Результат интеллектуальной деятельности: УСТРОЙСТВО КОНТРОЛЯ И ИЗМЕРЕНИЯ ДЕФЕКТОВ СВАРНОГО ШВА ЦИЛИНДРИЧЕСКОЙ СТЕНКИ И СПОСОБ ПРИМЕНЕНИЯ ТАКОГО УСТРОЙСТВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству измерения дефектов сварного шва и к способу, в котором применяют устройство.
Уровень техники
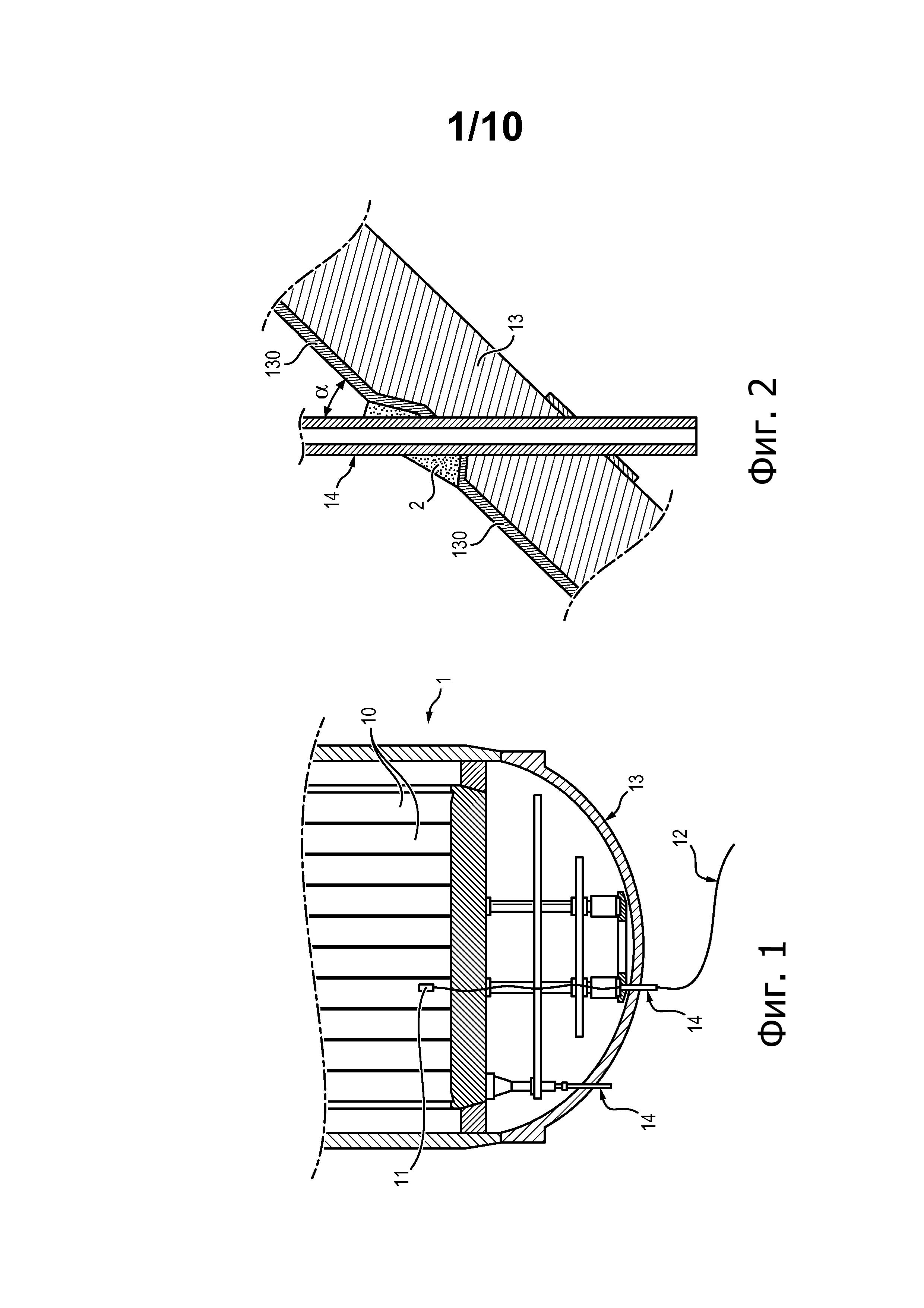
Эксплуатация ядерного реактора 1, показанного на прилагаемой фиг. 1, требует измерения потока нейтронов вдоль осевого размера топливных сборок 10.
Для большинства находящихся в эксплуатации реакторов среди предусмотренных для этой цели инструментов можно указать зонды 11, перемещаемые при помощи гибких трубок 12, которые проходят через полусферическое дно 13 бака реактора 1, называемое «дном бака», по каналу, называемому «проходом дна бака» (или PFC) 14, который более наглядно показан на фиг. 2.
Эти каналы PFC приварены к внутренней стенке дна 14 бака. Обычно реактор мощностью 900 МВт (электричества) во французской ядерной энергетике содержит около пяти десятков каналов PFC. Утечка на уровне канала PFC, причиной которой может, в частности, стать дефект сварного шва 2, может привести к серьезному нарушению первичного контура реактора. Следовательно, качество сварных швов трубок является условием нормального удержания трубок в вертикальном положении, а также герметичности бака.
В связи с этим необходимо располагать методом качественного измерения повреждения сварных швов 2.
Однако решение этой задачи усложняется по причине затруднения доступа, связанного с местом расположения трубок на дне бака, а также по причине топологии вблизи сварных швов. Действительно, как показано на фигуре, дно бака в основном является плоским, но изгибается вблизи своей периферии, поэтому плоскость бака не всегда находится в плоскости, перпендикулярной к трубкам, расположенным вертикально в направлении топливных сборок.
Как показано на фиг. 2, сильные радиусы кривизны дна бака являются причиной асимметрии сварных швов 2 вокруг приваренной трубки. Эта асимметрия взаимосвязана с углом α, образованным осью канала PFC и плоскостью, касательной к внутренней стенке 130 дна 13. Этот угол может, например, меняться примерно от 45° до 5° по мере приближения от концов дна 130 бака к его центру соответственно.
Зонды для контроля каналов PFC существуют в виде устройств с доступом снаружи трубок. Однако зона, контролируемая зондами этого типа, ограничена доступной частью трубок и не позволяет контролировать любой тип дефекта во всех каналах PFC.
Существуют зонды типа "TOFD" (от "Time of Flight Diffraction") для контроля трубок изнутри, которые работают, используя генерирование и измерение акустических волн.
Метод с использованием этих зондов состоит в контроле сварного шва с применением двух «акустических преобразователей», расположенных с двух сторон от сварного шва. Если в сварном шве присутствует разрыв, этот шов будет отклонять часть энергии в соответствии с обычными законами акустики. Именно эту отклоняемую энергию будет улавливать принимающий преобразователь, и именно ее используют для локализации разрыва при помощи измерения «времени пути».
Кроме того, для контроля этих трубок изнутри существуют также зонды типа «преобразователя угла». В этом устройстве используют единый датчик одновременно для излучения и для приема. Он расположен на опоре, которая позволяет отклонять пучок в единственном направлении в соответствии с законами акустики (закон Снелла-Декарта).
Датчик позволяет обнаруживать дефекты, которые имеют ориентацию, обеспечивающую возвращение акустической энергии в датчик, учитывая единственное направление излучаемого пучка.
Эти два типа зондов ("TOFD" и «преобразователь угла») для контроля трубок каналов PFC изнутри имеются в продаже и выпускаются, например, компанией Inetec.
Они описаны также в последних документах, посвященных контролю проходов дна бака (Joon Soo Park, et al, "Development of Automated Nondestructive Inspection System for BMI Nozzles in Nuclear Vessel", Journal of the Korean Society for Nondestructive Testing, Vol. 33, No. 1: 26-33, 2013).
Недостатками этих двух типов зондов (преобразователя угла или зонда TOFD) является то, что они позволяют направлять пучок ультразвуковых волн только в одну зону и только в одном направлении в сварном шве, что обусловлено размерами указанных зондов.
Например, для зонда TOFD эта зона фактически обусловлена углами опор, на которых расположены преобразователи, а также расстоянием между излучающей частью и принимающей частью. Точно так же, для «преобразователя угла» угол опоры задает направление пучка.
