Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к электрополированию лопаток моноколеса и может быть использовано в турбомашиностроении при обработке лопаток моноколеса газотурбинных двигателей (ГТД) и установок (ГТУ), для обеспечения необходимых физико-механических и эксплуатационных свойств деталей турбомашин, а также в качестве подготовительной операции перед ионно-имплантационным модифицированием поверхности детали и нанесением защитных ионно-плазменных покрытий.
Рабочие лопатки ГТД в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, а также эрозионному разрушению. Исходя из предъявляемых к эксплуатационным свойствам требований, для изготовления лопаток компрессора ГТД и ГТУ применяются легированные стали и титановые сплавы, а для газовых турбин ГТД и ГТУ лопатки из жаропрочных никелевых сплавов.
Лопатки турбин обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. В этой связи появляются проблемы при использовании механического полирования поверхностей лопаток турбомашин. Поэтому развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Наиболее перспективными методами обработки лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987.], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86., а также Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3].
Известен способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, 1996, БИ№3].
Известные способы электрохимического полирования не позволяют производить качественное полирование поверхности лопаток моноколес.
Известен также способ электролитно-плазменного полирования деталей из титановых сплавов [Патент РФ №2373306, МПК C25F 3/16. Способ многоэтапного электролитно-плазменного полирования изделий из титана и титановых сплавов. Бюл. №32, 2009], включающий погружение детали в электролит, содержащий окислитель, фторсодержащее соединение и воду, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала.
Однако известный способ [Патент РФ №2373306, МПК C25F 3/16] является многостадийным, что приводит с одной стороны к возрастанию сложности процесса обработки деталей, снижению качества и надежности процесса обработки из-за необходимости обеспечения большего количества параметров процесса и их соотношений, а также к повышению его трудоемкости.
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, опубл. 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.1991].
Однако известные способы электрополирования не позволяют производить однородную обработку поверхности деталей имеющих большую площадь поверхности, таких, например, как моноколеса с лопатками.
Известен также способ полирования металлической детали, заключающийся в заполнении электропроводящими гранулами рабочего контейнера, выполненного из электропроводного материала, закрепление детали на держателе, погружении детали в электропроводящие гранулы, заполняющие контейнер, подключении детали к аноду, а контейнера к катоду [WO 2017186992 - |Method for smoothing and polishing metals via ion transport by means of free solid bodies, and solid bodies for carrying out said method. Опубл. 2017.11.02].
Однако известный способ [WO 2017186992] низкой производительностью, особенно при обработке деталей большой площадью поверхности, таких как моноколеса с лопатками.
Наиболее близким техническим решением к заявляемому способу является способ электрополирования моноколеса с лопаткими, включающий электрохимическое полирование лопаток в растворе электролита [Патент США №5028304, МПК В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91.]
Однако известный способ [Патент США №5028304] не позволяет обеспечить высокое качество поверхности деталей большой площади, таких например, как моноколеса с лопатками, поскольку не обеспечивается равномерность взаимодействия электролита с обрабатываемой поверхностью лопаток моноколеса.
Кроме того, способ-прототип [Патент США №5028304] при обработке изделий, имеющих значительную площадь поверхности выделяется чрезмерное количество тепла, что делает процесс нестабильным и приводит к возникновению дефектов на поверхности лопаток. При этом обработка крупных изделий, к которым относятся моноколеса компрессора ГТД, требуется значительное количество электроэнергии и при реализации процесса полирования в этих условиях резко снижается к.п.д. обработки.
Известно устройство для электрохимического полирования, содержащая рабочую ванну в форме короба, на верху которой размещен защитный кожух, а на его верху - крышка с размещенным на ней манипулятором в виде механизма вертикального перемещения с подвеской, с токоподводом от источника питания и с приводом, снабженным устройством регулировки - отслеживания скорости погружения изделия, нагреватели, кассета, средство слива электролита и средство вывода его испарения, имеющее воздухоотсос, а также регулятор усреднения температуры электролита, связанный с рабочей ванной,. (Патент РФ №2323279. МПК C23F 7/00. Установка для электролитно-плазменного полирования. опубл. 27.04.2008 Бюл. №12)
Наиболее близким техническим решением, выбранным в качестве прототипа устройства является устройство для электрополирования металлических деталей, выполненное из электропроводного материала в виде контейнера с открытым верхом [Заявка США №20180200863. МПК В24В 37/04 Removable electro-mechanical device for burnishing and smoothing metal parts. Опубл 19.07.2018 г.] содержит контейнер для электролита, опорный элемент для размещения обрабатываемых деталей и систему для осуществления перемещений и дополнительного механического воздействия на процесс обработки.
Однако известные устройства для электрохимического полирования не могут быть использованы для полирования моноколес с лопатками в среде электропроводящих гранул.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества обработки и надежности процесса полирования лопаток моноколес за счет обеспечения равномерного взаимодействия гранул с поверхностью обрабатываемой детали и уменьшения текущей площади обработки.
