Результат интеллектуальной деятельности: ПРОШИВНОЙ СТАН
Вид РИД
Изобретение
Настоящее изобретение относится к прошивному стану по ограничительной части п. 1 формулы изобретения.
В DE 3406841 А1 описывается трехвалковый прошивной стан поперечно-винтовой прокатки, в котором для установки каждого вала валка может осуществляться поворот вокруг оси.
В других известных установках прошивного стана, например, в станах Асселя, установка вала валка также может осуществляться вокруг двух разных осей. При этом для развязки поперечных сил, возникающих при этой перестановке, между поверхностями соприкосновения требуется наличие промежуточных элементов, увеличивающих конструктивную высоту указанной установки.
Задача изобретения состоит в том, чтобы предложить прошивной стан, позволяющий перестанавливать валы валков с малыми потерями на трение.
Для вышеупомянутого прошивочного стана эта задача решается благодаря изобретению с отличительными признаками пункта 1 формулы изобретения. Посредством поворота толкателя возможна простая, с малыми потерями на трение балансировка положения между валом валка и исполнительным элементом, которая в частности может осуществляться во множество направлений.
Число валов валков предпочтительно может составлять два, три или даже четыре. В частности, прошивной стан может работать в соответствии с системой Асселя или по меньшей мере аналогично указанной системе.
В контексте изобретения ориентация оси валка вокруг позиционирующих осей рассматривается в геометрическом смысле, так что позиционирующие оси не должны заключать в себе физические валы или что-либо подобное. Позиционирующие оси предпочтительно в каждом случае могут быть ориентированы перпендикулярно оси валка, в частности также перпендикулярно друг другу.
В контексте изобретения исполнительный элемент может представлять собой любой исполнительный орган, при помощи которого устанавливается ось валка. В частности, могут быть предусмотрены гидравлические цилиндры или даже электромеханические исполнительные элементы. В общем, исполнительный элемент предпочтительно может быть выполнен с возможностью, действовать на заготовку с усилием прокатки.
В предпочтительном варианте изобретения предусмотрено, что вал валка на каждом из двух противоположных концов имеет по меньшей мере одну поворотную опору и поворотный толкатель. Таким образом, при помощи поворотных толкателей может быть обеспечена полная и регулируемая опора с особенно низкими потерями на трение.
В общем, в интересах простой и эффективной конструкции предпочтительно предусмотрено, что вал валка установлен на станине валков, причем станина валков установлена на опорах с возможностью движения вокруг позиционирующих осей, а толкатели опираются на станину валков. При этом станина валков может быть выполнена в виде самой по себе жесткой рамы, выполненной с возможностью перемещения относительно клети.
При этом в предпочтительном варианте осуществления станина валков при помощи предпочтительно гидравлического тянущего элемента нагружена против направления усилия прокатки. Таким образом, вместе с усилиями исполнительных элементов в целом достигается беззазорное крепление валка в его соответствующем положении.
В предпочтительном варианте осуществления изобретения толкатель по меньшей мере на одном конце имеет опорную полусферу, выполненную с возможностью поворота относительно толкателя. Это делает возможным простое боковое смещение опорной точки толкателя или, соответственно, опорной полусферы. Кроме того, опорная полусфера, как быстроизнашивающаяся деталь, может быть заменена простым способом.
В интересах переменной установки предпочтительно предусмотрено, что, начиная с нейтрального положения, толкатель может поворачиваться вокруг точки вращения на некоторый угол в любом направлении в пространстве.
В общем, предпочтительно по меньшей мере два вала валков, предпочтительно по меньшей мере три вала валков, особенно предпочтительно все валы валков прошивного стана в соответствии с одним из вышеописанных признаков установлены на опорах с возможностью перемещения.
В общем, благодаря предлагаемой изобретением опоре вала валка или валов валка обеспечивается компенсация радиальных перемещений относительно позиционирующей оси. Также возможна компенсация угловых отклонений перпендикулярно регулирующей оси. Кроме того, посредством изобретения может быть уменьшена конструктивная высота и, следовательно, размер рамы и масса прошивного стана.
Посредством изобретения предотвращаются или, соответственно, уменьшаются силы трения и поперечные силы установочных компонентов. Кроме того, достигается преимущество повышенной точности позиционирования под нагрузкой. Далее, улучшаются вибрационные характеристики установочной системы, и повышается общая жесткость.
Другие преимущества и признаки следуют из нижеописанного примера осуществления и зависимых пунктов формулы изобретения.
Ниже при помощи прилагаемых чертежей более подробно поясняется предпочтительный пример осуществления изобретения.
