Результат интеллектуальной деятельности: СПОСОБ УПРАВЛЕНИЯ УСТАНОВКОЙ ДЛЯ ОБЕРТЫВАНИЯ ПЕТЛЕЙ КОЛЬЦЕВЫХ КРЕПЕЖНЫХ КОНСТРУКЦИЙ И УСТАНОВКА ДЛЯ ОБЕРТЫВАНИЯ ПЕТЛЕЙ КОЛЬЦЕВЫХ КРЕПЕЖНЫХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Настоящее изобретение относится к способу управления установкой для обертывания петлей.
Изобретение также относится к установке для обертывания петлей кольцевых крепежных конструкций.
Настоящее изобретение находит применение в процессе сборки шин для колес транспортного средства.
Шина для транспортного средства обычно содержит каркасную конструкцию, содержащую по меньшей мере один слой каркаса, образованный упрочняющими кордами, введенными в матрицу из эластомерного матeриала. Слой каркаса имеет концевые отгибные элементы, соответствующим образом соединенные с кольцевыми крепежными конструкциями. Последние расположены в участках шин, обычно называемых «бортами», и каждая кольцевая крепежная конструкция обычно сформирована по существу посредством кольцевого элемента, на который наложена по меньшей мере одна заполняющая вставка в радиально наружном положении. Такие кольцевые элементы обычно называются «сердечниками бортов», и они сконструированы с возможностью удерживания шины прочно зафиксированной в крепежном гнезде, специально предусмотренном в ободе колеса, предотвращая, таким образом, выход при эксплуатации радиально внутреннего концевого отгибного элемента шины из такого гнезда.
В бортах могут быть предусмотрены специальные упрочняющие конструкции кольцевых крепежных конструкций, называемые "петлями", имеющие функцию улучшения передачи крутящего момента к шине. Фактически, область борта в особенности активна при передаче момента от обода к шине при ускорении и торможении и, следовательно, наличие специально предназначенных усилительных конструкций в этой области обеспечивает передачу крутящего момента с максимально возможной реактивностью.
Конструкция короны связана, в радиально наружном положении, со слоем каркаса, содержащим брекерную конструкцию, и, в радиально наружном положении, с брекерной конструкцией, причем протекторный браслет выполнен из эластомерного материала.
Брекерная конструкция содержит один или более брекерных слоев, расположенных в радиальном наложении относительно друг друга и имеющих текстильные или металлические усилительные корды с перекрестной ориентацией и/или по существу параллельные направлению круговой протяженности шин.
Соответствующие боковины из эластомерного материала размещают на боковых поверхностях конструкции каркаса, причем каждая проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой крепежной конструкции в бортах.
Термин «петля» означает кольцевой элемент, содержащий один или более упрочняющих нитевидных элементов, по существу параллельных друг другу, таких как текстильные или металлические корды, по выбору встроенные в слой эластомерного материала или покрытые слоем эластомерного материала, причем упомянутые кольцевые элементы образуются посредством нарезания лентообразного элемента и посредством взаимного соединения головного участка и хвостового участка такого лентообразного элемента.
Выражение «кольцевая крепежная конструкция» обозначает конструкцию, обычно образованную сердечником борта и заполняющей вставкой (то есть не обернутую петлей).
Термин «эластомерный материал» используется для обозначения композиции, содержащей по меньшей мере один эластомерный полимер и по меньшей мере один усиливающий наполнитель. Предпочтительно, такой состав композиции дополнительно содержит добавки, такие как, например, сшивающие агенты и/или пластификатор. Благодаря наличию сшивающего агента такой материал может быть подвергнут сшиванию посредством нагрева для образования окончательно изготовленного изделия.
Термины «радиальный» и «осевой» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются по отношению к радиальному направлению и к осевому (или продольному) направлению шины или барабана, используемых для обертывания петлей кольцевых крепежных конструкций шин. Вместо этого термины «круговой» и «по окружности» используются по отношению к круговой протяженности упомянутой шины/барабана.
Термин «разделительный элемент» обозначает элемент, имеющий в основном радиальную протяженность, например, плоский или слегка конический элемент, выполненный с возможностью размещения вдоль осевого направления в контакте с кольцевой крепежной конструкцией для сохранения ее целостности.
Термин «разъединительная/соединительная станция» обозначает соответственно станцию, в которой кольцевые крепежные конструкции отсоединяют от соответствующего разделительного элемента, и станцию, в которой обернутые петлей кольцевые крепежные конструкции соединяют с соответствующим разделительным элементом.
Термин «конфигурация» элемента обозначает ориентацию или расположение в пространстве такого элемента. В особенности, термин «горизонтальная конфигурация» обозначает расположение в пространстве разделительных элементов и/или кольцевых крепежных конструкций, при котором осевое направление расположено вертикально.
Термин «уложенные в стопку» обозначает расположение разделительных элементов, при котором сами разделительные элементы расположены один над другим, образуя, таким образом, стопку.
В патентном документе WO 2010/116253, зарегистрированном на имя заявителя, предлагается использование двух сервисных барабанов и описывается процесс обертывания петлей, при котором в то время как наложение петли выполняется на одном сервисном барабане, позиционирование кольцевой крепежной конструкции в радиально наружном положении относительно петли, загибание петли вокруг кольцевой крепежной конструкции для образования усиленной кольцевой крепежной конструкции, а также разгрузка последней выполняются на другом сервисном барабане. В последующем этапе процесса сервисные барабаны перемещаются как единое целое при вращении вокруг оси вращения, меняя, таким образом, положение.
Заявитель отметил, что выполнение процесса, описанного в патентном документе WO 2010/116253, включает в себя ручное управление кольцевыми крепежными конструкциями, по меньшей мере, на этапе подачи упомянутых конструкций для процесса обертывания петлей. Фактически, процесс, описанный в патентном документе WO 2010/116253, предусматривает использование элементов для хранения для обеспечения непрерывности изготовления усиленных кольцевых крепежных конструкций, на которые кольцевые конструкции укладывают вручную по отдельности и частично укладывают в канавки, предусмотренные на самих элементах для хранения.
Заявитель также отметил, что кольцевые крепежные конструкции имеют высокий уровень адгезии с поверхностями, с которыми они могут входить в контакт и, таким образом, перемещение упомянутых конструкций требует соответствующего управления ими, чтобы как можно больше избегать взаимного контакта.
Заявитель почувствовал необходимость автоматизации упомянутого этапа управления кольцевыми крепежными конструкциями, фокусируясь на сложностях, возникающих из-за возможных взаимодействий самих кольцевых крепежных конструкций.
Заявитель понял, что при наличии кольцевых структур в горизонтальной конфигурации и соединении их с соответствующими разделительными элементами, существует возможность автоматического управления установкой для обертывания петлей.
При такой перспективе заявитель также понял, что это может быть преимущественным для соответствующего управления перемещением, в особенности, разделительных элементов, внутри установки для обертывания петлей, в которой обернутые петлей кольцевые крепежные конструкции и разделительные элементы присутствуют одновременно.
Заявитель обнаружил, что существует возможность существенного улучшения продолжительности производственного цикла всей установки для обертывания петлей, упрощения самой установки и улучшения ее эксплуатационной гибкости посредством разработки различных способов перемещения разделительных элементов, соединенных с (или отсоединенных от) кольцевых крепежных конструкций возможно петлеобразно обернутых и, в особенности, посредством временной остановки разделительных элементов, отсоединенных от кольцевых крепежных конструкций, во время их перемещения.
Поэтому в своем первом аспекте настоящее изобретение относится к способу управления установкой для обертывания петлей кольцевых крепежных конструкций.
Предпочтительно, способ включает в себя размещение множества кольцевых крепежных конструкций, соединенных с соответствующими разделительными элементами.
Предпочтительно, способ включает в себя отсоединение такой кольцевой крепежной конструкции от соответствующего разделительного элемента для подвергания ее процессу обертывания петлей и получения множества обернутых петлей кольцевых крепежных конструкций.
Предпочтительно, способ включает в себя соединение обернутых петлей кольцевых крепежных конструкций с разделительными элементами.
Предпочтительно, способ включает в себя перемещение упомянутых разделительных элементов внутри установки для обертывания петлей так, что:
- разделительные элементы, соединенные с соответствующими кольцевыми крепежными конструкциями, подаются вдоль подающей секции,
- разделительные элементы передаются вдоль передаточной секции от станции для отсоединения, расположенной вдоль упомянутой подающей секции, к соединительной станции, расположенной вдоль удаляющей секции,
- разделительные элементы, соединенные с соответствующими обернутыми петлей кольцевыми крепежными конструкциями, удаляются вдоль упомянутой удаляющей секции.
В своем втором аспекте настоящее изобретение относится к установке для обертывания петлей кольцевых крепежных конструкций.
Предпочтительно, установка включает в себя устройство для обертывания петлей кольцевых крепежных конструкций для, предназначенных для колес транспортного средства.
