Результат интеллектуальной деятельности: Устройство для удаления припуска малой и неравномерной толщины цилиндрических поверхностей деталей
Вид РИД
Изобретение
Изобретение относится к области механической обработки материалов, в частности, к обработке притиркой и может быть использовано в машиностроительном и ремонтном производстве для выполнения доводочных операций, связанных с удалением тонких слоем материала.
При удалении припусков малой величины или отдельных неровностей на наружных поверхностях деталей вращения после операции нанесения покрытия для восстановления размеров изношенных деталей важным условием является обеспечение минимального радиального биения обрабатываемой поверхности относительно инструмента (резца, шлифовального круга). Однако это условие обычно не выполняется вследствие деформации детали в процессе эксплуатации и ее искривления, отсутствия или смещения базовых центровых отверстий, необходимых при установке и зажатии детали на станке, некачественного выполнения или отсутствия предварительной операции правки этих отверстий. Поэтому при выполнении операции удаления припусков малой величины качество поверхности по периметру окружности не одинаково: с одной стороны удален чрезмерно большой слой материала покрытия и самой детали, а с другой остается провал. Правкой детали также обычно не удается решить проблему устранения радиального биения вследствие возникновения остаточных напряжений, вызванных пластической деформацией при выполнении этой операции, и самопроизвольным восстановлением искривления детали.
Известны различные методы удаления припусков малой величины или неровностей поверхностей деталей машин. Это механическая обработка лезвийным или абразивным инструментом [Корягин С.И., Пименов И.В., Худяков В.К. Способы обработки материалов: Учебное пособие / Калинингр. ун-т – Калининград, 2000. 448 с.], поверхностно-пластическое деформирование [Ежелев А.В., Бобровский И.Н., Лукьянов А.А. Анализ способов обработки поверхностно-пластическим деформированием / Фундаментальные исследования. – 2012. – № 6-3. – С. 642-646], электрохимическая обработка [Наукоемкие технологии машиностроительного производства. Физико-химические методы и технологии: учебное пособие / Ю.А. Моргунов, Д.В. Панов, Б.П. Саушкин, С.Б. Саушкин; под ред. Б.П. Саушкина. – М.: ФОРУМ, 2013. – 928 с.] и другие. Однако эти решения не эффективны при неравномерности по периметру окружности толщины удаляемого припуска и радиального биения обрабатываемой поверхности.
Известна механическая доводка наружных поверхностей вращения металлических и других материалов с использованием приспособлений в виде притиров в форме втулок и применением абразивного материала (порошки, пасты) [Справочник токаря-универсала / Д.Г. Белецкий, В.Г. Моисеев, М.Г Шеметов; под ред. М.Г. Шеметова. – М.: Машиностроение, 1987. – 560 с. (с. 472-475)], включающая механизм вращения детали, обрабатывающий инструмент и базовые детали для его установки и регулировки. Это решение является наиболее близким техническим решением и рассматривается в качестве прототипа. Однако, оно не пригодно для удаления припусков малой толщины, которые неравномерны по толщине. Кроме того, использование этого решения не технологично и затратно, требуется для каждого случая (диаметр, длина участка цилиндрической поверхности) изготовление притиров индивидуально для каждой обрабатываемой детали из-за износа притира и утраты им требуемых размеров; для этого необходимо применение токарного оборудования и круглых заготовок в виде цельного материла или трубы.
Технической задачей является обеспечить геометрическую точность восстановленных деталей.
Технический результат достигается тем, что в устройстве для удаления припуска малой и неравномерной толщины цилиндрических поверхностей деталей, включающем механизм вращения детали, обрабатывающий инструмент и базовые детали для его установки и регулировки, согласно изобретению, обрабатывающий инструмент выполнен в виде деформируемой пластины из листового материала. Кроме того, рабочая поверхность обрабатывающего инструмента выполнена с повышенной шероховатостью, ширина пластины превышает ширину обрабатываемого участка поверхности, по крайней мере, на 5-6 мм, а угол охвата детали обрабатывающим инструментом, по крайней мере, не менее 220о.
Изобретение поясняется чертежами.