Техническим результатом предлагаемого изобретения является повышение качества и однородности обработки поверхности моноколес с лопатками.
Технический результат достигается за счет того, что в способе электрополирования моноколеса с лопатками, включающем электрохимическое полирование лопаток моноколеса в растворе электролита отличающийся тем, что после проведения электрохимического полирования вынимают лопатку из раствора электролита, погружают лопатку в контейнер с гранулами, выполненными из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул, осуществляют контакт с гранулами всей полируемой поверхности обрабатываемой части лопатки, приводят упомянутые гранулы в вибрационное движение частотой от 50…400 Гц, обеспечивающее равномерное омывание гранулами полируемой части лопатки моноколеса, подают на моноколесо и гранулы электрический потенциал и осуществляют дополнительное полирование лопатки в среде упомянутых гранул до получения заданной шероховатости полируемой поверхности, причем моноколесо погружают в упомянутые гранулы частично, охватывая только сегмент моноколеса на глубину, обеспечивающую полное погружение лопатки, находящейся в центре сегмента, а гранулы приводят в возвратно-поступательное движение в направлении вдоль спинки и корыта лопатки, а моноколесо вращают относительно его продольной оси со скоростью обеспечивающей полирование поверхности лопаток до получения заданной шероховатости, по крайней мере за один цикл поворота моноколеса относительно его продольной оси, причем в процессе полирования моноколесо совершает угловые колебательные движения, наклонясь по обе стороны от вертикали на 45 угловых градуса в вертикальной плоскости, проходящей через продольную ось моноколеса.
Кроме того возможны следующие приемы способа: в качестве анионитов упомянутых гранул используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают размерами из диапазона от 0,1 до 0,4 мм; после электрополирования гранулами проводят поверхностное упрочнение пера лопаток имплантацией ионов азота, причем ионно-имплантационную обработку поверхности лопатки проводят при энергии от 20 до 35 кэВ, дозой от 1,2⋅1017 см-2 до 1,8⋅1017 см-2; электрополирование гранулами