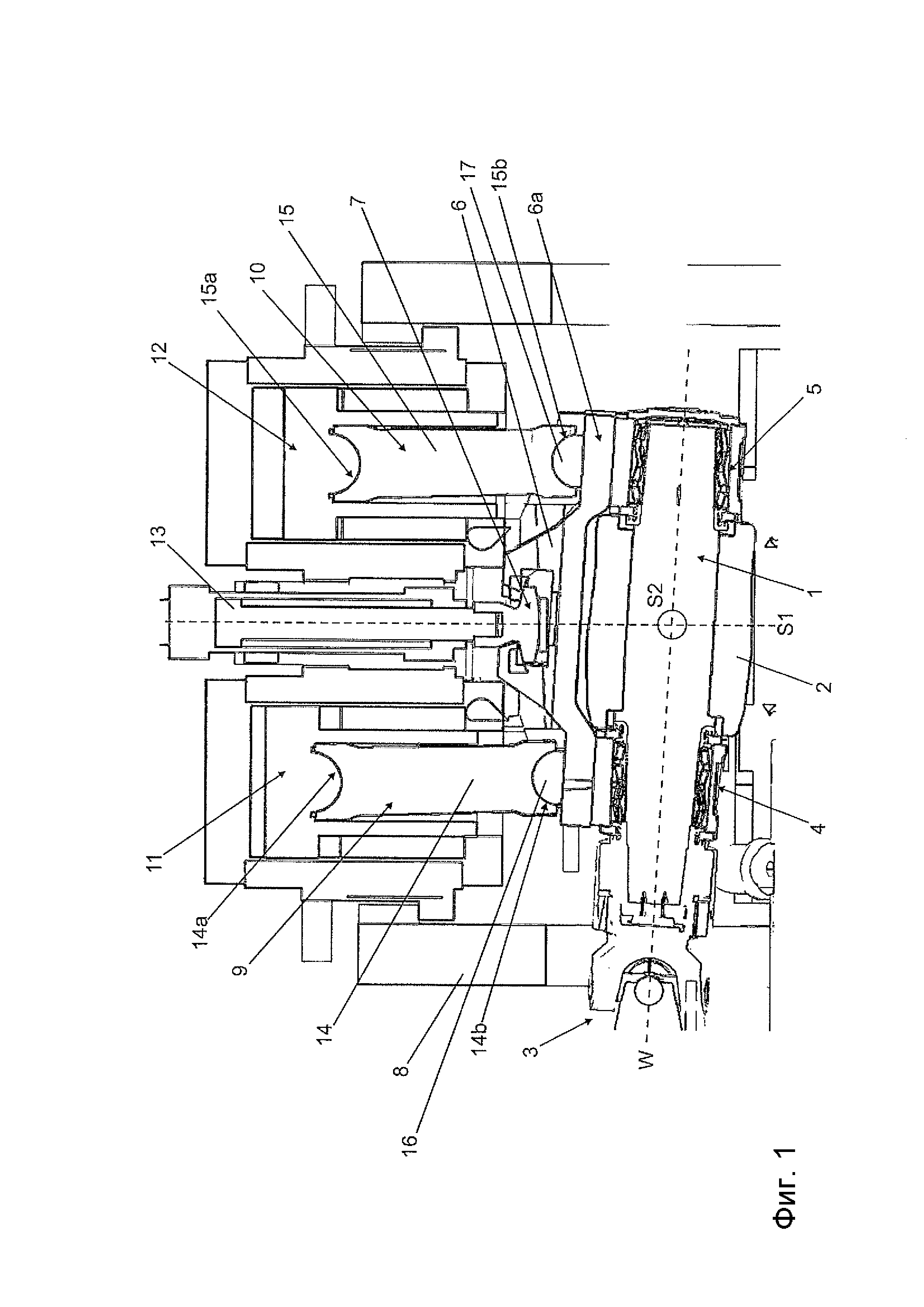
ФИГ. 1 представляет частичный разрез предлагаемого изобретением прошивного стана.