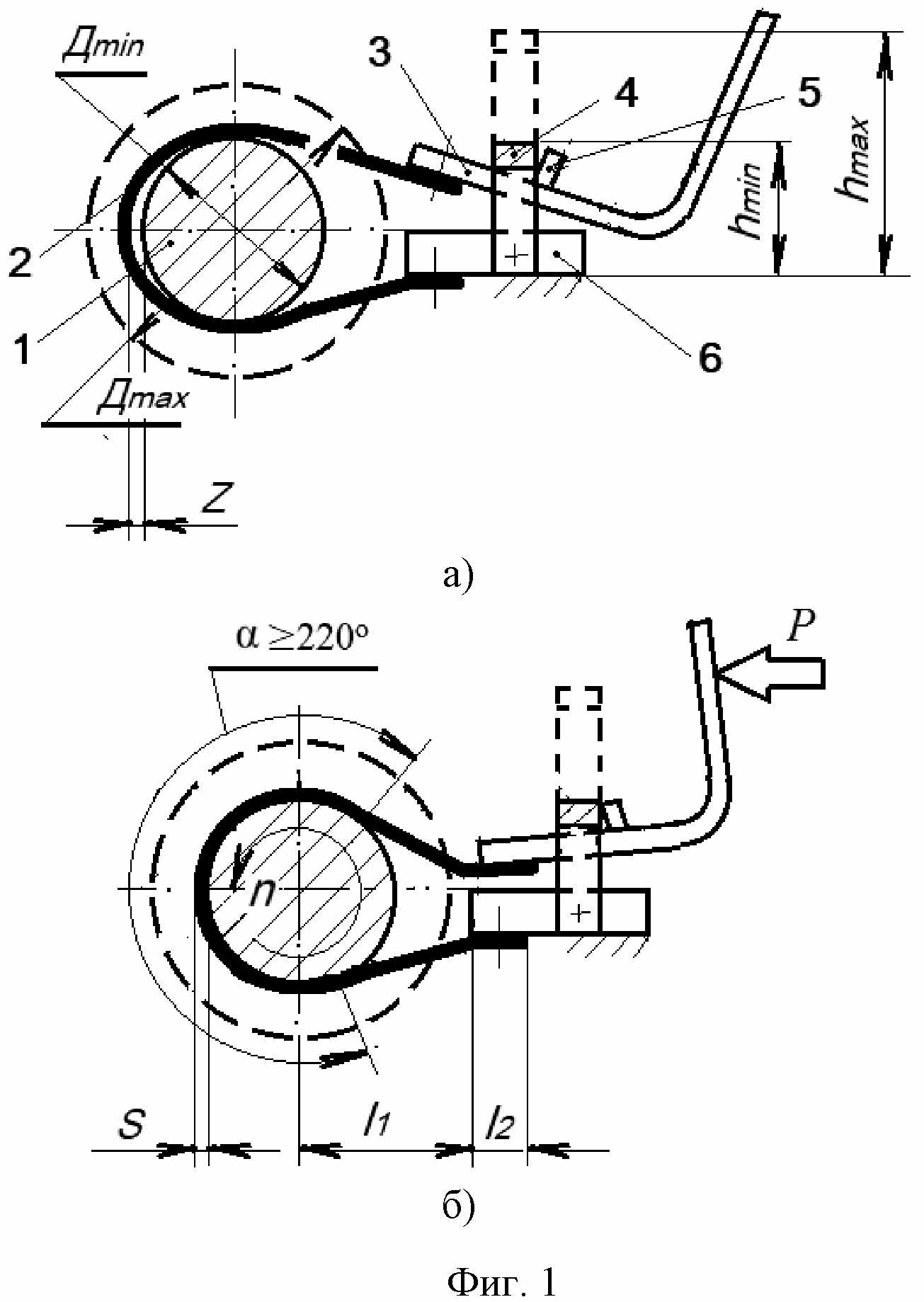
На фиг.1 приведена схема устройства в исходном (а) и рабочем (б) состояниях; на фиг. 2 – обрабатывающий инструмент.
Предлагаемое устройство для обработки наружных цилиндрических поверхностей деталей 1 диаметра Дmin…Дmax содержит регулируемый обрабатывающий инструмент 2, рукоятку-рычаг 3, стойку 4, ограничитель 5 и установочную плиту 6.
На установочную плиту 6, которая крепится на суппорте токарно-винторезного станка или вращателе аналогичного действия, устанавливается стойка 4 требуемой и регулируемой высоты h, которая определяется диаметром Д обрабатываемой поверхности (h≈0,5…0,8 Д). К нижней (предпочтительно) или верхней части установочной плиты 6 крепится 2-мя винтами одним концом обрабатывающий инструмент 2. Другой его конец соединен и также закреплен 2-мя винтами с рукояткой-рычагом 3, которая входит в паз стойки 4 и имеет возможность вертикального перемещения в ней. Для этого обрабатывающий инструмент 2 изгибается по поверхности обрабатываемой детали. Для ограничения продольного перемещения рукоятки-рычага 3 устанавливается на ней ограничитель 5 в упор со стойкой 4.