В настоящее время для наружного контроля сварного шва существуют так называемые «многоэлементные» решения, то есть с несколькими элементами (типа погружения, или контакта с гибкой опорой, или контакта на жесткой опоре):
- пример для случая «гибкого контакта»: "Zone Sensitivity Optimization For The Ultrasonic Inspection of Complex 3d Geometries Using Civa Software", Bastien Chapius et al, ICNDE 2013);
- пример для «контакта на жесткой опоре»: Development And Qualification Of A Procedure For The Mechanized Ultrasonic Examination Of Structural Weld Overlays, V Chardome et al, ICNDE 2013);
- пример для «погружения»: Development Of Ultrasonic And Eddy Current Testing techniques For Curved Structures, T. Miura et al, ICNDE 2013.
Однако эти устройства не позволяют контролировать сварной шов канала PFC с небольшим углом α. Действительно, при методе «гибкой опоры» габарит не позволяет гибким опорам контролировать зону. При методе «погружения» или «контакта на жесткой опоре» одновременно возникает проблема габарита и неровности поверхности, которая меняется в трех измерениях, что мешает контролю.
В известных документах раскрыты также многоэлементные решения контроля трубки изнутри типа «опоры», но такие устройства не позволяют производить измерения несимметричных каналов PFC в соответствии с определением поставленной технической задачи.
Кроме того, они обеспечивают измерение дефектов только для компонентов с большим внутренним диаметром (см., например, 8th ECNDT, Barcelona, 17-21 June 2002, Jérôme Paquet et al).
Говоря о патентных публикациях, предшествующий уровень техники может быть представлен следующими документами: JP 2013217770, JP 2011252759 и FR 2 717 578.
В любом случае общим для этих известных публикаций является следующее:
Любой метод и любое устройство, которое «работает» снаружи, не позволяет получить доступ к зоне сварной шов/трубка, в частности, при наиболее неблагоприятных радиусах кривизны. Это относится, в частности, к устройствам, описанным в документах JP2014185895 и WO81/02636.
Решения, которые обеспечивают контроль трубки изнутри, не затрагивают ни проблемы габарита (когда трубка имеет небольшой диаметр), ни асимметрии этого сварного шва.
Задачей настоящего изобретения является преодоление вышеупомянутых недостатков.
Раскрытие сущности изобретения
Таким образом, объектом настоящего изобретения является устройство контроля и измерения дефектов сварного шва в цилиндрической стенке, такой как стенка «прохода дна бака» ядерного реактора, содержащее головку контроля, образующую зонд, которая имеет вдоль продольной оси (X-X') проксимальный конец и дистальный конец и первая сторона которой, называемая «внутренней стороной», оснащена по меньшей мере одним преобразователем ультразвуковых волн, в котором:
- указанная головка контроля содержит вторую сторону, называемую «наружной стороной» и противоположную первой стороне, которая имеет криволинейную поверхность в виде участка цилиндра с продольной осью, параллельной продольной оси (X-X') головки, и вогнутость которой обращена наружу;
- указанный преобразователь волн состоит из набора расположенных рядом элементов, при этом каждый элемент является одновременно излучающим и принимающим, при этом поверхность набора является криволинейной и имеет форму участка цилиндра, который имеет такое же направление, что и продольная ось (X-X'), и вогнутость которого обращена наружу;
плоскость (Р1), которая содержит две крайние образующие участка цилиндра второй стороны, образует с плоскостью (Р2), которая содержит две крайние образующие указанного участка цилиндра преобразователя волн, не равный нулю острый угол β.
Согласно другим предпочтительным и не ограничительным признакам устройства:
- указанный угол β составляет около 21°;
- указанные элементы расположены один за другим с небольшим промежутком;
- каждый элемент подразделяется на несколько субэлементов, расположенных в виде двухмерной матрицы таким образом, что каждый субэлемент имеет по меньшей мере субэлемент, смежный с ним в продольном направлении, и по меньшей мере один субэлемент, смежный с ним в поперечном направлении;
- устройство содержит манипуляционную штангу, на дистальном конце которой находится указанная головка контроля; и
- радиус кривизны набора элементов составляет от 8 до 30 мм и предпочтительно равен примерно 10 мм.
Кроме того, объектом изобретения является способ измерения дефектов сварного шва в цилиндрическом канале, таком как «проход дна бака» ядерного реактора, в котором применяют устройство в соответствии с одним из предыдущих признаков.
Согласно изобретению, этот способ отличается тем, что содержит этап введения указанной головки контроля внутрь указанного цилиндрического канала, причем эта головка контроля содержит «наружную сторону», имеющую такой же радиус кривизны, что и внутренняя стенка указанного канала, этап приложения указанной наружной стороны к указанной внутренней стенке, а также этап сканирования по меньшей мере части указанной внутренней стенки, в ходе которого указанная наружная сторона остается в контакте с указанной внутренней стенкой.
Согласно другим предпочтительным и не ограничительным признакам способа:
- производят последовательные продольные перемещения указанной головки внутри указанного канала, между которыми производят угловое перемещение этой головки; и
- производят последовательные угловые перемещения указанной головки внутри указанного канала, между которыми производят продольное перемещение этой головки.
Таким образом, благодаря комбинации этих признаков, можно осуществлять исключительно эффективный контроль цилиндрической стенки канала PFC, например, изнутри этого канала PFC, в частности, за счет того, что особые распределение и ориентация элементов позволяют сканировать в ходе одной операции очень большой диапазон углов.
Краткое описание чертежей
Фиг. 1 и фиг. 2 иллюстрируют известное заявителю техническое решение.
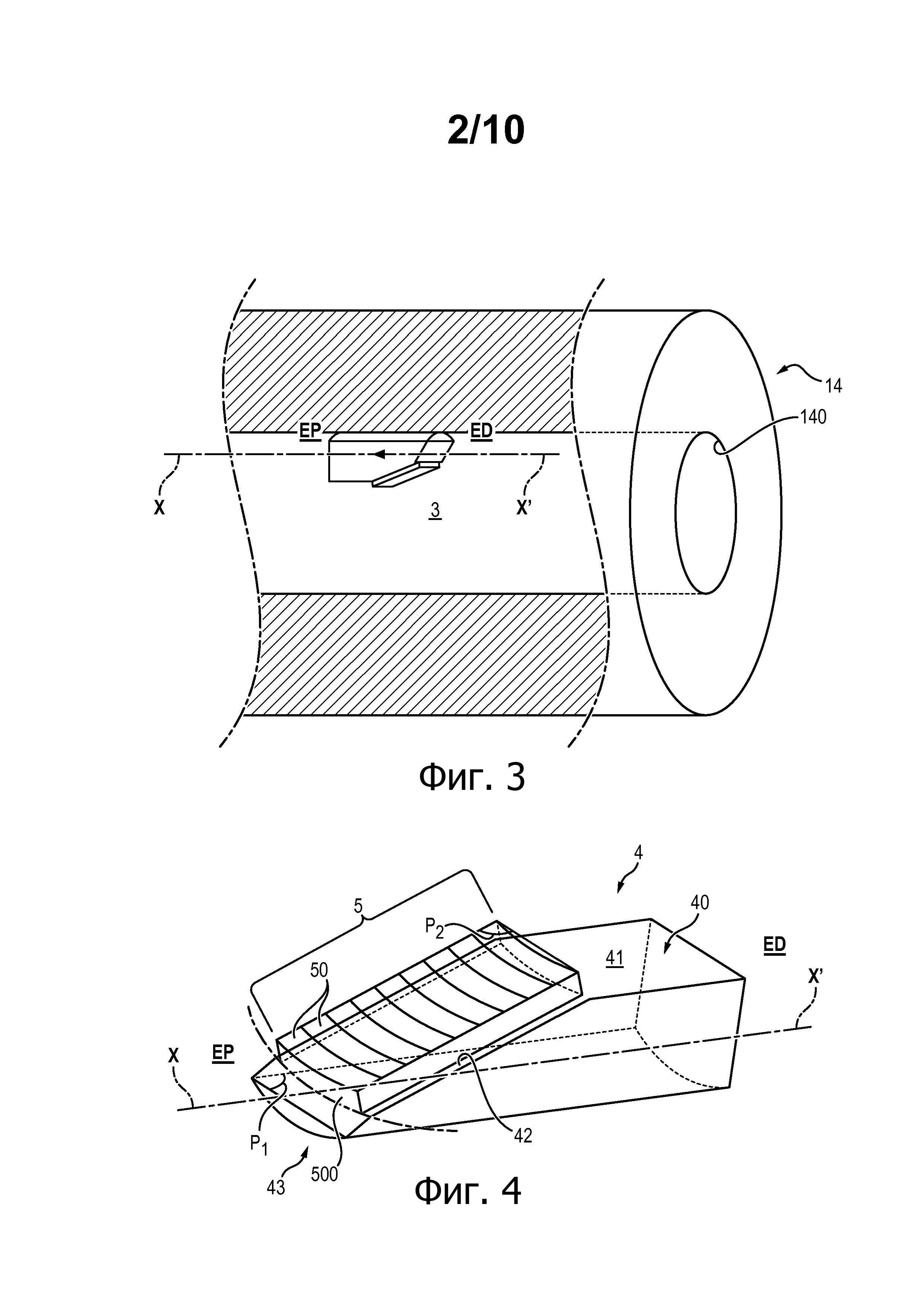
Фиг. 3 - упрощенный вид в перспективе головки контроля устройства в соответствии с настоящим изобретением, находящейся в контролируемом канале PFC.
