Результат интеллектуальной деятельности: СИСТЕМА ОЧИСТКИ ДЛЯ УСТРОЙСТВА С РЕГУЛИРУЕМОЙ ЕМКОСТЬЮ ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ, ПРИМЕНЯЕМЫХ В ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к системе очистки для устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности.
Предпосылки создания изобретения
В табачной промышленности применяются накопительные бункеры, которые располагают в производственных линиях между машинами, объем выпуска которых может изменяться во времени, или которые могут быть временно деактивированы, например, машинами для производства сигарет, машинами для производства фильтрующих стержней, машинами для упаковки. Такие бункеры могут быть описаны как многоуровневые устройства для транспортировки и хранения с регулируемой емкостью, применяемые для транспортировки между машинами и временного хранения стержнеобразных элементов, таких как ацетатные фильтрующие стержни, многосегментные фильтрующие стержни, содержащие сыпучий материал или другие наполнители, или сигареты в собранном виде. Такие бункеры обычно расположены между машинами для производства стержнеобразных элементов и машинами для их упаковки в упаковочную тару или контейнеры. Накопительная машина такого типа описана в европейском патенте EP2219480. Машина содержит кольцевые опорные элементы одинакового диаметра, расположенные в ряд один над другим, на которых расположены кольцевые конвейеры для транспортировки стержнеобразных элементов, расположенных во множестве слоев, поперечно их направлению транспортировки. Конвейер такого бункера может иметь форму замкнутой цепи или замкнутой ленты и может содержать свой собственный узел привода.
Производимые стержнеобразные элементы часто содержат сыпучий фильтрующий материал, такой, как гранулят древесного угля, который выпадает из продуктов на конвейер во время транспортировки. При транспортировке сигарет, табак может выпадать из их конца на транспортировочный конвейер. Выпавший сыпучий материал, расположенный на конвейере, может оказывать существенное влияние на чистоту и качество транспортируемых стержнеобразных элементов.
Более того, заполнение бункера элементами, поступающими из разных производственных партий, и освобождение от них может увеличивать риск того, что отдельное изделие останется на конвейере и смешается с другими элементами, произведенными в следующей партии элементов, попадающих в бункер.
Обычной практикой для очистки конвейеров в машинах в табачной промышленности является применение сжатого воздуха, направляемого оператором. Такой способ применим, только когда оператор имеет надлежащий доступ к конвейеру.
В табачной промышленности известны устройства для очистки конвейеров, транспортирующих стержнеобразные элементы. Европейский патент EP1661634 описывает устройство для очистки конвейера, выполненное с возможностью приема стержнеобразных продуктов табачной индустрии. Недостаток этого устройства связан с большими размерами камеры для очистки, через которую проходит очищаемый конвейер.
Существует необходимость обеспечения системы очистки для обеспечения чистоты конвейера и чистоты транспортируемых элементов, и устранения риска смешивания элементов, поступивших из разных производственных партий.
Сущность изобретения
В данном документе раскрыта система очистки для устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности, при этом устройство содержит по меньшей мере один кольцевой конвейер, расположенный на неподвижном опорном элементе устройства и по меньшей мере один кольцевой конвейер устройства, расположенный на поворотном опорном элементе, при этом конвейеры расположены один над другим, и при этом система очистки содержит узлы очистки, прикрепленные к опорным элементам и направленные к поверхности транспортировки конвейера, расположенной под определенным узлом очистки, и выполненные с возможностью удаления загрязнений с поверхности транспортировки этого конвейера. По меньшей мере один узел очистки прикреплен к неподвижному опорному элементу и по меньшей мере один узел очистки прикреплен к поворотному опорному элементу.
Узел очистки может содержать по меньшей мере один наконечник для сжатого воздуха.
По меньшей мере один наконечник для сжатого воздуха может быть направлен под углом от 0 градусов до 45 градусов относительно вертикальной оси в направлении поверхности транспортировки конвейера.
Над по меньшей мере одним конвейером могут быть расположены радиально по меньшей мере два узла очистки.
По меньшей мере один узел очистки, прикрепленный к неподвижному опорному элементу, может быть выполнен с возможностью очистки конвейера, расположенного на поворотном опорном элементе.
По меньшей мере один узел очистки, прикрепленный к поворотному опорному элементу, может быть выполнен с возможностью очистки конвейера, расположенного на неподвижном опорном элементе.
Также раскрыт многоуровневый бункер, имеющий регулируемую емкость и содержащий систему очистки, как описано выше.
Также описан способ очистки для устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности, при этом устройство содержит по меньшей мере один кольцевой конвейер устройства, расположенный на неподвижном опорном элементе, и по меньшей мере один кольцевой конвейер, расположенный на поворотном опорном элементе, при этом конвейеры расположены один над другим, при этом узлы очистки прикреплены к опорным элементам и направлены к поверхности транспортировки конвейера, расположенной под определенным узлом очистки, и выполнены с возможностью удаления загрязнений с поверхности транспортировки этого конвейера. Способ включает последовательное активирование узлов очистки для удаления загрязнений, начиная от самого верхнего узла очистки до самого нижнего узла очистки; удаление загрязнений с конвейера, расположенного на поворотном опорном элементе, посредством по меньшей мере одного узла очистки, прикрепленного к неподвижному опорному элементу; и удаление загрязнений с конвейера, расположенного на неподвижном опорном элементе, посредством по меньшей мере одного узла очистки, прикрепленного к поворотному опорному элементу.
