Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ЭЛЕМЕНТА АВТОМОБИЛЯ И КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ АВТОМОБИЛЯ
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления конструкционного элемента автомобиля такого типа, который содержит нижний боковой порог, простирающийся между его задним концом и передним концом, и нижнюю переднюю стойку, простирающуюся, по существу, перпендикулярно от переднего конца нижнего бокового порога.
Настоящее изобретение также относится к конструкционному элементу автомобиля, изготавливаемому таким способом.
Конструкционный элемент автомобиля по изобретению предназначен для формирования нижней части контура передней двери автомобиля. Такой конструкционный элемент должен иметь высокое сопротивление пластической деформации в случае удара, например, фронтального или бокового удара во избежание проникновения любых предметов в салон автомобиля с целью защиты пассажиров. Соответственно, нижняя передняя стойка и нижний боковой порог изготавливают из материала, имеющего высокую прочность на растяжение и предел текучести, так чтобы они, по существу, не деформировались во время удара.
Однако в зоне соединения нижнего бокового порога и нижней передней стойки остается точка ослабления, поскольку эти два элемента сварены в зоне соединения. Соответственно, в случае удара зона соединения может деформироваться или соединение между нижней передней стойкой и нижним боковым порогом может быть разрушено.
Одна из задач настоящего изобретения состоит в том, чтобы устранить этот недостаток с помощью предлагаемого способа изготовления конструкционного элемента автомобиля, улучшающего соединение между нижним боковым порогом и нижней передней стойкой.
С этой целью настоящее изобретение относится к способу изготовления конструкционного элемента автомобиля вышеуказанного типа, содержащему следующие стадии, на которых:
- обеспечивают наличие заготовки внутреннего конструкционного элемента и заготовки наружного конструкционного элемента, имеющих L-образную форму, причем указанные заготовки внутреннего и наружного конструкционных элементов являются, по существу, плоскими,
- проводят горячую штамповку заготовки внутреннего конструкционного элемента для формирования внутреннего конструкционного элемента автомобиля, имеющего внутренний элемент нижнего бокового порога и внутренний элемент нижней передней стойки, выполненный как одно целое с внутренним элементом нижнего бокового порога,
- проводят горячую штамповку заготовки наружного конструкционного элемента для формирования наружного конструкционного элемента автомобиля, имеющего наружный элемент нижнего бокового порога и наружный элемент нижней передней стойки, выполненный как одно целое с наружным элементом нижнего бокового порога,
- осуществляют сборку внутреннего конструкционного элемента автомобиля и наружного конструкционного элемента автомобиля для формирования конструкционного элемента автомобиля.
Использование L-образных заготовок обеспечивает формирование внутреннего элемента нижнего бокового порога как единое целое с внутренним элементом нижней передней стойки и наружного элемента нижнего бокового порога как единое целое с наружным элементом нижней передней стойки. Соответственно, соединение между нижней передней стойкой и нижним боковым порогом является более прочным, поскольку плоскость сборки между нижней передней стойкой и нижним боковым порогом простирается по всему конструкционному элементу автомобиля между внутренним конструкционным элементом и наружным конструкционным элементом. Следовательно, конструкционный элемент автомобиля имеет большее сопротивление пластической деформации, при этом улучшается его поведение в случае удара.
В других преимущественных аспектах изобретения способ содержит один или несколько из следующих признаков, рассматриваемых по отдельности или в любом технически возможном сочетании:
- заготовка внутреннего конструкционного элемента и заготовка наружного конструкционного элемента перед горячей штамповкой указанных заготовок имеют структуру, состоящую, по существу, из феррита и перлита, причем внутренний конструкционный элемент автомобиля и наружный конструкционный элемент автомобиля после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита;
- внутренний конструкционный элемент и наружный конструкционный элемент изготавливают из закаленного под прессом стального элемента, имеющего прочность на растяжение выше 1200 МПа;
- закаленная под прессом сталь содержит в мас.%.:
0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,20% ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное железо и неизбежные примеси, образующиеся в результате обработки;
- заготовку наружного конструкционного элемента подвергают горячей штамповке для получения U-образного сечения, образующего полость, причем внутренний конструкционный элемент автомобиля выполнен с возможностью закрывания указанной полости;
- внутренний конструкционный элемент автомобиля и наружный конструкционный элемент автомобиля сваривают друг с другом лазерной сваркой для формирования конструкционного элемента автомобиля.