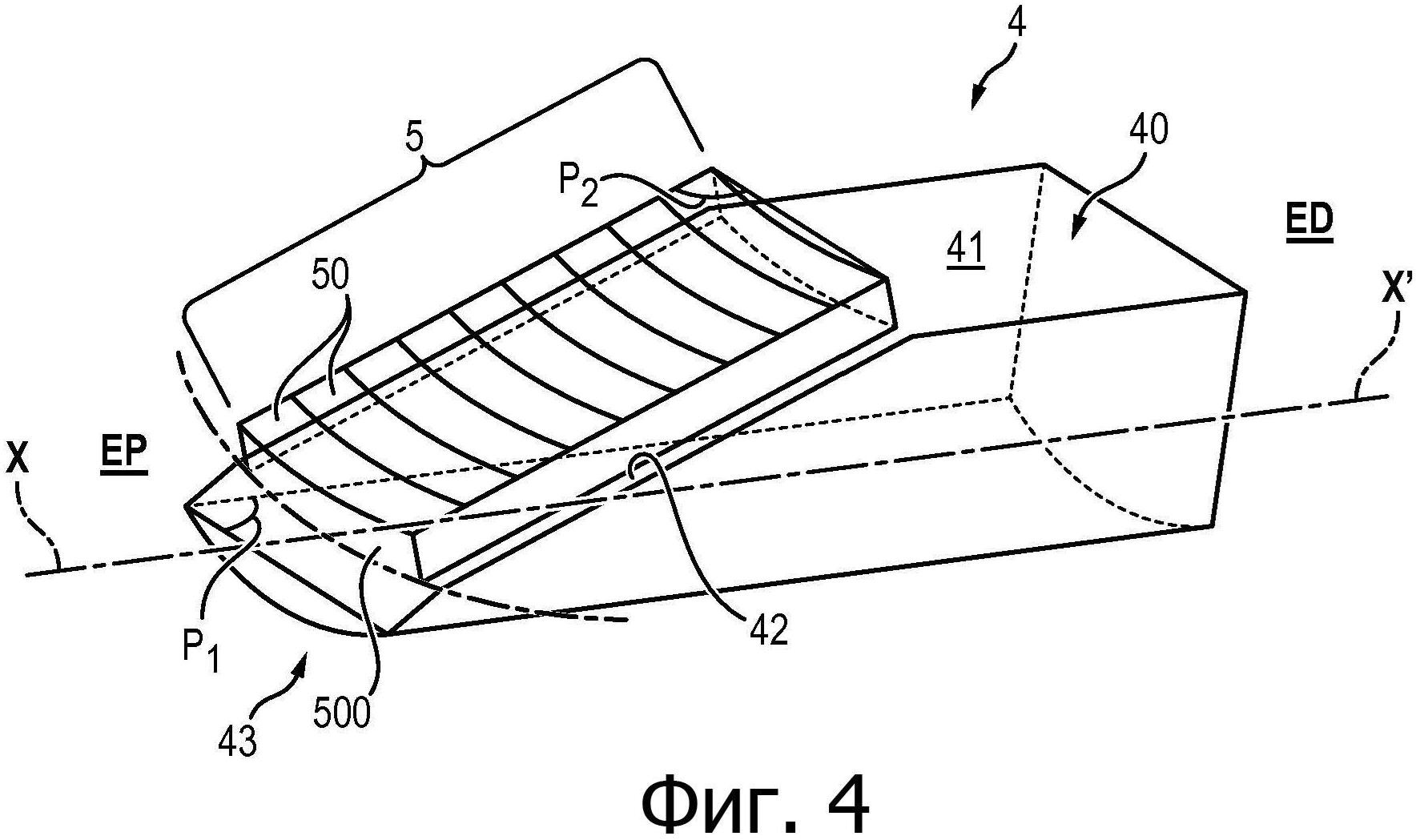
Фиг. 4 - вид в перспективе головки контроля, показанной на фиг. 3, в положении, повернутом на 180°.
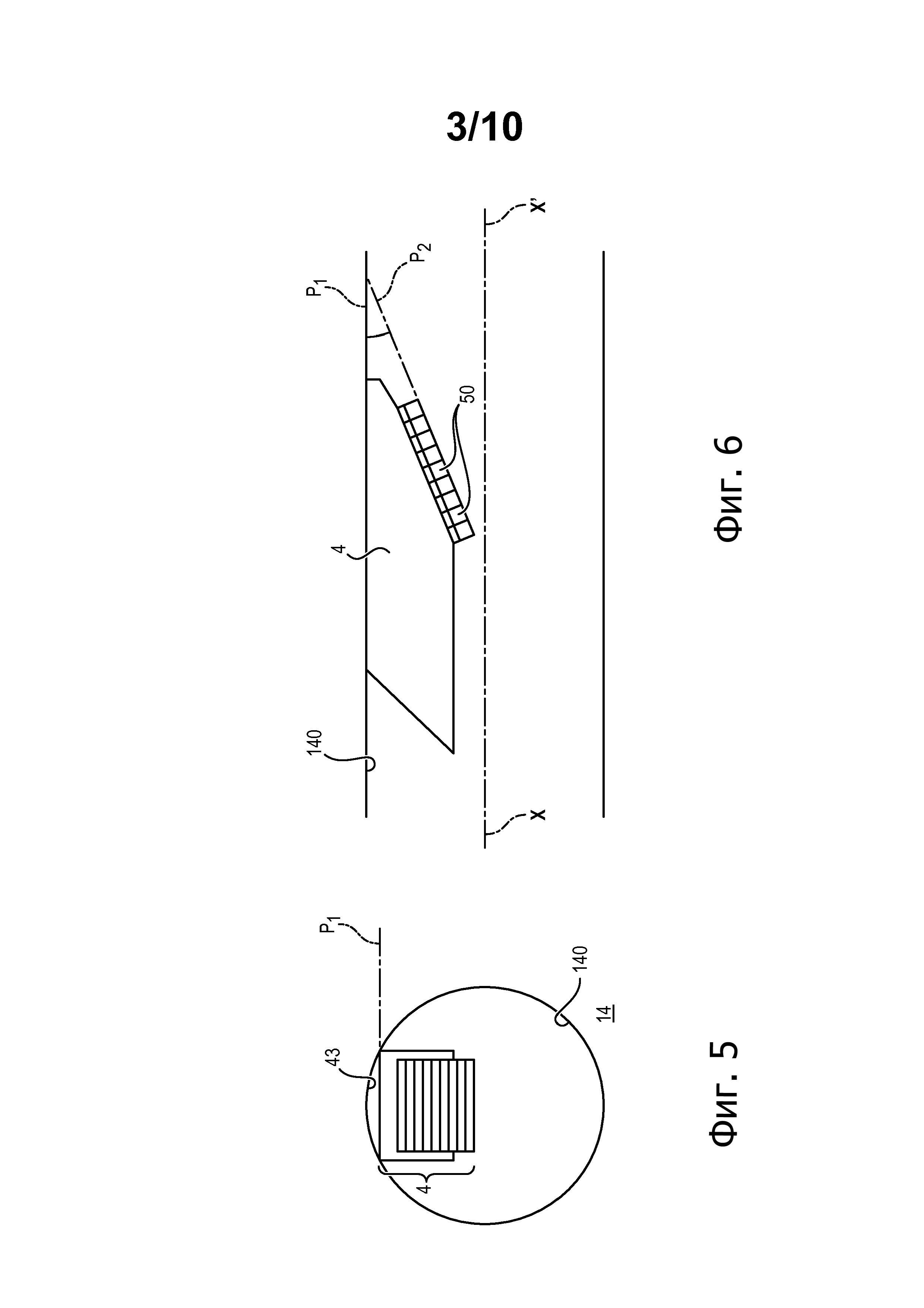
Фиг. 5 и 6 - соответственно виды спереди и сбоку головки контроля, показанной на фиг. 4, находящейся в канале PFC.