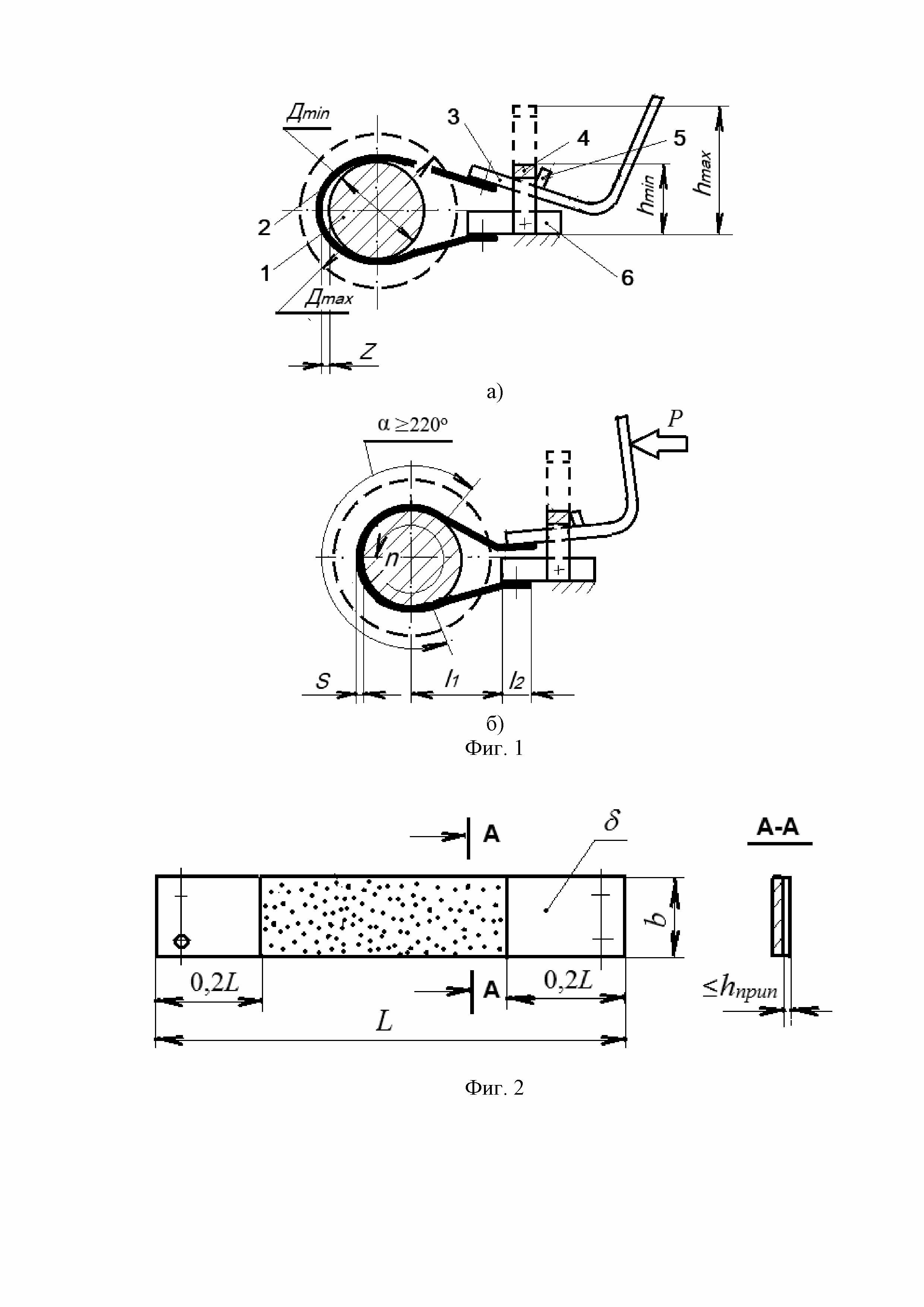
Обрабатывающий инструмент представляет собой деформируемую металлическую пластину из листового металла. Материал, размеры и толщина пластины выбираются соответственно условиям обработки: диаметр и ширина обрабатываемого участка цилиндрической поверхности, величина припуска на механическую обработку, твердость материала припуска. Наиболее рационально использование пластин из малоуглеродистой стали толщиной δ от 0,3 до 2 мм, что является доступным и технологичным с учетом необходимости их изготовления, изгиба и натяжения для исключения зазора. При удалении припуска из материалов, обладающих повышенной твердостью, рекомендуется использование пластин из сталей также повышенной твердости. Минимальная длина пластины определяется с учетом диаметра обрабатываемой поверхности согласно соотношению
L = πД/2 + 2l1 + 2l2,
при этом для обеспечения необходимого охвата детали обрабатывающей пластиной с углом, по крайней мере, не менее α≥220о и требуемого качества обработки
l1 = (1,2…1,4)Д, а l2 = 15-20 мм.