После удаления загрязнений с поверхности транспортировки конвейера способ может включать активацию удаления загрязнений с поверхности транспортировки конвейера, расположенной внизу.
Способ может включать удаление загрязнений с конвейера посредством потока воздуха, направленного по меньшей мере от одного наконечника для сжатого воздуха узла очистки.
Способ может включать направление потока воздуха, выходящего по меньшей мере из одного наконечника, под углом от 0 до 45 градусов относительно вертикальной оси в направлении поверхности транспортировки конвейера.
Способ может включать удаление загрязнений по меньшей мере с одного конвейера посредством по меньшей мере двух узлов очистки, расположенных радиально на равных промежутках над конвейером, таким образом, каждый узел очистки выполнен с возможностью удаления загрязнений только с части всей длины конвейера.
Краткое описание графических материалов
Система показана посредством примеров вариантов осуществления на графических материалах, на которых:
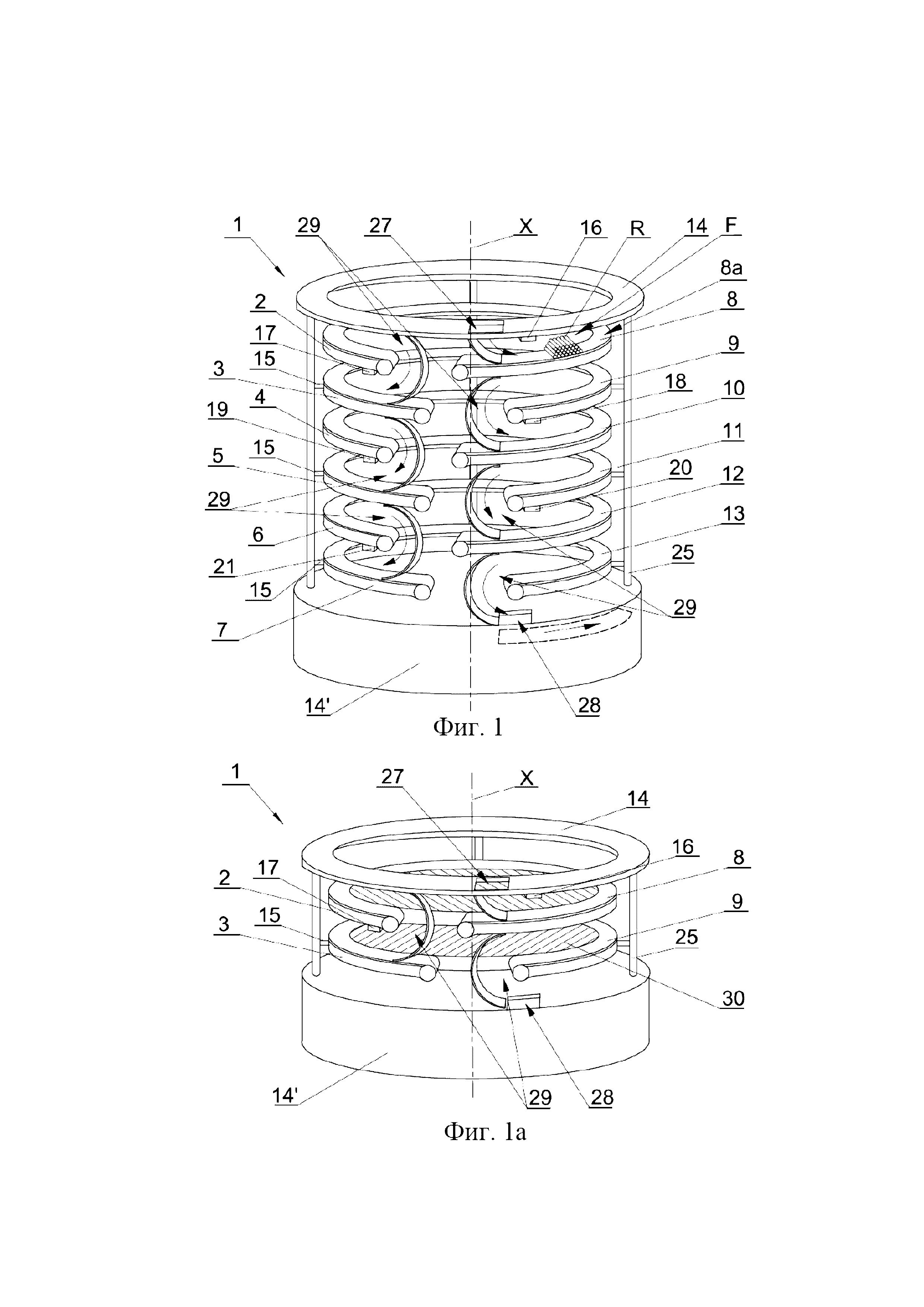
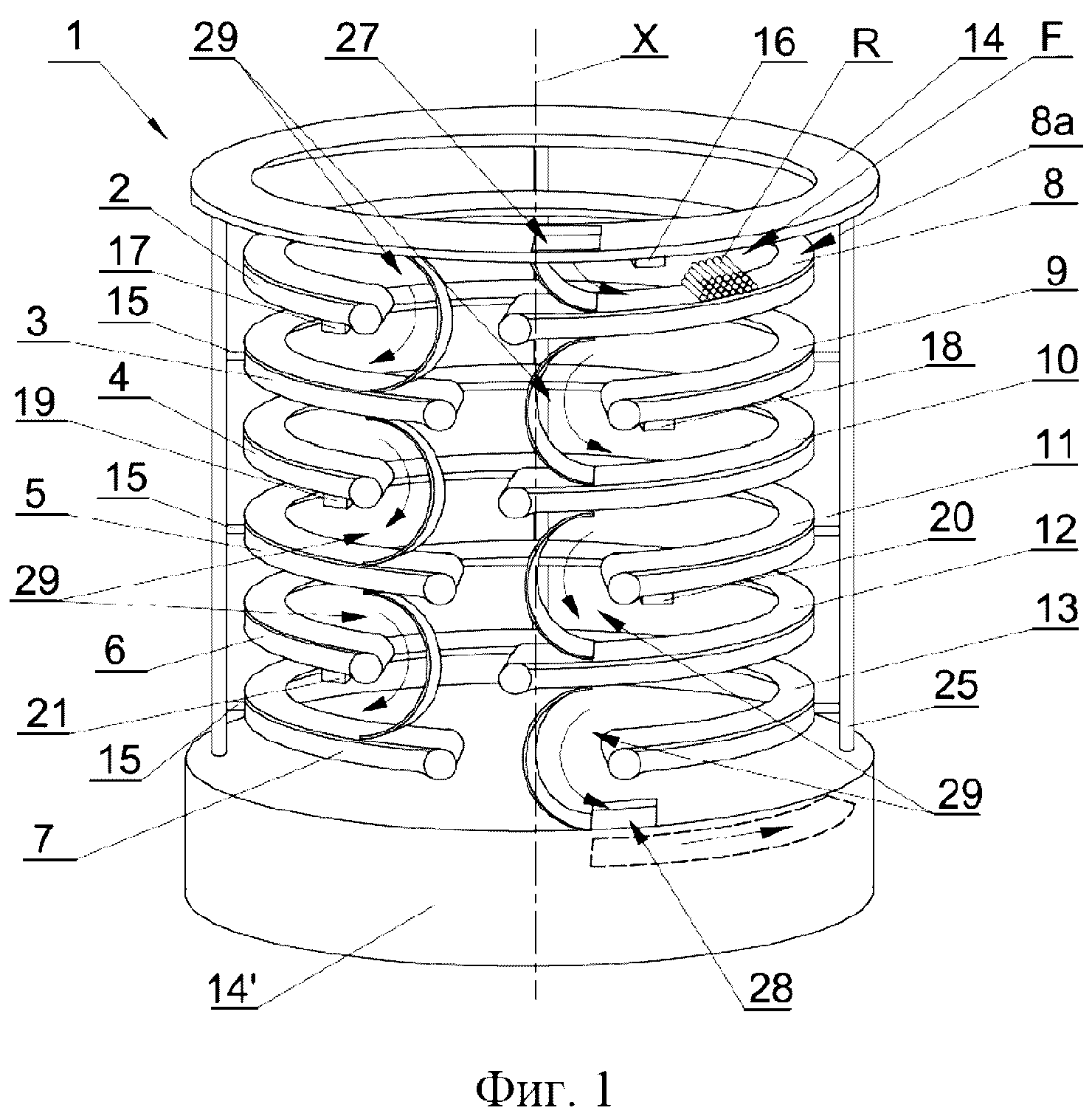
фиг. 1 показывает вид в изометрии первого варианта осуществления устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности;
фиг. 1a показывает вид в изометрии первого варианта осуществления устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности;
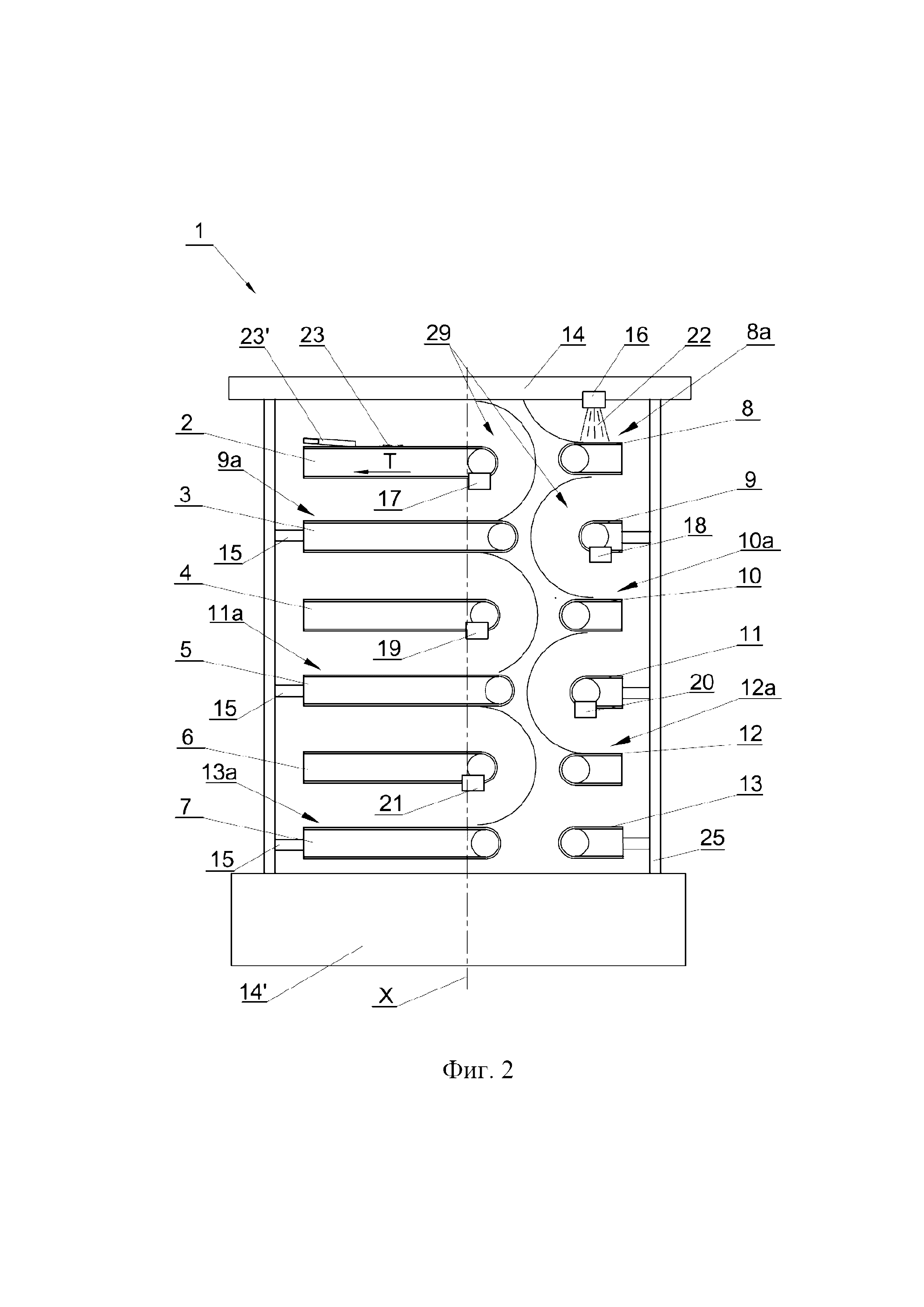