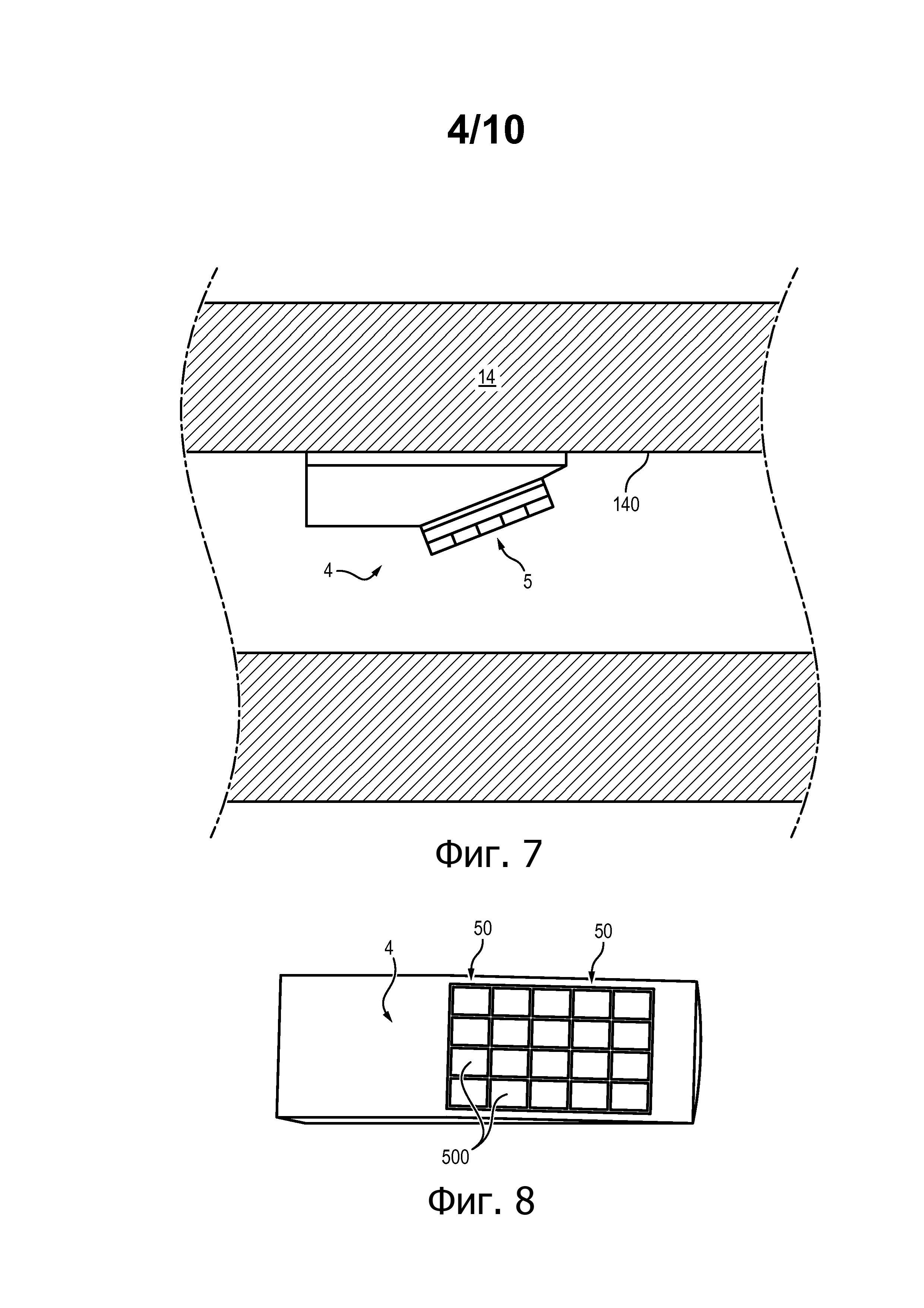
Фиг. 7 - вид, аналогичный фиг. 6, версии выполнения головки контроля.
Фиг. 8 - вид снизу головки, показанной на фиг. 7.
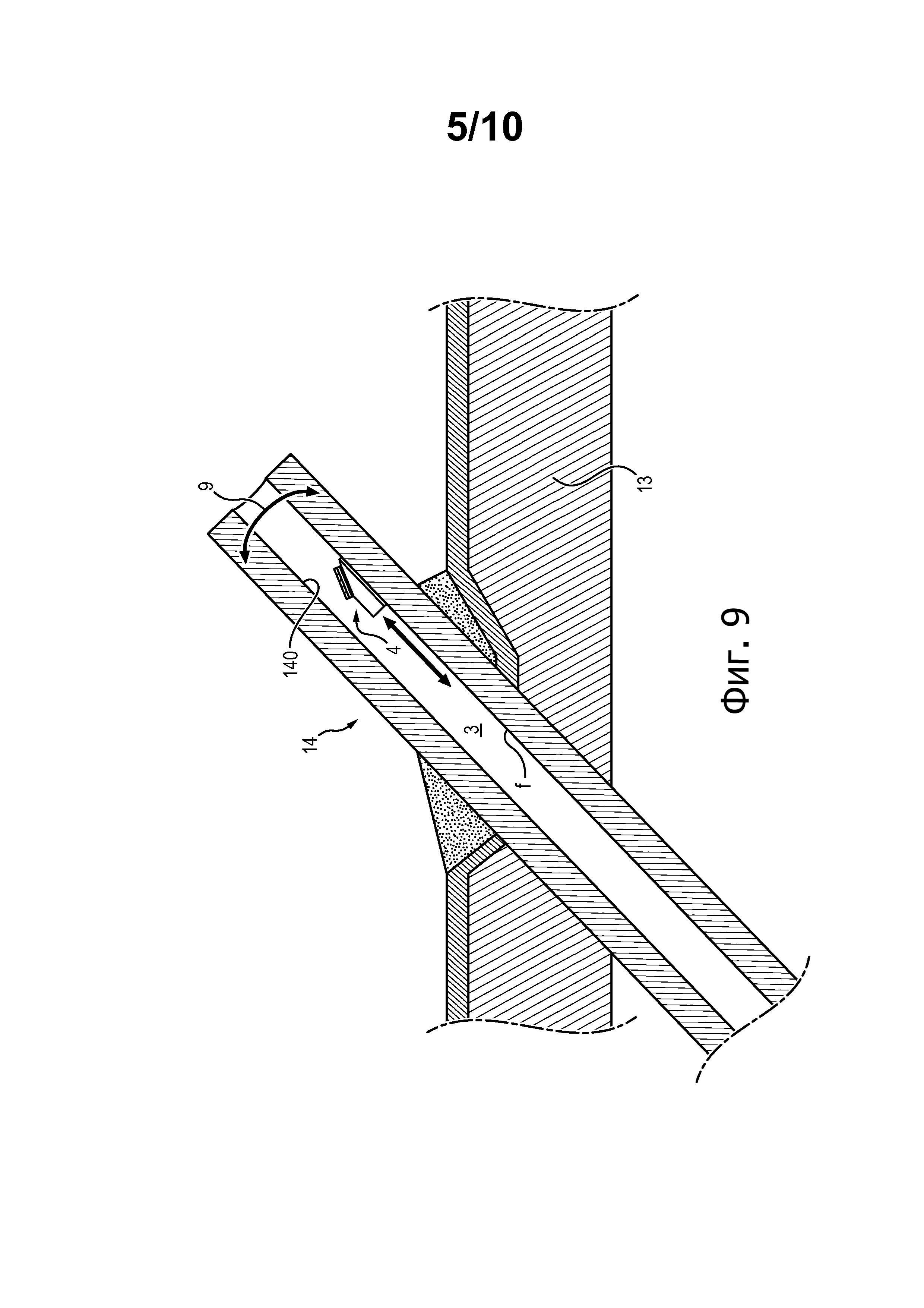
Фиг. 9 - схематичный вид, иллюстрирующий осуществление способа в соответствии с изобретением.
