первом крае аэродинамического профиля (при этом первый край может соответствовать передней кромке или задней кромке в зависимости от ориентации аэродинамического профиля в оснастке для селективного плавления на порошковой постели). Наличие этого плоского сегмента предпочтительно позволяет участку аэродинамического профиля, к которому крепится устраняемая опора, располагаться на расстоянии от обсуждаемого первого края. Другими словами, устраняемая опора отведена от первого края аэродинамического профиля. Когда устраняемая опора впоследствии удаляется, чтобы получить аэродинамический профиль, остаток опоры располагается на плоском сегменте и возможно на участке поверхности аэродинамического профиля, обращенной к рабочей платформе, но не непосредственно на первом крае. Таким образом, при шлифовке аэродинамического профиля с целью удаления остатков оператору более не требуется прижимать инструмент к первому краю аэродинамического профиля, а требуется прижатие к плоскому сегменту и к поверхности аэродинамического профиля, в окрестности которой плоский сегмент находится. Такая конфигурация, следовательно, способствует ограничению появления дефектов, вызванных удалением опор, путем обеспечения того, что шлифовка аэродинамического профиля осуществляется равномерно и контролируемым образом. Помимо этого, время, необходимое для корректировки или шлифовки аэродинамического профиля, сокращается при использовании такой технологии благодаря тому, что выполнение этого этапа становится более планомерным. Разумеется, для корректировки формы аэродинамического профиля после удаления опор могут использоваться технологии, отличные от шлифовки.
Предпочтительно плоский сегмент содержит первую поверхность, расположенную параллельно рабочей платформе и по касательной к первому краю аэродинамического профиля. Например, первая поверхность может образовывать угол относительно рабочей платформы, меньший или равный 5°. Поскольку деталь формируется слой за слоем, каждый слой параллелен рабочей платформе, а это означает, что первый слой, образующий аэродинамический профиль, представляет собой площадку, например прямоугольную площадку. Предпочтительно первый слой представляет собой площадку, а не линию, чтобы лучше поддерживать аэродинамический профиль, в частности на его первом крае.
Также предпочтительно плоский сегмент дополнительно содержит вторую поверхность, перпендикулярную первой поверхности. Например, вторая поверхность может образовывать угол относительно первой поверхности, лежащий в диапазоне 85° - 95°. При таком построении точка плоского сегмента, находящаяся на пересечении первой и второй поверхностей упомянутого плоского сегмента, может находиться на расстоянии от поверхности аэродинамического профиля, обращенной к рабочей платформе, меньшем или равном 0,5 миллиметров (мм), например меньшем или равном 0,3 мм. В более общем случае плоский сегмент может быть встроен в аэродинамический профиль так, что он не превышает допустимый уровень дефектов формы для аэродинамического профиля (например, согласно техническим требованиям), или, другими словами, так, что он удовлетворяет требованиям, предъявляемым к форме аэродинамического профиля. Таким образом, когда плоский сегмент имеет указанную конструкцию, его размеры меньше размеров допустимого дефекта формы для аэродинамического профиля, так что его последующее удаление, например путем механической обработки, может стать необязательным.
Устраняемая опора может представлять собой ячеистую опору.
В изобретении также предложен способ изготовления аэродинамического профиля турбинного двигателя, при этом способ содержит следующие этапы:
- изготовление преформы для аэродинамического профиля вышеописанным способом; а также
- удаление устраняемой опоры и плоского сегмента из преформы для аэродинамического профиля.
Предпочтительно удаление устраняемой опоры и плоского сегмента содержит шлифовку аэродинамического профиля.
В изобретении также предложен способ изготовления сектора сопла турбинного двигателя путем селективного плавления на порошковой постели, при этом сектор сопла содержит множество стационарных аэродинамических профилей, поддерживаемых двумя кольцевыми секторами, при этом стационарные аэродинамические профили производятся способом изготовления аэродинамических профилей согласно вышеприведенному описанию.
