Результат интеллектуальной деятельности: Способ обработки фасонных поверхностей вращения
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к подшипниковой промышленности и может быть использовано при окончательной обработке поверхностей желобов внутренних колец подшипников.
Известны аналогичные способы обработки фасонных поверхностей бесконечной лентой (а. с., а. с. 425767, В24В 21/02, БИ, 16, 1974; 1465278, В24В 21/00, БИ, 10, 1989; 1602702, В24В 21/00, БИ, 40, 1990; 1664524, В24В 21/00, БИ, 27, 1991; 2142873, В24В 21/16, БИ, 35, 1999), при которых заготовке сообщают вращение вокруг ее оси, а ленте - скольжение относительно обрабатываемой поверхности со скоростью резания, при чем лента охватывает обрабатываемую поверхность по дуге. Аналогичные способы обработки обладают высокой производительностью и отличаются простотой инструмента. Однако они имеют недостаток, связанный с тем, что не обеспечивают высокой точности формы, т.к. не обеспечивают равномерность давления инструмента на обрабатываемую поверхность, а также не обеспечивают повышение производительности.
В качестве прототипа по своей технической сущности наиболее близко подходит способ обработки наружных фасонных поверхностей вращения (пат. 2142893, В24В 21/16, В24В 19/06, БИ, 35, 1999 г.), при котором в качестве инструмента используют бесконечную ленту круглого сечения, например, из капрона, внутри которой располагается круглый сердечник из металла, а заготовке сообщают вращательное движение. Способ-прототип обеспечивает высокую точность формы поперечного сечения. Однако он имеет недостаток: высокая точность формы уменьшается к краям тороидальной поверхности, т.к. давление инструмента на обрабатываемую поверхность уменьшается от ее центрального сечения к краям.
Сущность изобретения заключается в том, что в способе обработки наружных фасонных поверхностей вращения, преимущественно тороидальных, в котором в качестве инструмента используют бесконечную ленту круглого сечения, например, из капрона, охватывающую обрабатываемую поверхность по дуге, имеющую набегающий и сбегающий участки, наносят на него абразивную пасту, сообщают ему скольжение относительно обрабатываемой поверхности со скоростью резания, а заготовке сообщают вращение вокруг своей оси, сообщают инструменту дополнительное вращение вокруг центральной оси его по всей длине его приложением равных крутящих моментов к его поперечным сечениям в противоположные стороны, например, в районе набегающего и сбегающего участков, причем радиус поперечного сечения инструмента выбирают из условия равенства его минимальному радиусу кривизны выгнутой части профиля обрабатываемой поверхности заготовки, при этом инструменту - бесконечной ленте сообщают дополнительное регулируемое давление с помощью силы в нормальной плоскости контакта инструмента с заготовкой в направлении их точки контакта и оси вращения заготовки посредством дополнительно установленного вращающегося за счет трения с инструментом ролика, прижимаемого к инструменту дополнительным механизмом его подвода-отвода, и регулирования давления ролика.
Сущность способа обработки выражается в совокупности следующих признаков: инструменту сообщают дополнительное давление с помощью силы в нормальной плоскости контакта инструмента с заготовкой в направлении их точки контакта и оси вращения заготовки посредством дополнительного установленного вращающегося за счет трения с инструментом ролика, прижимаемого к инструменту дополнительным механизмом подвода-отвода и регулирования давления ролика.
Следовательно, изменена структура способа обработки, так как введено новое действие, а именно: сообщение инструменту дополнительного регулируемого давления. Этого действия нет в известных способах и в способе-прототипе. Изменение структуры способа обработки позволяет достигнуть дополнительный технической результат в виде повышения точности профиля желоба, уменьшению неравномерности шероховатости и волнистости. Названные выше отличительные признаки находятся в причино-следственной связи с техническим результатом. Следовательно, признаки являются существенными.
Повышение точности обрабатываемого профиля поверхности позволяет избежать дополнительной обработки. Уменьшение неравномерности шероховатости и волнистости приводит к улучшению качества поверхностного слоя обрабатываемой поверхности без ее дополнительной обработки.