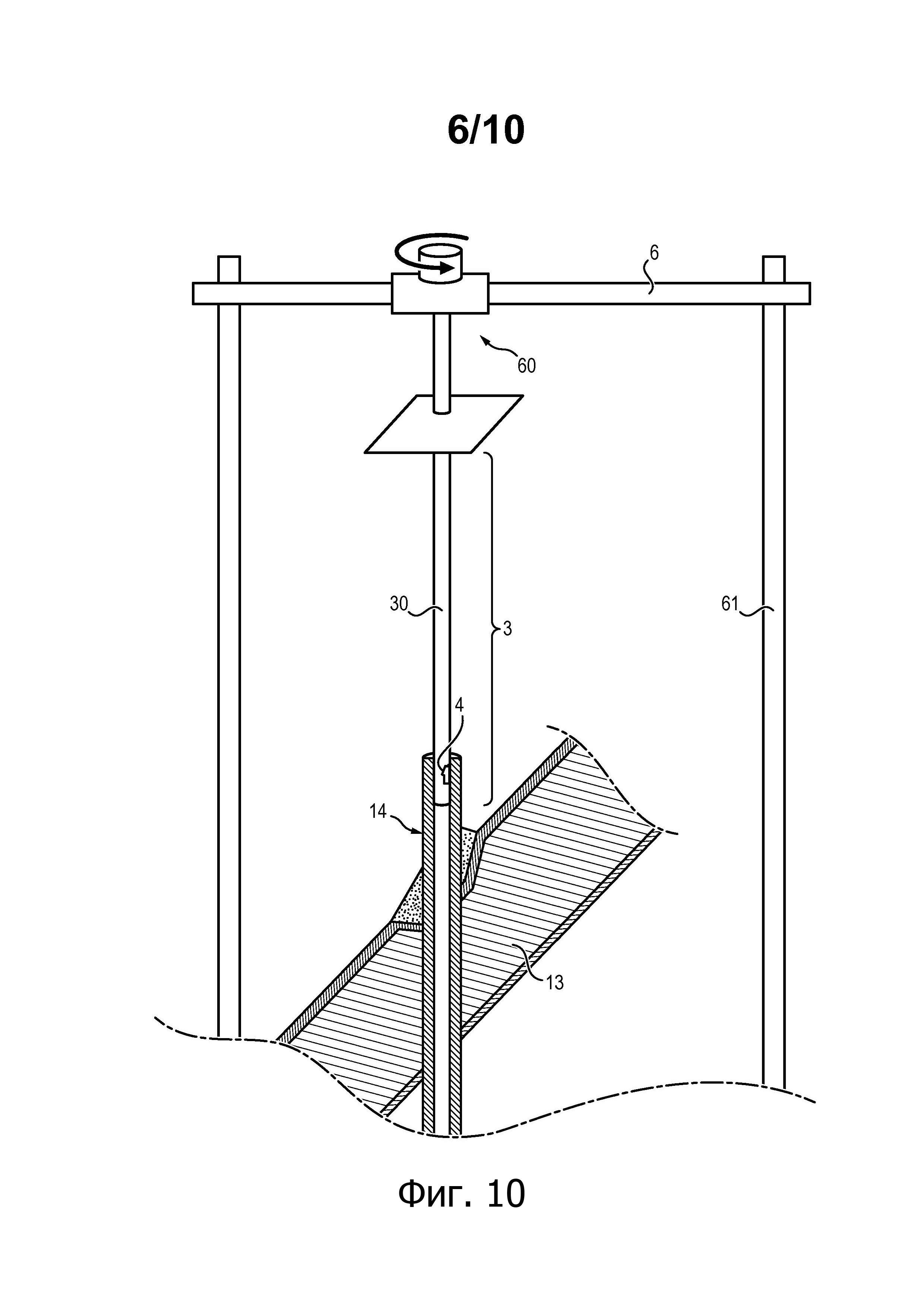
Фиг. 10 - схематичный вид прибора, используемого для осуществления этого способа.
Фиг. 11-14 - изображения, показывающие амплитуду сигналов, получаемых при помощи заявленного устройства.
Осуществление изобретения
Заявленное устройство 3, в целом схематично показанное на фиг. 10, в основном содержит штангу 30, на дистальном конце которой установлена головка контроля или зонд 4.
Условно «дистальным концом» называется конец, наиболее удаленный от оператора, который должен находиться со стороны штанги, противоположной головке 4.
Предпочтительный пример выполнения головки 4 показан на фиг. 3-6.
Ее продольная ось обозначена X-X', а ее проксимальный и дистальный концы соответственно обозначены ЕР и ED. В не показанном варианте выполнения эти концы можно поменять местами.
Согласно изобретению, головка 4 контроля, которая предпочтительно выполнена из электроизоляционного пластического материала, известного под товарным знаком "REXOLITE", содержит первую сторону 42, называемую «внутренней стороной», и вторую сторону 43, называемую «наружной стороной» и противоположную первой стороне.
Эта вторая сторона 43 имеет криволинейную поверхность в виде участка цилиндра с продольной осью, параллельной продольной оси Х-Х' головки, вогнутость которого обращена наружу. На фиг. 4 плоскость, которая содержит две крайние образующие участка цилиндра второй стороны, имеет обозначение Р1.
Как будет показано ниже, радиус кривизны этой криволинейной поверхности равен радиусу кривизны цилиндрического канала, который необходимо контролировать.
Первая сторона 42 занимает только часть внутренней поверхности головки и продолжена в направлении проксимального конца ЕР плоской площадкой 40.
На первой стороне 42 находится преобразователь ультразвуковых волн, который состоит из набора 5 расположенных рядом друг с другом излучающих/принимающих элементов 50, при этом поверхность набора является криволинейной и имеет форму участка цилиндра с тем же направлением, что и продольная ось X-X', и ее вогнутость обращена наружу. Плоскость, которая содержит две крайние образующие указанного участка цилиндра этого преобразователя волн, имеет обозначение Р2. Например, радиус кривизны набора 5 составляет от 8 до 10 мм и предпочтительно равен примерно 10 мм.
Согласно изобретению, эти две плоскости Р1 и Р2 образуют между собой не равный нулю острый угол β.
Предпочтительно этот угол составляет примерно 21°.
В варианте выполнения, представленном на фиг. 3 и 4, элементы 5 расположены друг за другом с небольшим промежутком.
Однако, как показано на фиг. 7 и 8, каждый элемент 50 может быть подразделен на несколько субэлементов 501, расположенных в виде двухмерной матрицы таким образом, что каждый субэлемент 501 имеет по меньшей мере субэлемент, смежный с ним в продольном направлении, и по меньшей мере один соседний субэлемент, смежный с ним в поперечном направлении.
Эти фигуры носят чисто иллюстративный характер. Так, для упрощения кривизна элементов 5 на них не показана.
В любом случае каждый субэлемент 501 одновременно является излучающим и принимающим.
Согласно варианту выполнения, представленному на фиг. 4, по меньшей мере восемь расположенных в линию элементов 50 управляются электроникой таким образом, чтобы возбуждать элементы в выбранные надлежащим образом моменты в зависимости от формы, которую необходимо придать ультразвуковому пучку, генерируемому этими элементами.
Угол β составляет около 21°, чтобы облегчить охват диапазонов углов, например, порядка -20°, 70°. Как будет показано ниже, применение задержек при возбуждении элементов 50 уже само по себе обеспечивает отклонение пучков под разными углами, но не идеально. Угол β позволяет решить эту проблему.
Точкой отсчета для вышеуказанной вилки углов является нормаль к оси трубки PFC, при этом, как показано на фиг. 2, угол +90° направлен вниз.