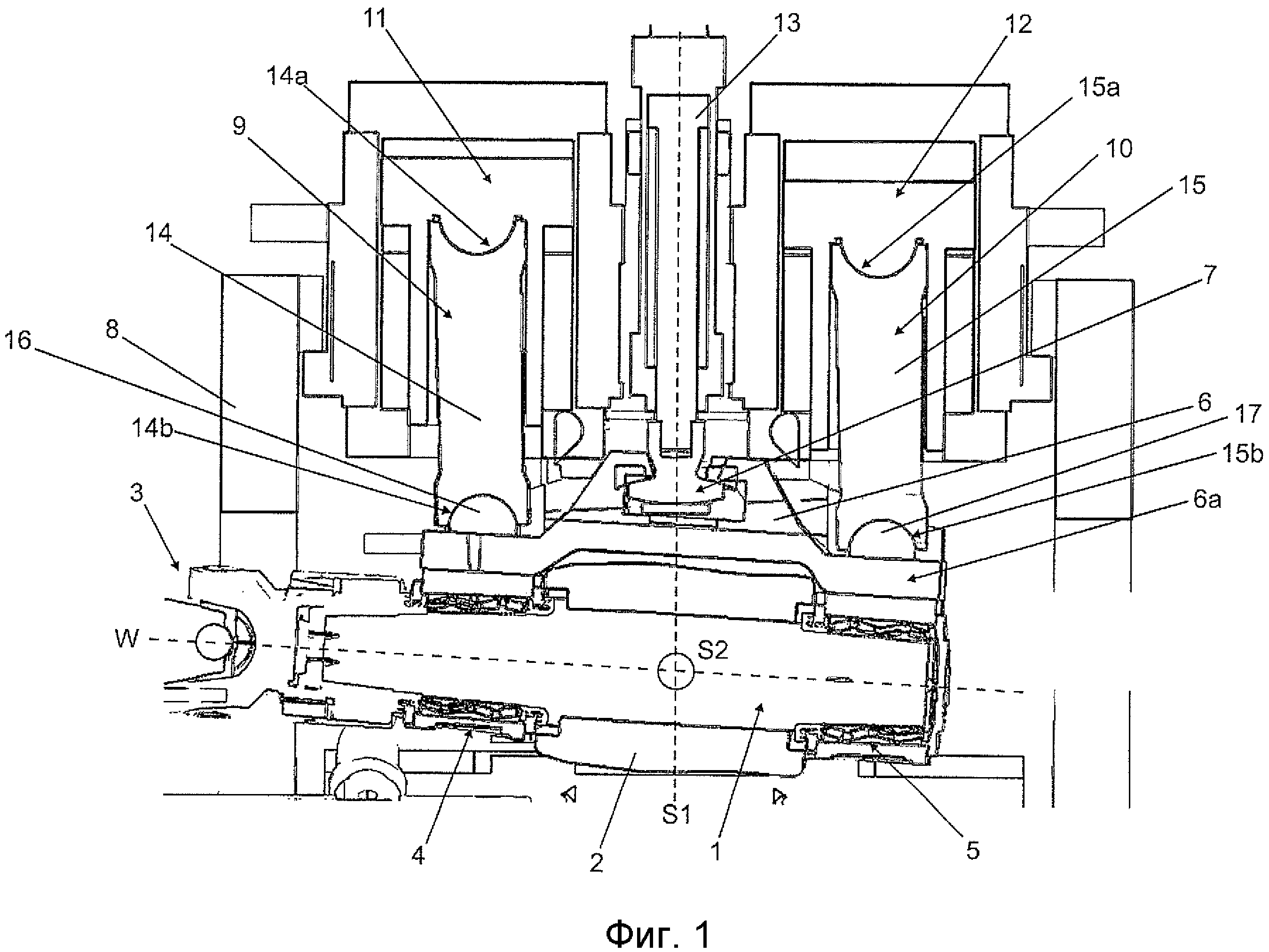
ФИГ. 2 представляет схематичный разрез поворотного толкателя, выполненный по линии разреза А-А ФИГ. 3.