проводят в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс; электрополирование гранулами проводят подавая на моноколесо положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В; электрохимическое полирование проводят в режиме электролитно-плазменной обработки при напряжении от 280 до 320 В; используют моноколесо, выполненное из легированной стали, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NaF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NaF и KF при содержании NaF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л и HF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3, или в электролитах составов, мас. %: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода - Остальное;
используют моноколесо, выполненное из титанового сплава, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л CrO3; используют моноколесо, выполненное из никелевого сплава, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
|
Технический результат достигается за счет того, что в устройстве для электрополирования моноколеса с лопатками, выполненным из электропроводного материала в виде контейнера с открытым верхом, в отличие от прототипа, контейнер выполнен электроизолированным с внешней стороны, снабжен токоподводами к контейнеру и к электроизолированным от контейнера электродам, вибратором, обеспечивающим вибрационное движение упомянутым гранулам частотой от 50…400 Гц, устройством для закрепления моноколеса с лопатками и устройством, обеспечивающим подъем и опускание моноколеса, его вращение вокруг своей продольной оси, возвратно-поступательное перемещение моноколеса, его угловое колебательное движение, обеспечивающего угол наклона продольной оси моноколеса до 45 угловых градуса на обе стороны от вертикали.
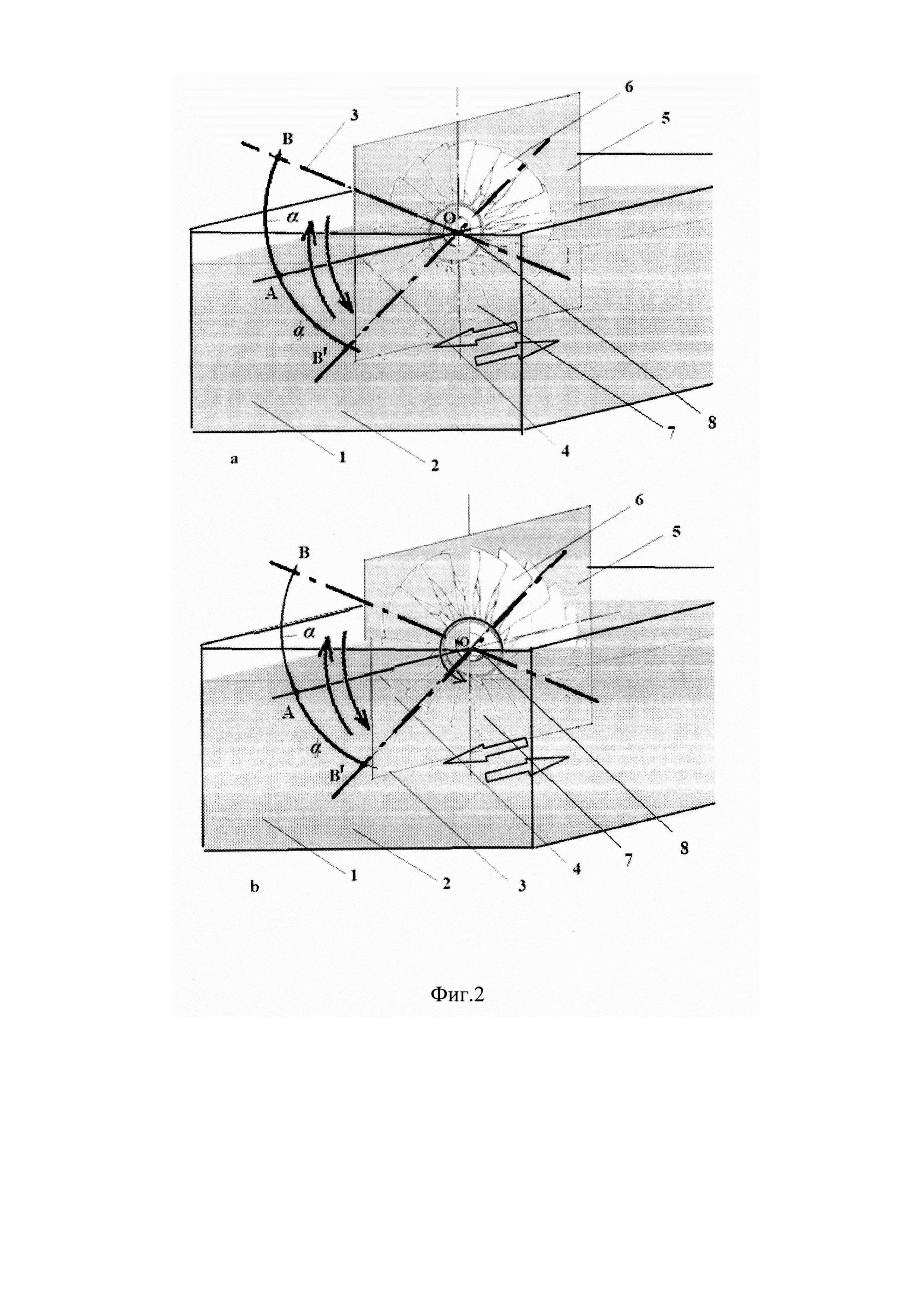
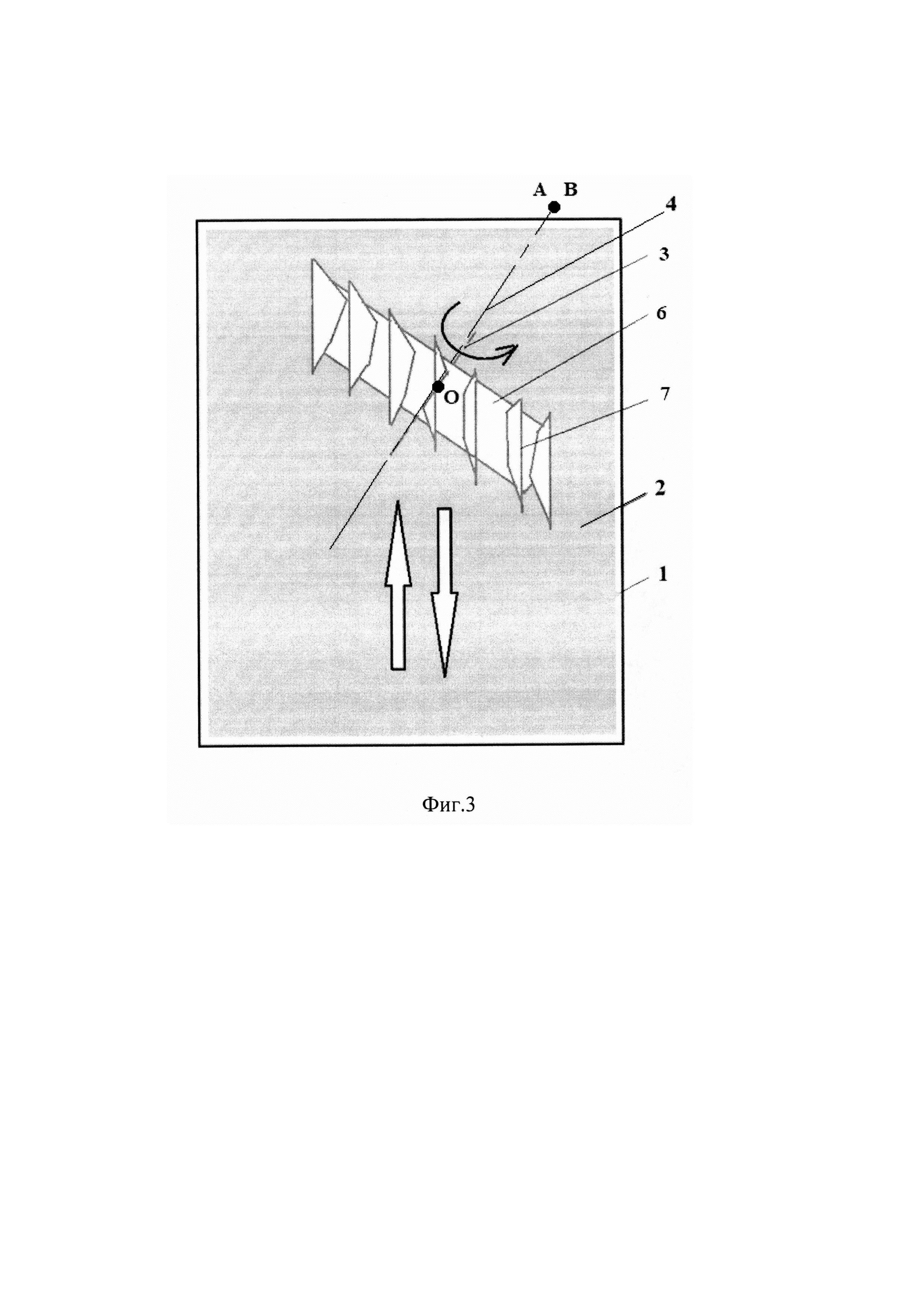
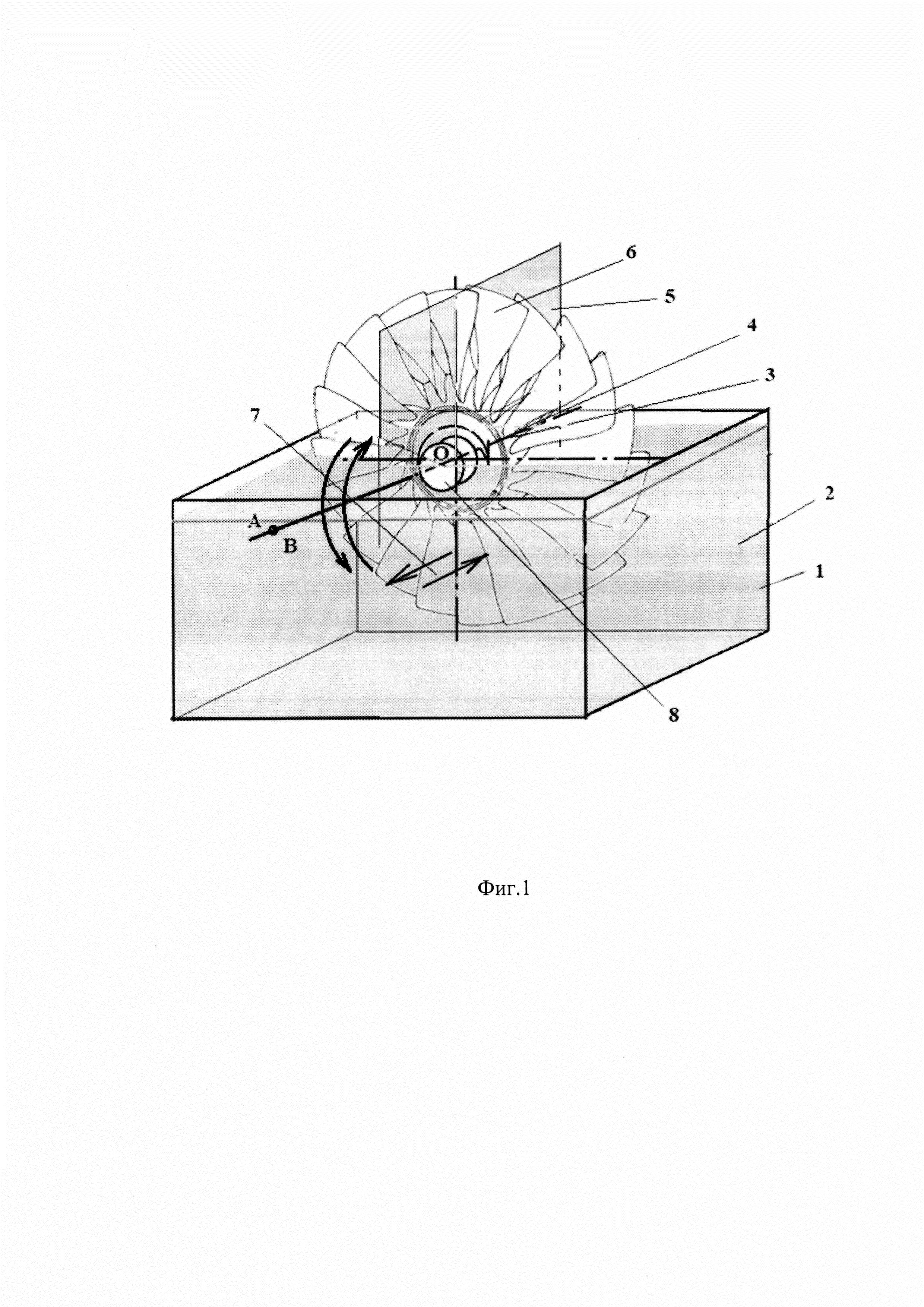