Наконец, в изобретении предложена преформа для аэродинамического профиля турбинного двигателя, содержащая аэродинамический профиль и, по меньшей мере, одну устраняемую опору, прикрепленную к аэродинамическому профилю, при этом одна из поверхностей аэродинамического профиля, образующая сторону нагнетания или сторону всасывания, включает в себя плоский сегмент, продолжающийся от упомянутой поверхности, при этом плоский сегмент располагается по участку упомянутой поверхности, находящемуся за пределами первого края аэродинамического профиля, соответствующего передней кромке или задней кромке аэродинамического профиля, при этом устраняемая опора крепится к плоскому сегменту или одновременно к плоскому сегменту и к участку упомянутой поверхности, расположенному за пределами первого края.
Предпочтительно плоский сегмент имеет первую поверхность, расположенную по касательной к первому краю аэродинамического профиля, и вторую поверхность по существу перпендикулярную первой поверхности.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения станут очевидны из нижеследующего описания, приведенного со ссылкой на сопроводительные чертежи, на которых:
Фиг.1 изображает вид в изометрии сектора сопла, пригодного для изготовления способом по изобретению;
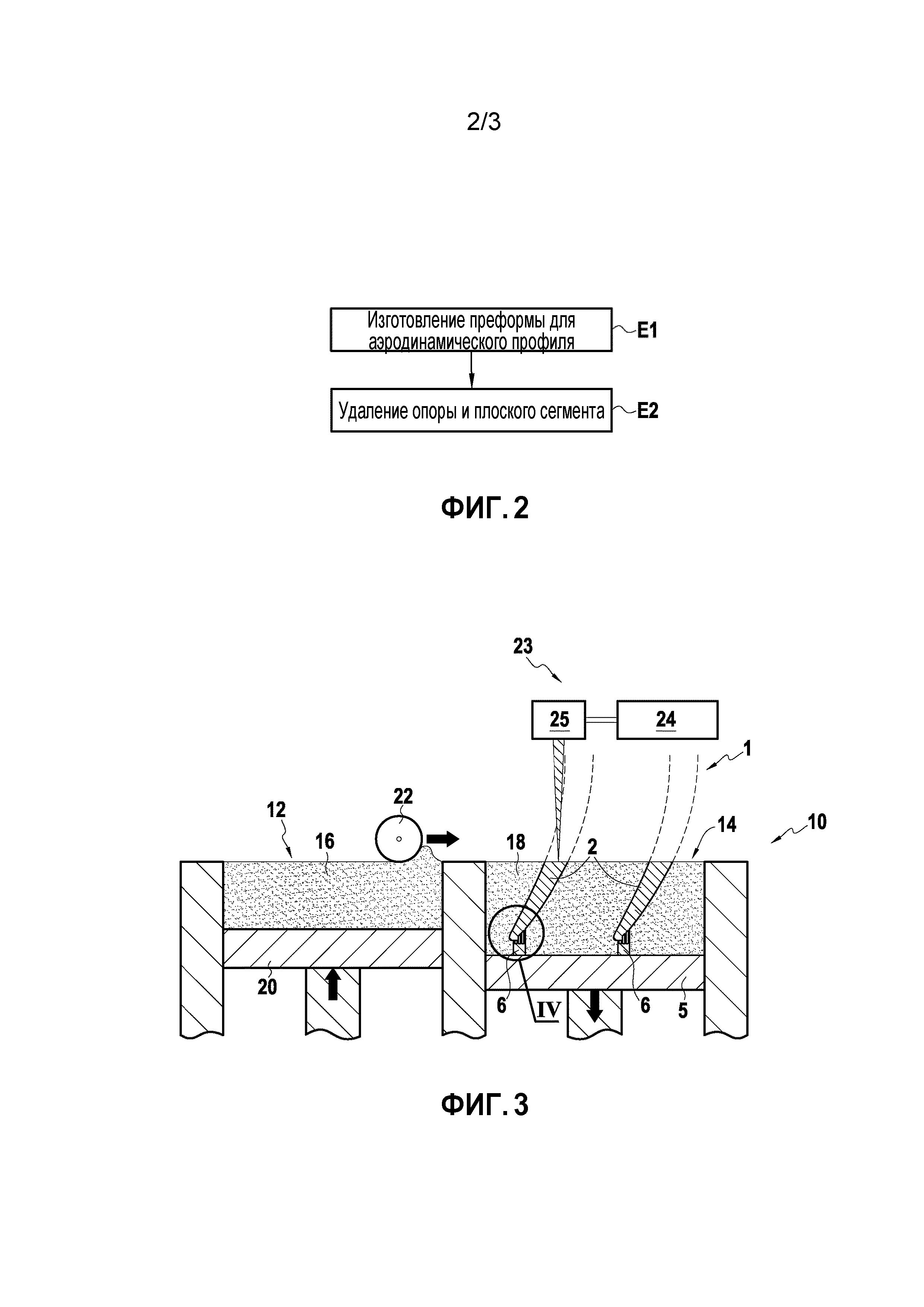
Фиг.2 - блок-схему алгоритма, на которой представлены основные этапы способа по изобретению для изготовления аэродинамического профиля;
Фиг.3 - схему сечения оснастки для селективного плавления на порошковой постели, в которой изготавливается сектор сопла;
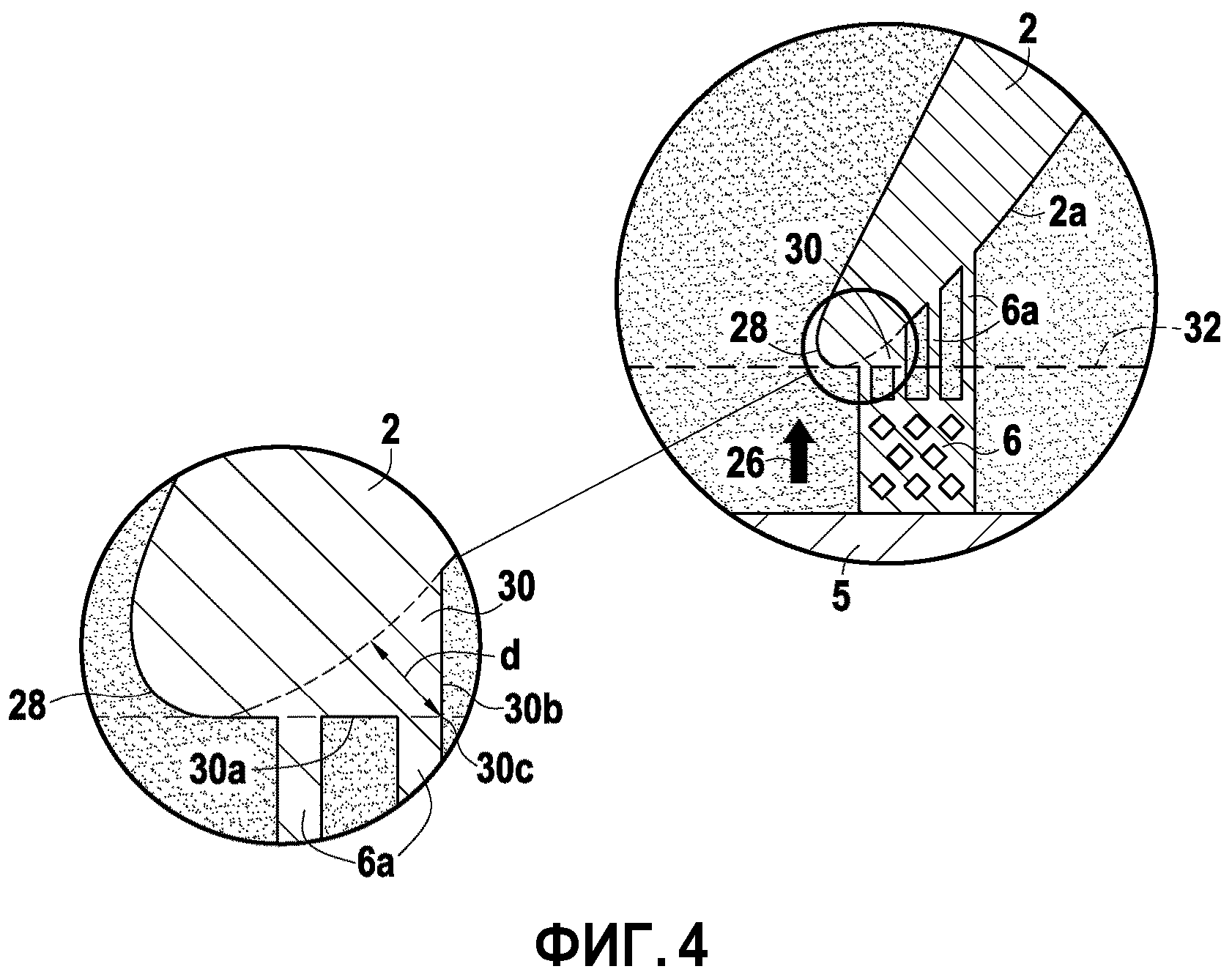
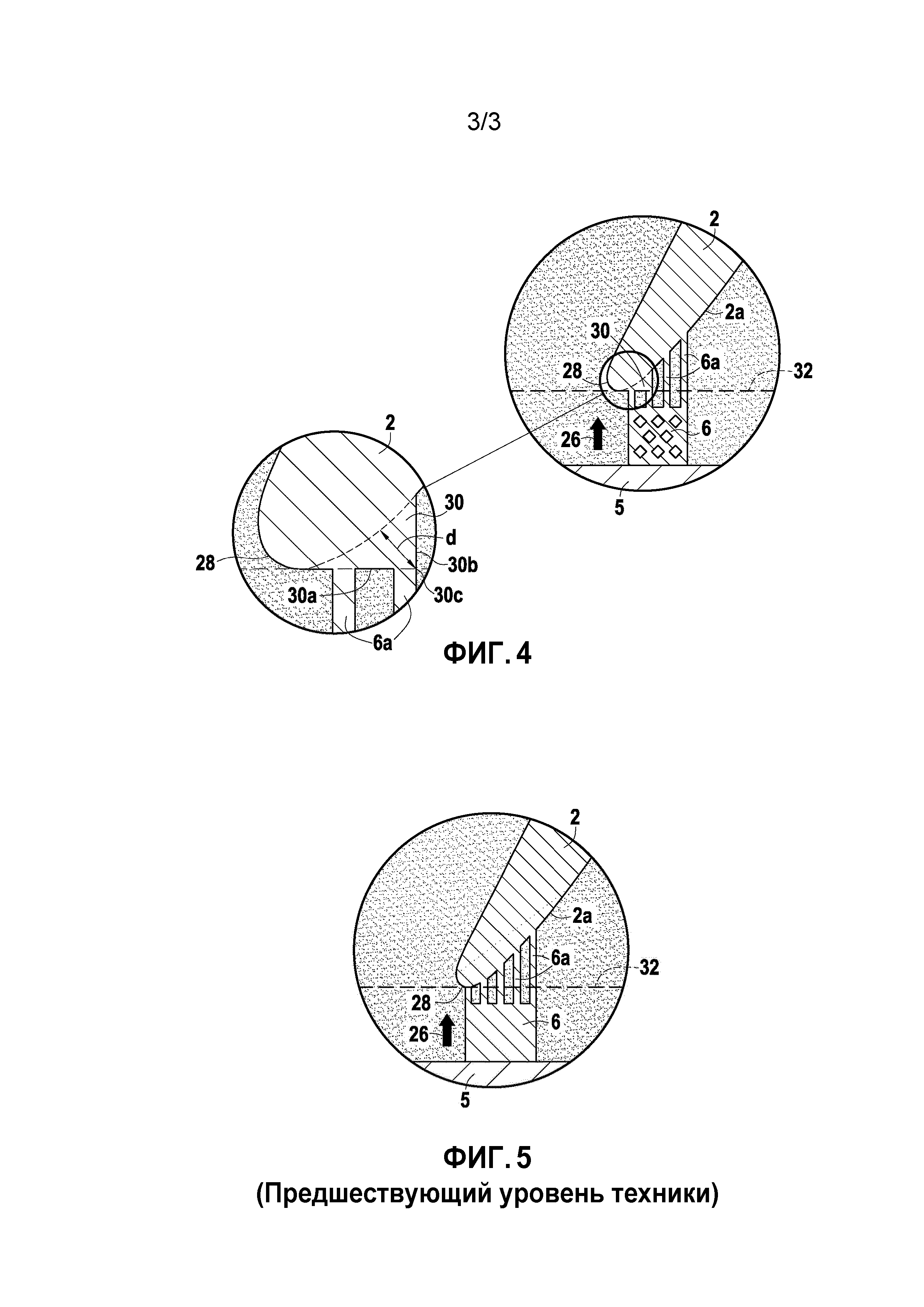
Фиг.4 - подробный вид по Фигуре 3 на первом крае аэродинамического профиля вместе с его устраняемой опорой;
Фиг.5 - вид, схожий с видом по Фигуре 3, на котором показан способ предшествующего уровня техники.
Подробное описание изобретения
На Фигуре 1 показан сектор 1 сопла или набор направляющих лопаток турбины для авиационного турбинного двигателя, как говорилось выше. Такой сектор 1 сопла может изготавливаться способом по изобретению путем селективного плавления на порошковой постели. Один этап способа изготовления включает в себя изготовление аэродинамических профилей 2 сектора 1 сопла (т.