Предпочтительно, установка включает в себя станцию для отсоединения, в которой кольцевые крепежные конструкции отсоединяются от соответствующих разделительных элементов и подаются в устройство для обертывания петлей для образования множества обернутых петлей кольцевых крепежных конструкций.
Предпочтительно, установка включает в себя соединительную станцию, которая принимает обернутые петлей кольцевые крепежные конструкции из устройства для обертывания петлей, и в которой каждая обернутая петлей кольцевая крепежная конструкция соединяется с разделительным элементом.
Предпочтительно, установка включает в себя манипуляторное устройство, взаимосвязанное с устройством для обертывания петлей для перемещения множества кольцевых крепежных конструкций, соединенных с соответствующими разделительными элементами, множества обернутых петлей кольцевых крепежных конструкций, соединенных с соответствующими разделительными элементами, и множества разделительных элементов.
Предпочтительно, упомянутое манипуляторное устройство выполнено с возможностью перемещения упомянутых разделительных элементов так, что:
- разделительные элементы, соединенные с соответствующими кольцевыми крепежными конструкциями, подаются вдоль подающей секции,
- разделительные элементы передаются вдоль передаточной секции от станции для отсоединения, расположенной вдоль упомянутой подающей секции, к соединительной станции, расположенной вдоль упомянутой удаляющей секции,
- разделительные элементы, соединенные с соответствующими обернутыми петлей кольцевыми крепежными конструкциями, удаляются вдоль упомянутой удаляющей секции.
Заявитель полагает, что посредством перемещения разделительных элементов в соответствии с тремя предполагаемыми секциями, продолжительность цикла всей сборочной установки может быть существенно уменьшена, и управление ею упрощено.
Настоящее изобретение по меньшей мере в одном из его аспектов может проявлять по меньшей мере один из следующих предпочтительных отличительных признаков, рассматриваемых по отдельности или в комбинации с другими.
Предпочтительно, передача упомянутых разделительных элементов включает в себя захватывание упомянутых разделительных элементов из станции для отсоединения, перемещения их вдоль начального участка передаточной секции до размещения их в первой промежуточной станции.
Заявитель полагает, что временная остановка разделительных элементов, отсоединенных от кольцевых крепежных конструкции, во время их передачи обеспечивает улучшение эксплуатационной гибкости установки и достижение полной автоматизации.
Предпочтительно, передача упомянутых разделительных элементов включает в себя захватывание разделительных элементов из первой промежуточной станции, расположенной в конце упомянутого начального участка передаточной секции, и перемещения их вдоль конечного участка передаточной секции до размещения их в соединительной станции.
Предпочтительно, передача упомянутых разделительных элементов включает в себя:
перемещение упомянутых разделительных элементов вдоль по меньшей мере одного промежуточного участка передаточной секции, проходящего между упомянутой первой промежуточной станцией, расположенной в конце упомянутого начального участка передаточной секции, и второй промежуточной станцией;
захватывание разделительных элементов из второй промежуточной станции, расположенной в конце промежуточного участка передаточной секции, и перемещения их вдоль конечного участка передаточной секции до размещения их в соединительной станции.
Заявитель полагает, что дальнейшее перемещение разделительных элементов вдоль передаточной секции при наличии по меньшей мере двух промежуточных станций для временной остановки, дополнительно улучшает эксплуатационную гибкость установки и обеспечивает ее надлежащее функционирование даже при максимальных скоростях производства, сводя к минимуму ручное вмешательство извне.
Предпочтительно, передача упомянутых разделительных элементов включает в себя:
a) захватывание одного разделительного элемента за один раз из разделительной станции, перемещение его вдоль упомянутого начального участка передаточной секции до размещения его в первой промежуточной станции;
b) повторение действия a) по укладыванию в стопку разделительных элементов в упомянутой первой промежуточной станции;
c) перемещение упомянутых уложенных в стопку разделительных элементов вдоль упомянутого промежуточного участка передаточной секции до размещения их во второй промежуточной станции;
d) в упомянутой второй промежуточной станции захватывание одного разделительного элемента за один раз из упомянутых уложенных в стопку разделительных элементов и перемещение его вдоль конечного участка передаточной секции до размещения его в соединительной станции.
Заявитель полагает, что управление уложенными в стопку разделительными элементами обеспечивает оптимизацию передачи и адаптивность установки к различным уровням производительности, упрощая в то же время ее структуру и компоновку.
Предпочтительно, предусматривается накопление упомянутых разделительных элементов вдоль упомянутого промежуточного участка передаточной секции.
Заявитель полагает, что накопление вдоль передаточной секции упрощает управление разделительными элементами.
Предпочтительно, захватывание и перемещение упомянутых разделительных элементов вдоль упомянутого начального участка передаточной секции выполняется посредством первого захватывающего устройства, причем захватывание и перемещение упомянутых разделительных элементов вдоль упомянутого конечного участка передаточной секции выполняется посредством второго захватывающего устройства, отдельного от первого захватывающего устройства.
Заявитель полагает, что использование двух различных захватывающих устройств увеличивает эксплуатационную гибкость установки и вносит вклад в улучшение ее производительности.
Предпочтительно, перемещение упомянутых разделительных элементов вдоль упомянутого начального участка передаточной секции выполняется, по меньшей мере, частично, одновременно с перемещением упомянутых разделительных элементов вдоль упомянутого конечного участка передаточной секции.
Заявитель полагает, что управление, по меньшей мере, частично, одновременно с определенными действиями обеспечивает улучшение производительности установки.
Предпочтительно, упомянутые разделительные элементы перемещаются внутри установки для обертывания петлей при сохранении одной и той же конфигурации перемещения.
Даже более предпочтительно, упомянутые разделительные элементы перемещаются внутри установки для обертывания петлей при сохранении одной и той же горизонтальной конфигурации перемещения.
Заявитель полагает, что сохранение одной и той же конфигурации, предпочтительно горизонтальной, разделительных элементов оптимизирует управление и корректирует их взаимное расположение.
Предпочтительно, для обеспечения подачи, упомянутые разделительные элементы, соединенные с упомянутыми кольцевыми крепежными конструкциями, загружаются в подающую станцию и перемещаются к разделительной станции.
Заявитель полагает, что перемещение разделительных элементов, соединенных с кольцевыми крепежными конструкциями, улучшает безопасность установки посредством удаления подающей станции от перемещающихся элементов.
Предпочтительно, предусматривается накопление упомянутых разделительных элементов, соединенных с кольцевыми крепежными конструкциями, вдоль подающей секции.
Заявитель полагает, что накопление разделительных элементов, соединенных с кольцевыми крепежными конструкциями, вдоль подающей секции, упрощает подачу.
Предпочтительно, упомянутые разделительные элементы укладываются в стопку и чередуются с упомянутыми кольцевыми крепежными конструкциями по меньшей мере в упомянутой станции для отсоединения.
Даже более предпочтительно, упомянутые разделительные элементы подаются вдоль упомянутой подающей секции, уложенные в стопку и чередующиеся с упомянутыми кольцевыми крепежными конструкциями.
Заявитель полагает, что подача кольцевых крепежных конструкций и уложенных в стопку разделительных элементов обеспечивает оптимизацию адаптируемости установки к различным уровням производительности и, в то же время, упрощает ее конструкцию и компоновку.
Предпочтительно, предусматривается определение одного или более параметров, показывающих качество укладывания в стопку разделительных элементов и кольцевых крепежных конструкций.
Даже более предпочтительно, обеспечивается сравнение упомянутого одного или более параметров по меньшей мере с одним опорным значением.
Даже более предпочтительно, предусматривается удаление бракованной стопки из разделительной станции до отсоединения каждой кольцевой крепежной конструкции от соответствующего разделительного элемента.
Заявитель полагает, что контроль за наличием бракованных стопок во время подачи обеспечивает лучшее удовлетворение требований по качеству и производительности.
Предпочтительно, упомянутые разделительные элементы укладываются в стопку и чередуются с упомянутыми обернутыми петлей кольцевыми крепежными конструкциями по меньшей мере в упомянутой соединительной станции.
Даже более предпочтительно, упомянутые разделительные элементы удаляются вдоль упомянутой удаляющей секции и укладываются в стопку и чередуются с упомянутыми кольцевыми крепежными конструкциями.
Заявитель полагает, что удаление обернутых петлей кольцевых крепежных конструкций и уложенных в стопку разделительных элементов обеспечивает оптимизацию адаптации установки к различным уровням производительности, упрощая в то же время ее конструкцию и компоновку.
Предпочтительно, упомянутые разделительные элементы, соединенные с упомянутыми обернутыми петлей кольцевыми крепежными конструкциями, перемещаются посредством удаляющего конвейера из соединительной станции к удаляющей станции.
Заявитель полагает, что использование конвейера, предпочтительно, ленточного конвейера, упрощает удаление и улучшает безопасность установки, обеспечивая отделение удаляющей станции от перемещающихся элементов.