В способе-прототипе вследствие разности давлений инструмента-ленты в разных точках сферы тороидальной поверхности (на дне - больше, чем ближе к краю - все меньше) не обеспечивается равномерный съем удаляемого материала заготовки. Выше приведенный логический анализ показывает, что с помощью заявленного способа обработки возможно достигнуть дополнительный выше указанный технический результат.
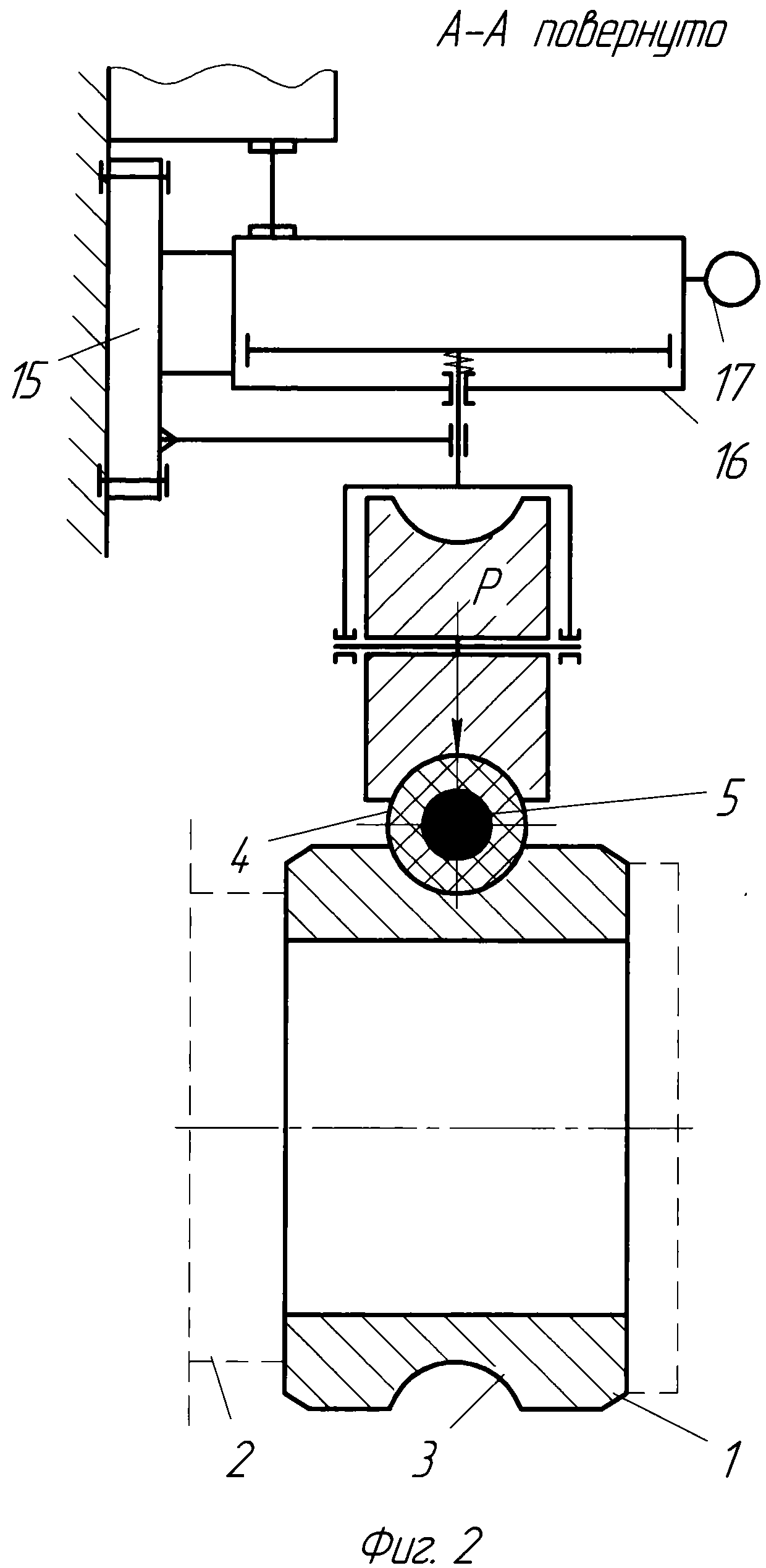
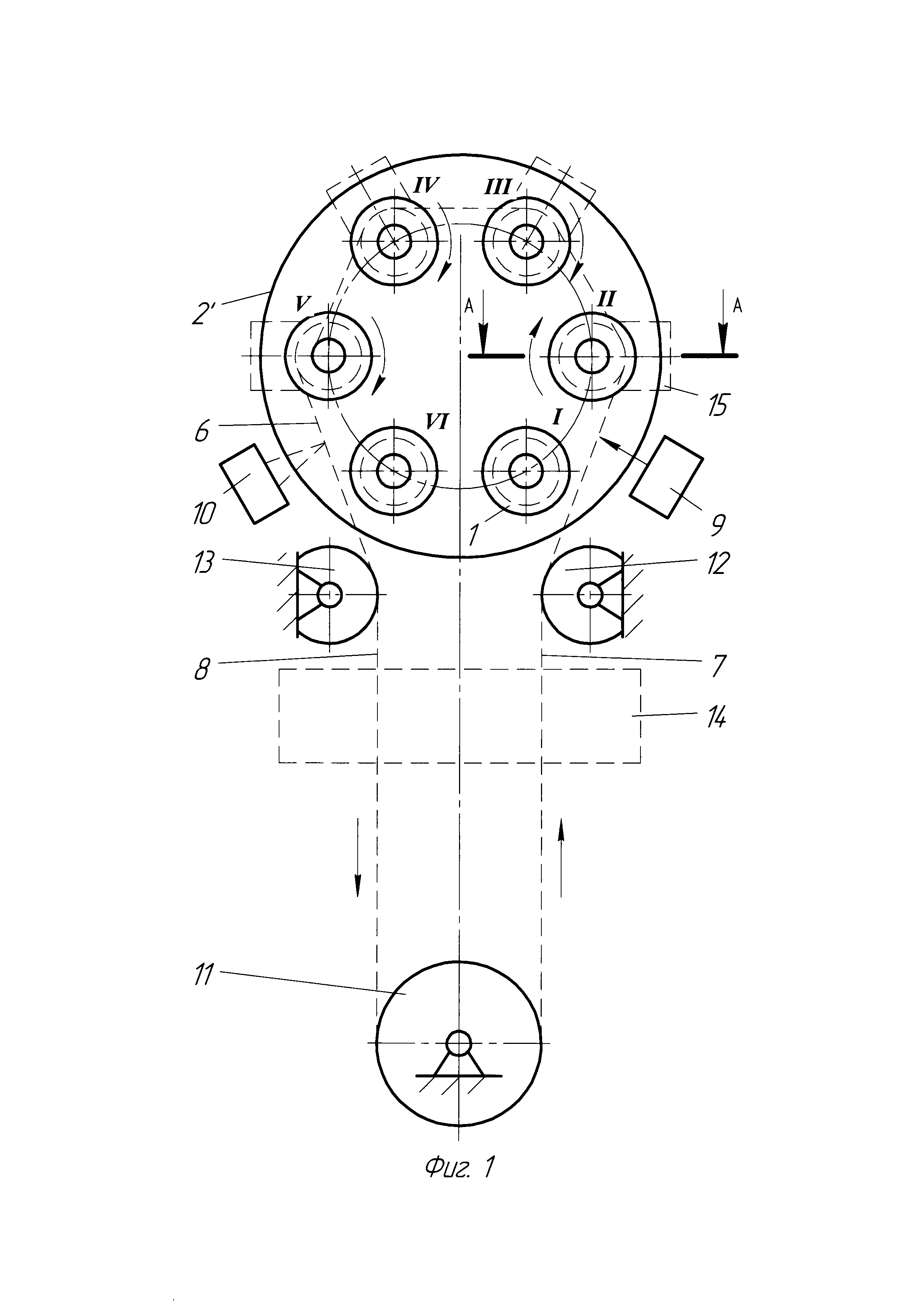
В графических материалах заявки представлены: фиг. 1 - общая схема обработки; фиг. 2 - схема установки заготовки, дополнительного ролика и механизм перемещения и давления дополнительного ролика.