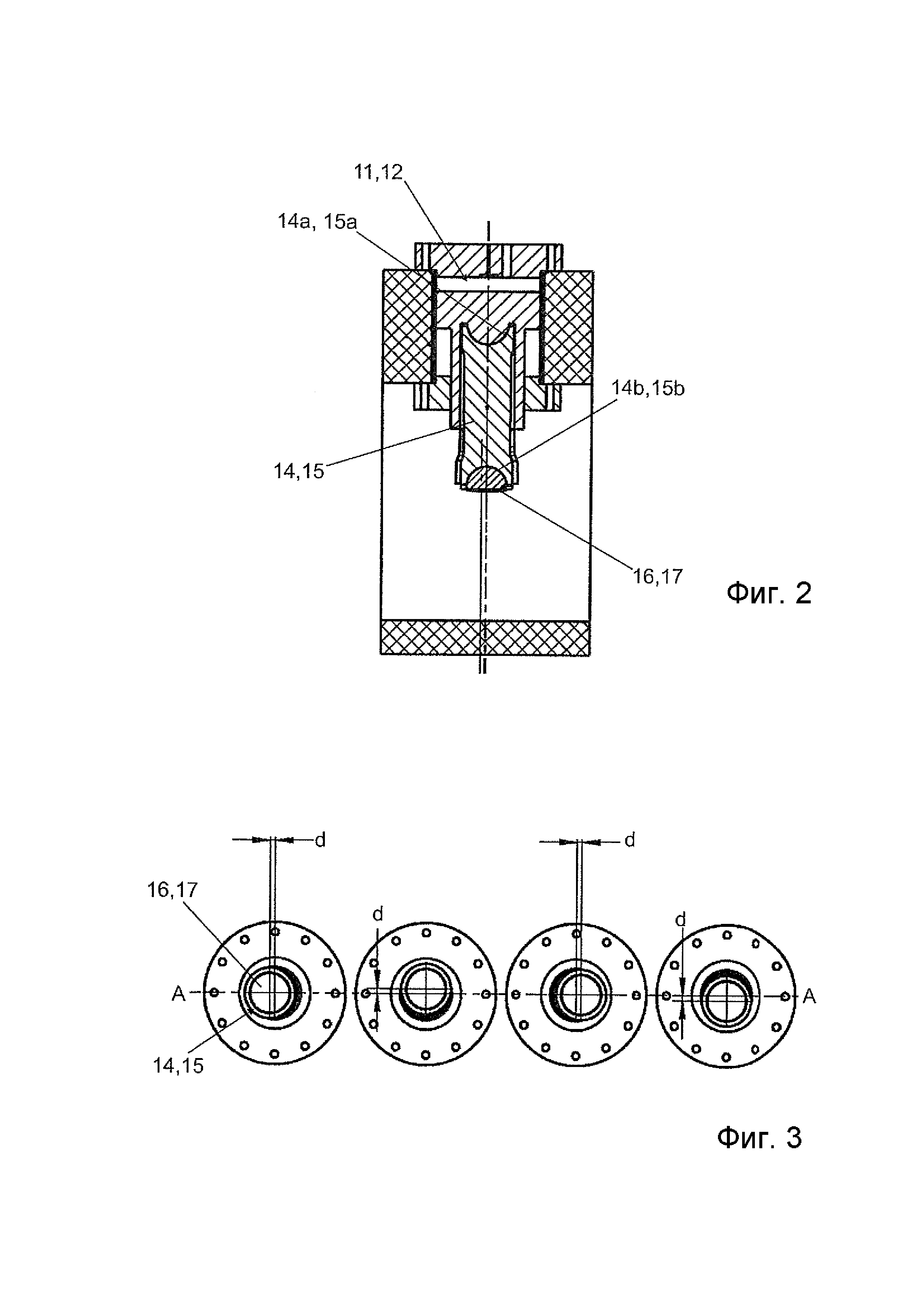
ФИГ. 3 представляет вид сверху толкателя с ФИГ. 2 в четырех экстремальных повернутых положениях.
Прошивной стан согласно изобретению, показанный на ФИГ. 1, содержит три вала 1 валков, с конструктивной точки зрения установленных на опорах идентично, из которых на этом чертеже виден только один вал. Вал 1 валка имеет корпус 2 валка, действующий на заготовку в радиальном направлении относительно оси W валка или, соответственно, в направлении усилия прокатки. Вал 1 валка вращается вокруг оси W вала посредством приводного вала 3, установленного в карданном подвесе.
Перед и за корпусом 2 валка установлено соответственно по одной поворотной опоре 4, 5, подпираемой усилием прокатки. Поворотные опоры 4, 5 со своей стороны установлены и опираются на станину 6 валков, причем станина 6 валков посредством опоры 7 закреплена с возможностью движения относительно рамы 8 прошивного стана. При этом станина валков может регулируемо поворачиваться как вокруг первой позиционирующей оси S1, так и вокруг второй позиционирующей оси S2. На чертеже, показанном на ФИГ. 1, вторая позиционирующая ось S2 проходит перпендикулярно плоскости чертежа. Позиционирующие оси S1, S2 и ось валка в каждом случае расположены перпендикулярно друг другу, но пересекаться они не должны.
Станина 6 валков представляет собой жесткую деталь, в поперечном сечении имеющую по существу подковообразную форму. Два опорных участка ба станины валков с одной стороны удерживают поворотные опоры 4, 5, а с другой стороны опираются на соответствующий промежуточный элемент 9, 10. Указанные промежуточные элементы расположены между станиной 6 валков или, соответственно, поворотными опорами 4, 5, с одной стороны, и одним из двух соответствующих исполнительных элементов 11, 12, с другой стороны.