е. его лопаток). Следует принять во внимание, что изобретение в равной степени применимо к аэродинамическим профилям для турбинных двигателей как наземного, так и авиационного назначения.
Способ по изобретению для изготовления аэродинамического профиля 2 ниже описан со ссылкой на блок-схему алгоритма по Фигуре 2 и оснастку для селективного плавления, показанную на Фигурах 3 и 4. Такой способ содержит первоначально изготовление преформы для аэродинамического профиля (этап E1), а затем удаление (этап 2) устраняемой опоры 6 из преформы, чтобы получить аэродинамический профиль. Опора 6, таким образом, названа "устраняемой", поскольку она выполнена с возможностью удаления из аэродинамического профиля 2, после того как он изготовлен способом по изобретению.
На Фигуре 3 показана оснастка 10 для селективного плавления на порошковой постели, пригодная для использования при изготовлении сектора 1 сопла, имеющего множество стационарных аэродинамических профилей 2. В целях упрощения оснастка 10 показана в сечении в процессе изготовления сектора 1 сопла, содержащего только два аэродинамических профиля 2.
Известным образом оснастка 10 имеет источник 12 порошка и зону 14 изготовления, в которой сектор 1 сопла изготавливается. Источник 12 порошка содержит металлический порошок 16 или порошок из металлического сплава, который должен использоваться для изготовления сектора 1 сопла, в то время как зона 14 пригодна для содержания сектора 1 сопла, после того как он изготовлен, вместе с порошком 18, который не расплавился.
В нижней части источника 12 порошка имеется платформа 20, пригодная для вертикального перемещения с целью доставки порошка к скребку или валику 22, который затем может проталкивать порошок в зону 14 изготовления, чтобы образовать слой порошка. В нижней части зоны 14 изготовления имеется рабочая платформа 5, пригодная для поступательного вертикального перемещения по мере изготовления сектора 1 сопла. Скребок или валик 22, образующий средство распределения порошка, служит для нанесения слоя порошка на рабочую платформу 5.