фиг. 2 показывает вид спереди устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности;
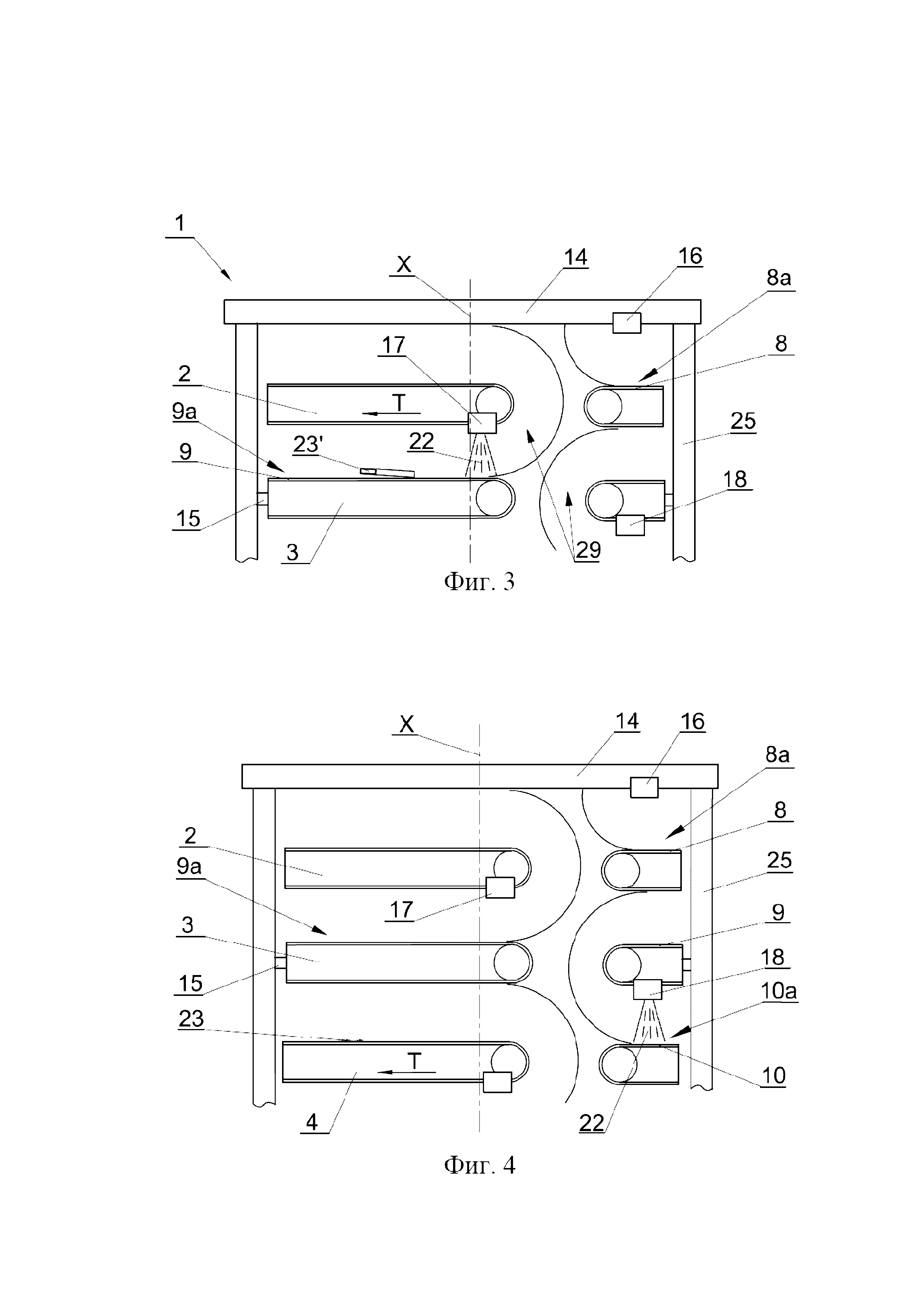
фиг. 3 показывает участок устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности, во время процесса очистки конвейера;
фиг. 4 показывает следующий участок устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности, во время процесса очистки конвейера;
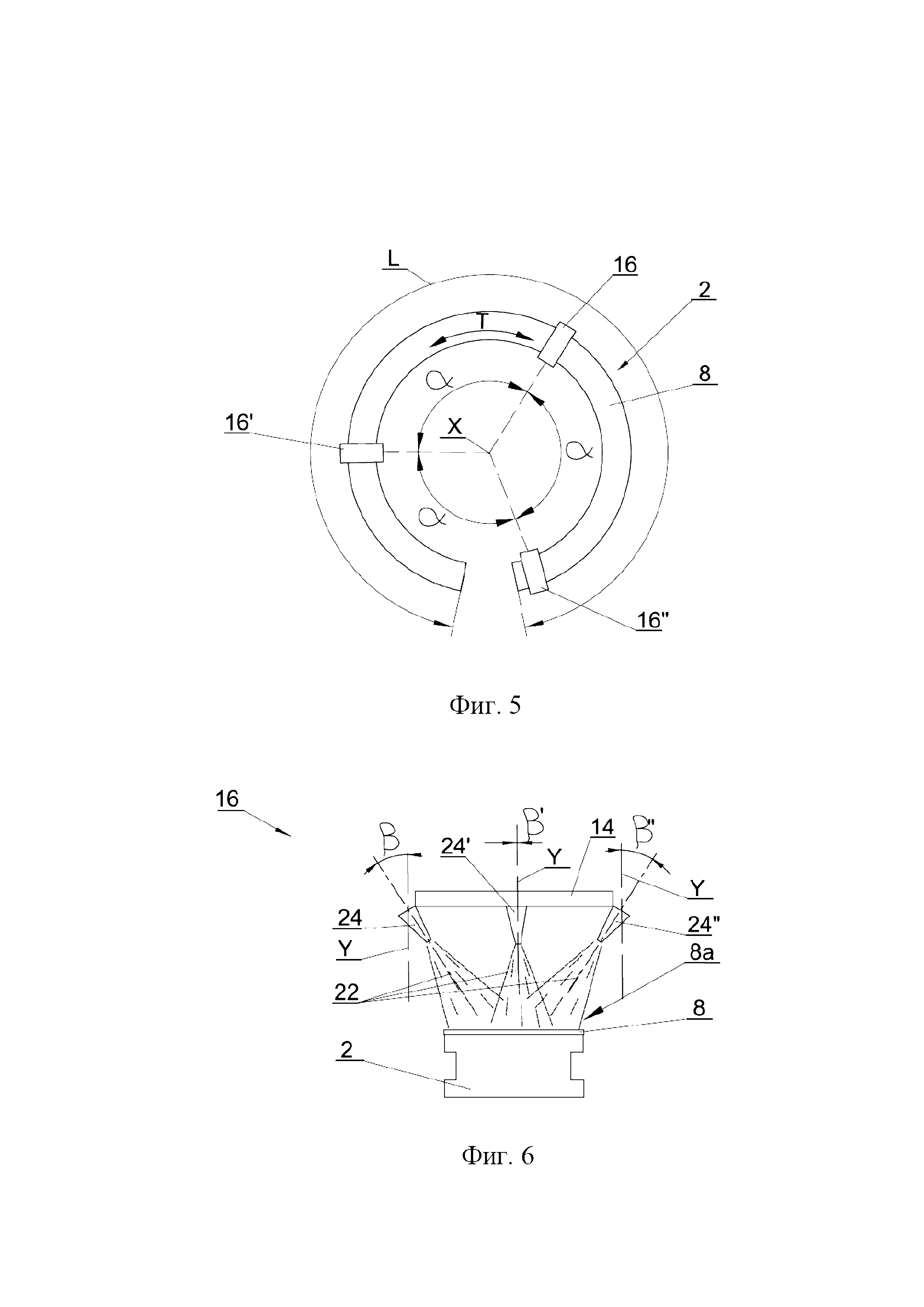