Посредством ориентации станины 6 валков и, следовательно, поворотных опор 4, 5 осуществляется установка валка 1. Для этого позиционируется каждый из исполнительных элементов 11, 12, в данном случае выполненных в виде гидравлических цилиндров. Кроме того, исполнительные элементы 11, 12 могут передавать усилие прокатки, действующее на заготовку.
К тому же, станина 6 валков посредством тянущего элемента 13, выполненного в виде гидравлического цилиндра, тянется против усилия прокатки, так что станина 6 валков всегда прочно прижата к исполнительным элементам. Сила тянущего элемента меньше силы исполнительных элементов и обеспечивает беззазорное позиционирование вала 1 валка или, соответственно, делает возможным деблокировку заготовки.
Промежуточные элементы 9, 10 имеют одинаковую конструкцию и предназначены для компенсации возникающих при установке движений опрокидывания и смещения между исполнительными элементами 11, 12, с одной стороны, и станиной 6 валков или, соответственно, валом 1 валка, с другой стороны. В рассматриваемом случае каждый из промежуточных элементов 9, 10 содержит соответствующий толкатель 14, 15. Каждый из толкателей 14, 15 может поворачиваться во множество направлений. Это достигается посредством полусферических опор толкателей 14, 15.
В данном случае каждый толкатель со стороны исполнительного элемента имеет вогнутую полусферическую поверхность 14а, 15а, тогда как на исполнительном элементе имеется соответствующая выпуклая полусферическая поверхность. Со стороны вала валка толкатели также имеют вогнутую полусферическую поверхность 14b, 15b.
При этом по существу полусферическая опорная полусфера 16, 17 вставлена в конец толкателя 14, 15. Она же посредством полусферической поверхности 14b, 15b может поворачиваться относительно толкателя и своей плоской сопряженной поверхностью прилегает к станине 6 валков. При необходимости посредством этого также возможно боковое смещение сопряженной поверхности относительно станины валков.
Разумеется, в других вариантах осуществления могут быть предусмотрены полусферические поверхности, изогнутые наоборот, т.е., например, выпуклые полусферические поверхности на толкателях 14, 15 и, соответственно, вогнутые полусферические поверхности на исполнительных элементах 14, 15 и/или опорных полусферах 16, 17.
Перемещение станины валков вокруг позиционирующей оси S1, расположенной в плоскости чертежа 1 вертикально, осуществляется посредством непоказанных дополнительных установочных устройств, действующих перпендикулярно направлению чертежа и, следовательно, не в направлении усилия прокатки. В целом, начиная с нейтрального положения, толкатели 14, 15 могут поворачиваться вокруг точки вращения на минимальный угол в любом направлении в пространстве. При этом каждая точка вращения лежит со стороны исполнительного элемента в геометрическом центре полусферической поверхности.
Это наглядно показано в частности на ФИГ. 3, на которой изображен толкатель 14, 15, повернутый до упора на некоторый угол в четырех разных примерных направлениях в пространстве. При этом посредством указанного поворота в каждом случае обеспечена возможность максимального бокового смещения d сопряженных поверхностей опорных полусфер 16, 17.
Перечень ссылочных обозначений
1 вал валка
2 корпус валка
3 приводной вал, карданный шарнир
4 первая поворотная опора
5 вторая поворотная опора
6 станина валков
6а опорные участки станины валков
7 опора станины валков
8 рама
9 первый промежуточный элемент
10 второй промежуточный элемент
11 первый исполнительный элемент
12 второй исполнительный элемент
13 тянущий элемент
14 первый толкатель
14а вогнутая полусферическая поверхность
14b вогнутая полусферическая поверхность
15 второй толкатель
15а вогнутая полусферическая поверхность
15b вогнутая полусферическая поверхность
16 первая опорная полусфера
17 вторая опорная полусфера
W ось валка
S1 первая позиционирующая ось
S2 вторая позиционирующая ось
d боковое смещение
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Устройство для наматывания полосового материала в рулон
Синхронно движущиеся гидравлические ножницы без станины
Система загрузки расплава для разливки полосы
Способ и устройство для снятия окалины с металлической поверхности, а также установка для изготовления металлических полуфабрикатов
Способ изготовления металлической полосы посредством непрерывной разливки и прокатки
Устройство для перестановки валка в прокатной клети
Инжекторное устройство для продувания или вдувания обогащеных кислородом газов в металлургический агрегат или плавильный сосуд и дуговая электропечь
Стан горячей прокатки
Устройство и способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала
Прокатный стан и способ прокатки