Изобретение поясняется следующей схемой. На фиг. 1 фиг. 2 и фиг. 3 показан процесс электрополирования лопатки моноколеса. На фиг. 1 представлен процесс электрополирования моноколеса при совпадении его продольной оси с направлением перемещения относительно гранул, на фиг. 2 - моноколесо в процессе полирования лопаток при совершении им угловых колебательных движений (фиг. 2а - при верхнем положении продольной оси моноколеса, фиг. 2b - при нижнем положении продольной оси моноколеса), фиг. 3 процесс полирования моноколеса (вид снизу). Фигуры 1, 2 и 3 содержат: 1 - рабочий контейнер; 2 - гранулы, выполненные из анионитов, пропитанных раствором электролита; 3 - продольная ось моноколеса, 4 - горизонталь, совпадающая с направлением возвратно-поступательного движения моноколеса; 5 - вертикальная плоскость, проходящая через продольную ось моноколеса; 6 - моноколесо; 7 - текущая (обрабатываемая) лопатка моноколеса; 8 - держатель изделия. (Стрелками показано возвратно-поступательное движение рабочего контейнера (или моноколеса относительно контейнера); скругленной стрелкой - направление вращения моноколеса, согнутая дугой пара стрелок - угловые колебания продольной оси моноколеса; ОВ - продольная ось моноколеса, OA - направление возвратно-поступательного движения моноколеса, дуга ВАВ' - полный размах угловых колебательных движений продольной оси моеоколеса; ОАВ - вертикальная плоскость, проходящая через продольную ось моноколеса; α - угловые колебательные движения моноколеса.
Заявляемый способ электрополирования лопаток моноколеса осуществляется, а устройство работает следующим образом. Одним из известных способов проводят электрохимическое полирование (ЭХП) лопаток моноколеса 6 в растворе электролита. После ЭХП, для устранения дефектов обработки ЭХП проводят финишное полирование в среде электропроводящих гранул, в режиме ионного переноса. Для этого, моноколесо вынимают из ванны с электролитом и погружают в контейнер с электропроводящими гранулами. Перед погружением моноколеса подготавливают устройство для полирования в среде проводящих гранул. Для этого рабочий контейнер 1 (фиг. 1 и фиг. 2). заполняют гранулами 2, выполненными из анионитов, пропитанных раствором электролита. Пропитка гранул анонитов электролитом делает их электропроводящими. Обрабатываемое моноколесо 6 закрепляют на держателе изделий 8 и погружают нижнюю его часть (сегмент) в рабочий контейнер 1 с гранулами 2, прикладывают к обрабатываемому моноколесу 6 положительный электрический потенциал (анод), а к электропроводящим гранулам - отрицательный электрический потенциал (катод), приводят гранулы 2 в вибрационное движение частотой от 50…400 Гц, придают гранулам 2 возвратно-поступательное движение. (При обработке в импульном режиме со сменой полярности, моноколесо 6 и гранулы 2 поключают к источникам электропитания, обеспечивающим заданные характеристики диапазона частот импульсов, период импульсов и др). Моноколесо 6 погружают в электропроводящие гранулы частично, охватывая только его сегмент (фиг. 1), причем погружение осуществляют на глубину, обеспечивающую полное погружение текущей обрабатываемой лопатки 7, находящейся в центре сегмента моноколеса 6. Гранулы 2 приводят в возвратно-поступательное движение в направлении вдоль спинки и корыта лопатки 7 (показано стрелками) (фиг. 1, фиг. 2, фиг. 3), обеспечивающем равномерное омывание гранулами 2 спинки и корыта лопатки 7 и вращают моноколесо 6 относительноего продольной оси ОВ со скоростью обеспечивающей полирование поверхности лопаток моноколеса 6. При этом возвратно-поступательное движение гранул 2 может быть обеспечено за счет возвратно-поступательных движений рабочего контейнера 1 или моноколеса 6. Моноколесо 6 закрепляют на держателе 8 с возможностью поворота моноколеса 6 как вокруг своей продольной оси 3, так и с возможностью совершения угловых колебательных движений в плоскости, проходящей через вертикаль и продольную ось 3 моноколеса 6. В процессе полирования моноколесо 6 совершает угловые колебательные движения, наклонясь по обе стороны от вертикали на 45 угловых градуса (угол а) в вертикальной плоскости 5, проходящей через продольную ось 3 (ось ОВ) моноколеса 6 (фиг. 2). В процессе полирования текущей лопатки 7 моноколеса 6, обеспечивают возвратно-поступательное движения гранул 2 во всем объеме рабочего контейнера 1, а в процессе обработки текущей лопатки 7, держатель 8 поворачивает моноколесо 6 вокруг его продольной оси 3, постепенно погружая в гранулы 2 очередную обрабатываемую лопатку, которая становится текущей (обрабатываемой в данный момент) лопаткой 3. Указанный цикл последовательного полирования лопаток моноколеса 6 повторяют до окончания полирования всех его лопаток.
