Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ АДГЕЗИОННОЙ ПРОЧНОСТИ МНОГОСЛОЙНОГО ПОКРЫТИЯ
Вид РИД
Изобретение
Изобретение относится к исследованиям механических свойств покрытий, а именно к способам оценки адгезионной прочности покрытия с основой и может быть использовано для оценки прочности сцепления слоев в многослойном покрытии.
Известно, что эксплуатационные свойства деталей с защитными покрытиями связаны с точностью оценки их адгезионной и когезионной прочности. Особенно актуальным является оценка прочности сцепления между слоями многослойных ионно-плазменных покрытий. Использование количественных методов оценки прочности сцепления для многослойных ионно-плазменных покрытий, обладающих высокой адгезионной и когезионной прочностью затруднено.
Известны "Методы контроля прочности сцепления покрытий" пункт 5 ГОСТ 9. 302-88, где:
- по пункту 5.5 - "Метод изгиба" образец с покрытием изгибают под углом 90° в одну сторону, затем в другую до излома;
- по пункту 5.8 - "Метод нанесения сетки царапин" (метод рисок) на поверхности контролируемого покрытия острием наносят не менее трех параллельных рисок с расстоянием между ними от 2 до 3 мм и перпендикулярно к ним также не менее трех параллельных рисок глубиной до основного металла;
- по пункту 5.12 - "Метод выдавливания" (штамповки) по ГОСТ 10510, основанный на выдавливании сферических лунок по Эриксену.
Недостатком этих методов является невозможность количественной оценки прочности сцепления покрытия с основным материалом, поэтому эти способы позволяют судить только о качественной характеристике прочности сцепления покрытия с основой.
Известен способ оценки адгезионной прочности покрытия с основой, в котором на пластинчатый образец наносят покрытие и изгибают на заданный угол и по результату разрушения покрытия судят о прочности его сцепления (авт. св. СССР №538271 «Образец для определения прочности покрытий при изгибе», Бюл. №46, 1976 г.)
Недостатком известного изобретения является невозможность количественно-качественной оценки прочности сцепления покрытия с основой.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ оценки адгезионной прочности многослойного покрытия, заключающийся в нанесении слоев испытуемого покрытия на образец в виде металлической пластины, выполнении в покрытии поперечного надреза до подложки и изгиб пластины с испытуемым покрытием, при выполнении надреза в области растяжения при изгибе пластины и оценку прочности сцепления по результатам разрушения покрытия (авт. св. СССР №1046660 «Способ определения прочности сцепления слоев соединения», МПК G01N 19/04, 1983 г.).
Однако, известные способы оценки адгезионной прочности покрытия не позволяют оценить одновременно и адгезионную прочность покрытия с основным материалом и прочность сцепления между слоями многослойного покрытия.
Задачей данного изобретения является возможность обеспечения оценки адгезионной прочности между покрытием и основой и между слоями многослойного покрытия.
Техническим результатом данного изобретения является обеспечение количественно-качественной оценки адгезионной прочности между покрытием и основой и между слоями многослойного покрытия.
Технический результат достигается за счет того, что в способе оценки адгезионной прочности многослойного покрытия, заключающемся в нанесении слоев испытуемого покрытия на образец в виде металлической пластины, выполнении в покрытии поперечного надреза до подложки и изгиб пластины с испытуемым покрытием при расположении надреза в области растяжения при изгибе пластины и оценку прочности сцепления по результатам разрушения покрытия, в отличие от прототипа, выполняют дополнительный надрез, причем надрезы располагают симметрично относительно оси симметрии изгиба образца, при этом до или после деформации приготавливают микрошлиф в плоскости, перпендикулярной линии надреза, и на микрошлифе или его фотографическом изображении определяют: точку
О - точку пересечения биссектрисы угла изгиба образца α, проходящей через центр изгиба образца О', с линией, перпендикулярной поверхности покрытия в точке A1 и проходящей через точку A1, проводят из точки О линию через точку А2 и определяют угол γ1 между этой линией ОА2 и биссектрисой ОО', затем проводят из точки О линию через точку А3 и определяют угол γmax между этой линией ОА3 и биссектрисой ОО', затем проводят из точки О линию через точку А4 и определяют угол γmin, между этой линией ОА4 и биссектрисой ОО', где:
α - угол изгиба образца,
A1 -точка начала зоны деформации пластины,
А2 - точка конца участка отслоения покрытия от основы,
γ1 - угол отслоения покрытия от основы,
А3 - точка конца участка максимального отслоения слоя покрытия от нижележащего слоя покрытия,
γmax - угол максимального отслоения слоев покрытия,
А4 - точка конца участка минимального отслоения слоя покрытия от нижележащего слоя покрытия,
γmin - угол минимального отслоения слоев покрытия,
а по значениям углов γ1, γmax, γmin судят о прочности сцепления между слоями и между покрытием и основой, причем чем меньше значение углов γ1, γmax, γmin тем меньше прочность сцепления.