Размеры головки 4 (включая корпус и проводное подключение элементов 5) должны быть меньше внутреннего диаметра трубки PFC. Предпочтительно спереди (то есть со стороны проксимального конца ЕР) головки 4 расположены не показанные волнорезы, чтобы отраженные сигналы, возникающие внутри головки, не перекрывали эхо-сигналы, получаемые от дефектов, контролируемых в сварном шве канала PFC.
Рабочую частоту элементов 50 выбирают в зависимости от глубины (относительно датчика) дефектов, которые необходимо обнаружить. Для дефектов в сварной зоне канала PFC используют частоту более или менее 3 МГц.
Предпочтительно контроль дефектов с неизвестными ориентацией и положением в сварной зоне становится возможным за счет автоматизации контроля.
Как показано на фиг. 10, заявленное устройство 3, содержащее штангу 30, на дистальном конце которой находится головка 4, приводится во вращение двигателем 60, установленным на направляющей 6, которая перемещается скольжением вдоль рамы 61. Таким образом, можно перемещать устройство 3 внутри канала PFC 14 одновременно в направлении оси канала PFC 14 и посредством вращения вокруг этой же оси.
Кроме того, при каждом положении головки 4 производят ряд ультразвуковых излучений, при этом каждое излучение позволяет облучить среду в разных направлениях. Таким образом, в отличие от известных технических решений, можно обнаруживать дефекты переменной ориентации, используя один набор элементов 50.
Применение - пример выполнения
На головке, показанной на фиг. 4, установлен пьезоэлектрический преобразователь, работающий на частоте 3 МГц (полоса пропускания при -6дБ и 55% центральной частоты), с девятью элементами 50 с углом β 21°.
Элементы 50 имеют общую прямоугольную форму (размеры 6 мм на 1,15 мм), расположены в линию друг за другом с промежутком 0,15 мм между двумя элементами. Головка 4 выполнена из материала Rexolite (зарегистрированный товарный знак). Не показанные волнорезы установлены спереди головки 4, то есть со стороны ее проксимального конца. Пьезоэлектрические элементы 50 были подвергнуты механической обработке для придания им криволинейной формы с радиусом кривизны 10 мм.
В этом примере выполнения головка 4 встроена в металлический корпус цилиндрической формы, что облегчает ее направление и ее прижатие к внутренней стенке 140 канала PFC 14.
Во время работы для возбуждения пьезоэлектрических элементов 50 на излучение и для записи сигналов, принимаемых этими же элементами 50, используют электронный прибор марки «М2М». Электроникой управляют при помощи программы, называемой "multi2000".
Эта программа рассчитывает временные задержки для применения к возбуждениям различных элементов 50 преобразователя в зависимости от формы, которую необходимо придать излучаемому ультразвуковому пучку. В этом случае применения временные задержки вычисляют таким образом, чтобы отклонять ультразвуковой пучок продольных волн на угол, составляющий от -20° до 70° с шагом 2°.
Головку 4 перемещают вдоль оси трубки канала PFC 14 (вдоль так называемой оси «сканирования», как показано стрелкой f на фиг. 9). Излучение и запись сигналов производят через каждые 0,5 миллиметра.
Измерение повторяют после последовательного вращения головки 4 вокруг оси трубки с шагом 2° (стрелка g на фиг. 9). Это позволяет охватить всю контролируемую сварную зону.
Перемещение зонда обеспечивает механизированная рука марки "Micro-contrôle", управляемая контроллером той же марки (артикул ITL09).
Затем измеренные сигналы подвергают пост-обработке при помощи программы "CIVA". Это позволяет получить изображения, характеризующие амплитуду принятых сигналов по цветовому коду в зависимости либо от положения головки 4 вдоль оси сканирования, либо от положения головки 4 по величине вращения, либо в зависимости от примененного ультразвукового излучения (то есть в зависимости от угла отклонения ультразвукового пучка). Анализ этих изображений позволяет сделать вывод о присутствии дефектов в канале PFC 14.
Эта процедура описана ниже.
Рассмотрим макет, полностью отображающий сварной канал PFC, содержащий два искусственных так называемых «круговых» дефекта (полученные посредством электроискровой обработки) в сварной зоне.
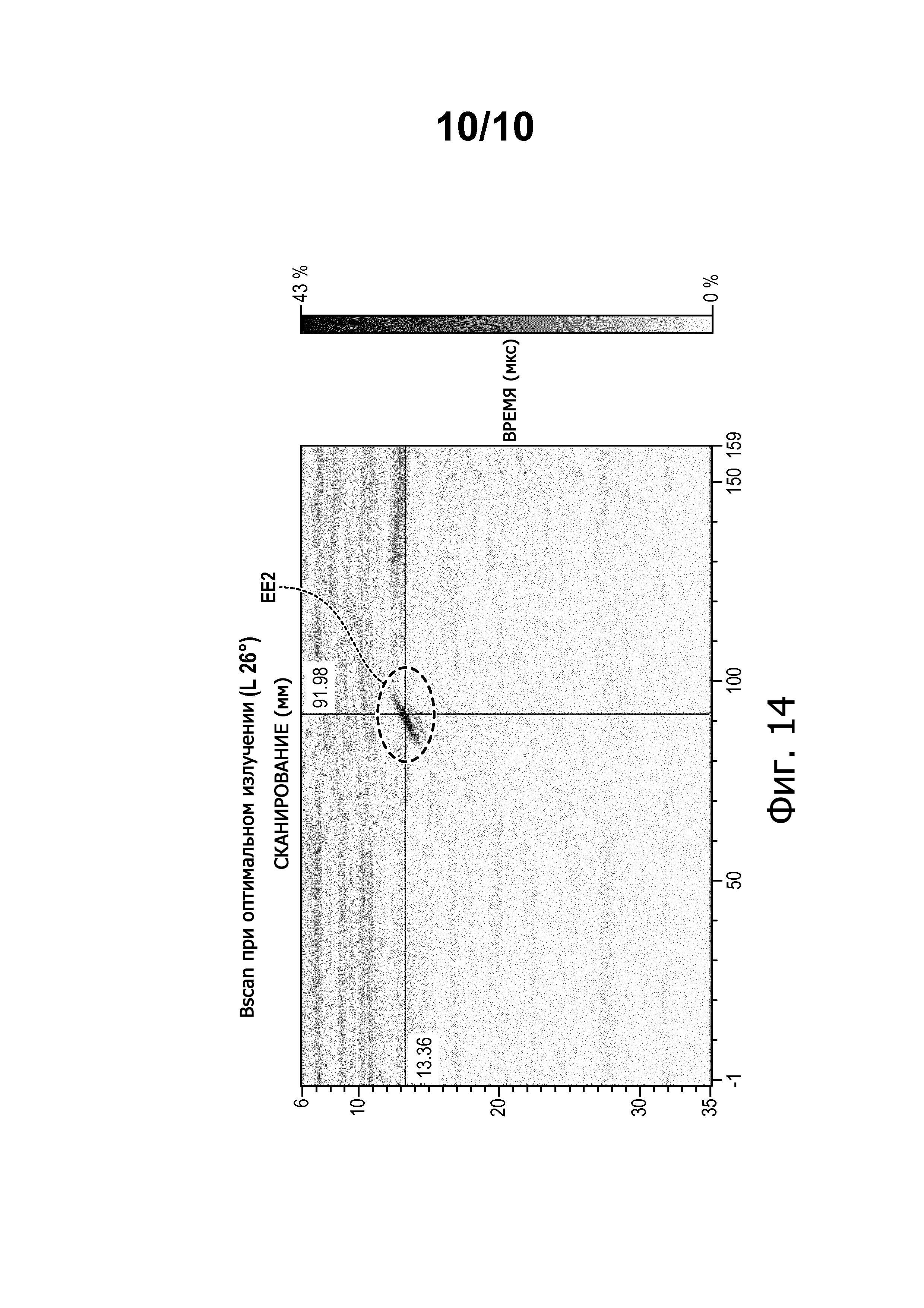
Речь идет о дефектах, называемых ЕЕ1 и ЕЕ2. Данные анализируют при помощи программы обработки (в данном случае программы "CIVA"), которая позволяет отобразить данные в виде различных изображений.