Способ обработки в статике. Заготовка 1, например, внутреннее кольцо шарикоподшипника, установлена на шпинделе барабан 2' в цанговом патроне (условно не показан). В барабане 2' в шести позициях II-V имеются шесть шпинделей, которые имеют возможность приводить заготовки во вращение с требуемой угловой скоростью. Заготовки вращаются в позициях II-V, а в позициях I и VI устанавливаются и снимаются. С обрабатываемой поверхностью 3, представляющую собой тороид, имеет возможность контактировать инструмент 4. Инструмент 4 представляет собой бесконечную ленту, изготовленного из пластичного материала, например, капрона, круглого сечения. Внутри пластичного материала расположен сердечник 5, например, из кордовой резины, либо металлической проволоки.
Инструмент-лента может получать главное рабочее вращательное движение вокруг оси заготовки в районе контакта ее с обрабатываемой поверхностью с заданной скоростью резания. На рабочих участках инструмент-лента имеет форму дуг и отрезков прямых. На свободных участках инструмента-ленты 4, например, на набегающем участке 7 и сбегающем участке 8, имеет форму прямой с центральными осями O1-O1, и O2-O2. Инструмент-лента имеет возможность перемещаться на этих участках в разные стороны со скоростью резания. На инструмент-ленту 4 перед входом в контакт с заготовкой 1 имеется возможность наносить абразивную пасту посредством устройства 9, а после выхода - убирать остатки абразивной пасты и частицы снимаемого с заготовки материала посредством устройства 10. Инструмент-лента 4 охватывает одновременно, например, три заготовки. Инструмент-лента 4 приводиться в движение посредством специального привода (условно не показанного), шкив 11 которого выполнен, например, в виде двух сжимающихся дисков для обеспечения возможности передачи увеличенных моментов. Между шкивом 11 и барабаном 2' установлены промежуточные шкивы 12, 13, выпрямляющие набегающий 7 и сбегающий 8 участки. Набегающий 7 и сбегающий 8 участки инструмента-ленты 4 имеют возможность контактировать с устройством 14 (условно не показанным), предназначенным для осуществления дополнительного движения-вращения инструмента-ленту вокруг собственной центральной оси.
Способ обработки в динамике. Заготовки 1 обрабатываемых колец устанавливают, например, в цанговом патроне, барабана 2'. Охватывают первые четыре заготовки 1 инструментом-лентой 4. Заготовкам 1 сообщают вращательное движение вокруг их осей с необходимой частотой вращения. Инструменту-ленте 4 сообщают главное рабочее движение-скольжение относительно обрабатываемых поверхностей со скоростью резания от шкива 11 включением электродвигателя, условно не показанного. При этом на инструмент-ленту 4 наносят абразивную пасту с помощью устройства 9. Включают автоматический привод устройства 14, обеспечивающего вращение инструмента-ленты 4 вокруг его собственной оси. Это сначала касается набегающей 7 и сбегающей 8 ветвей, а затем названное вращение передается всей длине инструмента-ленты. Поскольку набегающий 7 и сбегающий 8 участки инструмента-ленты 4 начинают вращаться одновременно вокруг собственных осей в разные стороны, то обеспечивается вращение и рабочих участков 6 инструмента-ленты, находящихся между ними, в том числе и участки, непосредственного контактирующие с заготовками в рабочих позициях II, III, IV, V барабана 2'.