Кроме того возможны следующие дополнительные приемы осуществления способа: из точки О проводят линию через точку An - точку конца участка отслоения n-го слоя покрытия от нижележащего слоя покрытия и определяют угол γn отслоения n-го слоя покрытия, по значению которого судят о прочности сцепления между -м слоем и нижележащим слоем покрытия; по значениям углов γ1, γmax, γmin определяют:
коэффициент отслоения покрытия Котс.пок:
Котс.пок=γ1/α,
коэффициент максимального отслоения слоя покрытия Котс.сл.max:
Котс.сл.max=γmax/α,
коэффициент минимального отслоения слоя покрытия:
Котс.сл.min=γmin /α,
а по значениям коэффициентов Котс.пок, Котс.сл.max, Котс.сл.min, судят о прочности сцепления между слоями и между покрытием и основой, причем чем больше значение коэффициентов Котс.пок, Котс.сл.max, Котс.сл.min, тем меньше соответствующее этим коэффициентам значение прочности сцепления; по значениям углов γn, определяют:
коэффициент отслоения n-го слоя покрытия Котс.сл.:
Котс.сл.=γn/α,
а по значению коэффициента Котс.сл. судят о прочности сцепления между испытуемыми слоями, причем чем больше значение коэффициента Котс.сл., тем меньше соответствующее этим коэффициентам значение прочности сцепления.
Заявленное изобретение соответствует критерию "новизна", так как оно не известно из уровня техники.
Предложенный способ является промышленно применимым и соответствует критерию "изобретательский уровень", т.к. он явным образом не следует из уровня техники.
Таким образом, данное техническое решение соответствует установленным условиям патентоспособности изобретения. Других известных технических решений аналогичного назначения с подобными существенными признаками заявителем не обнаружено.
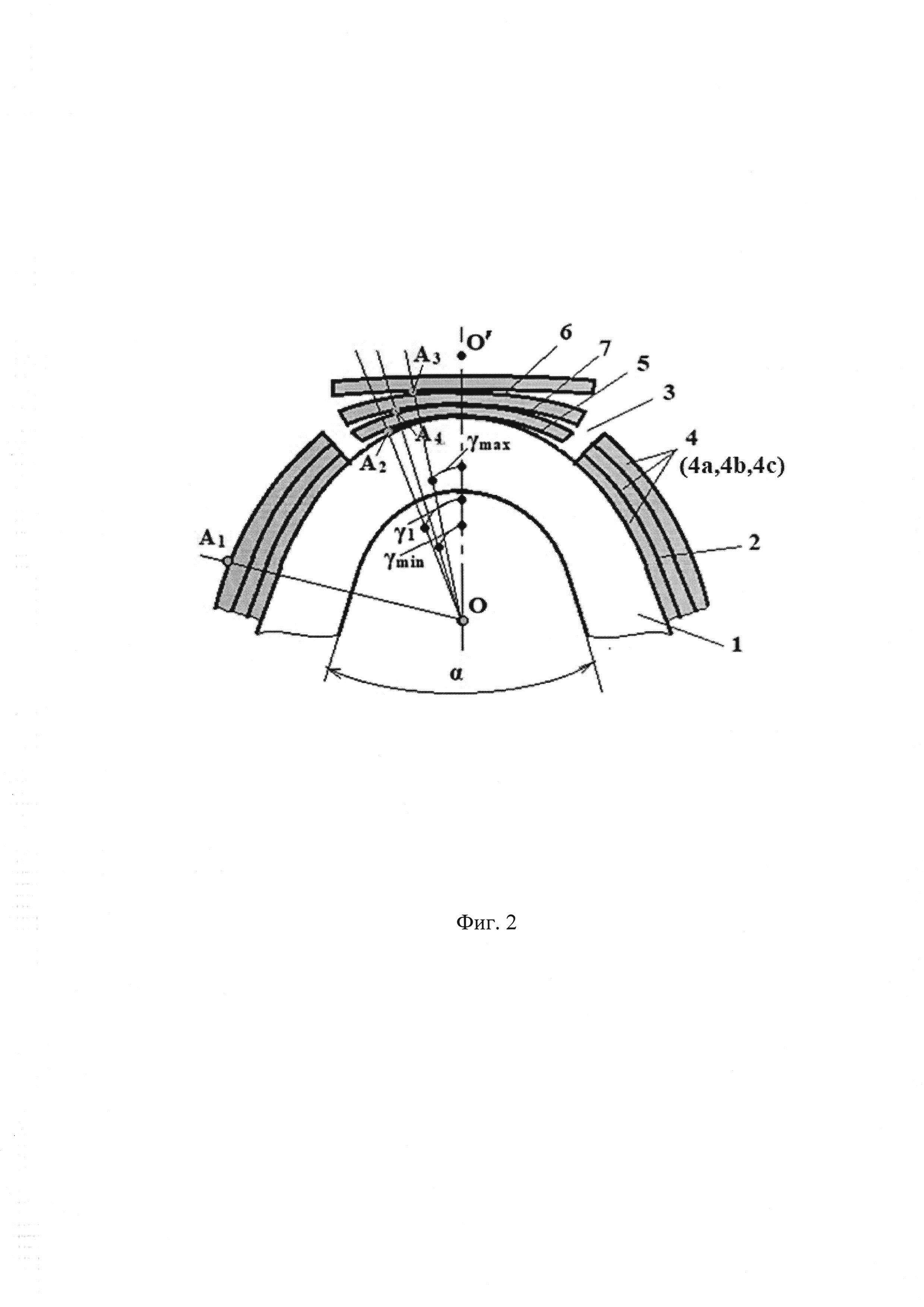