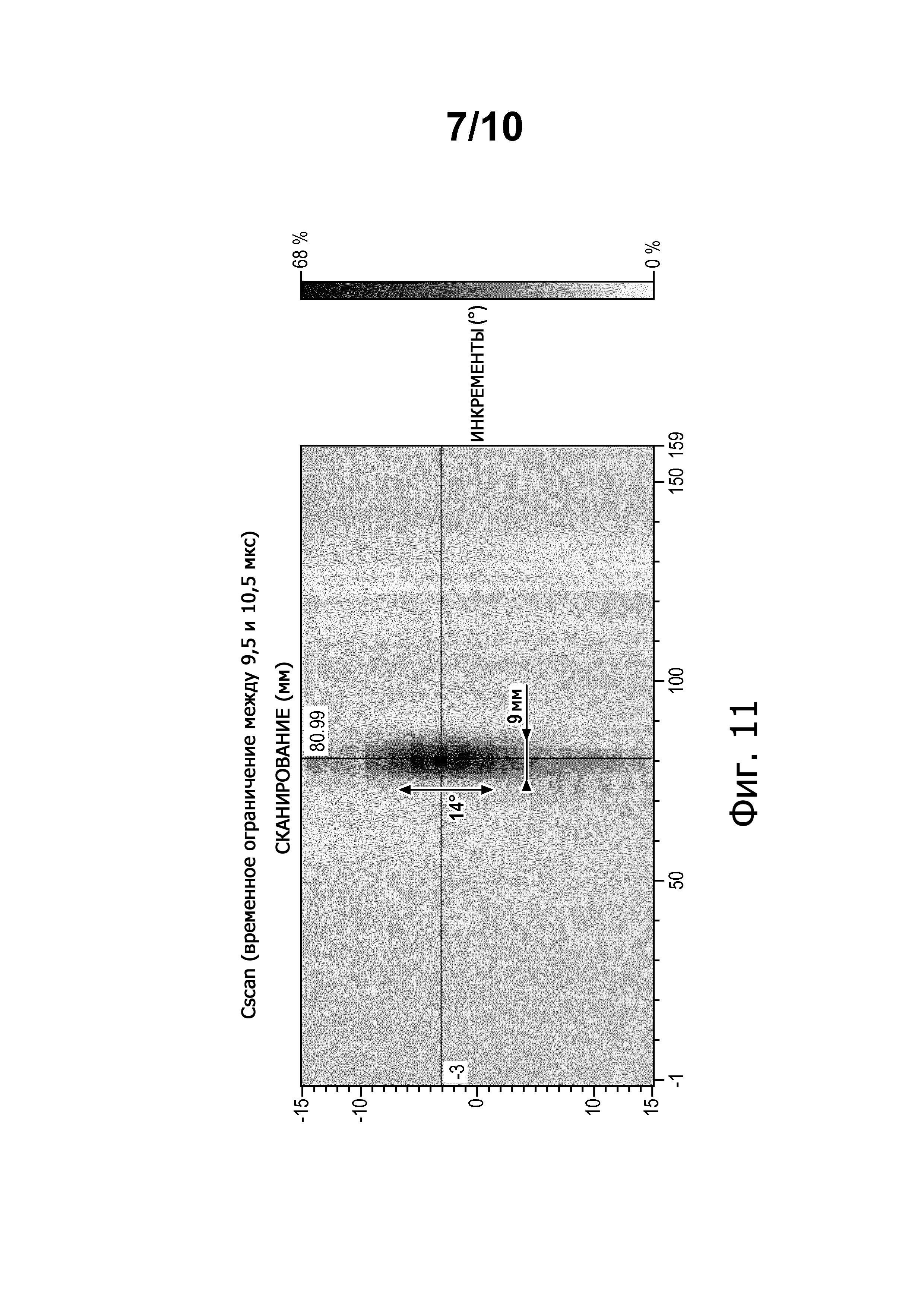
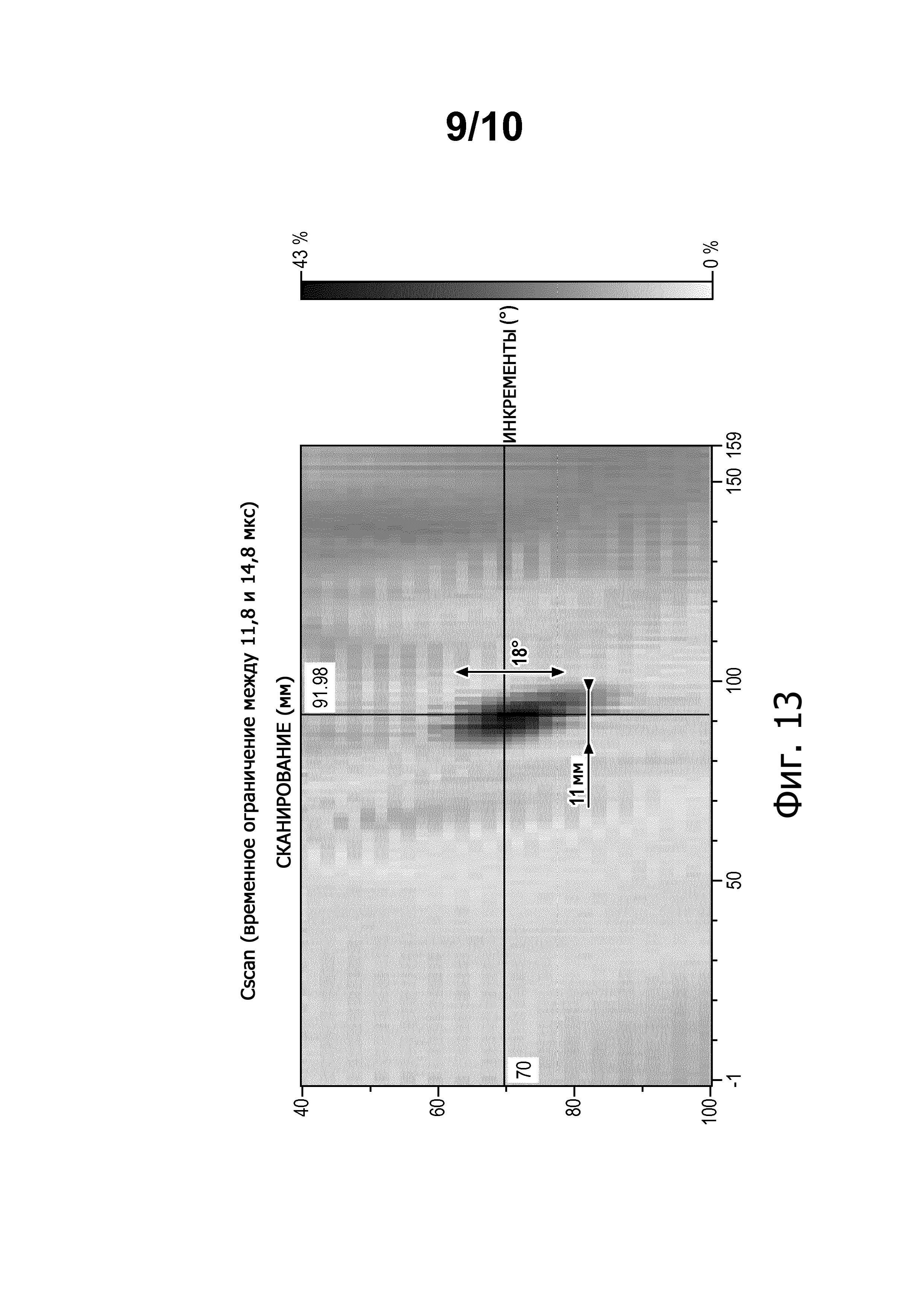
В частности, наблюдают изображения, называемые "C-scan", которые являются отображением амплитуды, принятой преобразователем, в цветовом коде (оттенки серого на фиг. 11 и на следующих фигурах) в зависимости - вертикально - от положения головки 4 при вращении и - горизонтально - в зависимости от оси сканирования.
Пост-обработка состоит в наблюдении изображений типа "C-scan" для разных углов ультразвуковых излучений и в выявлении угла излучения, который позволяет получить показание максимальной амплитуды от дефекта.