К заготовкам 1 подводятся ролики 15, имеющие возможность вращения вокруг собственной оси и имеющие рабочий профиль наружной поверхности, обратный профилю инструмента-ленты 4 с помощью пневномеханизма, включающего цилиндр 16 с поршнем и манометром 17, питаемый от центральной пневмосети. Ролики 15 давят с заранее назначенной силой Р на поверхность инструмента-ленты 4. Сила Р позволяет получить равномерное давление инструмента-ленты 4 на всей обрабатываемой поверхности 3, заготовки 1. Абразивные зерна, вкрапленные в упругий материал инструмента-ленты, будут рабочими по всей длине площади инструмента-ленты 4. В результате съем материала происходит более равномерно. Износ инструмента-ленты 4 также происходит равномернее, чем в способе-прототипе.
Угловую скорость дополнительного вращения инструмента-ленты 4 относительно своей центральной оси выбирают из соображений обеспечения равномерного износа инструмента-ленты и избежания чрезмерного скручивания ее. Поперечное сечение инструмента-ленты 4 за время цикла обработки одной заготовкой 1 должна совершать не менее 2-5 оборотов. Стойкость инструмента-ленты 4 увеличивается с ростом ее длины. Но усложняется передача крутящих моментов на инструмент-ленту 4 для осуществления дополнительного поворота ее. При значительной длине инструмента-ленты 4 устанавливают два устройства 14. Первое, как обычно, второе - на противоположном конце инструмента-ленты 4, т.е. у противоположного шкива 11. Работа обоих устройств синхронизируется по угловой скорости. Часть снимаемого материала с заготовки и абразивной пасты слетает с инструмента ленты под действием центробежной силы. Остаток их снимают с инструмента-ленты 4 посредством устройства 16.
Пример конкретного выполнения. Необходимо окончательно обработать дорожку качения внутреннего кольца подшипника 100906. Размеры кольца: наружный диаметр ∅34 мм, внутренний диаметр ∅30 мм, радиус желоба 2,58+0,04 мм.
Заготовки колец поступают после операции чистового сферического шлифования поверхностей желоба. Их устанавливают на четыре шпинделя барабана специального шестишпиндельного автомата. В качестве инструмента берут бесконечную капроновую ленту круглого сечения ∅5 мм с металлическим сердечником ∅2 мм, абразивную пасту, содержащую окись алюминия и абразивные зерна максимального поперечника в 5 мкм. Устанавливают усилие натяжения инструмента-ленты в 3 кг. Включают вращение заготовки с частотой вращения 150 об/мин. Устанавливают давление в цилиндре 16, обеспечивающее силу давления ролика 15, в 1,5 кг на инструмент-ленту. Включают привод главного движения скольжения инструмента-ленты со скоростью 15 м/с. Включают механизм нанесения абразивной пасты на инструмент-ленту. Включают привод вращения инструмента вокруг собственной оси с частотой вращения 50 об/мин. Включают механизм очистки ленты. Время поворота барабана устанавливают на соответствующем реле - 15 с. Обработанные заготовки снимают в позиции VI, а новые заготовки устанавливают в позиции I.
Обработанные поверхности желобов заявленным способом имеют шероховатость Ra=0,05-0,07 мм. Уменьшены: огранка до 0,8-0,5 мкм, волнистость до 0,1-0,04 мкм. Уменьшена неравномерность шероховатости и волнистость по дуге профиля желоба.