Предпочтительно, предусматривается определение одного или более параметров, показывающих качество кольцевых крепежных конструкций.
Даже более предпочтительно, предусматривается сравнение упомянутого одного или более параметров по меньшей мере с одним опорным значением.
Даже более предпочтительно, предусматривается удаление бракованных кольцевых крепежных конструкций, соединенных с соответствующим разделительным элементом, до отсоединения упомянутой бракованной кольцевой крепежной конструкции от соответствующего разделительного элемента.
Заявитель полагает, что контроль за наличием бракованных кольцевых крепежных конструкций во время подачи обеспечивает лучшее удовлетворение требований по качеству и производительности.
Предпочтительно, предусматривается определение одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций.
Даже более предпочтительно, предусматривается сравнение упомянутого одного или более параметров по меньшей мере с одним опорным значением.
Даже более предпочтительно, предусматривается удаление обернутых петлей кольцевых крепежных конструкций из соединительной станции для выборочного отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций. В качестве альтернативы предусматривается удаление бракованной обернутой петлей кольцевой крепежной конструкции из соединительной станции после определения и сравнения упомянутого одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций.
Предпочтительно, манипуляторное устройство выполнено с возможностью захватывания упомянутых разделительных элементов из станции для отсоединения и перемещения их вдоль упомянутого начального участка передаточной секции до размещения их в первой промежуточной станции.
Предпочтительно, манипуляторное устройство выполнено с возможностью захватывания разделительных элементов из первой промежуточной станции, расположенной в конце упомянутого начального участка передаточной секции, и перемещения их вдоль конечного участка передаточной секции до размещения их в соединительной станции.
Предпочтительно, манипуляторное устройство выполнено с возможностью перемещения упомянутых разделительных элементов вдоль по меньшей мере одного промежуточного участка передаточной секции, проходящей между упомянутой первой промежуточной станцией, расположенной в конце упомянутого начального участка передаточной секции, и второй промежуточной станцией;
захватывания разделительных элементов из второй промежуточной станции, расположенной в конце промежуточного участка передаточной секции, и перемещения их вдоль конечного участка передаточной секции до размещения их в соединительной станции.
Заявитель полагает, что при разработке манипуляторного устройства для перемещения разделительных элементов вдоль передаточной секции, в котором предусматривается по меньшей мере две промежуточные станции для временной остановки, существует возможность дополнительного улучшения эксплуатационной гибкости установки и обеспечения ее надлежащего функционирования, даже при максимальной производительности, сводя к минимуму ручное вмешательство извне.
Предпочтительно, манипуляторное устройство выполнено с возможностью:
a) захватывания одного разделительного элемента за один раз из станции для отсоединения, перемещение его вдоль упомянутого начального участка передаточной секции до размещения его в первой промежуточной станции;
b) повторения действия a) по укладывания в стопку разделительных элементов в упомянутой первой промежуточной станции;
c) перемещения упомянутых уложенных в стопку разделительных элементов вдоль упомянутого промежуточного участка передаточной секции до размещения их во второй промежуточной станции;
d) в упомянутой второй промежуточной станции, захватывания одного разделительного элемента за один раз из упомянутых уложенных в стопку разделительных элементов и перемещения его вдоль конечного участка передаточной секции до размещения его в соединительной станции.
Заявитель полагает, что манипуляторное устройство, выполненное с возможностью управления уложенными в стопку разделительными элементами, обеспечивает оптимизацию передачи и адаптацию установки к различным уровням производительности, упрощая в то же время ее конструкцию и компоновку.
Предпочтительно, манипуляторное устройство включает в себя промежуточный конвейер, имеющий функцию накопления, расположенный между упомянутой первой промежуточной станцией и упомянутой второй промежуточной станцией.
Заявитель полагает, что конвейер, предпочтительно, ленточный конвейер, упрощает управление разделительными элементами вдоль передаточной секции и обеспечивает предварительную оценку их накопления.
Предпочтительно, манипуляторное устройство включает в себя первое захватывающее устройство, выполненное с возможностью захватывания и перемещения упомянутых разделительных элементов вдоль упомянутого начального участка передаточной секции, и второе захватывающее устройство, отдельное от упомянутого первого захватывающего устройства, причем упомянутое второе захватывающее устройство выполнено с возможностью захватывания и перемещения упомянутых разделительных элементов вдоль упомянутого конечного участка передаточной секции.
Заявитель полагает, что два различных захватывающих устройства обеспечивают увеличение эксплуатационной гибкости установки и помогают улучшить ее производительность.
Предпочтительно, манипуляторное устройство включает в себя подающую станцию, в которую загружают упомянутые разделительные элементы, соединенные с упомянутыми кольцевыми крепежными конструкциями, и подающий конвейер, имеющий функцию промежуточного накопления, выполненный с возможностью перемещения упомянутых разделительных элементов, соединенных с упомянутыми кольцевыми крепежными конструкциями, до станции для отсоединения.
Заявитель полагает, что конвейер, предпочтительно, ленточный конвейер, упрощает подачу, обеспечивая накопление кольцевых крепежных конструкций, соединенных с разделительными элементами, и улучшает безопасность установки посредством удаления подающей станции от перемещающихся элементов.
Предпочтительно, установка включает в себя по меньшей мере один контрольный блок, выполненный с возможностью отслеживания одного или более параметров, показывающих качество укладывания в стопку разделительных элементов и кольцевых крепежных конструкций. Даже более предпочтительно, контрольный блок выполнен с возможностью сравнения упомянутого одного или более параметров по меньшей мере с одним опорным значением. Даже более предпочтительно, контрольный блок выполнен с возможностью удаления бракованной стопки из станции для отсоединения до отсоединения каждой кольцевой крепежной конструкции от соответствующего разделительного элемента.
Предпочтительно, установка включает в себя по меньшей мере один контрольный блок, выполненный с возможностью отслеживания одного или более параметров, показывающих качество кольцевых крепежных конструкций. Даже более предпочтительно, контрольный блок выполнен с возможностью сравнения упомянутого одного или более параметров по меньшей мере с одним опорным значением. Даже более предпочтительно, контрольный блок выполнен с возможностью удаления бракованных кольцевых крепежных конструкций, соединенных с соответствующим разделительным элементом, до отсоединения упомянутой бракованной кольцевой крепежной конструкции от соответствующего разделительного элемента.
Заявитель полагает, что контроль за наличием бракованных стопок во время подачи и/или бракованных кольцевых крепежных конструкций обеспечивает лучшее удовлетворение требований по качеству и производительности.
Предпочтительно, установка включает в себя по меньшей мере один конвейер для брака, выполненный с возможностью принятия бракованной стопки или бракованной кольцевой крепежной конструкции и удаления ее из установки.
Предпочтительно, упомянутый контрольный блок включает в себя отслеживающий элемент, расположенный вдоль упомянутой подающей секции и выполненный с возможностью определения одного или более параметров, показывающих качество укладывания в стопку разделительных элементов и кольцевых крепежных конструкций.
Предпочтительно, упомянутое манипуляторное устройство включает в себя удаляющий конвейер, выполненный с возможностью перемещения упомянутых разделительных элементов, соединенных с упомянутыми обернутыми петлей кольцевыми крепежными конструкциями для удаления их из соединительной станции.
Заявитель полагает, что использование конвейера, предпочтительно, ленточного конвейера, упрощает удаление и улучшает безопасность установки посредством удаления удаляющей станции от перемещающихся элементов.
Предпочтительно, упомянутый контрольный блок включает в себя отслеживающий элемент, расположенный вдоль упомянутой подающей секции и выполненный с возможностью определения одного или более параметров, показывающих качество кольцевых крепежных конструкций.
Предпочтительно, установка включает в себя по меньшей мере один контрольный блок, выполненный с возможностью отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций, и сравнения упомянутого одного или более параметров по меньшей мере с одним опорным значением.
Предпочтительно, упомянутый контрольный блок включает в себя отслеживающий элемент, расположенный вдоль упомянутой удаляющей секции и выполненный с возможностью определения одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций.
Предпочтительно, установка включает в себя конвейер для брака, выполненный с возможностью удаления обернутой петлей кольцевой крепежной конструкции из соединительной станции для выборочного отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций. Альтернативно, установка включает в себя конвейер для брака, выполненный с возможностью принятия бракованной обернутой петлей кольцевой крепежной конструкции и удаления ее из установки.
Предпочтительно, упомянутое устройство для обертывания петлей включает в себя по меньшей мере три барабана для обертывания петлей, причем каждый из барабанов для обертывания петлей вою продольную ось и выполнен с возможностью расширения/сжатия относительно упомянутой продольной оси.
Предпочтительно, упомянутое устройство для обертывания петлей включает в себя станцию для наложения петли, включающую в себя по меньшей мере одно устройство для выдачи петли к барабану для обертывания петлей.