Изобретение также относится к конструкционному элементу автомобиля такого типа, который содержит нижний боковой порог, простирающийся между его задним концом и передним концом, и нижнюю переднюю стойку, простирающуюся, по существу, перпендикулярно от переднего конца нижнего бокового порога, причем конструкционный элемент автомобиля образован посредством сборки одного внутреннего конструкционного элемента и одного наружного конструкционного элемента, собранных вместе по плоскости сборки.
В других преимущественных аспектах изобретения конструкционный элемент автомобиля содержит один или несколько из следующих признаков, рассматриваемых по отдельности или в любом технически возможном сочетании:
- внутренний конструкционный элемент автомобиля содержит внутренний элемент нижнего бокового порога и внутренний элемент нижней передней стойки, выполненный как единое целое с внутренним элементом нижнего бокового порога, и наружный конструкционный элемент автомобиля содержит наружный элемент нижнего бокового порога и наружный элемент нижней передней стойки, выполненный как единое целое с наружным элементом нижнего бокового порога;
- сечение наружного конструкционного элемента автомобиля в плоскости, по существу, перпендикулярной плоскости сборки, образует полость, причем указанная полость закрыта сечением внутреннего конструкционного элемента автомобиля в указанной плоскости;
- конструкционный элемент автомобиля является полым трубчатым элементом, причем нижний боковой порог простирается вдоль продольной оси, и нижняя передняя стойка простирается вдоль вертикальной оси, которая, по существу, перпендикулярна продольной оси;
- конструкционный элемент автомобиля изготовлен вышеописанным способом.
Другие аспекты и преимущества изобретения станут понятными из приведенного ниже описания, приведенного в качестве примера со ссылкой на приложенные чертежи, на которых:
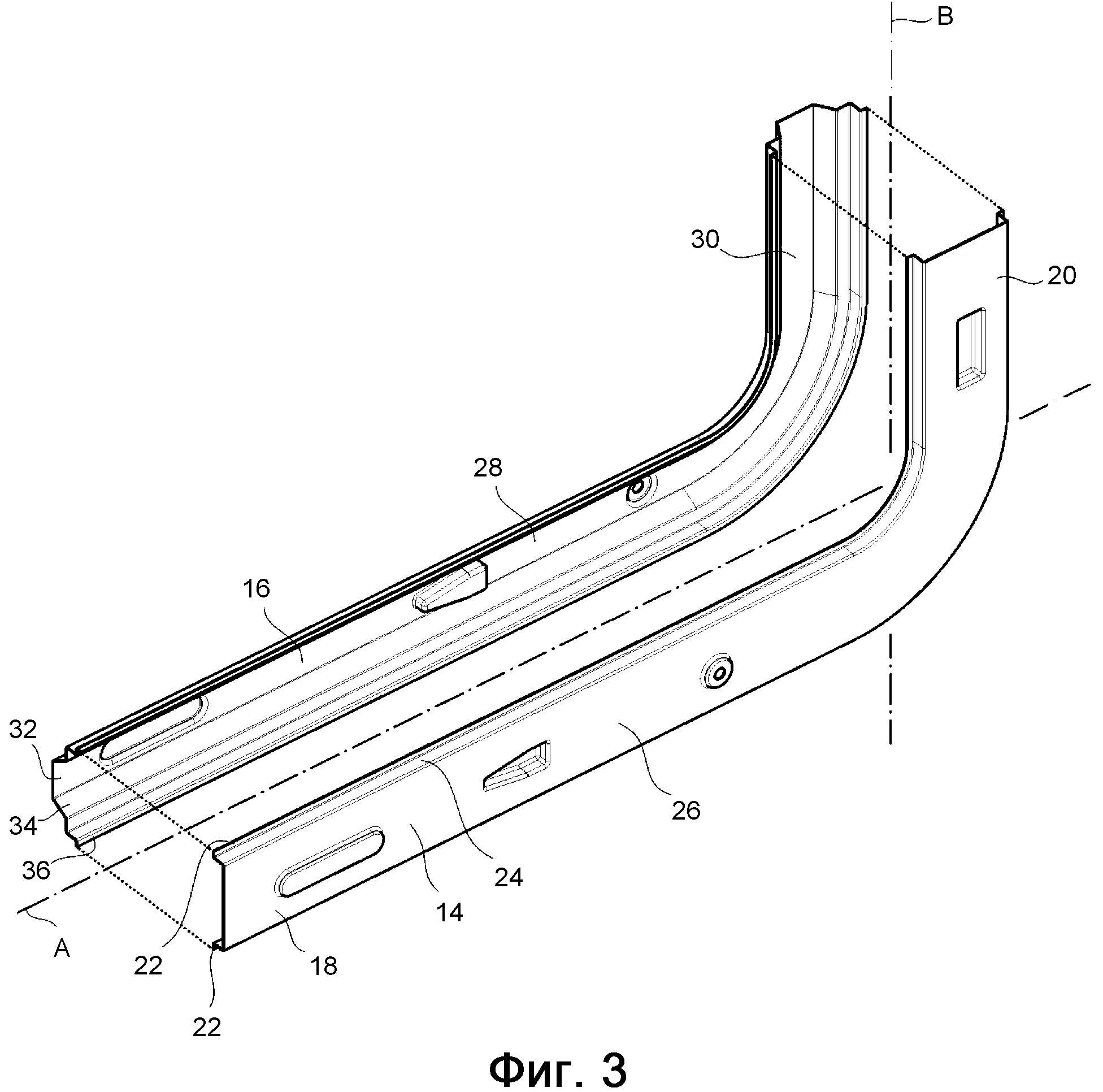
фиг. 1 – перспективный вид конструкционного элемента автомобиля по изобретению;