фиг. 5 показывает вид сверху распределения узлов очистки над одним из конвейеров;
фиг. 6 показывает вид спереди углового положения узлов очистки относительно поверхности конвейера;
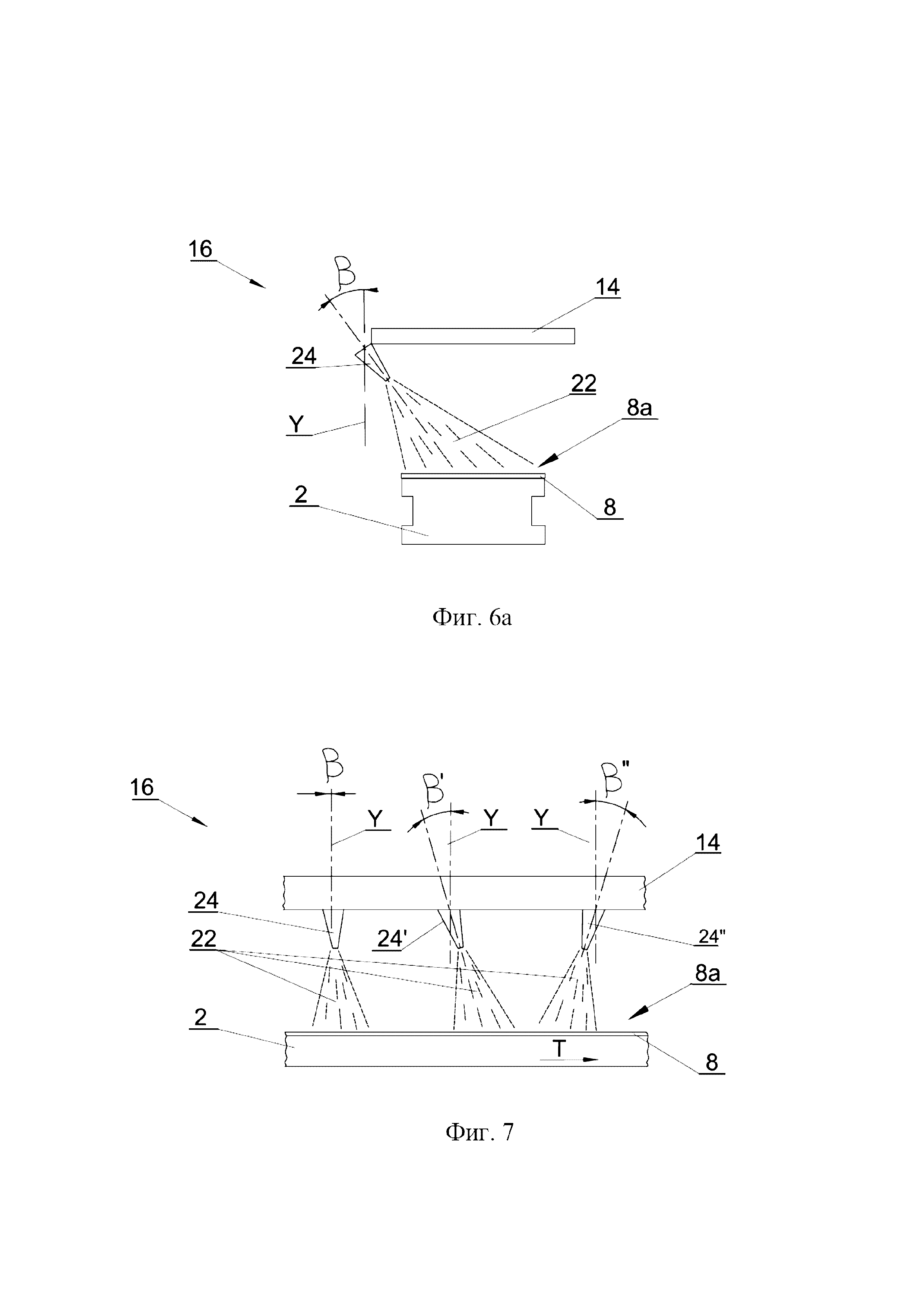
фиг. 6a показывает вид спереди углового положения наконечника для сжатого воздуха относительно поверхности конвейера;
фиг. 7 показывает пример расположения очищающих наконечников для сжатого воздуха относительно друг друга над конвейером.