Предпочтительно, упомянутое устройство для обертывания петлей включает в себя загрузочную станцию, выполненную с возможностью загрузки кольцевых крепежных конструкций на барабан для обертывания петлей, включающую в себя загрузочное оборудование.
Предпочтительно, упомянутое устройство для обертывания петлей включает в себя разгрузочную станцию, выполненную с возможностью разгрузки кольцевых крепежных конструкций из барабана для обертывания петлей, включающую в себя разгрузочное оборудование.
Предпочтительно, упомянутая станция для наложения петли, загрузочная станция и разгрузочная станция смещены относительно друг друга в угловом направлении.
Предпочтительно, упомянутое устройство для обертывания петлей включает в себя револьверное передаточное устройство, на которое опираются упомянутые барабаны для обертывания петлей в положениях, при которых они смещены относительно друг друга в угловом направлении.
Предпочтительно, упомянутое револьверное передаточное устройство выполнено с возможностью передачи упомянутых барабанов для обертывания петлей между станцией для наложения петли, загрузочной станцией и разгрузочной станцией посредством вращения вокруг передаточной оси.
Предпочтительно, каждый барабан для обертывания петлей выполнен с возможностью загибания, по меньшей мере, частично, упомянутой петли вокруг упомянутой кольцевой крепежной конструкции во время ее передачи от упомянутой загрузочной станции к упомянутой разгрузочной станции.
Предпочтительно, установка содержит защитный барьер. Даже более предпочтительно, по меньшей мере, подающая секция и удаляющая секция проходят наружу защитного барьера.
Дополнительные характерные признаки и преимущества очевидны из подробного описания предпочтительного, но не исключительного варианта осуществления способа управления установкой для обертывания петлей кольцевых крепежных конструкций и установки для обертывания петлей кольцевых крепежных конструкций в соответствии с настоящим изобретением.
Ниже приводится такое описание со ссылкой на сопроводительные чертежи, предусматриваемые только для иллюстрации и, следовательно, не имеющие ограничительных целей, на которых:
фиг.1 - схематический продольный разрез кольцевой крепежной конструкции;
фиг.2 - схематический продольный разрез обернутой петлей крепежной конструкции;
фиг.3-5 - схематические виды в плане соответствующих возможных вариантов осуществления установки для обертывания петлей кольцевых крепежных конструкций в соответствии с настоящим изобретением.
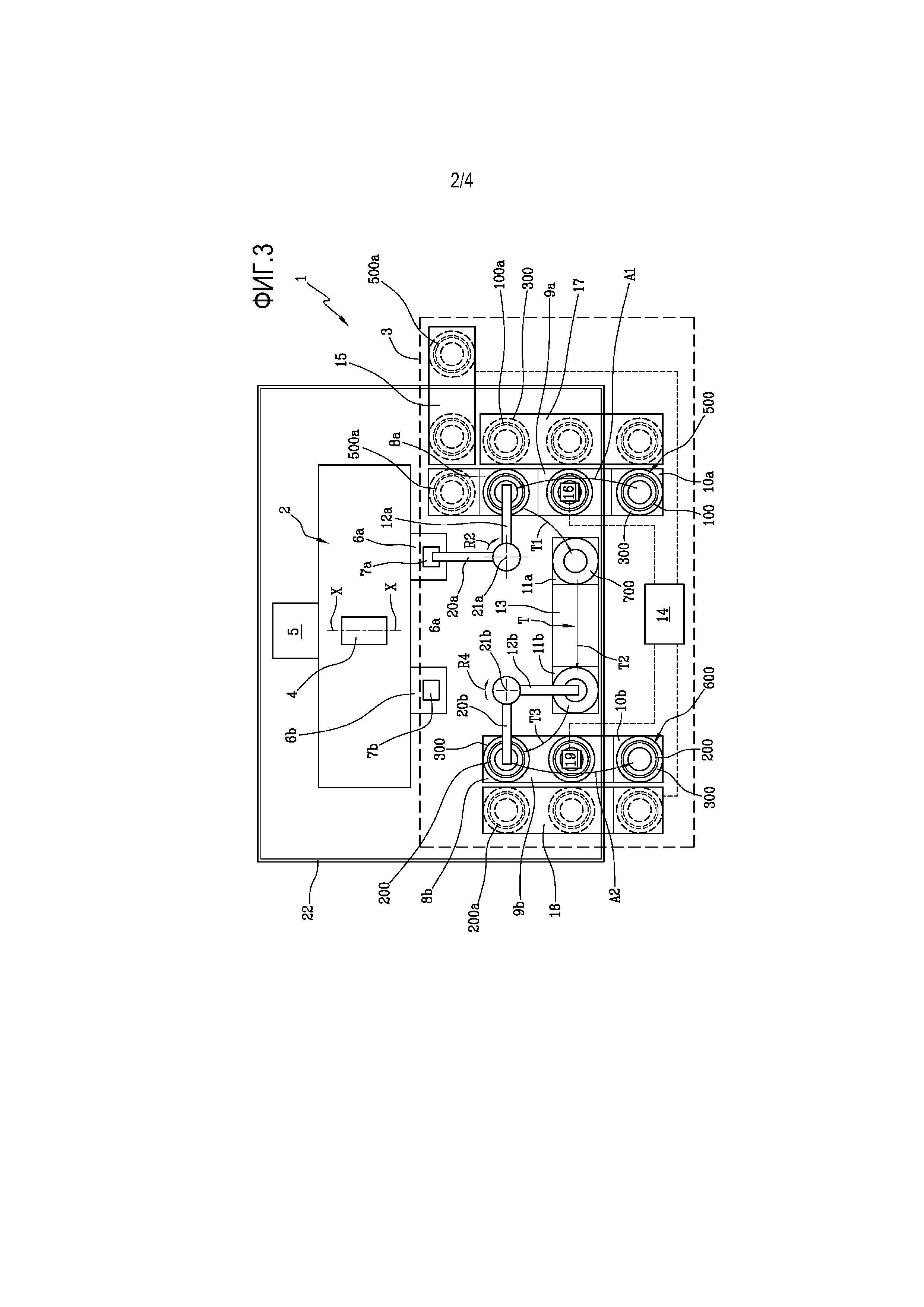
Обращаясь к фиг.3-5, ссылочная позиция 1 обозначает в целом установку для обертывания петлей кольцевых крепежных конструкций, упоминаемую далее вкратце как установку 1.
Обертывание петлей является процессом, выполняемым на кольцевых крепежных конструкциях 100 для создания соответствующих обернутых петлей кольцевых крепежных конструкций 200. Такие конструкции используются для сборки каркасных конструкций шин. В особенности, их размещают на бортах покрышки, и они предназначены для фиксирования шины к крепежному посадочному гнезду, специально предусмотренному в ободе колеса транспортного средства.
Пример кольцевой крепежной конструкции 100, предназначенной для обертывания петлей, показан на фиг.1 и включает в себя по существу кольцевую вставку 110, также упоминаемую как борт, и заполняющую вставку 120. Заполняющая вставка 120 связана с кольцевой вставкой 110 в радиально наружном положении относительно последней. A-A обозначает ось симметрии кольцевой крепежной конструкции 100, являющейся осью симметрии борта и заполняющей вставки.
Пример кольцевой конструкции 100 показан на фиг.2 и включает в себя кольцевую крепежную конструкцию 100 и петлю 210. Центральная часть петли 210 соединена с радиально внутренней поверхностью кольцевой крепежной конструкции 100. Противоположные концевые отгибные элементы 220a, 220b петли 210 отгибаются назад вокруг кольцевой крепежной конструкции 100 для того, чтобы они полностью окружали кольцевую крепежную конструкцию 100. Предпочтительно, концевые части концевых отгибных элементов 220a, 220b петли 210 смещены в радиальном направлении на расстояние R (называемое «расслоением»), которое может находиться в диапазоне от приблизительно 4 мм до приблизительно 10 мм. Также, в случае обернутой петлей кольцевой крепежной конструкции 200, A-A обозначает ось симметрии.
Далее описана установка 1, показанная на фиг.3.
Установка 1 включает в себя устройство 2 для обертывания петлей и манипуляторное устройство 3, взаимосвязанное с устройством 2 для обертывания петлей для перемещения множества кольцевых крепежных конструкций 100, соединенных с соответствующими разделительными элементами 300, множества обернутых петлей кольцевых крепежных конструкций 200, соединенных с соответствующими разделительными элементами 300, и множества разделительных элементов 300а, отсоединенных от кольцевых крепежных конструкций 100. В последующем описании и на сопроводительных чертежах разделительные элементы, отсоединенные от кольцевых крепежных конструкций 100, обозначаются ссылочной позицией 300а.
Устройство 2 для обертывания петлей предпочтительно работает при использовании по меньшей мере одного барабана 4 для обертывания петлей. Барабан 4 для обертывания петлей имеет свою продольную ось X-X, вокруг которой концентрически проходит барабан для обертывания петлей.