Для полирования лопаток моноколеса 6 используют рабочий контейнер 1 в виде коробки, выполненной с возможностью обеспечения возвратно-поступательного движения и снабжают держателем изделий 8 для обеспечения угловых колебаний моноколеса 6. Рабочий контейнер 1 выполняют электроизолированным с внешней его стороны, снабжают токоподводами к контейнеру и к электроизолированным от контейнера электродам, обеспечивающи электрический контакт с гранулами, а также вибратором, обеспечивающим вибрационное движение упомянутым гранулам частотой от 50…400 Гц, устройством (держателем изделий 8) для закрепления моноколеса 6, а также устройством, обеспечивающим подъем и опускание моноколеса 6, его вращение вокруг своей продольной оси, возвратно-поступательное перемещение моноколеса, его угловое колебательное движение, обеспечивающего угол наклона продольной оси моноколеса до 45 угловых градуса на обе стороны от вертикали.
В качестве гранул 2 могут использоваться гранулы, выполненные из анионитов, пропитанных раствором электролита. В качестве анионитов могут использоваться ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают размерами из диапазона от 0,1 до 0,4 мм. Гранулы 2 выполняются пористыми из материала, обеспечивающего заполнение пор электролитом без образования пленки электролита на его внешней поверхности. В частности, гранулы могут быть выполнены из сульфированного сополимера стирол-дивинилбензола.
Электрополирование гранулами проводят либо без смены полярности, либо со сменой полярности.
При полировании без смены полярности электрополирование гранулами проводят подавая на моноколесо положительный, а на гранулы отрицательный электрический потенциал, величина которого находится в пределах от 25 до 35 В. Кроме того, электрохимическое полирование проводят можно проводить в режиме электролитно-плазменной обработки при напряжении от 280 до 320 В.
При полировании со сменой полярности в импульном режиме, частоты импульсов выбирают в диапазоне от 20 до 100 Гц, периода импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
При полировании моноколеса из легированной стали, в качестве электролитов для пропитки гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NaF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NaF и KF при содержании NaF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л и HF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3, или в электролитах составов, мас. %: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода - Остальное;
в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л CrO3;
При полировании моноколеса, выполненного из титанового сплава, в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л CrO3.
При полировании моноколеса, выполненного из никелевого сплава в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
|
После электрополирования гранулами можно проводить поверхностное упрочнение пера лопаток имплантацией ионов азота при энергии от 20 до 35 кэВ, дозой от 1,2⋅1017 см-2 до 1,8⋅1017 см-2.
Кроме того, в процессе полирования может дополнительно производится относительное движение обрабатываемого моноколеса 6 и рабочего контейнера 1 в режимах возвратно-поступательного движения (фиг. 3). Процесс полирования осуществляют до получения заданной величины шероховатости поверхности лопаток.
Возвратно-поступательные движения гранул 2 и их вибрация позволяют обеспечить равномерную обработку всей поверхность текущей лопатки 7 и тем самым повысить качество и однородность ее поверхности. Кроме того, за счет создания однородных условий для всего объема гранул 2, обеспечивается равномерное протекание электрических процессов ионного переноса.
При осуществлении способа происходят следующие процессы. При возвратно-поступательном движении гранул происходят их столкновения с обрабатываемой поверхностью детали. При этом столкновения между гранулами происходят также и во всем объеме рабочего контейнера, создавая таким образом для всего объема гранул равномерные условия протекания электрических процессов. При этом электрические процессы между деталью (анодом) и гранулами (катодом) происходят за счет контакта массы электропроводных гранул друг с другом и с находящимся под отрицательным потенциалом рабочего контейнера и/или введенных в массу гранул электродов (катодов), находящихся под отрицательным потенциалом. При столкновениях гранул с микровыступами на обрабатываемой поверхности детали происходит ионный унос массы с микровыступов, в результате чего происходит выравнивание поверхности, уменьшается ее шероховатость и происходит полирование поверхности.
Были проведены также следующие исследования по полированию моноколес из легированых сталей, никелевых и титановых сплавов. Неудовлетворительным результатом (Н.Р.) считался результат в котором отсутствовал эффект полирования или уменьшения шероховатости поверхности детали. При получении эффекта полирования результат признавался удовлетворительным (У.Р.)
Во всех случаях, следующие режимы обработки моноколес оказались универсальными.
Гранулы, выполненные из анионитов и пропитанными раствором электролита размерами от 0,1 до 0,4 мм (0,05 мм (Н.Р.), 0,1 мм (У.Р.), 0,2 мм (У.Р.), 0,4 мм (У.Р.), 0,6 мм (Н.Р.)).