Подробное описание изобретения
Фиг. 1 показывает вид в изометрии многоуровневого устройства с регулируемой емкостью для транспортировки и хранения стержнеобразных элементов, применяемых в табачной промышленности. В последующем описании данное устройство может просто быть названо бункером. Бункер 1 имеет множество уровней, определенных кольцевыми опорными элементами 2—7, на которых расположены замкнутые кольцевые конвейеры 8—13. Устройство 1 имеет входное отверстие 27, через которое подают стержнеобразные элементы R, и выходное отверстие 28, через которое стержнеобразные элементы R выдают из бункера. Стержнеобразные элементы, которые подают в бункер через входное отверстие 27, размещают на самом верхнем конвейере, вдоль которого их транспортируют в виде многослойного потока (показана только часть массового потока F). Затем они движутся через канал 29 и размещаются на последующем конвейере ниже. В результате последовательных смещений, обозначенных стрелками, через последовательные уровни устройства, стержнеобразные элементы движутся к самому нижнему конвейеру и выдаются из бункера через выходное отверстие 28. Накопительная емкость бункера 1 является регулируемой посредством углового изменения положения конвейеров бункера на соседних уровнях, что в результате приводит к изменению количества аккумулируемых элементов между входным отверстием и выходным отверстием. Последовательные уровни бункера являются неподвижными и поворотными и расположены таким образом, что поворотные уровни следуют за неподвижными уровнями и наоборот. В представленном варианте осуществления, кольцевые опорные элементы 2—7 имеют форму колец, однако, также возможно выполнить опорные элементы 2—7 как цельные колеса 30, при этом конвейеры расположены на их окружности, как показано на фиг. 1a. Конвейер может иметь форму цепного транспортера со звеньями цепи, выполненными, например, из пластмассы, или может иметь форму ленты, выполненной из текстильного или другого материала. Каждый конвейер снабжен узлом привода (не показан на фиг.) для приведения в действие цепи или ленты. Опорная конструкция бункера 1 содержит кольцевые опорные элементы 2—7, 14, 14’, которые расположены соосно и вертикально один над другим. Вертикальные зазоры между соседними кольцевыми опорными элементами выполнены с возможностью регулирования для того, чтобы обеспечить многослойный массовый поток F стержнеобразных элементов R. Кольцевые опорные элементы 2—7, 14, 14’ включают неподвижные опорные элементы 3, 5, 7, 14, 14’ и поворотные опорные элементы 2, 4, 6. В представленном варианте осуществления поворотные опорные элементы 2, 4, 6 бункера 1 расположены в чередовании с неподвижными опорными элементами 3, 5, 7, 14, которые соединены с неподвижной конструкцией 25 бункера 1 с помощью крепежных средств 15. Бункер может быть выполнен таким образом, что все поворотные опорные элементы 2, 4, 6 соединены и имеют один общий узел привода (не показан на фигуре). В другом варианте осуществления, каждый поворотный опорный элемент 2, 4, 6 и, таким образом, каждый конвейер 8, 10, 12 может иметь независимый узел привода (не показан на фигуре) для его поворота вокруг оси X. Над каждым конвейером 8, 9, 10, 11, 12, 13 расположен узел 16, 17, 18, 19, 20, 21 очистки, соответственно. Процесс очистки конвейера начинается предпочтительно после того, как бункер 1 полностью освобожден от стержнеобразных элементов. Сначала активируют узел очистки, расположенный над самым верхним конвейером бункера. После очистки самого верхнего конвейера, нижние конвейеры последовательно очищают, до самого нижнего конвейера. Узел 16 очистки, показанный на фиг. 2 расположен над поворотным опорным элементом 2 и прикреплен к неподвижному опорному элементу 14 бункера 1. Сжатый воздух 22 выдувается из наконечника (показан на фиг. 6) узла очистки 16 в направлении поверхности транспортировки 8A конвейера 8, расположенного на поворотном опорном элементе 2. Сжатый воздух 22, применяемый для очистки конвейеров 8—13, может быть ионизирован для удаления статических зарядов, находящихся на поверхности конвейера. Поворотный опорный элемент 2, во время поворота вокруг оси X в направлении T вызывает соответствующее перемещение конвейера 8 под потоком сжатого воздуха 22. Поверхность транспортировки 8A конвейера 8 последовательно очищают для удаления загрязнений 23 и стержнеобразных элементов 23’, находящихся на ней. Загрязнения 23 и стержнеобразные элементы 23’ могут выпадать на нижние конвейеры и в контейнер, расположенный на самом нижнем неподвижном элементе 14’. Фиг. 5 показывает пример радиального расположения узлов 16, 16’, 16’’ очистки над конвейером 8. Поворотный опорный элемент 2 выполнен с возможностью поворота на угол α для того, чтобы способствовать очистке всей длины L поверхности транспортировки конвейера 8. Например, когда отдельный узел 16, 17, 18, 19, 20, 21 очистки прикреплен к одному из конвейеров 8, 9, 10, 11, 12, 13 бункера 1, из этого следует, что поворотный опорный элемент 2, 4, 6 должен поворачиваться на угол, близкий к 360° (при этом во время очистки конвейера узел привода цепи или ленты активирован), чтобы, таким образом, очищать всю поверхность транспортировки. После завершения цикла очистки, то есть после очистки всей поверхности L конвейера 8, 9, 10, 11, 12, активный в настоящее время узел 16, 17, 18, 19, 20, 21 очистки деактивируют и затем активируют следующий узел очистки, расположенный на нижнем уровне. Как показано на фиг. 3, после очистки поверхности транспортировки 8A конвейера 8, поверхность транспортировки 9A конвейера 9 очищают посредством активирования узла 17 очистки, который прикреплен к поворотному опорному элементу 2. Во время поворота поворотного опорного элемента 2 в направлении T, узел очистки 17 движется вместе с опорным элементом и очищает с помощью сжатого потока воздуха 22 поверхность транспортировки 9A конвейера 9, расположенного на неподвижном опорном элементе 3, расположенном внизу. Подобно очистке конвейера на предыдущем уровне, в зависимости от количества радиально расположенных узлов 17 очистки, поворотный опорный элемент 2 выполнен с возможностью поворота вокруг оси X на угол α, необходимый для очистки конвейера 9 вдоль всей его длины L. После завершения цикла очистки, узел 17 очистки деактивируют, и узел 18 очистки, расположенный ниже, над следующим конвейером 10 (как показано на фиг. 4), активируют. Узел 18 очистки прикреплен к неподвижному опорному элементу 3 бункера 1. После активирования узла 18 очистки поворотный опорный элемент 4 поворачивается вокруг оси X в направлении T, и конвейер 10 движется соответственно под сжатым потоком 22 воздуха, таким образом, загрязнения 23, расположенные на конвейере 10, удаляются. Подобная процедура следует для последовательных опорных элементов, расположенных ниже, до тех пор, пока не будет очищен самый нижний конвейер. После очистки всех конвейеров, загрязнения, присутствующие на дне бункера могут быть удалены оператором.