Значение минимального угла охвата детали обрабатывающим инструментом α≥220о определяется необходимостью устранения отклонения обработанной поверхности от цилиндричности.
Ширина пластины b превышает ширину обрабатываемого участка поверхности, по крайней мере, на 5-6 мм, что позволяет установить фазу завершения процесса обработки по изменению внешнего вида и размера прилегающих участков поверхности детали. Пластина на рабочей поверхности, в средней ее части, отстоящей от краев на расстоянии не менее 0,2L, которая должна находиться в контакте с обрабатываемой поверхностью детали, имеет либо повышенный рельеф, например, полученный методом электроискрового легирования, либо другим методом делаются глубокие борозды, царапины. Максимальная высота неровностей профиля или глубина поперечных борозд рекомендуются не более высоты припуска на обработку детали, а шаг борозд не более 0,3Д.
Устройство работает следующим образом.
Вначале пластина 2 крепится винтами к нижней (предпочтительно) или верхней части установочной плиты 6. После крепления к ее другому концу рукоятки 3 она изгибается по обрабатываемой поверхности вала 1. Рукоятка вводится в паз стойки 4, она крепится винтами к установочной плите 6. На рукоятке 3 закреплен ограничитель 5 в упор со стойкой 4. При этом прилегание пластины к обрабатываемому участку вала на начальном этапе будет не полным, с зазором Z. Далее для исключения зазора Z выполняется натяжение пластины 2 давлением на рукоятку 3.
Необходимый эффект, т.е. удаление слоя припуска малой и неравномерной толщины достигается в процессе дальнейшей обработки детали при усилии Р и ее обратном вращении (против часовой стрелки) с требуемой частотой.
Возможность широкого выбора того или иного сочетания параметров пластины и управление процессом обработки обеспечивает универсальность устройства.
Проведенные испытания опытного макета предлагаемого устройства показали его эффективность для удаления на цилиндрических поверхностях слоя припуска малой и неравномерной толщины. Использование устройства позволит исключить необходимость правки центров детали и шлифовального оборудования.
При вращении детали неровности ее цилиндрической поверхности постепенно удаляются и поверхность принимает правильную форму при трении о сопряженную пластину с абразивными элементами. Эта пластина находится в напряженном состоянии и охватывает обрабатываемую поверхность на большей части ее периметра. Функцию абразивных элементов выполняют различные абразивные пасты, предварительно нанесенные на контактную поверхность. Эту функцию также выполняет повышенная шероховатость, формируемая на рабочей поверхности пластины путем нанесения покрытия повышенной твердости по отношению к материалу детали. Сочетание неровностей рельефа на рабочей поверхности пластины и абразивных паст наиболее эффективно для удаления неровностей обрабатываемой поверхности. Для удержания абразивных паст на поверхности пластины вместо повышенной шероховатости могут использоваться поперечные борозды с определенными глубиной и шагом. Постоянное натяжение пластины, изогнутой перед обработкой детали по ее форме, обеспечивает охват детали на основной части периметра. По мере обработки площадь контакта пластины с обрабатываемой поверхностью будет увеличиваться от отдельных пятен до полного контакта с удалением припуска малой и неравномерной толщины.
Использование устройство позволит обеспечить геометрическую точность восстановленных деталей.
Способ получения лигатуры для борирования стали
Концентратор солнечной энергии
Полевой опрыскиватель для автоматического регулирования технологического процесса внесения жидких минеральных удобрений
Беспилотный робот для магнитно-импульсной обработки растений
Линия для послеуборочной обработки, предпосадочной и товарной подготовки корнеклубнеплодов и луковиц
Борона комбинированная противоэрозионная
Беспилотный робот для картирования урожайности
Составной лемех
Способ нанесения многокомпонентного покрытия при электродуговой металлизации
Универсальный высевающий аппарат
Устройство для ускоренных испытаний образцов на износостойкость
Устройство для упрочняющей обработки деталей пластической деформацией потоком рабочих тел