В соответствии с возможным вариантом осуществления барабан 4 для обертывания петлей может быть выполнен с возможностью радиального расширения/сжатия относительно продольной оси X-X для загибания петли 210 вокруг кольцевой крепежной конструкции 100.
Установка 1 включает в себя по меньшей мере одну станцию 5 для наложения петли, в которой петлю загружают на устройство 2 для обертывания петлей, предпочтительно на барабан 4 для обертывания петлей, загрузочную станцию 6a, в которой кольцевые крепежные конструкции 100 загружают на устройство 2 для обертывания петлей, предпочтительно на барабан 4 для обертывания петлей, и разгрузочную станцию 6b, в которой обернутые петлей кольцевые крепежные конструкции 200 выгружают из устройства 2 для обертывания петлей, предпочтительно из барабана 4 для обертывания петлей.
Загрузочная станция 6a включает в себя загрузочное оборудование 7a, выполненное с возможностью принятия кольцевых крепежных конструкций 100 из манипуляторного устройства 3 и загрузки их на устройство 2 для обертывания петлей.
Разгрузочная станция 6b включает в себя разгрузочное оборудование 7b, выполненное с возможностью принятия обернутых петлей кольцевых крепежных конструкций 200 из устройства 2 для обертывания петлей и подачи их в манипуляторное устройство 3.
Манипуляторное устройство 3 включает в себя станцию 8a для отсоединения, в которой кольцевые крепежные конструкции 100 разделяются посредством разъединительных элементов 300, подаваемых в устройство 2 для обертывания петлей.
Манипуляторное устройство включает в себя соединительную станцию 8b, которая принимает обернутые петлей кольцевые крепежные конструкции 200 из устройства 2 для обертывания петлей, и в которой каждую обернутую петлей кольцевую крепежную конструкцию 200 соединяют с разъединительным элементом 300.
Манипуляторное устройство 3 выполнено с возможностью перемещения разделительных элементов вдоль первой секции или подающей секции "A1", вдоль второй секции или передаточной секции "T" и вдоль третьей секции или удаляющей секции "A2".
Станция 8a для отсоединения расположена вдоль подающей секции "A1", и соединительная станция 8b расположена вдоль удаляющей секции "A2".
Вдоль подающей секции "A1" подаются разделительные элементы 300, соединенные с соответствующими кольцевыми крепежными конструкциями 100. Манипуляторное устройство 3 включает в себя подающий конвейер 9a, имеющий также функцию накопления и выполненный с возможностью перемещения разделительных элементов 300, соединенных с кольцевыми крепежными конструкциями 100, до станции 8a для отсоединения. Манипуляторное устройство 3 включает в себя подающую станцию 10a, в которую загружаются разделительные элементы 300, соединенные с кольцевыми крепежными конструкциями 100. Подающий конвейер 9a соединяет подающую станцию 10a и станцию 8a для отсоединения.
Разделительные элементы 300 укладываются в стопку и чередуются с кольцевыми крепежными конструкциями 100, по меньшей мере, в станции 8a для отсоединения, предпочтительно, разделительные элементы 300 подаются вдоль подающей секции "A1", уложенные в стопку и чередующиеся с кольцевыми крепежными конструкциями 100, начиная, например, от подающей станции 10a. Ссылочная позиция 500 обозначает стопку разделительных элементов 300, уложенных друг на друга и чередующихся с кольцевыми крепежными конструкциями 100.
Разделительные элементы 300, соединенные с соответствующими обернутыми петлей кольцевыми крепежными конструкциями 200, удаляются вдоль удаляющей секции А2. Манипуляторное устройство 3 включает в себя удаляющий конвейер 9b, выполненный с возможностью перемещения разделительных элементов 300, соединенных с обернутыми петлей кольцевыми крепежными конструкциями 200, для перемещения их из соединительной станции 8b, например, к удаляющей станции 10b.
Разделительные элементы 300 укладываются в стопку и чередуются с обернутыми петлей кольцевыми крепежными конструкциями 200, по меньшей мере, в соединительной станции 8b, предпочтительно, разделительные элементы 300 удаляются вдоль удаляющей секции "A2" уложенными в стопку и чередующимися с обернутыми петлей кольцевыми крепежными конструкциями, например до удаляющей станции 10b. Ссылочная позиция 600 обозначает стопку разделительных элементов 300, уложенных друг на друга и чередующихся с обернутыми петлей кольцевыми крепежными конструкциями 200.
Вдоль передаточной секции "T" разделительные элементы 300а (отсоединенные от кольцевой крепежной конструкции 100) передаются от станции 8a для отсоединения к соединительной станции 8b с временной остановкой по меньшей мере в первой промежуточной станции 11a, расположенной вдоль передаточной секции "T". Например, разделительные элементы 300а передаются от станции 8a для отсоединения к соединительной станции 8b с остановкой в первой промежуточной станции 11a и во второй промежуточной станции 11b, расположенной вдоль передаточной секции "T".
Манипуляторное устройство 3 выполнено с возможностью захватывания разделительных элементов 300а из станции 8a для отсоединения и перемещения их вдоль начального участка "T1" передаточной секции "T" до размещения их в первой промежуточной станции 11a. Первая промежуточная станция 11a расположена в конце начального участка "T1" передаточной секции "T". В этой связи манипуляторное устройство 3 может включать в себя первое захватывающее устройство 12a, выполненное с возможностью захватывания и перемещения разделительных элементов 300а вдоль начального участка "T1" передаточной секции "T" до размещения их в первой промежуточной станции 11a.
Манипуляторное устройство 3 выполнено с возможностью перемещения разделительных элементов 300а вдоль по меньшей мере одного промежуточного участка "T2" передаточной секции "T", расположенной между первой промежуточной станцией 11a и второй промежуточной станцией 11b. Вторая промежуточная станция 11b расположена в конце промежуточного участка "T2" передаточной секции "T". Поэтому манипуляторное устройство 3 может включать в себя промежуточный конвейер 13, имеющий накопительную функцию, расположенный между первой промежуточной станцией 11a и второй промежуточной станций 11b, и выполненный с возможностью перемещения разделительных элементов 300а вдоль промежуточного участка "T2" передаточной секции "T" до их размещения во второй промежуточной станции 11b.
Манипуляторное устройство 3 выполнено с возможностью захватывания разделительных элементов 300а из второй промежуточной станции 11b и перемещения их вдоль конечного участка "T3" передаточной секции "T" до их размещения в соединительной станции 8b. В связи с этим манипуляторное устройство 3 может включать в себя второе захватывающее устройство 12b, выполненное с возможностью захватывания и перемещения разделительных элементов вдоль конечного участка "T3" передаточной секции "T". Второе захватывающее устройство 12b предпочтительно разделено с первым захватывающим устройством 12a. Второе захватывающее устройство 12b может быть конструктивно и функционально подобно первому захватывающему устройству 12a.
Предпочтительно, манипуляторное устройство 3 выполнено с возможностью:
a) захватывания одного разделительного элемента 300а за один раз из станции 8a для отсоединения, перемещения его вдоль первого участка T1 передаточной секции T до размещения его в первой промежуточной станции 11a;
b) повторения действия a) по укладыванию в стопку разделительных элементов 300а в первой промежуточной станции 11a, образуя тем самым стопку 700;
c) перемещения уложенных в стопку разделительных элементов 300а вдоль промежуточного участка T2 передаточной секции T до места размещения их во второй промежуточной станции 11b;
d) захватывания одного разделительного элемента за один раз из второй промежуточной станции 11b и перемещения его вдоль конечного участка T3 передаточной секции T до места размещения его в соединительной станции 8b.
Установка 1 включает в себя по меньшей мере один контрольный блок 14, выполненный с возможностью управления каким-либо браком кольцевых крепежных конструкций 100 и/или обернутых петлей кольцевых крепежных конструкций 200 и/или стопки кольцевых крепежных конструкций 100 и разделительных элементов 300.
Например, контрольный блок 14 выполнен с возможностью отслеживания одного или более параметров, показывающих качество укладывания в стопку разделительных элементов 300 и кольцевых крепежных конструкций 100, сравнения таких параметров по меньшей мере с одним опорным значением и удаления бракованной стопки 500a из станции 8a для отсоединения до отсоединения каждой кольцевой крепежной конструкции 100 от соответствующего разделительного элемента 300. Поэтому может быть предусмотрен конвейер 15 для брака, выполненный с возможностью принятия бракованной стопки 500a и удаления ее из установки. Например, контрольный блок 14 включает в себя отслеживающий элемент 16, расположенный вдоль подающей секции "A1" и выполненный с возможностью отслеживания одного или более параметров, показывающих качество укладывания в стопку разделительных элементов 300 и кольцевых крепежных конструкций 100. Отслеживающий элемент 16 может быть альтернативно расположен на первом захватывающем устройстве 12a.