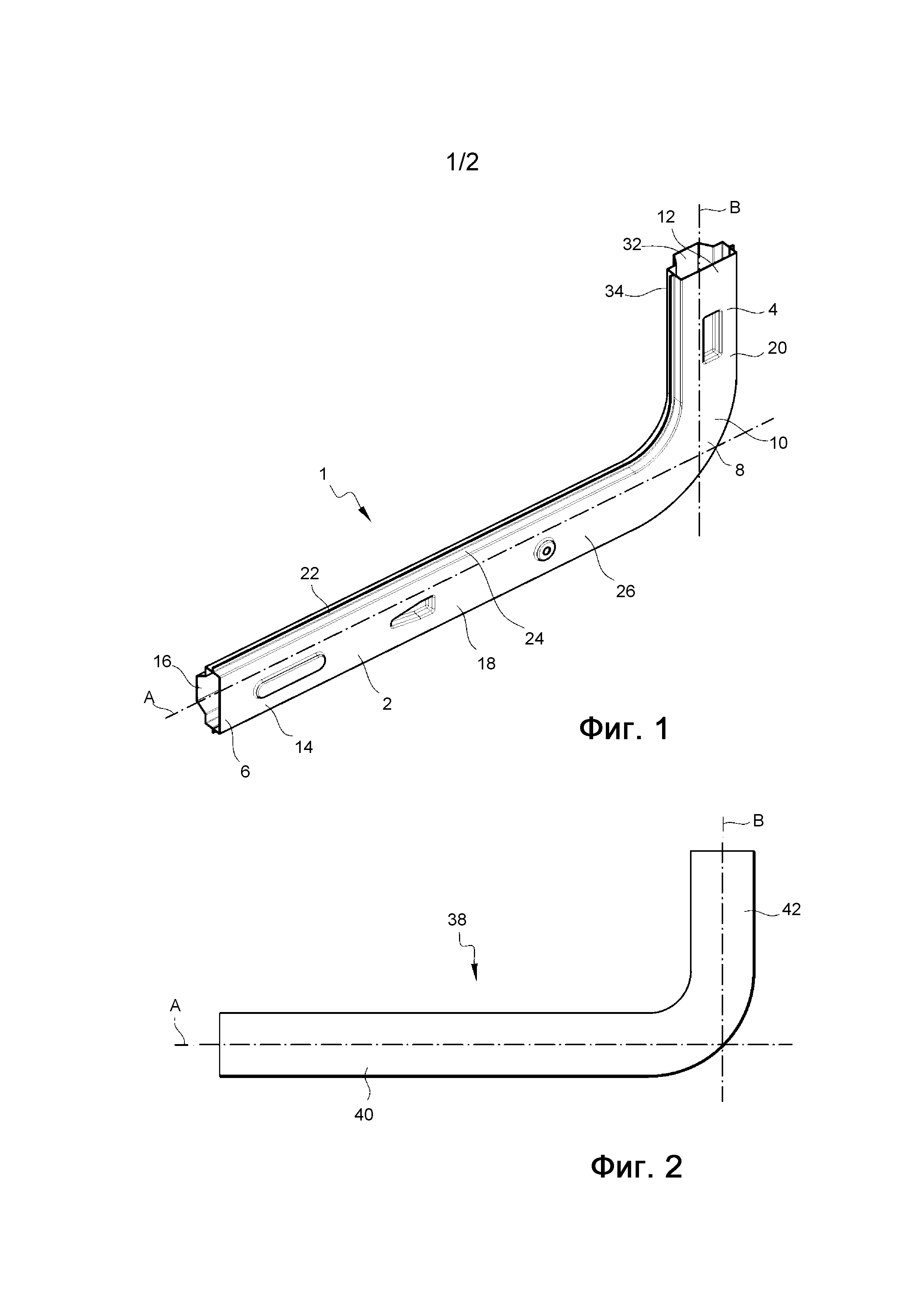
фиг. 2 – вид спереди L-образной заготовки, используемой в способе по изобретению; и
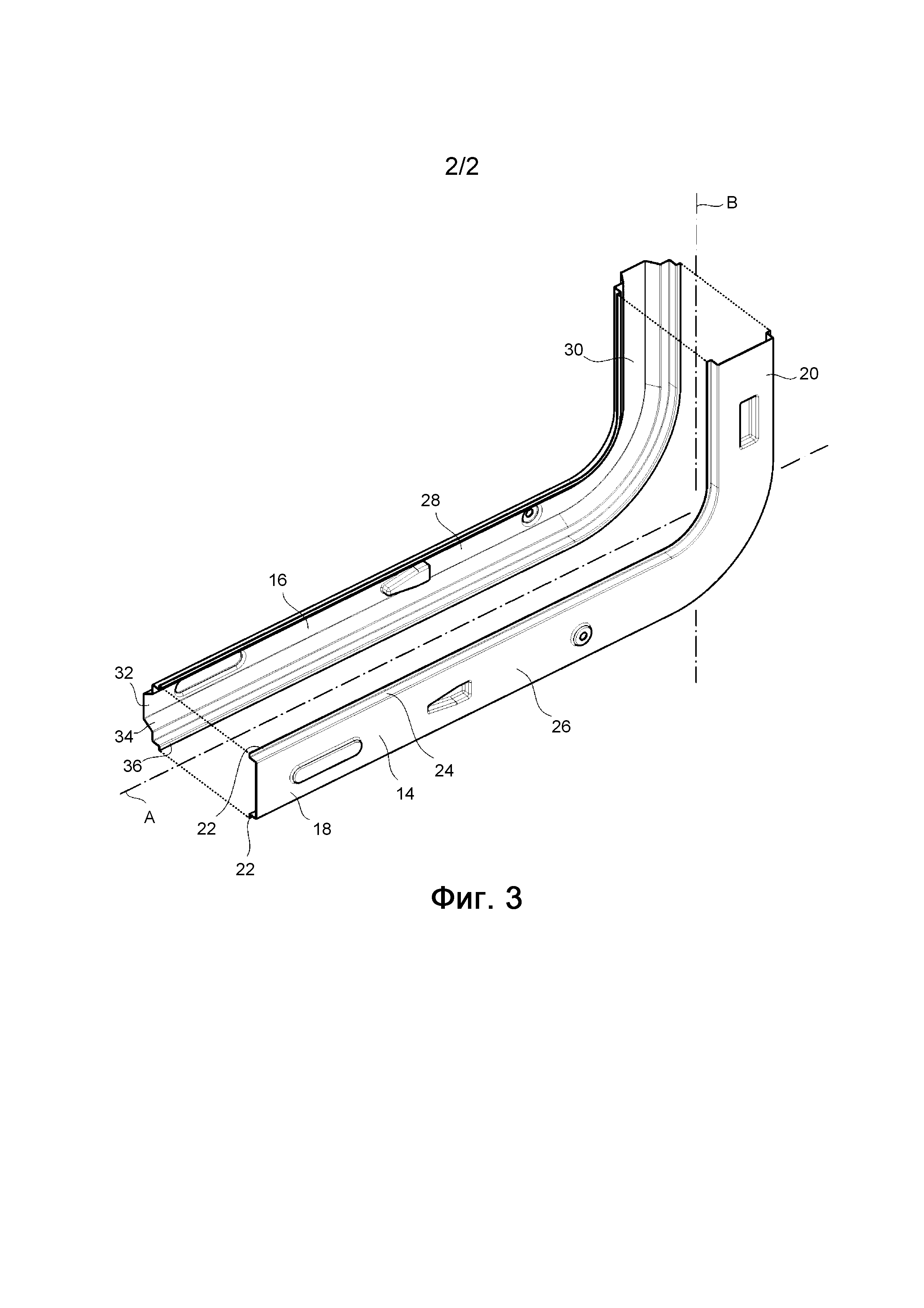
фиг. 3 – перспективный вид внутреннего конструкционного элемента автомобиля и наружного конструкционного элемента автомобиля, изготовленных горячей штамповкой L-образных заготовок из фиг. 2.
В нижеприведенном описании термин «продольный» относится к «передне-заднему» направлению вперед, и термин «поперечный» относится к направлению «право-лево» применительно к автомобилю в нормальных условиях эксплуатации. Термины «задний» и «передний» определены относительно продольного направления, и термины «верхний» и «нижний» определены относительно вертикального направления автомобиля в нормальных условиях эксплуатации. Термины «внутренний» и «наружный» определены относительно внутренней стороны и наружной стороны автомобиля. «Внутренний» определяет то, что направлено к внутренней стороне автомобиля, и «наружный» определяет то, что направлено к наружной стороне автомобиля.
Настоящее изобретение относится к способу изготовления конструктивного элемента 1 автомобиля, содержащего нижний боковой порог 2 и нижнюю переднюю стойку 4.
Такой конструктивный элемент 1 автомобиля предназначен для образования с верхним конструктивным элементом автомобиля боковой конструкции транспортного средства, такой как один или более дверных контуров, предназначенных для установки дверей автомобиля и защиты салона автомобиля от проникновения в него посторонних предметов в случае удара, например, фронтального или бокового удара.
Нижний боковой порог 2 простирается в продольном направлении между задним концом 6 и передним концом 8 продольной оси A. Нижний боковой порог 2, например, простирается по всей длине салона автомобиля в продольном направлении. Такой нижний боковой порог 2 простирается рядом со стороной панели пола автомобиля и образует самую нижнюю часть дверного контура.