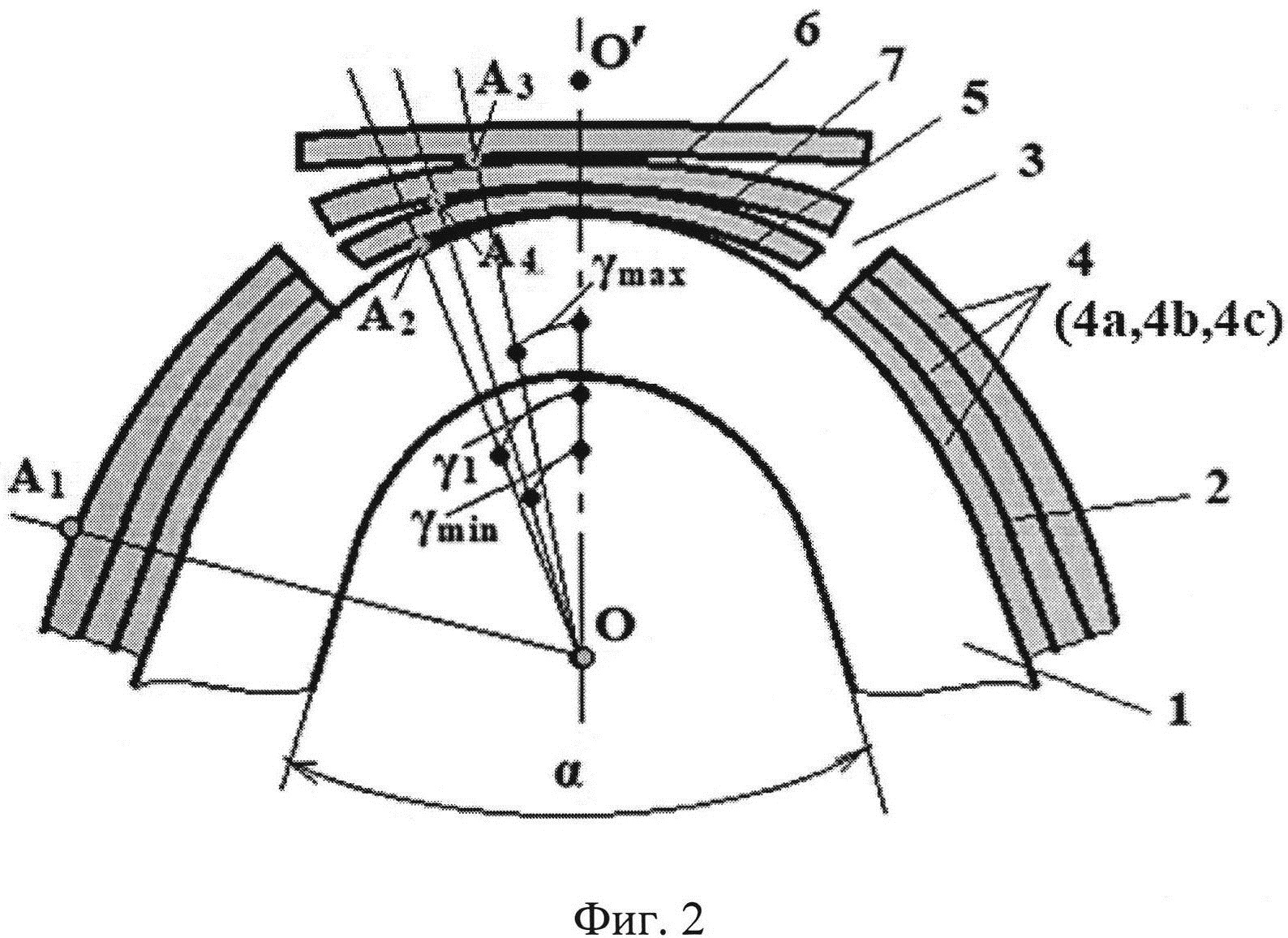
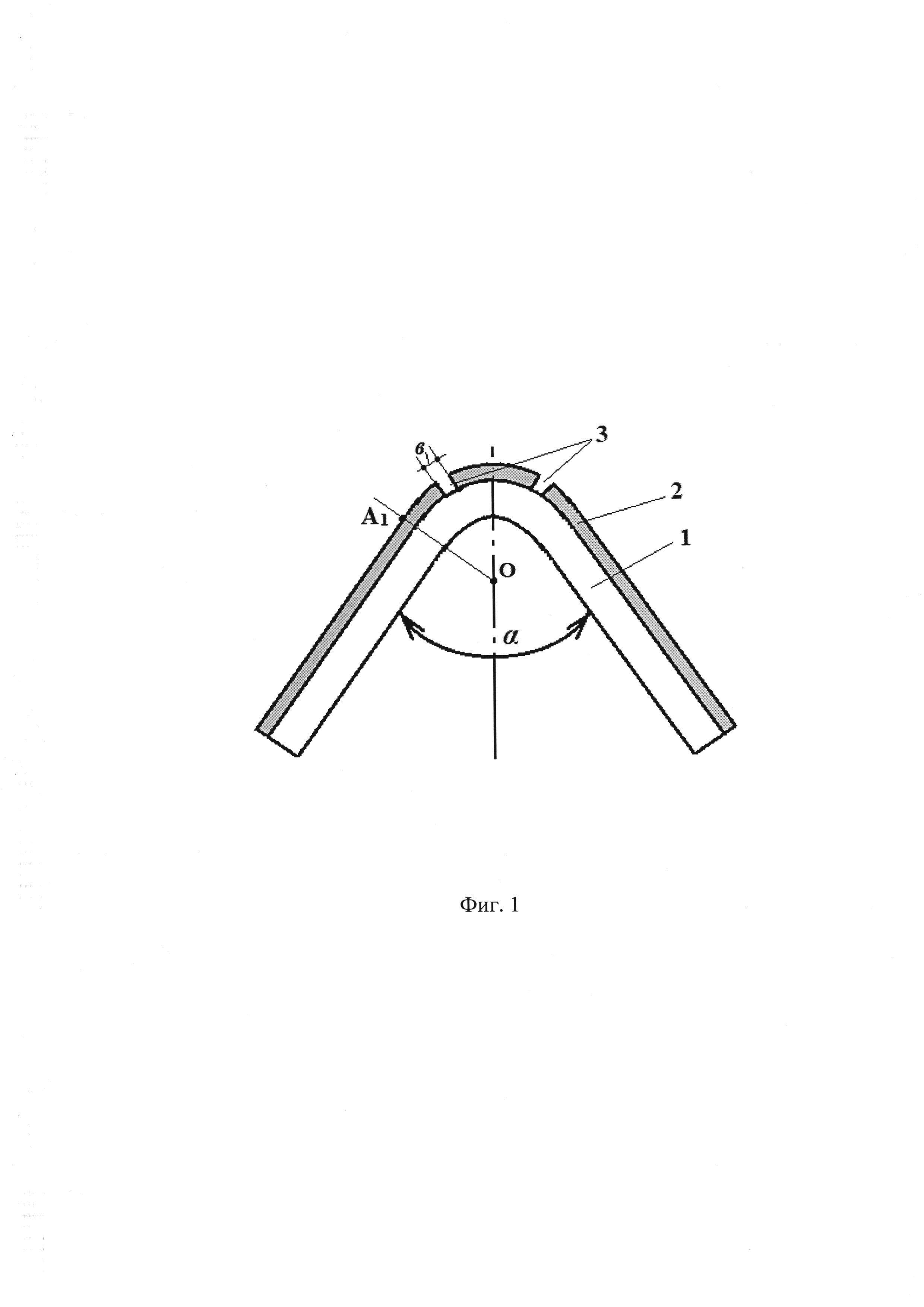
Изобретение иллюстрируется чертежами, на которых изображено: на фигуре 1 представлена схема испытуемого изгибного образца с покрытием, на фигуре 2 - схема отслоений покрытия от основы и между слоями покрытия.
На фигурах 1 и 2 обозначено: 1 - испытуемый изгибный образец; 2 - покрытие; 3 - надрез; 4 (4а, 4b, 4c) - слои покрытия; 5 - зона отслоения «покрытие-основа»; 6 - зона максимального отслоения между слоями покрытия; 7 - зона минимального отслоения между слоями покрытия; α - угол изгиба образца с покрытием; О - точка пересечения линии, проходящей через точку A1 и перпендикулярной к поверхности покрытия в точке A1 с биссектрисой ОО' угла изгиба образца α, проходящей через центр надреза; A1 - точка начала зоны деформации пластины (А1' - точка начала зоны деформации пластины симметричная точке A1); А2 - точка конца участка отслоения покрытия от основы; А3 - точка конца участка максимального отслоения слоя покрытия от нижележащего слоя покрытия; А4 - точка конца участка минимального отслоения слоя покрытия от нижележащего слоя покрытия; γ - угол деформации (γ= A1OO'); γ1 - угол отслоения покрытия от основы (γ1=A2OO'); γmax - угол максимального отслоения слоев покрытия (γmax=А3ОО'); γmin - угол минимального отслоения слоев покрытия (γmin=A4OO'); в - ширина надреза в покрытии.
A1OO'); γ1 - угол отслоения покрытия от основы (γ1=A2OO'); γmax - угол максимального отслоения слоев покрытия (γmax=А3ОО'); γmin - угол минимального отслоения слоев покрытия (γmin=A4OO'); в - ширина надреза в покрытии.
Предлагаемый способ оценки прочности сцепления многослойного покрытия осуществляют следующим образом.