Наконец, оснастка 10 включает в себя нагревательное звено 23, имеющее генераторный блок 24 для генерации лазерного луча или электронного луча, а также управляющий блок 25 для управления траекторией прохождения сгенерированного луча, чтобы селективно плавить слой порошка, нанесенный на зону 14 изготовления.
Для каждого аэродинамического профиля 2 предусматривается изготовление устраняемой опоры 6, которая крепится, во-первых, к рабочей платформе 5, а во-вторых, к аэродинамическому профилю 2, тем самым позволяя аэродинамическому профилю 2 удерживаться на всем протяжении изготовления. Таким образом, изготавливается преформа для аэродинамического профиля, которая содержит аэродинамический профиль 2 и его устраняемую опору 6.
На Фигуре 4 показан увеличенный схематичный вид преформы для аэродинамического профиля в зоне 14 изготовления в окрестности устраняемой опоры 6. В данном примере преформа для аэродинамического профиля изготавливается в направлении, указанном стрелкой 26. Изготовление преформы для аэродинамического профиля начинается с опоры 6, а затем изготавливается аэродинамический профиль 2, начиная с его первого края 28 (соответствующего задней кромке аэродинамического профиля в данном примере) и продолжаясь к его второму краю (соответствующего в данном примере передней кромке аэродинамического профиля, которая не показана). Как можно видеть на этих фигурах, первый край 28 обращен к рабочей платформе 5, в то время как второй край расположен вдали от рабочей платформы 5. Кроме того, первый край 28 и второй край, в общем, параллельны верхней поверхности рабочей платформы.
Согласно изобретению плоский сегмент 30 образован на аэродинамическом профиле 2, а если говорить точнее, на поверхности 2a аэродинамического профиля и на первом крае 28 аэродинамического профиля. Этот плоский сегмент 30 продолжается от окрестностей первого края 28 в сторону от первого края 28 рядом с поверхностью 2a аэродинамического профиля, обращенной к платформе 5 (в данном примере эта поверхность представляет собой сторону всасывания аэродинамического профиля). В представленном примере плоский сегмент 30 имеет первую поверхность 30a, расположенную по существу параллельно рабочей платформа 5 и по касательной к первому краю 28 аэродинамического профиля, а также вторую поверхность 30b, по существу перпендикулярную первой поверхности 30a. В данной конфигурации точка 30c, расположенная на пересечении этих двух поверхностей, находится на расстоянии d от поверхности 2a аэродинамического профиля. Данное расстояние d предпочтительно меньше или равно 0,5 мм, или в действительности меньше или равно 0,3 мм, чтобы соответствовать допустимому уровню дефектов формы для аэродинамического профиля 2. Вообще расстояние d может выбираться так, чтобы быть меньше или равным допустимому уровню дефектов формы для аэродинамического профиля 2, при этом дефект формы обычно задается техническими требованиями.
В данном примере устраняемая опора 6 содержит множество гребней 6a (или столбиков) для поддерживания аэродинамического профиля 2. Эти гребни 6a закреплены на участке аэродинамического профиля 2, который продолжается от плоского сегмента 30 к поверхности 2a аэродинамического профиля в направлении от первой поверхности 28. Гребни 6a могут крепиться к плоскому сегменту и могут быть отведены от первого края 28 аэродинамического профиля, т.е. гребни 6a не размещены строго на первом крае аэродинамического профиля, а разнесены от него. В одном варианте осуществления, который не показан, гребни 6a могут крепиться на участке, продолжающемся от середины поверхности 30a плоского сегмента 30 до поверхности 2a аэродинамического профиля.
Следует принять во внимание, что в конце этапа E1 опора 6, плоский сегмент 30 и аэродинамический профиль 2 образуют единое целое (именуемое в настоящем описании "преформой" для аэродинамического профиля).