Нижняя передняя стойка 4 простирается в вертикальном направлении вдоль вертикальной оси B, по существу, перпендикулярно продольной оси A. Нижняя передняя стойка 4 простирается с передней стороны автомобиля между нижним концом 10 и верхним концом 12. Нижний конец 10 расположен рядом с передним концом 6 нижнего бокового порога 2, т.е. нижняя передняя стойка 4 простирается от переднего конца 6 нижнего бокового порога 2. Нижняя передняя стойка 4 предназначена для поддержки внутренней поперечины автомобиля, продолжающейся в поперечном направлении между нижней передней стойкой 4 левого конструкционного элемента автомобиля и нижней передней стойкой правого конструкционного элемента автомобиля, и выполнена с возможностью поддержки колонки рулевого управления и других функциональных элементов автомобиля. Нижняя передняя стойка 4 также предназначена для поддержки верхней направляющей крыла, также именуемой «направляющей переднего сиденья», которая расположена перед пассажирским салоном для поддержки крыла автомобиля.
Конструкционный элемент 1 автомобиля является полым трубчатым элементом, который простирается вдоль продольной оси A вдоль нижнего бокового порога 2 и вдоль вертикальной оси B вдоль нижней передней стойки 4. Термин «трубчатый элемент» означает, что конструкционный элемент 1 автомобиля имеет замкнутое поперечное сечение, например, многоугольное поперечное сечение, в плоскостях, перпендикулярных продольной оси A вдоль нижнего бокового порога и перпендикулярных вертикальной оси B вдоль нижней передней стойки.
Конструкционный элемент 1 автомобиля выполнен из внутреннего конструкционного элемента 14 автомобиля и наружного конструкционного элемента 16 автомобиля (фиг. 3), собранных вместе в плоскости сборки, содержащей продольную ось A и вертикальную ось B.
Внутренний конструкционный элемент 14 автомобиля содержит внутренний элемент 18 нижнего бокового порога и внутренний элемент 20 нижней передней стойки. Внутренний элемент 18 нижнего бокового порога и внутренний элемент 20 нижней передней стойки выполнены как единое целое, т.е. внутренний элемент 20 нижней передней стойки выполнен как неразъемный элемент с внутренним элементом 18 нижнего бокового порога. Термин «неразъемный элемент» означает, что внутренний элемент 18 нижнего бокового порога и внутренний элемент 20 нижней передней стойки выполнены из одной и той же заготовки, как будет описано ниже, и что для внутреннего элемента 18 нижнего бокового порога и внутреннего элемента 20 нижней передней стойки не предусмотрено никаких операций крепления, таких как операция сварки. Внутренний конструкционный элемент 14 автомобиля, по существу, является плоским и содержит планки 22 под сварку, продолжающиеся в плоскости сборки с каждой стороны внутреннего элемента 18 нижнего бокового порога и внутреннего элемента 20 нижней передней стойки. В варианте выполнения, показанном на фигурах, внутренний конструкционный элемент 14 автомобиля немного углублен и содержит небольшие боковые полки 24, простирающиеся перпендикулярно от плоскости сборки и содержащие планки 22 под сварку. Боковые полки 24 простираются перпендикулярно от внутренней стороны 26, простирающейся в плоскости, параллельной плоскости сборки и образующей основную поверхность внутреннего конструкционного элемента 14 автомобиля. В том случае, когда внутренний конструкционный элемент 14 автомобиля является плоским, внутренняя сторона 26 простирается, по существу, в плоскости сборки и непосредственно содержит планки 22 под сварку.