Например, контрольный блок 14 выполнен с возможностью отслеживания одного или более параметров, показывающих качество кольцевых крепежных конструкций 100, содержащих такие параметры, и сравнение таких параметров по меньшей мере с одним опорным значением, и удаления бракованных кольцевых крепежных конструкций 100a, соединенных с соответствующим разделительным элементом 300 до отсоединения бракованной кольцевой крепежной конструкции 100a от соответствующего разделительного элемента 300. Поэтому может быть предусмотрен конвейер 17 для брака, выполненный с возможностью принятия бракованной кольцевой крепежной конструкции 100a и удаления ее из установки 1. Например, контрольный блок 14 включает в себя отслеживающий элемент, расположенный вдоль подающей секции "A1" и выполненный с возможностью отслеживания одного или более параметров, показывающих качество кольцевых крепежных конструкций 100. Предпочтительно, такой же отслеживающий элемент 16 может быть выполнен с возможностью отслеживания одного или более параметров, показывающих качество укладывания в стопку разделительных элементов 300 и кольцевых крепежных конструкций 100, и одного или более параметров, показывающих качество кольцевых крепежных конструкций 100. Отслеживающий элемент 16 может быть альтернативно расположен на первом захватывающем устройстве 12a.
Например, контрольный блок 14 выполнен с возможностью отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций, и сравнение таких параметров по меньшей мере с одним опорным значением. Поэтому может быть предусмотрен конвейер 18 для брака, выполненный с возможностью принятия бракованной обернутой петлей кольцевой крепежной конструкции 200a и удаления ее из установки 1. Например, контрольный блок 14 включает в себя отслеживающий элемент 19, расположенный вдоль удаляющей секции «А2» и выполненный с возможностью отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций 200. Отслеживающий элемент 19 может быть альтернативно расположен на втором захватывающем устройстве 12b.
Конвейер 18 для брака может быть использован для удаления обернутой петлей кольцевой крепежной конструкции 200 из соединительной станции 8b для произвольного отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций 200.
Установка 1 включает в себя загрузочное устройство 20a, работающее между разделительной станцией 8a и загрузочным оборудованием 7a для захватывания и передачи кольцевых крепежных конструкций 100, предназначенных для обертывания петлей.
Установка 1 включает в себя разгрузочное устройство 20b, работающее между разгрузочным оборудованием 7b и соединительной станцией 8b для захватывания и передачи обернутых петлей кольцевых крепежных конструкций 200.
Предпочтительно, загрузочное устройство 20a отделено от разгрузочного устройства 20b. Загрузочное устройство 20a может быть конструктивно и функционально подобно разгрузочному устройству 20b.
Предпочтительно, первое захватывающее устройство 12a и загрузочное устройство 20a устанавливаются с возможностью вращения вокруг одной и той же оси вращения 21a, предпочтительно так, чтобы они составляли единое целое во время вращения вокруг такой оси вращения 21a.
Предпочтительно, второе захватывающее устройство 12b и разгрузочное устройство 20b устанавливаются с возможностью вращения вокруг одой и той же оси вращения 21b, предпочтительно так, чтобы они составляли единое целое во время вращения вокруг такой оси вращения 21b.
Ссылочная позиция 22 обозначает защитный барьер, который окружает установку 1, например, состоящий из стен и дверей для доступа или датчиков и фотоэлементов. По меньшей мере, подающая секция "A1" и удаляющая секция "A2" выходят наружу защитного барьера 22.
Кольцевые крепежные конструкции 100, соединенные с разделительными элементами 300, сначала располагают в установке 1. Предпочтительно, стопка разделительных элементов 500, уложенных друг на друга и чередующихся с кольцевыми крепежными конструкциями 100, предусмотрена, например, в подающей станции 10a.
Кольцевые крепежные конструкции 100, соединенные с соответствующими разделительными элементами 300, подаются подающим конвейером 9a вдоль подающей секции "A1" до станции 8а для отсоединения, в которой загрузочное устройство 20a захватывает каждую кольцевую крепежную конструкцию 100, отделяя ее от соответствующего разделительного элемента 300, предпочтительно, из стопки 500.
Кольцевые крепежные конструкции 100, захватываемые из станции 8а для отсоединения, передаются к загрузочной станции 6a и вводятся в устройство 2 для обертывания петлей для подвергания процессу обертывания петлей.
Обернутые петлей кольцевые крепежные конструкции 200, образуемые посредством процесса обертывания петлей, захватываются из разгрузочной станции 6b посредством разгрузочного устройства 20b, которое передает их к соединительной станции 8b.
В соединительной станции 8b обернутые петлей кольцевые крепежные конструкции 200 соединяются с соответствующими разделительными элементами 300, предпочтительно образуя стопку 600 из разделительных элементов 300, уложенных друг на друга и чередующихся с обернутыми петлей кольцевыми крепежными конструкциями 200.
Из соединительной станции обернутые петлей кольцевые крепежные конструкции 200 удаляются из удаляющего конвейера 9b вдоль удаляющей секции "A2" до удаляющей станции 10b.
Управление установкой 1 обеспечивает перемещение разделительных элементов внутри установки 1 в соответствии с подающей секцией "A1", передаточной секцией "T" и удаляющей секцией "A2". В особенности, такое управление обеспечивает подачу разделительных элементов 300, соединенных с соответствующими кольцевыми крепежными конструкциями 100, вдоль подающей секции, передачу разделительных элементов 300а (отсоединенных от соответствующих кольцевых крепежных конструкций 100) из станции 8a для отсоединения к соединительной станции 8b вдоль передаточной секции и удаление разделительных элементов 300, соединенных с соответствующими обернутыми петлей кольцевыми крепежными конструкциями 200, вдоль удаляющей секции.
Первое захватывающее устройство 12a захватывает разделительные элементы 300а из станции 8а для отсоединения и перемещает их вдоль начального участка "T1" передаточной секции "T" до места размещения их в первой промежуточной станции 11a. Предпочтительно, первое захватывающее устройство 12a захватывает по одному разделительному элементу 300а, например, из стопки 500.
Промежуточный конвейер 13 перемещает разделительные элементы 300а вдоль промежуточного участка "T2" передаточной секции "T" до второй промежуточной станции 11b.
В проходе между первым захватывающим устройством 12a и промежуточным конвейером 13 разделительные элементы 300а размещаются в первой промежуточной станции 11a. Предпочтительно, первое захватывающее устройство 12a повторяет действие захватывания и передачи разделительных элементов 300а из станции 8а для отсоединения для того, чтобы складывать их в стопку в первой промежуточной станции 11a, образуя тем самым стопку 700, до того, как промежуточный конвейер передаст их, уложенных в стопку, ко второй промежуточной станции 11b.
Второе захватывающее устройство 12b захватывает разделительные элементы 300а из второй промежуточной станции 11b и перемещает их вдоль конечного участка "T3" передаточной секции "T" до их размещения в соединительной станции 8b.
В проходе между промежуточным конвейером 13 и вторым захватывающим устройством 12b разделительные элементы 300а временно останавливаются во второй промежуточной станции 11b. Предпочтительно, второе захватывающее устройство захватывает по одному разделительному элементу 300а из уложенных в стопку разделительных элементов во второй промежуточной станции 11b и перемещает его вдоль конечного участка "T3" передаточной секции "T" до места размещения его в соединительной станции 8b.
Перемещение разделительных элементов 300а вдоль начального участка "T1" передаточной секции "T" выполняется по меньшей мере частично одновременно с перемещением разделительных элементов 300а вдоль конечного участка "T3" передаточной секции "T".
Разделительные элементы перемещаются внутри установки 1 при сохранении одной и той же конфигурации перемещения.
В управлении установкой 1 могут быть предусмотрены контрольные проверки для отслеживания какого-либо брака кольцевых крепежных конструкций 100 и/или обернутых петлей кольцевых крепежных конструкций 200 и/или стопки из кольцевых крепежных конструкций 100 и разделительных элементов 300.
Предпочтительно, контрольный блок 14 определяет один или более параметров, показывающих качество укладывания в стопку разделительных элементов и кольцевых крепежных конструкций, сравнивает такие параметры по меньшей мере с одним опорным значением и удаляет бракованную стопку 500a из станции 8а для отсоединения вдоль конвейера 15 для брака до отсоединения каждой кольцевой крепежной конструкции от соответствующего разделительного элемента.
Предпочтительно, контрольный блок 14 определяет один или более параметров, показывающих качество кольцевых крепежных конструкций, сравнивает такие параметры по меньшей мере с одним опорным значением и удаляет бракованные кольцевые крепежные конструкции 100a, соединенные с соответствующими разделительными элементами, вдоль конвейера 17 для брака до отсоединения бракованной кольцевой крепежной конструкции от соответствующего разделительного элемента.
Предпочтительно, контрольный блок 14 удаляет обернутые петлей кольцевые крепежные конструкции 200 из соединительной станции 8b для выборочного отслеживания одного или более параметров, показывающих качество обернутых петлей кольцевых крепежных конструкций, и сравнения таких параметров по меньшей мере с одним опорным значением.