Применяемые аниониты - ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС, Анионит Purolite А520Е, Lewatit S 6328 А (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus МК 51», «Lewatit MonoPlus MP 68», Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании лопаток из легированных сталей.
При обработке использовались колебательные движения с частотой от 50…400 Гц: 40 Гц (Н.Р.), 50 Гц (У.Р.), 100 Гц (У.Р.), 150 Гц (У.Р.), 250 Гц (У.Р.), 300 Гц (У.Р.), 350 Гц (У.Р.), 400 Гц (У.Р.), 450 Гц (Н.Р.) и амплитудой 1,0 до 6,0 мм (0,5 мм - Н.Р., 1,0 мм-У.Р., 2,0 мм - У.Р., 3,0 мм - У.Р., 4,0 мм - У.Р., 5,0 мм - У.Р., 6,0 мм - У.Р., 7,0 мм - Н.Р.).
При импульном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15 Гц (Н.Р.), 20 Гц (У.Р.), 40 Гц (У.Р.), 60 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (У.Р.), 120 Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс: 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса -20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока(У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс - (У.Р.) выход за пределы диапазона - (Н.Р.).
Первая группа: моноколеса из легированных сталей.
Обработке подвергались лопатки моноколес из легированных сталей ЭП718-ИД, ВЖ105-ИД, ЭП718-ПД, ВЖ105-ПД..)
Условия обработки по предлагаемому способу.
1. Первый этап:
1.1. Либо обработка методом ЭХП:
Электрический потенциал (напряжение): 25 В - 30 В.
Электролит: смесь ортофосфорной и уксусной кислот и глицерина при соотношении компонентов, мас. %: ортофосфорная кислота 60% уксусная кислота 30% глицерин 10% при плотности тока 2 А/дм2.
1.2. Либо обработка методом ЭПП:
Электрический потенциал (напряжение): 280 В - 290 В.
Электролит - водный раствор соли фторида аммония концентрацией 5,0 г/литр.
Температура процесса обработки: 85°С.
2. Второй этап (электрополирование в среде гранул):
Промывка лопаток моноколеса в дистиллированной воде.
Применяемые электролиты для пропитки гранул, выполненных из анионитов:
1) NH4F, концентрацией от 6 до 24 г/л (выход за пределы концентраций NH4F от 6 до 24 г/л дает отрицательный результат);
2) NaF, концентрацией от 4 до 18 г/л, (выход за пределы концентраций от 4 до 18 г/л, дает отрицательный результат);
3) KF концентрацией от 35 до 55 г/л, (выход за пределы концентраций от 35 до 55 г/л, дает отрицательный результат);
4) смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат) и KF - от 30 до 50 г/л (выход за пределы концентраций KF - от 30 до 50 г/л, дает отрицательный результат),
5) смеси NaF и KF при содержании NaF - от 3 до 14 г/л (выход за пределы концентраций NaF - от 3 до 14 г/л, дает отрицательный результат), и KF - от 35 до 60 г/л (выход за пределы концентраций KF - от 35 до 60 г/л, дает отрицательный результат),
6) смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л (выход за пределы концентраций NH4F - от 4 до 12 г/л, дает отрицательный результат) и KF - от 35 до 55 г/л (выход за пределы концентраций KF - от 35 до 55 г/л, дает отрицательный результат),
7) смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л (выход за пределы концентраций NH4F - от 3 до 9 г/л, дает отрицательный результат), и KF - от 20 до 30 г/л, (выход за пределы концентраций KF - от 20 до 30 г/л, дает отрицательный результат), и NaF - от 10 до 25 г/л (выход за пределы концентраций NaF - от 10 до 25 г/л, дает отрицательный результат),
8) смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат), и HF - от 3 до 5 г/л (выход за пределы концентраций HF от 3 до 5 г/л, дает отрицательный результат),
9) от 8 до 14% водном растворе NaNO3 (выход за пределы концентраций NaNO3 от 8 до 14%, дает отрицательный результат).
Вторая группа: моноколеса из титановых сплавов марок ВТ9, ВТ-1, ВТ3-1, ВТ8. Детали погружали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту - отрицательное напряжение. Полирование лопатки моноколеса производили в два этапа: вначале к обрабатываемой лопатке прикладывали электрический потенциал величиной от 27 до 34 В и проводили полирование до достижения минимально возможной при использовании ЭХП величины шероховатости. В качестве электролита использовали водный раствор смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л. Затем, вынимали моноколесо из ванны, погружали ее в контейнер с электропроводящими пористыми гранулами, пропитанного электролитом состава водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л и проводили второй, финишный этап полирования при плотности тока 1,2 до 1,8 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Первый этап (ЭХП):
Электрический потенциал (напряжение): 24 В - Н.Р.; 27 В - (У.Р.); 28 В - У.Р.; 31 В - У.Р.; 34 В - Н.Р.