Узлы 16, 16’, 16’’ очистки, расположенные над конвейером 8 на поворотном опорном элементе 2, расположены радиально на равных расстояниях, таким образом, во время поворота опорного элемента 2 вокруг оси X, очищается вся длина L конвейера. В этом варианте осуществления, три узла 16, 16’, 16’’ очистки расположены радиально над конвейером 8 и разнесены друг от друга на угол α равный 120 градусам. При таком угловом расстоянии каждый узел 16, 16’, 16’’ очистки способен очищать 1/3 длины L конвейера 8. Расположение согласно фиг. 5 также соответствует другим конвейерам 3, 4, 5, 6, 7. В других вариантах осуществления с двумя узлами 16, 16’ очистки, расположенными над конвейером 8 и разнесенными на угол 180 градусов, каждый узел 16, 16’ очистки способен очищать 1/2 длины L конвейера 8. Каждый из узлов 16, 17, 18, 19, 20, 21 очистки содержит по меньшей мере один наконечник 24 для выдувания сжатого воздуха. Фиг. 6 показывает расположение узла 16 очистки относительно поверхности 8a транспортировки конвейера 8в с точки зрения направления транспортировки. В этом варианте осуществления, узел 16 очистки содержит три наконечника 24, 24’, 24’’ для сжатого воздуха. Узел 16 очистки, прикрепленный к неподвижному опорному элементу 14 бункера 1, выполнен с возможностью очистки поверхности 8A транспортировки конвейера 8, расположенного на поворотном опорном элементе 2, расположенном внизу, также как и боковые области конвейера 8. Для тщательной очистки конвейера 8 посредством выдувания загрязнений 23, находящихся в углублениях между элементами цепи, наконечники 24, 24’, 24’’ направлены в направлении поверхности транспортировки конвейера 8 и расположены под углом β, β’, β” относительно вертикальной оси Y. Боковые наконечники 24, 24’’, расположенные на обеих сторонах конвейера 8, расположены под углом β, β’’ от 0 до 90 градусов относительно вертикальной оси Y, предпочтительно от 0 до 45 градусов относительно вертикальной оси Y, предпочтительно под углом 15 градусов. Узел очистки 16 может также содержать единственный наконечник 24, расположенный под углом β от 0 до 90 градусов относительно вертикальной оси Y, предпочтительно от 0 до 45 градусов относительно вертикальной оси Y, в направлении поверхности транспортировки конвейера 8 (фиг. 6a), или может содержать несколько наконечников, расположенных под углом β от 0 до 90 градусов относительно вертикальной оси Y, предпочтительно от 0 до 45 градусов относительно вертикальной оси Y, расположенных на обеих сторонах конвейера 8 линейно или со смещением относительно друг друга (фиг. 7). Угол β, под которым наконечники 24, 24’, 24’’ расположены относительно вертикальной оси Y, может иметь положительное и/или отрицательное значение. Соответствующее направление сжатого потока 22 воздуха позволяет выдувать загрязнения 23 и стержнеобразные элементы 23’ и накапливать их в области основания бункера 1, откуда они впоследствии могут быть удалены оператором, например, посредством применения пылесоса.
Устройство для накопления и транспортировки удлиненных стержнеобразных элементов
Устройство для разгрузки загруженных стержнеобразными элементами секционных кассет, используемых в табачной промышленности
Способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, и устройство, позволяющее верифицировать и улучшать расположение стержнеобразных изделий и выравнивать их переднюю поверхность в кассетах или промежуточных магазинах
Способ снятия электростатических зарядов с лотков, используемых для транспортировки стержнеобразных элементов, лоток, защищенный от негативного воздействия электростатического поля, и устройство для разгрузки лотков, заполненных стержнеобразными элементами с одновременным снятием электрстатических зарядов
Устройство для заполнения полости, заполняющая станция и способ заполнения полости
Заполняющая воронка для заполняющего устройства для мультисегментных лотков
Накопительно-транспортировочный узел удлиненных стержневых элементов и способ управления потоком удлиненных стержневых элементов и заполнением и опорожнением накопительно-транспортировочного узла
Система устройств для транспортировки стержнеообразных элементов в производственной установке табачной промышленности
Носитель для контейнера для стержнеподобных изделий табачной промышленности