Наружный конструкционный элемент 16 автомобиля содержит наружный элемент 28 нижнего бокового порога и наружный элемент 30 нижней передней стойки. Наружный элемент 28 нижнего бокового порога и наружный элемент 30 нижней передней стойки выполнены как единое целое, т.е. наружный элемент 30 нижней передней стойки выполнен как неразъемный элемент с наружным элементом 28 нижнего бокового порога. Термин «неразъемный элемент» означает, что наружный элемент 28 нижнего бокового порога и наружный элемент 30 нижней передней стойки выполнены из одной и той же заготовки, как будет описано ниже, и что для наружного элемента 28 нижнего бокового порога и наружного элемента 30 нижней передней стойки не предусмотрено никаких операций крепления, таких как операция сварки. Наружный конструкционный элемент 16 автомобиля имеет, согласно варианту выполнения, показанному на фиг., по существу, U-образное сечение и содержит наружную поверхность 32, простирающуюся в плоскости, параллельной плоскости сборки, и боковые полки 34, простирающиеся от наружной поверхности 32 к плоскости сборки с каждой стороны указанной наружной поверхности 32. Боковые полки 34 содержат планки 36 под сварку, простирающиеся в плоскости сборки. Боковые полки 34 могут иметь различную форму, например, плоскую форму, простирающуюся в плоскости, перпендикулярной плоскости сборки, или более сложную форму с участками, продолжающимися в разных плоскостях, как показано на фиг. 1 и 3. Таким образом, наружный конструкционный элемент 16 автомобиля определяет полость, открытую по направлению к плоскости сборки и ограниченную наружной поверхностью 32 и боковыми полками 34.
Внутренний конструкционный элемент 14 автомобиля расположен рядом с полостью, определяемой наружным конструкционным элементом 16, когда внутренний конструкционный элемент 14 автомобиля прикреплен к наружному конструкционному элементу 16, как показано на фиг. 1. Следовательно, замкнутое сечение конструктивного элемента 1 автомобиля определяется сечением внутреннего конструкционного элемента 14 автомобиля и сечением наружного конструкционного элемента 16 автомобиля.
Ниже приведено описание способа изготовления вышеописанного конструктивного элемента 1 автомобиля.
В первую очередь обеспечивают наличие заготовки внутреннего конструкционного элемента и заготовки наружного конструкционного элемента. Следует принять во внимание, что заготовки внутреннего конструкционного элемента и наружного конструкционного элемента имеют одну и ту же форму за исключением некоторых геометрических особенностей. Соответственно, ниже приведено описание только одной заготовки 38, показанной на фиг. 2.
Заготовка изготовлена из стального листа, например, посредством лазерной резки стального листа для получения заготовки требуемой формы. Перед горячей штамповкой указанных заготовок сталь имеет, например, структуру, состоящую, по существу, из феррита и перлита. Эта структура такова, что внутренний конструкционный элемент 14 и наружный конструкционный элемент 16 после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита. Соответственно, внутренний конструкционный элемент 14 и наружный конструкционный элемент 16 изготавливают из стального элемента с закалкой под прессом. Сталь с закалкой под прессом предпочтительно имеет прочность на растяжение выше 1200 МПа.
Такая сталь может содержать, например, в % масс.: 0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное железо и неизбежные примеси, образующиеся в результате обработки.
В другом предпочтительном варианте выполнения сталь содержит, например, 0,20% ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное железо и неизбежные примеси, образующиеся в результате обработки. При таких пределах содержания указанных элементов прочность на растяжение элемента с закалкой под прессом составляет 1300 – 1650 МПа.
В еще одном предпочтительном варианте выполнения сталь содержит, например, 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное железо и неизбежные примеси, образующиеся в результате обработки. При таких пределах содержания указанных элементов прочность на растяжение элемента с закалкой под прессом составляет выше 1800 МПа.
Несмотря на то, что заготовка внутреннего конструкционного элемента и заготовка наружного конструкционного элемента изготовлены из одного и того же материала, следует принять во внимание, что изобретение не ограничивается таким вариантом выполнения. Заготовки могли бы быть изготовлены из разных материалов, например, из разных сортов стали, для получения определенных механических характеристик внутреннего и наружного конструкционных элементов автомобиля. Согласно примеру материал заготовки внутреннего конструкционного элемента и материал заготовки наружного конструкционного элемента могли бы быть выбраны таким образом, чтобы наружный конструкционный элемент автомобиля имел прочность на растяжение выше прочности на растяжение внутреннего конструкционного элемента автомобиля.