В частности, при помощи программы CIVA (хотя для обработки этих данных можно также использовать любую другую программу) осуществляют следующие этапы:
Для всех циклов и для всех излучений выбирают временное окно, исключающее так называемые «перманентные» эхо-сигналы, связанные с отражениями в опоре.
Точно так же, выбирают диапазон значений сканирования (вдоль вертикальной оси) зоны, соответствующей сварному шву (исключение зоны, соответствующей только трубке, путем наблюдения эхо-сигналов, отраженных от трубки во время излучения при 0° (то есть перпендикулярно к оси вращения трубки)).
Затем наблюдают изображение типа Cscan (максимум по времени амплитуды на каждом шаге сканирования и инкремента, причем для фиксированного излучения) и его изменение в зависимости от выбранного излучения. Когда в сварной зоне на Cscan появляется эхо-сигнал, форму этого эхо-сигнала наблюдают на Bscan.
После этого выбирают инкремент, соответствующий наблюдаемому эхо-сигналу, и выводят на экран изображение Bscan, соответствующее этому излучению и этому инкременту.
Чтобы максимизировать отношение сигнала к шуму, в случае необходимости, уточняют выбор угла излучения, выбирая полученные ранее положение сканирования и инкремента и наблюдая затем изображение, называемое "Sscan", которое характеризует измеренный сигнал в зависимости от времени и в зависимости от угла излучения для фиксированных сканирования и инкремента.
Выбор временных ограничений, ограничений при сканировании и даже диапазона углов излучения можно также производить на основании моделирования CIVA. Для всех потенциальных дефектов в сварной зоне оно позволяет вычислять значения времени поступления эхо-сигналов от этих дефектов для каждого угла излучения, а также порядок величины их амплитуды. Это позволяет подтвердить анализ экспериментальных сигналов.
Можно также отметить, что паразитные эхо-сигналы, являющиеся причиной большой части шума, соответствуют эхо-сигналам геометрии (отражение от дна трубки). Таким образом, с одной стороны, моделирование (или измерение на калибровочной подкладке) позволяет идентифицировать природу этих эхо-сигналов во время контроля вслепую нового компонента с такой же геометрией, и, с другой стороны, обработка изображения (в данном случае не тестированного) типа фильтрации по вейвлетам может позволить исключить эти эхо-сигналы, чтобы получить только эхо-сигналы дефекта.
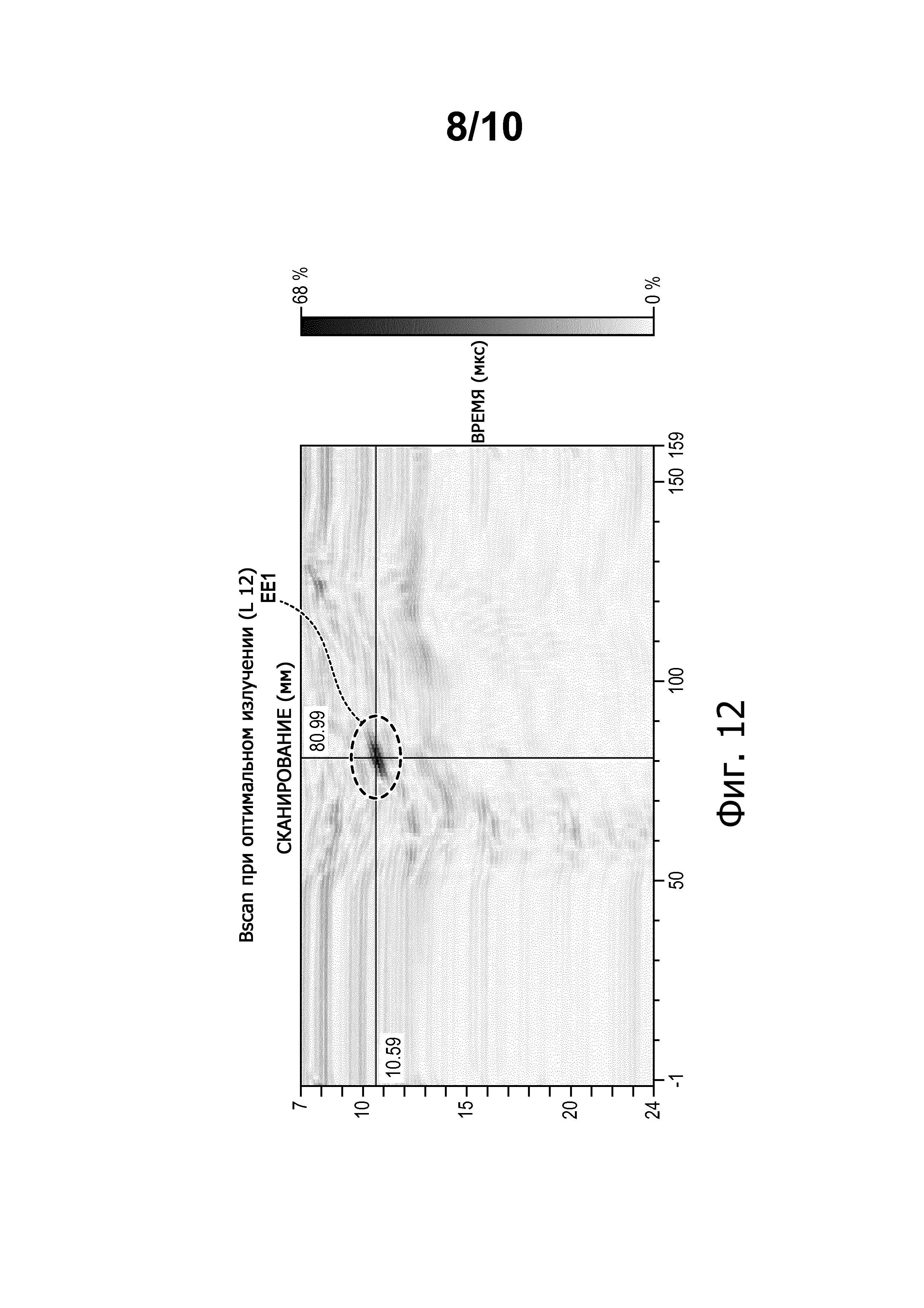
Этот анализ данных показывает, что дефект ЕЕ1 обнаруживается, когда отклоняют пучок на 12°, а дефект ЕЕ2 обнаруживается при отклонении на 26°. Представленные на фигурах изображения показывают полученное изображение "C-scan", а также так называемое изображение "Bscan", которое отображает амплитуду сигнала в зависимости от времени (вертикальная ось) и от положения головки 4 вдоль оси сканирования (горизонтальная ось), при этом положение вращения выбирают таким образом, чтобы поступающий от дефекта сигнал имел максимальную амплитуду.
Дефекты ЕЕ1 и ЕЕ2 обнаруживаются, благодаря присутствию эхо-сигнала (темное пятно на изображениях), который хорошо выделяется среди других сигналов «шума».
Таким образом, осуществляя описанный выше способ, который производит "scan", то есть сканирование, которое предпочтительно является автоматизированным, всей контролируемой поверхности, и «множественные излучения», то есть ультразвуковые излучения, отстоящие друг от друга во времени, достигают оптимального качества выявления дефектов даже при небольшим количестве элементов 50 преобразователей. Это относится к случаю, показанному на фигурах, когда это количество равно девяти.
Действительно, используя вышеупомянутую соответствующую программу обработки, выделяют эхо-сигналы, которые затерялись бы в шуме структуры без визуального наблюдения пространственной протяженности измеряемых эхо-сигналов.
Обработка углеродсодержащих радиоактивных отходов
Жесткий отсек отрицательного электрода для металловоздушной батареи и способ его изготовления
Брикет на основе спрессованного лигноцеллюлозного тела, пропитанного жидким топливом
Электрохимическое устройство с твердым щелочным ионопроводящим электролитом и водным электролитом
Способ индукционного нагрева, применяемый в устройстве, содержащем магнитосвязанные индукторы
Соединительное устройство для соединения, по меньшей мере, с одной трубой
Способ наполнения водой основного контура ядерного реактора и соединительное устройство для внедрения указанного способа
Обработка данных изображения, содержащих эффект турбулентности в жидкой среде
Устройство и способ безопасной передачи данных
Материал на основе аэрогеля, который является суперизолирующим при атмосферном давлении