Устраняемая опора 6 предпочтительно представляет собой опору ячеистого типа. Вообще устраняемой опоре 6 не требуется быть сплошной, например она может быть полой. Это позволяет избежать чрезмерного расходования материала в ходе применения способа изготовления, поскольку опора 6 прекращает свое существование после удаления из преформы для аэродинамического профиля.
Пунктирная линия 32 на Фигуре 4 представляет первый слой, образующий аэродинамический профиль, при этом можно видеть, что расплавленный участок этого первого слоя, с которого начинается изготовление аэродинамического профиля 2, образует плоскость благодаря наличию плоского сегмента 30. Получение первого слоя аэродинамического профиля, образованного плоскостью, является предпочтительным решением. В частности, при использовании аддитивной технологии, чтобы минимизировать дефекты изготовления, следует максимально избегать начала изготовления детали плавлением единственной линии. Кроме того, благодаря началу изготовления аэродинамического профиля 2 с плоскости он лучше удерживается опорой 6.
После того как преформа для аэродинамического профиля изготовлена (либо изготовлено множество преформ для сопла или набора направляющих лопаток), устраняемая опора 6 может быть удалена путем срезания по гребням 6a (этап E2). Остатки гребней 6a опоры 6, которые остаются вместе с плоским сегментом 30, затем устраняются, например, с помощью шлифовального инструмента типа шлифовальной машины. Наличие плоского сегмента 30 позволяет избежать прижатия шлифовального инструмента к первому краю 28 в ходе проведения этого этапа. В частности, вместо этого имеется возможность расположить шлифовальный инструмент вплотную к плоскому сегменту 30 и на поверхности 2a, чтобы избежать повреждения первого края 28. Кроме того, установлено, что легче прижимать шлифовальный инструмент к поверхности 2a, а не к первому краю 28. Наличие плоского сегмента, таким образом, позволяет получать аэродинамические профили, имеющие первые края 28, которые обладают правильной формой и в которых отсутствуют дефекты, превышающие дефекты, являющиеся допустимыми согласно техническим требованиям.
Следует принять во внимание, что использование множества опор 6 для поддерживания аэродинамического профиля 2 не выходит за пределы объема изобретение.
В качестве сравнения на Фигуре 5 показано возможное расположение устраняемой опоры 6 на предшествующем уровне техники. В этой конфигурации, по меньшей мере, один гребень 6a опоры 6 расположен на первом крае 28, чтобы иметь возможность поддерживать аэродинамический профиль надлежащим образом в процессе его изготовления. В дополнение первый слой, формирующий аэродинамический профиль 2 (представлен пунктирной линией 32), образован линией, что нежелательно по приведенным выше причинам. После срезания опоры 6, по меньшей мере, некоторые остатки гребней 6a неизбежно будут располагаться на первом крае 28. Наличие этих остатков усложняет проведение этапов корректировки и шлифовки аэродинамического профиля и может привести к образованию дефектов на крае и нарушениям в наборе аэродинамических профилей 2 после их изготовления.
Вентиляторный модуль с лопастями с переменным углом установки
Способ сверления отверстия в детали из электропроводящего материала
Усовершенствованное противопожарное устройство, предназначенное для установки между концом подкоса крепления газотурбинного двигателя летательного аппарата и капотом газотурбинного двигателя, ограничивающим отсек промежуточного потока
Способ получения металлического лопаточного элемента для авиационной турбомашины
Лопатка газотурбинного двигателя с правилом максимальной толщины с большим запасом прочности при флаттере
Литниковая система питания изложницы расплавленным металлом, установка и способ изготовления с ее применением
Устройство регулирования расхода рабочего тела для электрического ракетного двигателя
Способ выполнения лопатки авиационного газотурбинного двигателя посредством аддитивного изготовления
Отбор мощности на каскаде нд и система удаления обломков
Движительная система для летательного аппарата