Более подробно, в установке на фиг.3 кольцевая крепежная конструкция 100 захватывается из стопки 500 посредством загрузочного устройства 20a, передается при вращении (стрелка R1 - фиг.5) к загрузочной станции 6a и подается в устройство 2 для обертывания петлей, например, установленному на барабане 4 для обертывания петлей в радиально наружном положении относительно уже наложенной петли 210.
Во время вращения загрузочного устройства 20a (стрелка R1 - фиг.5) первое захватывающее устройство 12a вращается, например, целиком, до достижения станции 8а для отсоединения (положение, показанное на фиг.3) для захватывания разделительного элемента 300, в то время как загрузочное устройство 20a передает кольцевую крепежную конструкцию 100 к загрузочной станции 6a.
После захватывания разделительного элемента 300 из станции 8а для отсоединения первое захватывающее устройство 12a вращается (стрелка R2 - фиг.3) для передачи разделительного элемента к первой промежуточной станции 11a, в то время как загрузочное устройство 20a вращается, например, как единое целое, до возвращения к станции 8а для отсоединения (положение, показанное на фиг.5).
Для того чтобы разгрузить обернутую петлей крепежную конструкцию 200 последняя передается от устройства 2 для обертывания петлей, предпочтительно от барабана 4 для обертывания петлей, в разгрузочную станцию 6b, затем захватывается разгрузочным устройством 20b, которое посредством вращения (стрелка R3 - фиг.5) размещает его в соединительной станции 8b.
Во время вращения разгрузочного устройства 20b (стрелка R3 - фиг.5), второе захватывающее устройство 12b вращается, например, как единое целое, до достижения второй промежуточной станции 11b (положение, показанное на фиг.3) для захватывания разделительного элемента 300а, в то время как разгрузочное устройство 20b перемещает обернутую петлей крепежную конструкцию 200 к соединительной станции 8b.
Затем второе захватывающее устройство 12b вращается (стрелка R4 - фиг.3) для передачи разделительного элемента из второй промежуточной станции 11b, в то время как разгрузочное устройство 20b вращается, например как единое целое, до возвращения к разгрузочной станции 6b (положение, показанное на фиг.5).
В соответствии с возможным вариантом осуществления, показанным, например, на фиг.4, загрузочная станция и разгрузочная станция совмещаются в единой загрузочной и разгрузочной станции 6 и включают в себя единое загрузочное и разгрузочное оборудование 7.
Предпочтительно, первое захватывающее устройство 12a, второе захватывающее устройство 12b, загрузочное устройств 20a и разгрузочное устройство 20b устанавливаются с возможностью вращения вокруг одной и той же оси 21 вращения, чтобы вращаться как единое целое вокруг такой оси 21 вращения.
Предпочтительно, передаточная секция включает в себя только первую промежуточную станцию 11a, промежуточный участок передаточной секции не предусматривается. Другими словами, манипуляторное устройство 3 выполнено с возможностью захватывания разделительных элементов 300а из первой промежуточной станции 11a, расположенной в конце начального участка "T1" передаточной секции, и перемещения их вдоль конечного участка "T3" передаточной секции до места размещения их в соединительной станции 8а.
Более подробно, кольцевая крепежная конструкция 100 захватывается из стопки 500 загрузочным устройством 20a, переносится при вращении к загрузочной и разгрузочной станции 6 (в направлении вращения против часовой стрелки) и подается в устройство 2 для обертывания петлей, установленное, например, на барабан 4 для обертывания петлей, в радиально наружном положении относительно уже наложенной петли 210.
Во время вращения загрузочного устройства 20a первое захватывающее устройство 12a вращается, например, как единое целое, после размещения разделительного элемента 300а в промежуточной станции 11, до достижения станции 8а для отсоединения для захватывания другого разделительного элемента 300а.
Во время вращения загрузочного устройства 20a разгрузочное устройство 20b, которое захватило обернутую петлей крепежную конструкцию 200 из загрузочной и разгрузочной станции 6, вращается, например, как единое целое, до достижения соединительной станции 8b.
Во время вращения загрузочного устройства 20a второе захватывающее устройство 12b вращается, например, как единое целое, после размещения разделительного элемента 300а в соединительной станции 8b до достижения промежуточной станции 11 для захватывания другого разделительного элемента 300а.
После этого загрузочное устройство 20a вращается (по часовой стрелке) после размещения кольцевой крепежной конструкции 100 в загрузочной и разгрузочной станции 6 до возвращения в станцию для отсоединения 8a.
Во время вращения загрузочного устройства 20a после захватывания разделительного элемента 300 из станции 8а для отсоединения первое захватывающее устройство 12a вращается, например, как единое целое, для передачи разделительного элемента к первой промежуточной станции 11.
Во время вращения загрузочного устройства 20a разгрузочное устройство 20b вращается, например, как единое целое, после размещения обернутой петлей конструкции 200 в соединительной станции до возвращения к загрузочной и разгрузочной станции 6.
Во время вращения загрузочного устройства 20a второе захватывающее устройство 12b вращается для передачи разделительного элемента 300а от промежуточной станции 11 к соединительной станции 8b.
В установке на фиг.1 передача разделительных элементов 300а включает в себя захватывание разделительных элементов 300а из станции 8а для отсоединения, перемещение их вдоль начального участка "T1" передаточной секции "T" до размещения их в первой промежуточной станции 11, захватывание разделительных элементов 300а из первой промежуточной станции 11, расположенной в конце начального участка "T1" передаточной секции "T", и перемещение их вдоль конечного участка "T3" передаточной секции "T" до места размещения их в соединительной станции 8a.
В соответствии с возможным вариантом осуществления, показанным, например, на фиг.5, устройство 2 для обертывания петлей включает в себя по меньшей мере три барабана 4 для обертывания петлей. Каждый барабан 4 для обертывания петлей имеет свою продольную ось X-X, вокруг которой барабан для обертывания петлей простирается концентрически.
Каждый барабан 4 для обертывания петлей выполнен с возможностью расширения/сжатия в радиальном направлении относительно продольной оси X-X для того, чтобы загибать петлю 210 вокруг кольцевой крепежной конструкции 100.
Устройство 2 для обертывания петлей включает в себя револьверное передаточное устройство 21, расположенное центрально относительно станции 5 для наложения петли, загрузочной станции 6a и разгрузочной станции 6b.
Станция 5 для наложения петли, загрузочная станция 6a и разгрузочная станция 6b смещены относительно друг друга в угловом направлении.
Револьверное передаточное устройство 21 выполнено с возможностью поддерживания барабанов 4 для обертывания петлей в положениях, при которых они смещены относительно друг друга в угловом направлении в соответствии с упомянутыми станциями. В соответствии с показанным примером угловое смещение α между положениями барабанов 4 для обертывания петлей составляет приблизительно 120°.
Револьверное передаточное устройство 21 выполнено с возможностью передачи барабанов 4 для обертывания петлей между станцией 5 для наложения петли, загрузочной станцией 6a и разгрузочной станцией 6b посредством вращения вокруг по существу вертикальной передаточной оси Y. В особенности, барабаны 4 для обертывания петлей поддерживаются револьверным передаточным устройством 21 по существу с горизонтальной продольной осью X-X.
Револьверное передаточное устройство 21 включает в себя поворотный стол 22, который поддерживает каждый барабан 4 для обертывания петлей через соответствующий держатель барабана 23 револьверного передаточного устройства.
Станция 5 для наложения петли включает в себя по меньшей мере одно устройство 24 для выдачи петли, выполненное с возможностью выдачи петли 210 к барабану 4 для обертывания петлей. Устройство 24 для выдачи петли может содержать по меньшей мере один рулон непрерывного удлиненного материала, который при нарезке образует петлю 210. Устройство 24 для выдачи петли может включать в себя блок 25 для нарезания и наложения, выполненный с возможностью поддерживания и центрирования петли 210 перед выдачей посредством размещения ее на барабан 4 для обертывания петлей.
В станции 5 для наложения петли барабан 4 для обертывания петлей вращается вокруг продольной оси X-X для наложения плоской петли 210 на его радиально наружной поверхности.
Загрузочная станция 6a включает в себя загрузочное оборудование 7a, выполненное с возможностью загрузки кольцевых крепежных конструкций 100 на барабан 4 для обертывания петлей.
Пример загрузочного оборудования 7a, показанного на фиг.5, включает в себя загрузочное манипуляторное устройство 26, выполненное с возможностью центрирования кольцевой крепежной конструкции 100 перед ее загрузкой на барабан 4 для обертывания петлей. В особенности, загрузочное манипуляторное устройство 26 выполнено с возможностью принятия кольцевой крепежной конструкции 100 и придания ей загрузочной конфигурации, то есть конфигурации, при которой продольная ось A-A была бы параллельна продольной оси X-X барабана для обертывания петлей у загрузочной станции.