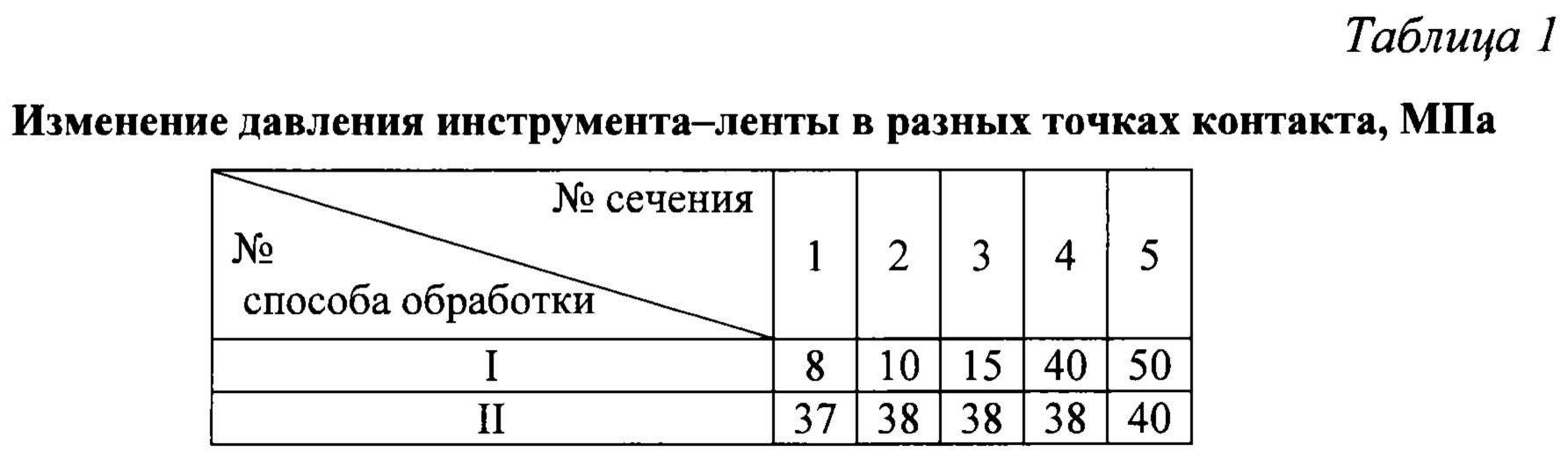
Сравнение давлений инструмента-ленты на обрабатываемую поверхность в разных точках контакта его с ней показывает (см. табл. 1), что заявленный способ II обработки обеспечивает постоянство давлений инструмента-ленты по сравнению со способом-прототипом I.
Заявленный способ обработки наружных фасонных поверхностей вращения может быть реализован и в других технологических системах: с использованием абразивной суспензии; с использованием алмазный пасты. Во всех случаях может использован дополнительный ролик и механизм его подачи и регулирования его давления, зависящий от профиля обрабатываемой поверхности.
Экономическая эффективность заявленного способа обработки может быть определена из возможности сокращения штучного времени, а, следовательно, числа рабочих и технологических машин-автоматов, а также производственных площадей, уменьшения потребности подшипников, т.к. может быть увеличена их долговечность из-за уменьшения погрешностей обработки.
Способ обработки наружных фасонных поверхностей вращения, преимущественно тороидальных, включающий обработку инструментом в виде бесконечной ленты круглого сечения, например, из капрона, охватывающей обрабатываемую поверхность по дуге и имеющей набегающие и сбегающие участки, нанесение на бесконечную ленту абразивной пасты и сообщение ей скольжения относительно обрабатываемой поверхности со скоростью резания, при этом заготовке сообщают вращение вокруг своей оси, а бесконечной ленте - дополнительное вращение вокруг ее центральной оси по всей длине путем приложения