Вначале на плоскую поверхность испытуемого образца 1 (фиг. 1) наносят испытуемое многослойное покрытие 2. Затем одним из известных способов в покрытии, в зоне заданной максимальной деформации образца выполняют два, симметрично расположенных относительно биссектрисы угла загиба α сквозных надреза 3 шириной в, и глубиной, доходящей до поверхности основного материала образца (фиг. 1 и фиг. 2). Изгибают образец 1 с покрытием 2 на заданный угол α таким образом, чтобы надрезы 3 в покрытии 2 располагались в области растяжения покрытия при изгибе, т.е. с выпуклой части изогнутого образца 1. Для лучшего осмотра области деформации образца 1 с покрытием 2 до или после изгиба на боковой стороне пластинчатого образца 1 в плоскости, перпендикулярной линиям надрезов 3 приготавливают микрошлиф и изготавливают ее микрофотографию (или выносят на дисплей микроскопа). На полученном изображении зоны изгибной деформации образца 1 с покрытием 2 делают следующие геометрические построения (фиг. 2), определяя:
1) угол α изгиба пластинчатого образца 1;
2) биссектрису угла α изгиба пластинчатого образца 1, проходящую через центр надреза 3 (линия ОО');
3) точку A1 - точку зоны начала деформации пластинчатого образца 1;
4) точку О - точку пересечения биссектрисы ОО' угла α с линией, проходящей через точку A1 и перпендикулярной к поверхности покрытия 2;
5) точку А2 - точку конца участка отслоения покрытия 2 от основы
6) проводят из точки О линию через точку А2 и определяют угол γ1 отслоения покрытия 2 от основы;
7) определяют точку A3 - точку конца участка (зоны) максимального отслоения 6 слоя 4 (например, слоя 4с) покрытия 2 от нижележащего слоя 4 (4b) покрытия 2;
8) затем проводят из точки О линию через точку А3 и определяют угол γmax - угол максимального отслоения слоев 4 покрытия 2;
9) определяют точку А4 - точку конца участка минимального отслоения 7 слоя 4 (например слоя 4b) покрытия 2 от нижележащего слоя 4 (4а) покрытия 2;
10) затем проводят из точки О линию через точку А4 и определяют угол γmin - угол минимального отслоения слоев покрытия 2.
Для качественно-количественной оценки адгезионной прочности покрытия 2 с основным материалом образца 1, а также для адгезионной прочности между слоями 4 покрытия 2 используют значения углов γ1, γmax, γmin при постоянных значениях угла изгиба α, толщине пластинчатого образца 1 и нанесенного на него покрытия 2, ширины надреза в и радиуса кривизны при изгибе.
Для удобства указанные значения углов γ1, γmax, γmin могут быть выражены через следующие коэффициенты:
коэффициент отслоения покрытия:
Котс.пок=γ1/α;
коэффициент максимального отслоения слоя покрытия:
Котс.сл.max=γmax/α;
коэффициент минимального отслоения слоя покрытия:
Котс.сл.min=γmin/α;
коэффициент отслоения n-го слоя покрытия
Котс.сл.=γn/α.
Для повышения достоверности оценки адгезионной прочности многослойного покрытия можно дополнительно использовать симметричную исследованной зоне OOA1 образца, зону образца ООА1'.
Пример. Для оценки адгезионной прочности между покрытием и основой, а также между слоями покрытия были проведены следующие испытания. На пластинчатых образцах размерами 10×100×2 мм из нержавеющей стали марки 12Х18Н10Т были нанесены ионно-плазменные многослойные покрытия с чередующимися слоями титана и нитрида титана. Толщина слоя титана составляла 0,6 мкм, толщина слоев нитрида титана - 2,2 мкм при толщине первого слоя титана 0,8 мкм. Использовали многослойное покрытие, содержащее восемь слоев при общей толщине покрытия, равной 11,4 мкм. Испытания проводили при угле изгиба α=90 градусов, ширине надреза в=0,2 мм (надрез в покрытии находился на выпуклой части изогнутого образца, по глубине равнялся толщине испытуемого многослойного покрытия. Надрезы выполняли в поперечном направлении образца под углом 90 градусов к плоскости боковой поверхности образца). Было испытано 8 образцов. На четырех образцах микрошлифы на боковых поверхностях образцов приготавливали до изгиба, на других четырех образцах - после изгиба. Для облегчения оценки параметров покрытия в деформированной изгибом зоне образцов микрошлифы в зоне отпечатка фотографировали и на фотографиях микрошлифов производили необходимые замеры. Микрошлиф приготавливали на боковой стороне испытуемого образца в плоскости, перпендикулярной линии надреза. В таблице приведены результаты испытаний образцов с многослойными покрытиями.