Загрузочное манипуляторное устройство 26 может включать в себя датчики, выполненные с возможностью контроля за правильным диаметром захватываемой кольцевой крепежной конструкции, и множество захватных пальцев, перемещающихся радиально относительно продольной оси A-A синхронно и самоцентрирующимся образом для того, чтобы удерживать кольцевую крепежную конструкцию у радиально внутренних частей.
Загрузочное манипуляторное устройство 26 предпочтительно является устройством с многоместным соединением и не требует ручной настройки при изменении размера.
Пример загрузочного оборудования 7a, показанный на фиг.5, включает в себя погрузчик 27, также с многоместным соединением, выполненный с возможностью передачи кольцевой крепежной конструкции на барабан 4 для обертывания петлей при перемещении, соосном с его продольной осью X-X.
Загрузочное манипуляторное устройство 26 может быть выполнено с возможностью вращения кольцевой крепежной конструкции 100 от конфигурации подачи к загрузочной конфигурации. В особенности, загрузочное манипуляторное устройство 26 может быть выполнено с возможностью вращения каждой кольцевой крепежной конструкции 100 на 90°.
Разгрузочная станция 6b включает в себя разгрузочное оборудование 7b, выполненное с возможностью разгрузки обернутой кольцевой петлей конструкции 200 с барабана 4 для обертывания петлей, расположенного в загрузочной станции 6b.
В особенности, разгрузочная станция 6b может быть по существу зеркальной относительно загрузочной станции 6a.
Пример разгрузочного оборудования 7b, показанный на фиг.4, включает в себя разгрузчик 28, выполненный с возможностью принятия обернутой петлей крепежной конструкции 200 с осью, проходящей параллельно продольной оси X-X барабана для обертывания петлей, и загрузочное манипуляторное устройство 29, которое конструктивно может быть подобно загрузочному манипуляторному устройству 26.
Разгрузочное манипуляторное устройство 29 может быть выполнено с возможностью вращения каждой обернутой петлей крепежной конструкции 200 из конфигурации разгрузки в конфигурацию удаления, отличающуюся от конфигурации разгрузки. В особенности, разгрузочное манипуляторное устройство 29 может быть выполнено с возможностью вращения каждой кольцевой крепежной конструкции 200 на 90°.
Обращаясь к фиг.5, цикл процесса обертывания петлей включает в себя нанесение петли 210 на кольцевую часть наружной кольцевой поверхности барабана 4 для обертывания петлей на станции 5 для наложения петли.
По меньшей мере частично одновременно с наложением петли на станции 5 для наложения петли цикл обертывания петлей включает в себя, на загрузочной станции 6a, загрузку кольцевой крепежной конструкции 100 на барабан 4 для обертывания петлей, отличный от того, который расположен в станции 5 для наложения петли, в радиально наружном положении к уже наложенной петле 210.
По меньшей мере частично одновременно с наложением петли в станции 5 для наложения петли и с загрузкой кольцевой крепежной конструкции 100 в загрузочную станцию 6a, цикл обертывания петлей включает в себя, на разгрузочной станции 6b, разгрузку обернутой петлей кольцевой крепежной конструкции 200 из барабана 4 для обертывания петлей, отличного от тех, которые соответственно расположены в станции 5 для наложения петли и в загрузочной станции 6a.
Цикл обертывания петлей также включает в себя передачу каждого барабана 4 для обертывания петлей между станцией 5 для наложения петли, загрузочной станцией 6a и разгрузочной станцией 6b.
Цикл обертывания петлей также включает в себя загибание каждого из противоположных концевых отгибных элементов 200a, 220b петли 210 на кольцевой крепежной конструкции 100 для образования обернутой петлей кольцевой крепежной конструкции 200. Это действие предпочтительно выполняется по меньшей мере частично в то время, когда барабан 4 для обертывания петлей передается из загрузочной станции 6a к разгрузочной станции 6b.
Сначала петлю 210 наносят на барабан 4 для обертывания петлей, расположенный в станции 5 для наложения петли. Револьверное передаточное устройство 21 выполняет вращение на 120° и передает барабан 4 для обертывания петлей от станции 5 для наложения петли к загрузочной станции 6b.
В то же время кольцевые крепежные конструкции 100 подаются в конфигурации подачи, уложенные в стопку и чередующиеся с разделительными элементами 300. В особенности, одна стопка 500 присутствует в разделительной станции 8a. Для того чтобы быть загруженным на барабан 4 для обертывания петлей, расположенный в загрузочной станции 6a, кольцевая крепежная конструкция 100 захватывается из стопки 500 посредством загрузочного устройства 20a, передается при вращении на загрузочное манипуляторное устройство 26, которое его центрирует, передается последним погрузчику 27 и устанавливается на барабан 4 для обертывания петлей в радиально наружном положении относительно уже наложенной петли 210.
Во время вращения загрузочного устройства 20a (стрелка R1 - фиг.5), первое захватывающее устройство 12a вращается, например, как единое целое, до достижения станции 8a для отсоединения (положение, показанное на фиг.3) для захватывания разделительного элемента 300, в то время как загрузочное устройство 20a передает кольцевую крепежную конструкцию 100 к загрузочному манипуляторному устройству 26.
Револьверное передаточное устройство 21 затем выполняет дальнейшее вращение на 120° и передает барабан 4 для обертывания петлей из загрузочной станции 6a к разгрузочной станции 6b. Во время этой передачи каждый из противоположных концевых загибных элементов 220a, 220b петли 210 загибают на кольцевой крепежной конструкции 100 посредством радиального расширения/сжатия барабана 4 для обертывания петлей.
В то же время первое захватывающее устройство 12a вращается (стрелка R2 - фиг.3) для передачи разделительного элемента к первой промежуточной станции 11a, в то время как загрузочное устройство 20a вращается, например, как единое целое, до возвращения к станции 8a для отсоединения (положение, показанное на фиг.5).
Когда барабан достигает разгрузочной станции 6b для того, чтобы разгрузить обернутую петлей кольцевую крепежную конструкцию 200, последняя передается от барабана 4 для обертывания петлей на разгрузчик 28, затем от разгрузчика 28 к разгрузочному манипуляторному устройству 29, затем захватывается разгрузочным устройством 20b, которое при вращении (стрелка R3 - фиг.5), размещает его в соединительной станции 8b.
Во время вращения разгрузочного устройства 20b (стрелка R3 - фиг.5), второе захватывающее устройство 12b вращается, например как единое целое, до достижения второй промежуточной станции 11b (положение, показанное на фиг.3) для захватывания разделительного элемента 300а, в то время как разгрузочное устройство 20b передает обернутую петлей кольцевую крепежную конструкцию 200 к соединительной станции 8b.
Затем второе захватывающее устройство 12b вращается (стрелка R4 - фиг.3) для передачи разделительного элемента из второй промежуточной станции 11b, в то время как разгрузочное устройство 20b вращается, например, как единое целое, до возвращения к разгрузочному манипуляторному устройству 29 (положение, показанное на фиг.5).
Управление установкой 1 на фиг.5 подобно тому, что было описано для установки на фиг.3. Хотя конкретно не описано и не проиллюстрировано, установка на фиг. 5 может включать в себя контрольный блок и разгрузочные конвейеры, подобные тем, что были описаны со ссылкой на фиг.3.
В качестве альтернативы тому, что было описано и проиллюстрировано, подающие и/или удаляющие конвейеры могут не предусматриваться или могут предусматриваться с другой формой или компоновкой.
В этом случае подающая секция представляет собой любой способ подачи к установке, даже ручной, чтобы размещать кольцевые крепежные конструкции и соответствующие разделительные элементы в разделительной станции. Таким же образом, удаляющая секция представляет собой любой способ удаления из установки, даже ручной, чтобы удалять кольцевые крепежные конструкции и соответствующие разделительные элементы из разделительной станции.
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств
Способ избирательного регулирования способности шины к самозаклеиванию и самозаклеивающаяся шина для колес транспортных средств
Способ и установка для сборки шин для колес транспортных средств
Способ управления наложением слоя полимерного герметизирующего материала на формообразующий барабан и способ изготовления самозаклеивающихся шин для колес транспортных средств
Установка и способ для управления производственным циклом установки в процессе сборки шин для колес транспортных средств
Способ и устройство для управления подачей непрерывного удлиненного элемента в процессе сборки шин для колес транспортного средства
Способ и установка для поверхностной обработки невулканизированных шин
Способ и устройство для обертывания удерживающих кольцевых конструктивных элементов в технологическом процессе сборки шин для колес транспортных средств
Способ и установка для автоматического наложения шумоподавляющего элемента на шину для колес транспортных средств
Расширяющийся формообразующий барабан и способ для сборки шин для колес траснпортных средств
Способ и устройство для контроля шин в технологическом процессе и в установке для изготовления шин для колес транспортных средств