Толщина заготовки 38 составляет, к примеру, 0,7 – 3 мм. Толщина заготовки внутреннего конструкционного элемента также может отличаться от толщины заготовки наружного конструкционного элемента, например, может быть меньше указанной толщины для обеспечения определенных механических характеристик внутреннего конструкционного элемента 14 автомобиля и наружного конструкционного элемента 16 автомобиля.
Заготовка 38 является, по существу, плоской. Заготовка 38 имеет L-образную форму и содержит участок 40 нижнего бокового порога и участок 42 нижней передней стойки. Участок 40 нижнего бокового порога продолжается вдоль оси A, соответствующей продольной оси, и имеет длину, измеряемую вдоль оси A, равную длине нижнего бокового порога 2. Участок 42 нижней передней стойки продолжается от одного конца участка 40 нижнего бокового порога вдоль оси B, соответствующей вертикальной оси, по существу, перпендикулярной оси A. Длина участка 42 нижней передней стойки, измеряемая вдоль оси B, равна длине нижней передней стойки 4. Ширина заготовки 38, измеряемая в направлении, перпендикулярном оси A на участке 40 нижнего бокового порога, и в направлении, перпендикулярном оси B на участке 42 нижней передней стойки, по существу, равна сложенным ширине внутренней поверхности 26, ширине боковых полок 24 и ширине планок 22 под сварку для заготовки внутреннего конструкционного элемента и сложенным ширине наружной поверхности 32, ширине боковых полок 34 и ширине планок 36 под сварку для заготовки наружного конструкционного элемента.
Заготовку внутреннего конструкционного элемента подвергают горячей штамповке для формирования внутреннего конструкционного элемента 14. В частности, горячая штамповка участка 40 нижнего бокового порога этой заготовки формирует внутренний элемент 18 нижнего бокового порога, и горячая штамповка участка 42 нижней передней стойки формирует внутренний элемент 20 нижней передней стойки. Соответственно, из одной заготовки получают внутренний конструкционный элемент 14.
Заготовку наружного конструкционного элемента подвергают горячей штамповке для формирования наружного конструкционного элемента 16. В частности, горячая штамповка участка 40 нижнего бокового порога этой заготовки формирует наружный элемент 28 нижнего бокового порога, и горячая штамповка участка 42 нижней передней стойки формирует наружный элемент 30 нижней передней стойки. Соответственно, из одной заготовки получают наружный конструкционный элемент 16.
Внутренний конструкционный элемент 14 автомобиля и наружный конструкционный элемент 16 автомобиля в дальнейшем крепят друг к другу в плоскости сборки посредством крепления друг к другу планок 22 внутреннего конструкционного элемента автомобиля и планок 36 наружного конструкционного элемента автомобиля. Это крепление, к примеру, получают с помощью лазерной сварки.
Соответственно, конструкционного элемент 1 автомобиля изготавливают посредством сборки одного внутреннего конструкционного элемента 14 автомобиля и одного наружного конструкционного элемента 16 автомобиля.
Таким образом, изготовление конструкционного элемента 1 автомобиля становится более простым, поскольку оно требует только выполнения горячей штамповки и сборки двух заготовок. Кроме того, не требуется операция соединения нижней передней стойки и нижнего бокового порога, поскольку эти элементы выполнены как единое целое.
Кроме того, полученный конструкционный элемент 1 автомобиля является более прочным и имеет большее сопротивление пластической деформации, благодаря отсутствию зоны ослабления в соединении между нижним боковым порогом 2 и нижней передней стойкой 4. Крепление внутреннего конструкционного элемента 14 автомобиля к наружному конструкционному элементу 16 автомобиля распределено по всей длине нижнего бокового порога 2 и нижней передней стойки 4. Соответственно, полученный конструкционный элемент 1 автомобиля надлежащим образом приспособлен к выдерживанию ударов и препятствует проникновению посторонних предметов в салон автомобиля.
Бамперный брус для автотранспортного средства и способ его изготовления
Конструкция нижней части транспортного средства и кузов транспортного средства
Конструкция основания кузова транспортного средства и кузов транспортного средства