равных крутящих моментов к ее поперечным сечениям в противоположные стороны, например, на набегающих и сбегающих участках, причем радиус поперечного сечения бесконечной ленты выбирают из условия равенства его минимальному радиусу кривизны вогнутой части профиля обрабатываемой поверхности заготовки, отличающийся тем, что обработку ведут с обеспечением дополнительного регулируемого давления на бесконечную ленту с заданной силой в нормальной плоскости ее контакта с заготовкой с помощью вращающегося за счет трения с бесконечной лентой ролика, который прижимают к ней с помощью механизма его подвода-отвода и регулирования давления.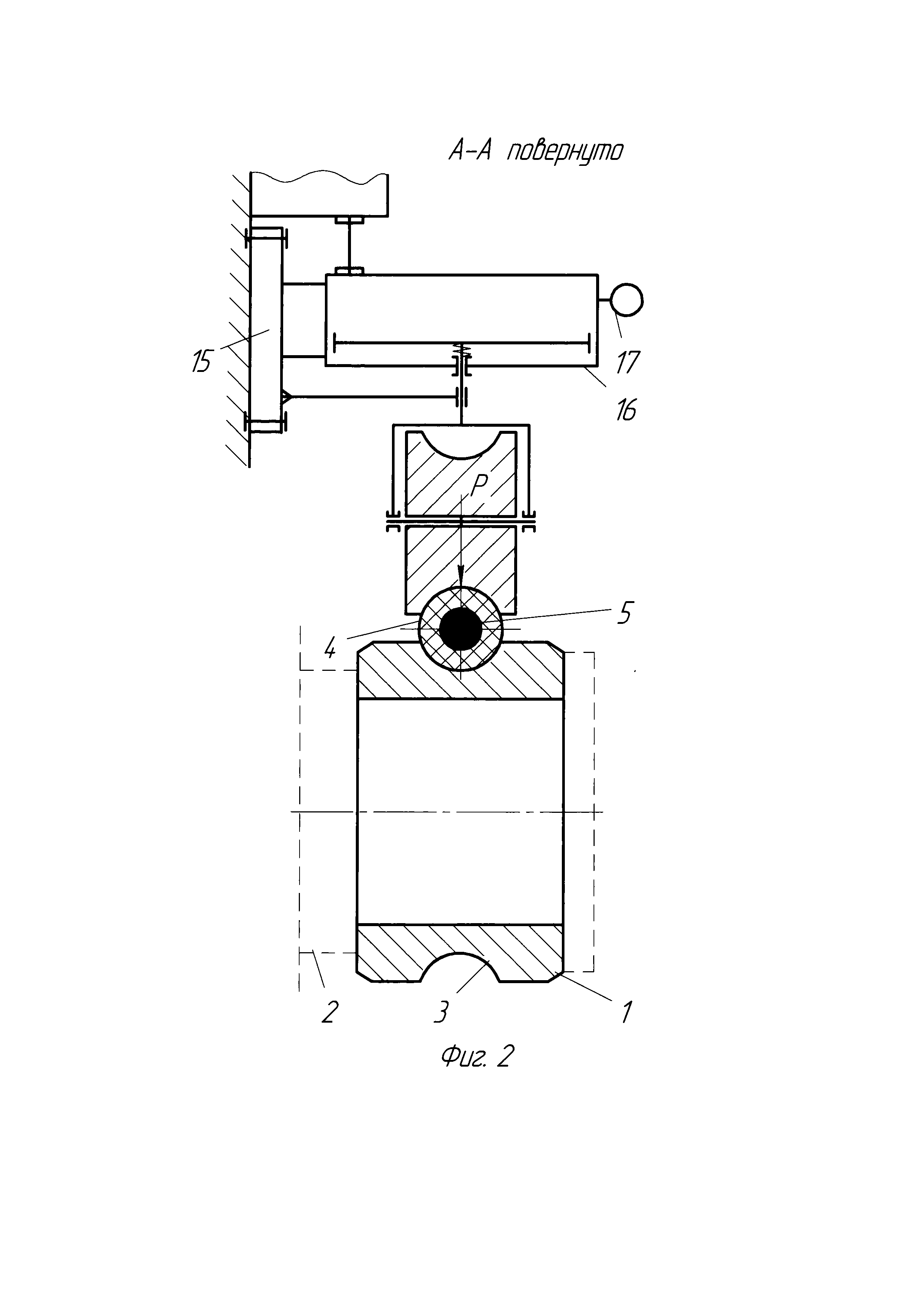
Буровое шарошечное долото
Способ получения битумных вяжущих для дорожных покрытий
Способ определения скорости обугливания деревянного изгибаемого элемента
Способ определения скорости обугливания деревянного сжатого элемента
Система управления аппаратом воздушного охлаждения газа
Способ подготовки катализаторов гидрогенизационных процессов к окислительной регенерации
Способ управления пространственным положением фундамента
Теплогенератор газовый
Способ работы парогазовой установки электростанции
Способ снижения потерь нефтепродуктов из резервуаров и повышения их взрывопожарной безопасности
Способ шлифования сферического торца на конических роликах
Демпфер
Способ обработки некруглых отверстий
Способ одновременного измерения колебаний обрабатываемой заготовки, режущего инструмента и корпуса привода обрабатываемой заготовки относительно общей базы на токарно-винторезном станке