Электролит - водный раствор смеси NH4F и K.F при содержании NH4F (4 г/л - Н.Р., 5 г/л - У.Р., 8 г/л - У.Р., 10 г/л - У.Р., 12 г/л - У.Р., 15 г/л - У.Р., более 15 г/л - Н.Р.) и KF (25 г/л - Н.Р., 30 г/л - У.Р., 35 г/л - У.Р., 40 г/л - У.Р., 50 г/л - У.Р., 55 г/л - Н.Р.)
Второй этап (электрополирование в среди гранул):
Состав электролита: водный раствор смеси NH4F и KF при содержании NH4F (6 г/л - Н.Р., 8 г/л - У.Р., 10 г/л - У.Р., 12 г/л - У.Р., 14 г/л - У.Р., более 14 г/л - Н.Р.) и KF (32 г/л - Н.Р., 36 г/л - У.Р., 42 г/л - У.Р., 45 г/л - У.Р., 48 г/л - У.Р., 52 г/л - Н.Р.)
Третья группа: моноколеса из николевых сплавов марок ЖС6У, ЖС32. Погружали детали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту - отрицательное напряжение. Полирование поверхности лопатки моноколеса производили в два этапа: вначале к обрабатываемой лопатке прикладывали электрический потенциал величиной от 26 до 28 В и проводили полирование до достижения минимально возможной при использовании ЭХП величины шероховатости. В качестве электролита использовали водный раствор соли фторида аммония концентрацией 5,5-10,0 г/литр. Затем, вынимали лопатку из ванны, погружали ее в контейнер с электропроводящими пористыми гранулами, пропитанными электролитом состава водный раствор соли фторида аммония концентрацией 6-9,0 г/литр и проводили второй, финишный этап полирования при плотности тока 1,5 до 2,1 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Первый этап (ЭХП):
Электрический потенциал (напряжение): 23 В - Н.Р.; 26 В - У.Р.; 27 В - У.Р.; 28 В - У.Р.; 30 В - Н.Р.
Электролит - водный раствор соли фторида аммония концентрацией: 5,0 г/литр - Н.Р.; 5,5 г/литр - У.Р.; 6,5 г/литр - У.Р.; 8,0 г/литр - У.Р.; 10,0 г/литр - У.Р.; 12 г/литр - Н.Р.
Второй этап (электрополирование в среде гранул):
Погружение лопаток в контейнер с электропроводящими пористыми гранулами, пропитанными электролитом состава водный раствор соли фторида аммония концентрацией 6-9,0 г/литр (5,0 г/литр (Н.Р.), 6,0 г/литр (У.Р.), 7,0 г/литр (У.Р.), 8,0 г/литр (У.Р.), 10,0 г/литр (У.Р.), 12,0 г/литр (Н.Р.) ) и при плотности тока 1,5 до 2,1 А/см2 (1,3 А/см2 (Н.Р.), 1,5 А/см2 (У.Р.), 1,6 А/см2 (У.Р.), 1,9 А/см2 (У.Р.), 2,1 А/см2 (У.Р.), 2,3 А/см2 (Н.Р.)).
По сравнению с известным способом полирования [WO 2017186992] производительность процесса обработки моноколес из легированных сталей, титановых и никелевых сплавов по предлагаемому способу в среднем в 4,5-5,0 раза выше, а по сравнению со способом-прототипом патент США №6165345]. При этом качество и однородность поверхности лопатки значительно улучшается (при использовании прототипа [патент США №6165345] разброс значений шероховатости поверхности в среднем составляет Ra 0,30…0,04 мкм, а при обработке по предлагаемому способу составляет Ra 0,04…0,02 мкм).
Система электроснабжения летательного аппарата
Генератор электрической энергии для космического аппарата
Способ повышения износостойкости детали типа зубчатое колесо
Способ ионного азотирования в скрещенных электрических и магнитных полях
Способ ионной очистки в скрещенных электрических и магнитных полях перед вакуумной ионно-плазменной обработкой
Устройство для беспроводной чрескожной передачи энергии сердечному насосу
Регулятор постоянного напряжения и способ управления им
Способ электрополирования лопаток блиска и устройство для его реализации
Способ электрополирования лопатки гтд из легированной стали и устройство для его реализации
Способ обработки кромок пластинчатого торсиона несущего винта вертолета и устройство для его реализации
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ управления бурением скважин с автоматизированной системой оперативного управления бурением скважин
Способ изготовления огнестойкого шланга
Способ электрополирования металлической детали
Способ электрополирования лопаток блиска
Способ формирования нанокристаллического поверхностного слоя на детали из сплава на никелевой основе (варианты)
Способ фрикционной сварки листовых заготовок
Способ упрочняющей обработки детали из сплава на никелевой основе (варианты)
Прирабатываемая вставка уплотнения турбины
Способ импульсной обработки продуктивного пласта при добыче углеводородного сырья и система управления, его осуществляющая