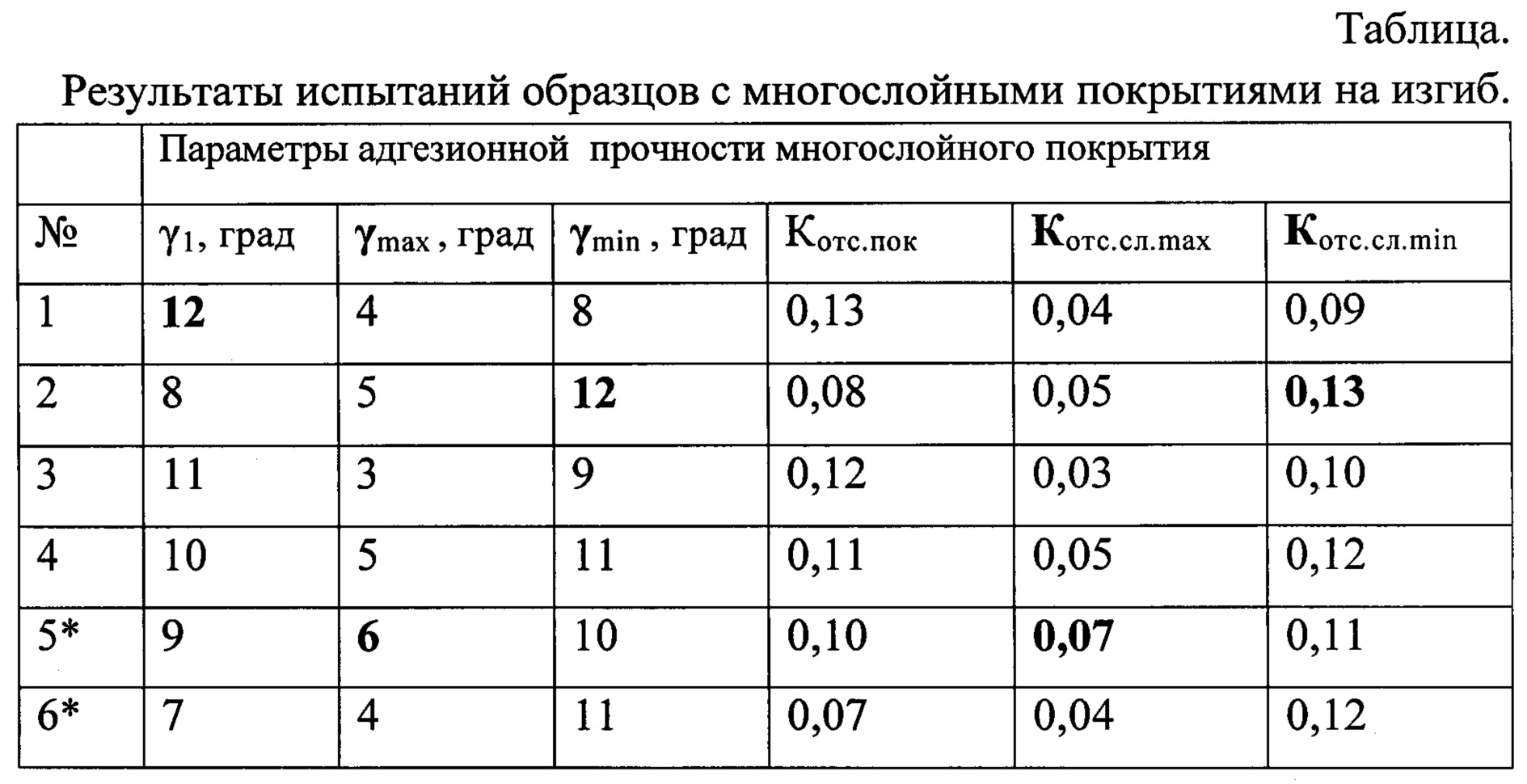
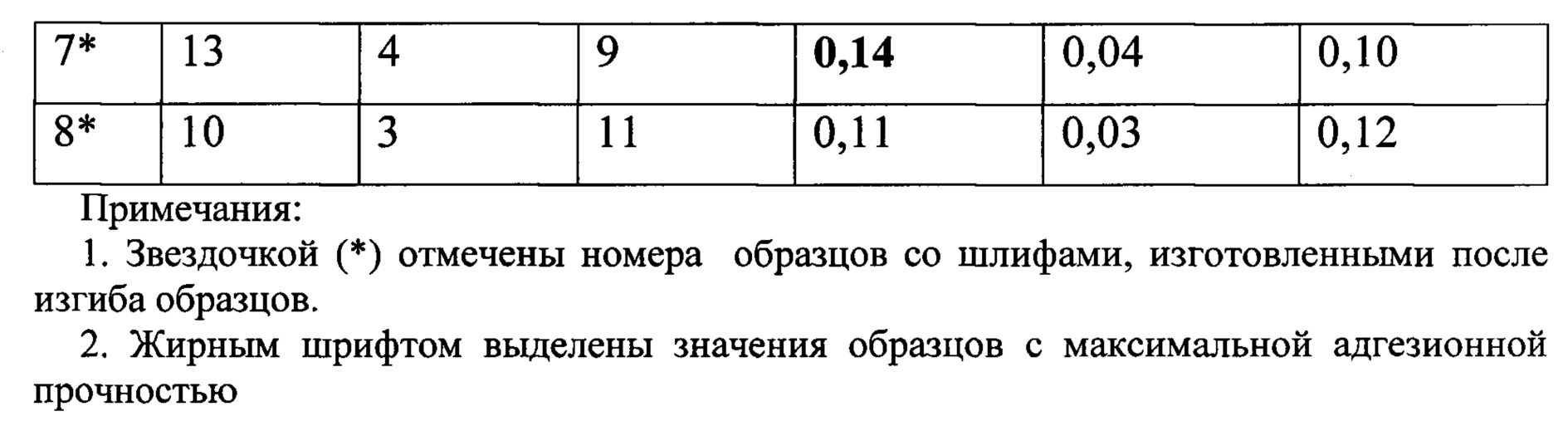
При оценке прочности сцепления между покрытием и основой, а также между слоями покрытия следует учитывать, что чем меньше значения углов γ1, γmax, γmin и меньше значения коэффициентов отслоения, тем меньше соответствующие величины адгезионной прочности.
Результаты испытаний образцов с многослойными покрытиями показали возможность количественно-качественной оценки прочности сцепления многослойных покрытий как между покрытием и основным материалом, так и между его слоями.
Таким образом, использование перечисленных выше существенных признаков предлагаемого способа позволило достичь технического результата предлагаемого изобретения - обеспечения количественно-качественной оценки адгезионной прочности между покрытием и основой и между слоями многослойного покрытия.
Гомополярный магнитный подшипник для высокоскоростных электрических машин
Параметрический трансформатор
Способ получения многослойной детали из титанового сплава
Преобразователь переменного напряжения в постоянное (варианты)
Способ получения износостойкого градиентного покрытия системы ti-al на стальной детали в вакууме
Смесь для изготовления литейных керамических стержней полых лопаток из жаропрочных сплавов литьем по выплавляемым моделям
Способ создания макронеоднородной структуры на поверхности материалов
Сверлящий перфоратор с поворотным механизмом рабочей части
Способ низкотемпературного ионного азотирования стальных деталей
Ткань с электромагнитными нагревательными слоистыми нитями
Способ химико-термической обработки детали из титана
Способ химико-термической обработки детали из сплава на основе кобальта
Способ химико-термической обработки детали из сплава на основе никеля
Способ химико-термической обработки детали из сплава на основе титана
Способ алмазно-электрохимического шлифования
Способ химико-термической обработки детали из легированной стали
Способ изготовления комбинированной полой лопатки турбомашины из алюминиевого сплава
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочной стали
Способ изготовления пустотелой лопатки турбомашины

